1. Introduction
Three primary mineral resources are of commercial interest in the ocean: manganese nodules (MNs), seafloor massive sulfides (SMSs), and cobalt-rich crusts (CRCs) [
1]. MNs form on vast deep-water abyssal plains; nodules are potato-like and 4–10 cm in diameter. The main constituents of interest in addition to manganese (28%) are nickel (1.3%), copper (1.1%), cobalt (0.2%), molybdenum (0.059%), and rare earth metals (0.081%). SMS deposits are present at active and inactive hydrothermal vents along oceanic ridges, with high sulfide content and rich in copper, gold, zinc, lead, barium, and silver. CRC is strongly enriched with many rare and critical metals relative to the Earth’s lithosphere, including Mn, Ni, Co, Te, Mo, Bi, Pt, W, Zr, Nb, Y, and rare earth elements (REEs) [
2]. Both require machines to lift the resources from the seafloor to a surface mining vessel. MNs require devices to collect nodules from the sediment surface, whereas CRC and SMS need to be crushed into particles and collected by a device. Therefore, similar mining technology is used to extract CRC and SMS, which is why the Japan Oil, Gas, and Metals National Corporation (JOGMEC) designed a mining machine for SMS that is also capable of CRC mining, (as explained in the next paragraph). However, the main reason commercial mining has not been implemented is the uncertainty of the mining cost and environmental impacts, which is an area in which many organizations are working [
3,
4].
CRC is an economic mineral deposited on marine rocks at the seamount that needs to be stripped and broken from the substrate for collection. Compared with land mining, the mining vehicle needs to overcome low temperatures, high hydrostatic pressure, very thin ore, and wide distribution. In this article, we mainly focus on CRC mining, with some SMS mining machines also discussed, given the technological overlap. In 1985, John E. Halkyard proposed a prototype of a CRC mining machine that consists of a four-crawler device, cutting drums, a slurry pump, and a hydraulic pipe lift system [
5]. Nautilus Minerals fabricated critical equipment, such as deep-sea mining ships and mining machines, for SMS mining [
6]. JOGMEC developed an SMS mining machine in 2012 and carried out an SMS mining test in 2017 [
7]. Using the slightly modified machine, JOGMEC conducted CRC fragmentation and collection tests in 2020 [
8]. Currently available mining machines are based on inland mining techniques, and the reliability in the seabed mining environment needs to be further studied.
Furthermore, the current mining machines are large and heavy, with high costs, making them unsuitable for preliminary studies. Therefore, the Institute of Deep-Sea Science and Engineering of the Chinese Academy of Sciences (IDSSE, CAS) built a compact seabed CRC mining machine in 2020. The prototype and test results of the mining machine were presented in [
9,
10]. The design considerations of the mining machine are the crushing and collection of ores and the moving performance of the vehicle.
The main rock breakage mechanisms were considered to be tensile stress failure [
11] and shear stress failure [
12]. Different pick sizes and shapes [
13,
14,
15], tip and pick materials [
13], pick installation parameters, sump depths [
16], physical and mechanical properties of the rock [
17,
18], and installation distances between picks [
19] were found to affect the stress of picks and the specific cutting energy of the mining machines. In 2007, Jackson proposed an estimation formula for rock crushing in a high-pressure environment. He concluded that the specific cutting energy of the machine could be estimated according to the rock’s unconfined compressive strength (UCS). This method was used to estimate the cutting resistance and power of the trencher and the mining machine [
20]. Roel conducted rock compressive strength and tensile tests under varying hydrostatic pressures in 2013. The tensile strength of the rock was found to increase with increasing depth in the experiment [
21]. Miedema proposed a rock-cutting model under hydrostatic pressure in 2015 [
22]. In 2020, Balci estimated the specific cutting energy required for rock ore crushing under hydrostatic pressure by comparing the specific cutting energy of a marine in situ drilling rig with that of a land drilling rig. It was estimated that the rock crushing and cutting energy under hydrostatic pressure was 7.7–10.3 times that under land conditions [
23]. Therefore, the rock crushing and cutting under hydrostatic pressure is more complex than that on land (hydrostatic pressure, low temperature, microparticle, water drag, etc.), in addition to higher required cutting resistance and power.
The moving performance of the crawler chassis has been studied extensively. In 1969, Bekker put forward the classical theory [
24], and Schulte and Wschwarz proposed the empirical relationship between subsidence pressure and depth in deep-sea sedimentation in 2009 [
25]. In 2011, Choi conducted a series of tests and fitted the experimental data. The constitutive model of seabed sediments was constructed by the nonlinear shear strength at different depths [
26]. In 2016, Wang proposed an elastic soft plastic model suitable for the shear stress displacement model of deep-sea soil, and its effectiveness was verified by a series of seabed simulated soil shear tests [
27]. Özdemir proposed a contact model applied to hard ground in 2017, which was in good agreement with reality [
28]. Vu studied an up-milling trencher system in 2017 and conducted several simulations using the presented equations for practical design problems and the RC tool analysis [
29]. The contact model of the crawler was different under different working conditions. The occurrence area of the CRC was on the seamount, and its terrain should be mainly hard seafloor.
Although some CRC mining vehicles have been designed and tested, the design methods of such mining vehicles are still very limited. Due to the co-existence of crust and substrate, there is a big difference between the mining vehicle and the existing trenching machine in the working process, and the mining vehicle cannot use the design method of the trenching machine. Moreover, the complexity of the CRC environment makes the dynamic relationship between the cutting head and the track of the mining vehicle complex and uncertain. To quickly design the undersea CRC mining machine, reduce the cost of testing and design, and predict the problems in the mining vehicle operation in advance, this paper proposes a modeling method of the CRC mining vehicle based on mining stability. The model is for a slope mining vehicle on seamount and based on the high hydrostatic pressure of rock-specific cutting energy. Mining vehicles’ dimensionless parameters analyze the influence of the stability of mining vehicles under different slope angles, substrate, and crust strength. Finally, the stability of the compact mining vehicle of IDSSE is analyzed and discussed based on two sea trials’ results.
2. Design Requirements
Deposits of the CRC are found throughout the global oceans in the water depth from 450 to 7000 m. The main distribution water depth of the Pacific Ocean is 1000–3500 m [
30]. The Western Pacific is more prospective for crust deposits due to more seamounts available. Co- and Ni-rich crust deposits exist, in general, between 800 and 3000 m water depth. These deposits are distributed in flanks, terraces, and summits of seamounts, submerged volcanic mountains, and guyots [
31]. Based on more than 11,000 entries, the cumulative mean slope shows two distinct groups of seamount slopes: (1) mountains with slope angles up to about 12°, interpreted as guyots, are about 28% of the total, and (2) mountains with a slope more than 12° (less than 16°), which represent normal conical seamounts, account for about 71% [
32].
The crust thickness delineation is 2 cm for the actual thickness from 2.5 to 5.2 cm, and the delineation is 4 cm for the actual thickness from 5.5 to 7.1 cm [
30]. The substrate of the crust includes breccia, basalt, phosphorite, limestone, transparent clastic rock, and mudstone. The crusts, in general, are tightly attached to hard substrate rocks. The physical properties of CRC and substrate are in
Table 1 [
31,
32].
2.1. Mining Process
Since there is no process for CRC mining at present, the mining process of SMS is explained here. The mining process proposed by former Nautilus Minerals for SMS mining is as follows. Firstly, the auxiliary cutter is employed to level the mining surface; then, the ore is crushed by the bulk cutter; finally, the fragmented particles are collected by the hydraulic suction head of the collecting machine and transported to the mining ship by a lifting system. The mining process proposed by JOGMEC is as follows. The swing cutter head in front of the mining vehicle cuts a certain width of the ore, then collects and transfers it to the lifting system by a hydraulic collector. After that, the lifting system transfers the fragmented ore to mining vessels. The sump depth is controlled by the boom of the mining machine [
7]. As the crust thickness varies, the sump depth must be controlled during the mining. Typical sump depth control methods include fixed thickness cutting, maximum thickness cutting, and average thickness cutting.
2.1.1. Fixed Depth Cutting
Fixed depth cutting can obtain relatively stable ore output and pick wear rate. The structure and control of the vehicle are relatively simple, as is the machine maintenance. This method suits areas with high concentration and flat stripping surfaces, such as coal mines. However, for the CRC with uneven thickness, microtopography, and substrate, the collection rate, dilution rate, and the wear of picks cannot be controlled.
2.1.2. Maximum Depth Cutting
Maximum depth cutting relies on the CRC thickness detection device. After detecting the thickness of CRC, control the cutting head to adapt to improve the collection rate of CRC and reduce the substrate fragmentation and dilution rate. This method should consider the microtopography adaptation of the cutting head and the detection of CRC thickness. For the microtopography adaption of the cutting head, the hydraulic cylinder controls the sump depth. For the detection of the thickness of the CRC, acoustic detection is used, and the laboratory test is successful [
33].
2.1.3. Average Depth Cutting
The average depth cutting is set according to the average thickness of the CRC in the mining area. Given the different physical characteristics between the CRC and substrate, the sump depth can be controlled by the cutting force feedback and adjusted by hydraulic cylinders for microtopography adaption [
34]. The hydraulic cylinder applies a constant force in the vertical direction of the cutting head, equal to the force required to cut the CRC of a certain thickness. When the head cuts into the substrate or the microtopography affect the sump depth, the cutting resistance increases, the normal force also increases, and the cutting head can be automatically lifted for adaption, and vice versa. This method cannot avoid cutting the substrate, but the collection and dilution rate of CRC can be controlled by setting the force of the cutting head.
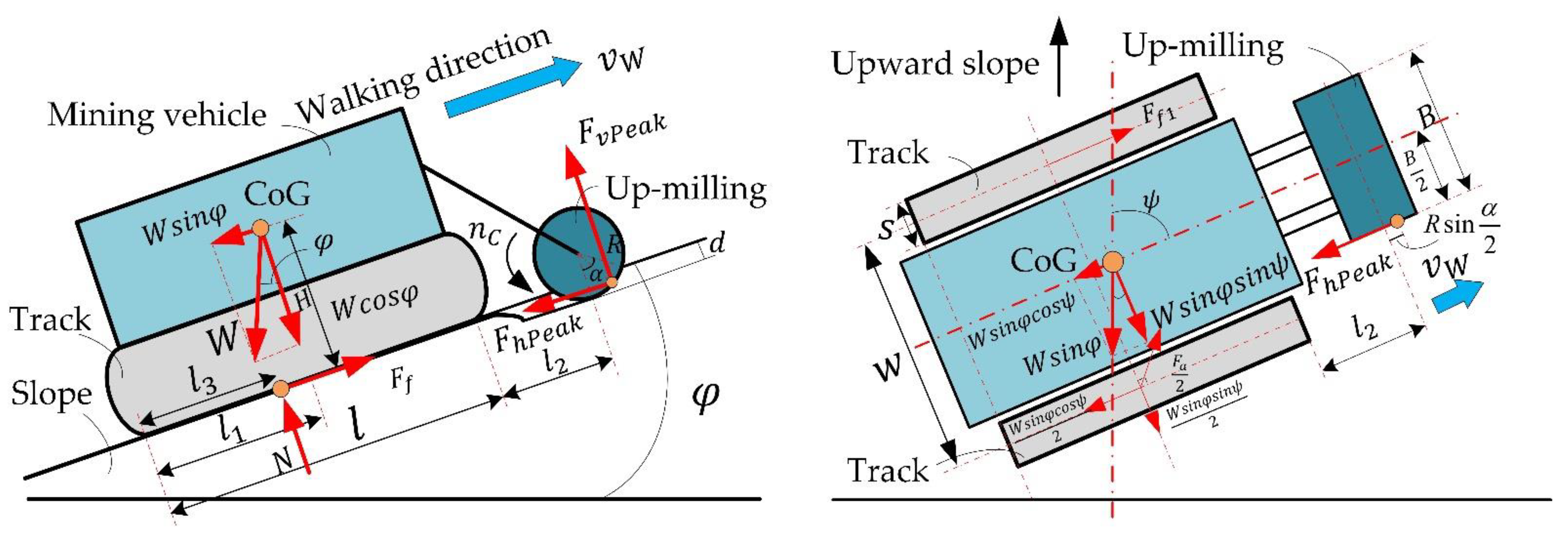
2.2. Cutting Head Structure
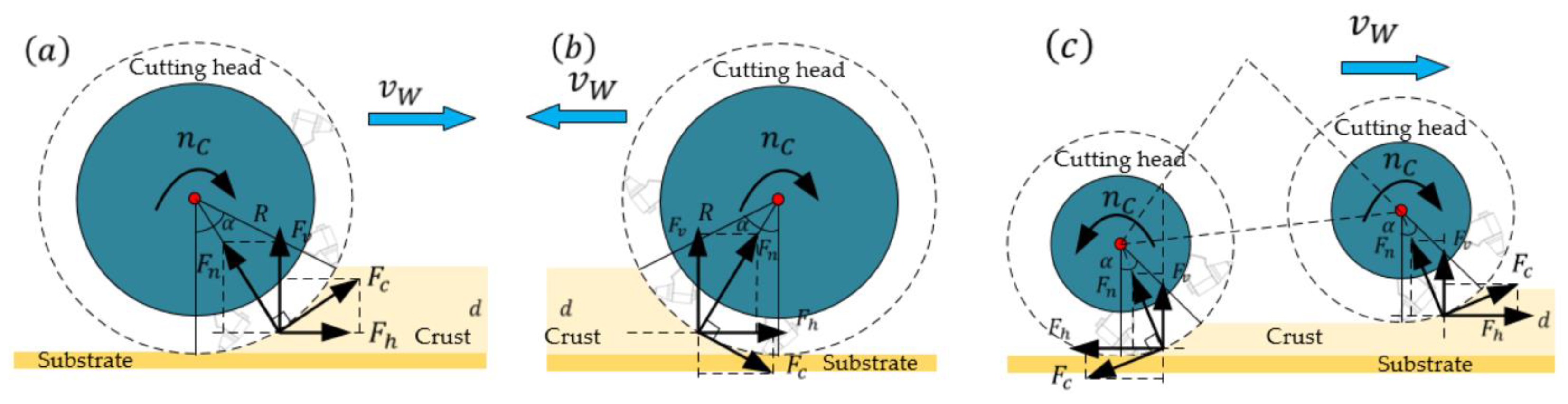
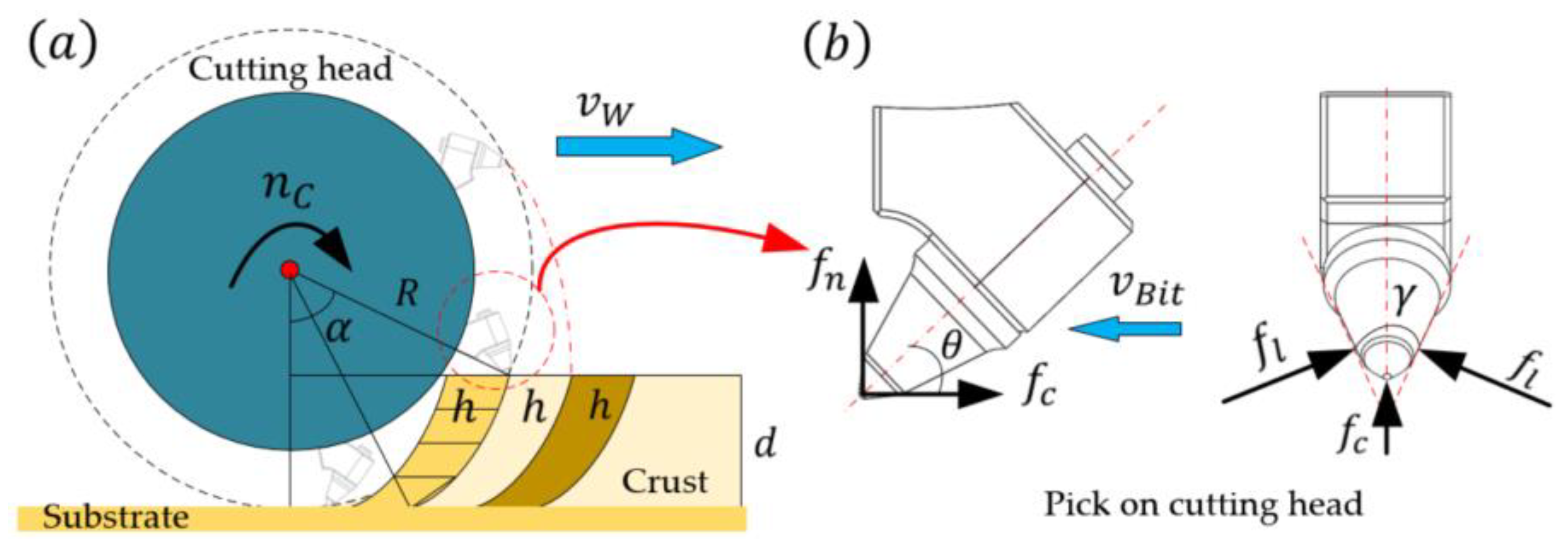
Rotary cutting drums are widely used in the cutting head design [
34]. The cutting head configuration can be a single drum or dual drums and the structure is shown in
Figure 1, The green circle is the cutting head,
is the speed of the cutting head, and the arrow is the turning direction,
is the sump depth,
is radius of the cutting head.
is the walking speed, and the blue arrow is the direction,
is the cutting resistance,
is the normal resistance,
is the horizontal resistance,
is the vertical resistance.
is the contact angle.
2.2.1. Single-Drum
Figure 1a,b is the principle of a single-drum cutting head. The cutting picks of the cutting head are spirally installed outside the drum, and the cutting picks cut the ore through the rotation of the drum. According to the cutting direction, up-milling and down-milling methods are available. In down-milling, the rotation direction of the drum is opposite to the feed direction. Otherwise, it is up-milling. The cutting force of the down-milling produces an extra traction effect, and the cutting force of the up-milling produces an additional resistance.
2.2.2. Dual-Drum
As shown in
Figure 1c, the dual-drum cutting head uses two drums arranged symmetrically, and one for up-milling and one for down-milling. The cutting forces of the two cutting heads are opposite and can be partially balanced by each other. The fragmented particles are settled between the two cutting heads and collected by the slurry pump.
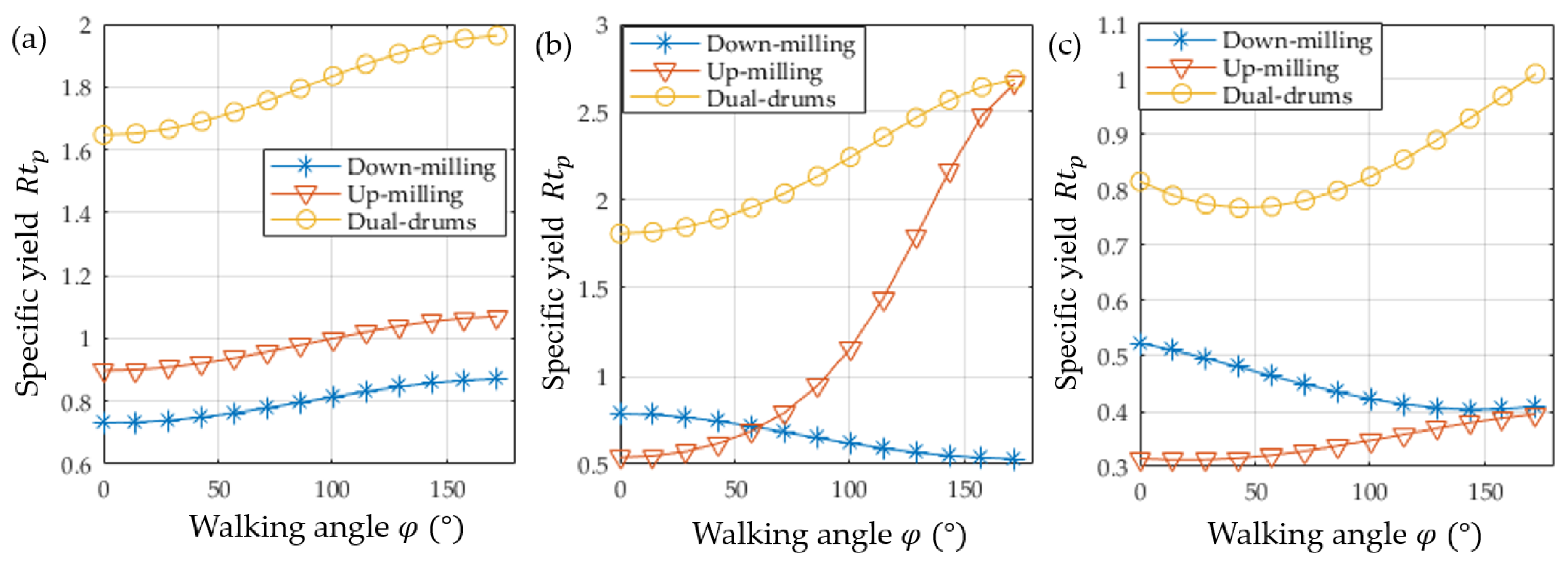
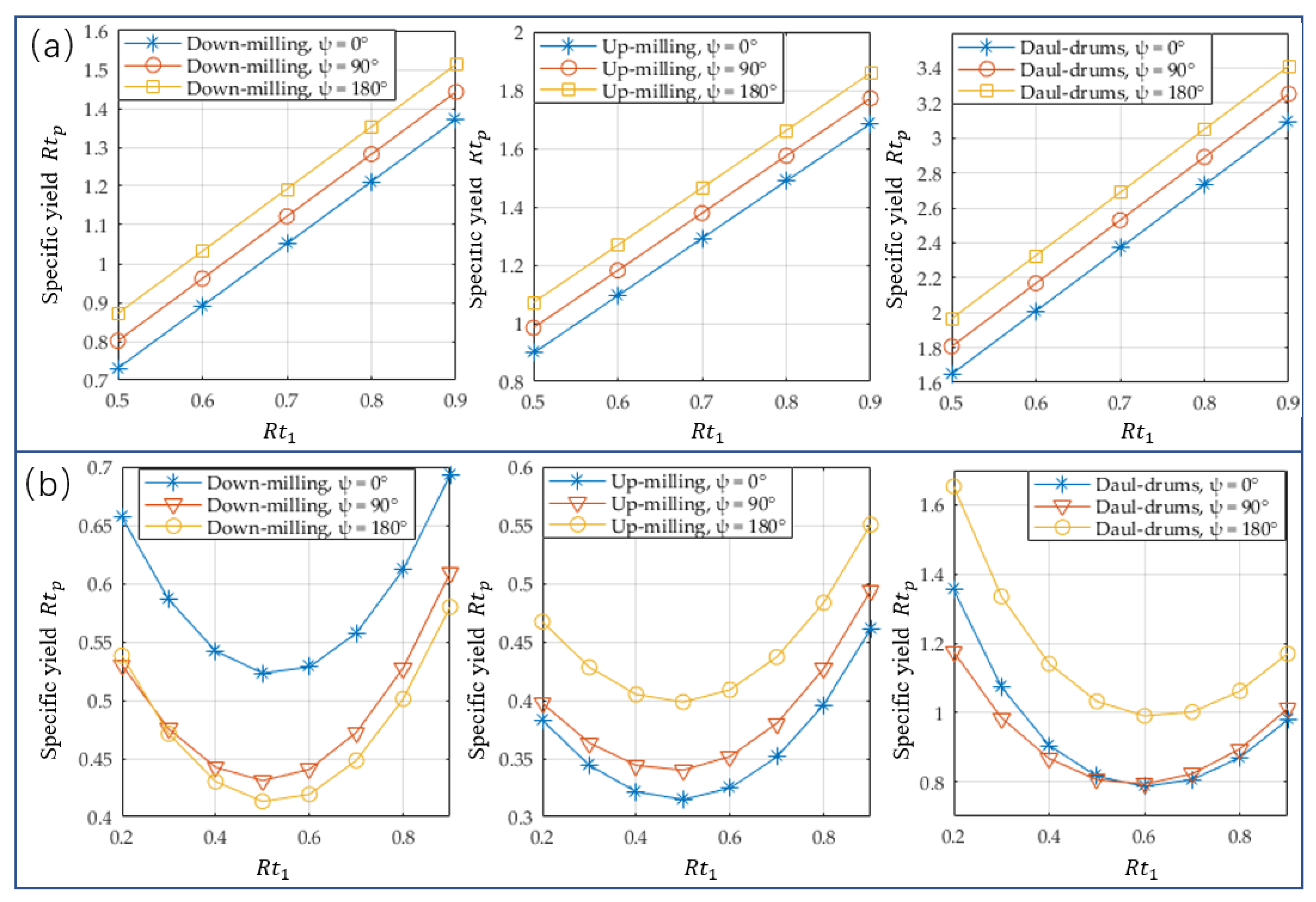
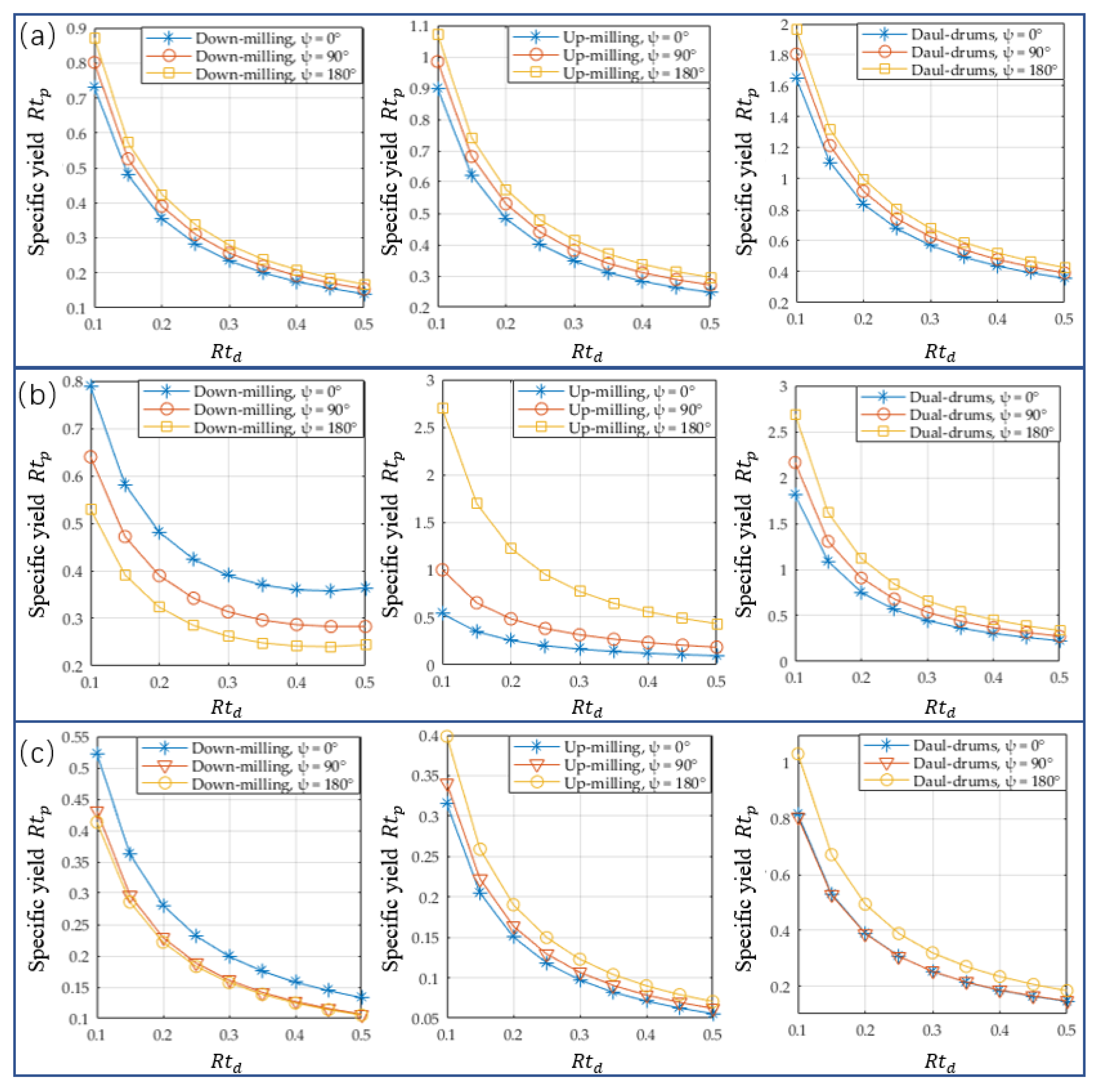
6. Conclusions
The authors proposed a modeling method for estimating the performance of the mining vehicle based on the mining vehicle’ slope stability, anti-slip stability, and anti-skid steering stability condition. The model adopted the dimensionless parameters of the mining vehicle’s structure. The influence of the mining vehicles under different slope angles, substrate, and crust strength is obtained. Then, three types of mining vehicles’ specific energy are provided based on anti-slip stability conditions. The double drum mining vehicle has the lowest specific energy, followed by the down-milling type, and the last one is the up-milling type by comparison. Finally, the performance of a compact mining vehicle’s mining stability is provided. Two sea trials’ test results are given; from the mining tests, the slope angle, substrate’s, and crust’s strength significantly influence the vehicle’s mining stability. The modeling method in this paper considers the influence of the slope angle, dimensionless parameters, substrate, and crust strength, which will provide a better estimation during the mining vehicle’s design. However, the influence of factors such as pick distribution, pick installation angle, pick material, and current in the working area has been ignored to simplify the modeling process. A more accurate model will be one of our future works.


 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}