
Improving the Copper-Molybdenum Ores Flotation Technology Using a Combined Collecting Agent


Institute of Metallurgy and Ore Beneficiation JSC, Satbayev University, Almaty 050010, Kazakhstan
*
Author to whom correspondence should be addressed.
Minerals 2022, 12(11), 1416; https://doi.org/10.3390/min12111416
Submission received: 13 October 2022
/
Revised: 31 October 2022
/
Accepted: 4 November 2022
/
Published: 8 November 2022
(This article belongs to the Special Issue Advances in Reagents for Mineral Processing)
Abstract
:The search for effective reagents for the flotation of non-ferrous metals from mineral raw materials is an actual problem. The article discusses the results of research on improving the technology of processing copper–molybdenum ores using a combined collector emulsion. The object of research was copper–molybdenum ore containing 0.43% copper and 0.0089% molybdenum. Copper minerals are represented by chalcopyrite 1.2% and chalcocite 0.015%, while covellite is present in a much smaller amount. The main mineral of molybdenum is molybdenite. The cycle of collective copper–molybdenum flotation includes the main flotation, control flotation, and three re-cleanings of concentrate. In the basic mode, the collective Cu–Mo concentrate was produced with the copper content of 16.25% with an extraction of 77.79% and with the molybdenum content of 0.45% with an extraction of 79.38%. Reaflot, thionocarbamate, and butyl xanthate were used in a ratio of 1:3:15 to prepare a combined collector agent. In order to produce the combined collector emulsion, the best degree of dispersion, which amounted to 99.5% of particles with a size of −3.6 μm, was chosen. During the Cu–Mo ore flotation using an optimally dispersed microemulsion of the combined collector agent, a collective Cu–Mo concentrate was obtained with a copper content of 18.2% with an extraction of 83.58%, and with a molybdenum content of 0.49% with an extraction of 88.46%. The use of a combined collector agent increases the extraction of copper into the collective Cu–Mo concentrate by 5.79%, while the extraction of molybdenum increases by 9.08%.
1. Introduction
An increase in the efficiency of processing finely disseminated sulfide ores can be achieved through the use of improved reagent flotation modes, reagent processing, and new design solutions [1,2,3,4,5]. The improvement of reagent regimes is achieved using new selective flotation reagents, their combination, ultrasonic treatment of reagents, and new designs of flotation equipment.
The search for effective reagents for the flotation of non-ferrous metals from mineral raw materials is an actual problem. Based on the regulation of the water-repellent ability and surface activity, a collector agent of copper and precious metals, sample 225-5, was obtained, which is more efficient than the industrially used dialkyldithiophosphate reagent [6,7]. Sample 225-5 is a reagent modeled on a mixture of dialkyldithiophosphate with an extended hydrocarbon radical length and hydrophobizing component.
In the scientific research [8,9], the efficient use of phosphorus-bearing collector “PS” for the flotation of sulfide copper ores is shown. The crushing of the ore was about 60% of the class −0.074 mm. The efficiency of the flotation was controlled by the recovery of copper in the concentrate. At a consumption of the reagent “PS” 25 g/t, lime 0.75 kg/t, and frothing reagent T-92 85 g/t, the extraction of copper into the concentrate increases by 0.87%.
Scientists synthesized complexes of monohydroxyamide and monohydrazide of 2-ethyl-hexenylsuccinic acid with nickel and copper [10,11,12,13,14]. The obtained reagents were tested on copper–nickel ore from the Pechenga ore deposits with a content of 0.49% Ni and 0.21% Cu. The use of the synthesized complex instead of the used aerofloat agent made it possible to obtain a collective copper–nickel concentrate with a nickel content of 7.5% with a recovery of 43.98%, and 4.3% copper with a recovery of 58.81%. The obtained results from the use of a complex of monohydroxyamide and 2-ethyl-hexenylsuccinic acid monohydrazide in the flotation of sulfide ores indicate the prospects for their application.
Under the conditions of using non-ionic collectors, the known methods for determining their residual concentration are ineffective. The developed spectral technique provides measurement of the concentration of a nonionic collector—allyl ester of amylxanthogenic acid in the aqueous phase of the pulp of copper–molybdenum flotation. The technique was applied to calculate the optimal grinding size of copper–molybdenum ore at the Erdenet factory. This made it possible to correct the value of the optimal content of the finished size class and, at the same time, to increase the extraction of copper and molybdenum into the concentrate by 0.8%–1.3% [15,16].
An increase in the extraction of useful components from sulfide ores can be achieved using a combination of various collectors [17,18,19,20]. The optimal ratio of butyl xanthate and isobutyl dithiophosphate in a mixture with thionocarbamate was determined to increase the flotation rate of non-ferrous metals [21,22]. Increasing the proportion of butyl xanthate in any combination increases the flotation rate of all monominerals.
Scientists are conducting research on the creation of new dialkyldithiophosphates. It is found that the higher aerofloats C10–C16 have the ability to reduce the surface tension at the liquid–gas interface, similarly to strong surfactants, and that aerofloat agents, starting from nonyl (C9), are characterized by a slow establishment of equilibrium at the liquid–gas interface, especially at low flotation concentrations [23,24,25,26].
The main problems of copper-containing ore processing are: the low copper content in ore, the high content of slurry particles (up to 40% of the class size smaller than 10 microns), finding copper minerals in the form of ultrafine aggregates, and the absence of highly effective selective reagents. Therefore, this raw material is the most difficult with respect to extraction of nonferrous metal sulfides. For the solution of a problem application of new selective flotation reagents, their combination, ultrasonic processing of reagents, and new designs of flotation equipment are possible [25,27].
The difficulties of copper–molybdenum ores beneficiation include the need for the very fine grinding of beneficiation products, insufficient efficiency in separating sulfide minerals from rock minerals, and the need to use complex technological modes for separating sulfide minerals. Therefore, the problem of finding new technological methods and schemes for the copper–molybdenum ores beneficiation is an urgent one [28,29].
The main indicators of the flotation process—extraction and selectivity concentrate—when using collectors depend on the specificity of their interaction at the interface’s solid–liquid (s-l) and liquid–gas (l-g). In this regard, researchers are focused on studying the influence of these factors and the mechanism of action of the collectors. The hydrophobizing action of collectors, including dialkyldithiophosphate, depends on the strength of the chemical bond, the “functional group of the reagent–mineral surface”, and on the length and structure (hydrocarbon chain of normal and isostructure) of the radical.
Thus, research on forming more selective reagents and collectors than xanthates and dithiophosphates was performed at the Gintsvetmet Institute. A number of S-substituted dialkyldithiocarbamates have been synthesized. S-cyanoethyl, N and N-diethyldithiocarbamate (DECE), produced by the interaction of sodium diethyldithiocarbamate and acrylonitrile, have been recognized as the most promising for the flotation of copper–molybdenum and polymetallic ores.
Dialkyldithiophosphates forming weaker complexes with heavy metal cations (Cu, Ni, Zn, Mo, Fe, etc.) in comparison with xanthogenates are characterized by a greater difference with them in the strength of complexes with heavy metal cations, which provides a greater selectivity of dialkyldithiophosphates action both in the separation of nonferrous metal sulfides and in the separation of iron sulfides from them [21,24,25]. The higher surface activity of dialkyldithiophosphates at the interface l-g as compared to xanthogenates promotes the formation of small air bubbles and increases the flotation capability of fine particles.
Determining the effect of a combined collector on the extraction of copper and molybdenum (Cu–Mo) during the flotation of copper–molybdenum ores is the purpose of this work.
2. Materials and Methods
This work used mineralogical, electron probe, atomic emission spectral, X-ray phase, chemical and sieve analyses, as well as iodometric titration and flotation. The study used an atomic emission spectrometer: Optima 2000 DV (PerkinElmer Inc., Wellesley, MA, USA); an X-ray diffractometer: D8 ADVANCE (Bruker, Billerica, MA, USA); an X-ray fluorescent spectrometer: Venus 200 PANalytical B.V. (Almelo, the Netherlands); and an electron raster microscope: JEOL JXA-8230 (Tokyo, Japan).
Technological equipment was also used. The original ore was crushed on a jaw crusher (DMD160/100) to a coarseness of less than 2.5 mm at Bishkek Experimental and Experimental Plant of Geological Exploration Equipment. Then the ore was crushed in a ball mill (40ML-000PS) to a particle size of 94% of the class of less than 74 μm. Dispersive analysis of the crushed ore was carried out on a photometric sedimentometer (FSKh-6K). Flotation was carried out on a laboratory flotation machine with 0.5, 0.75, 1.0 and 1.5 L chambers. The collective copper–molybdenum flotation cycle included basic flotation, control flotation and three concentrate purifications. The crushed ore in the form of a pulp with a density of 30%–35% solid was stirred in a flotation machine with flotation agents for a certain agitation time. The rotor speed was 1150 revolutions per minute. Then, at an air supply of 3.1 L per minute, the flotation of the ore was carried out. An emulsion of the combined reagent was prepared on the ultrasonic device UZDN-A1200T. The distribution of the reagent particles after dispersion was studied using a laser particle analyzer (Winner2000E). A vibrating micromill, the “pulverisette O” from FRITISCH, was used to prepare samples of ore and enrichment products for chemical analysis.
3. Results and Discussion
The work on improving the copper–molybdenum (Cu–Mo) ore flotation technology from the Kazakhstan deposit using a combined collector agent was performed. The mineralogical analysis showed that the ore contains the minerals molybdenite, pyrite, chalcopyrite, chalcocite, quartz, albite and a number of less significant minerals.
The main copper minerals are chalcopyrite −1.2% and chalcocite −0.015%, with covellite present in a much smaller amount. The main mineral of molybdenum is molybdenite −0.012%. Sulfide minerals of pyrite are present in amounts up to 0.5%.
According to the X-ray phase analysis, the content of the rock-forming minerals is 96% and is represented by quartz, albite, clinochlore, feldspar, chlorite, potassium microplagioclase and sericite.
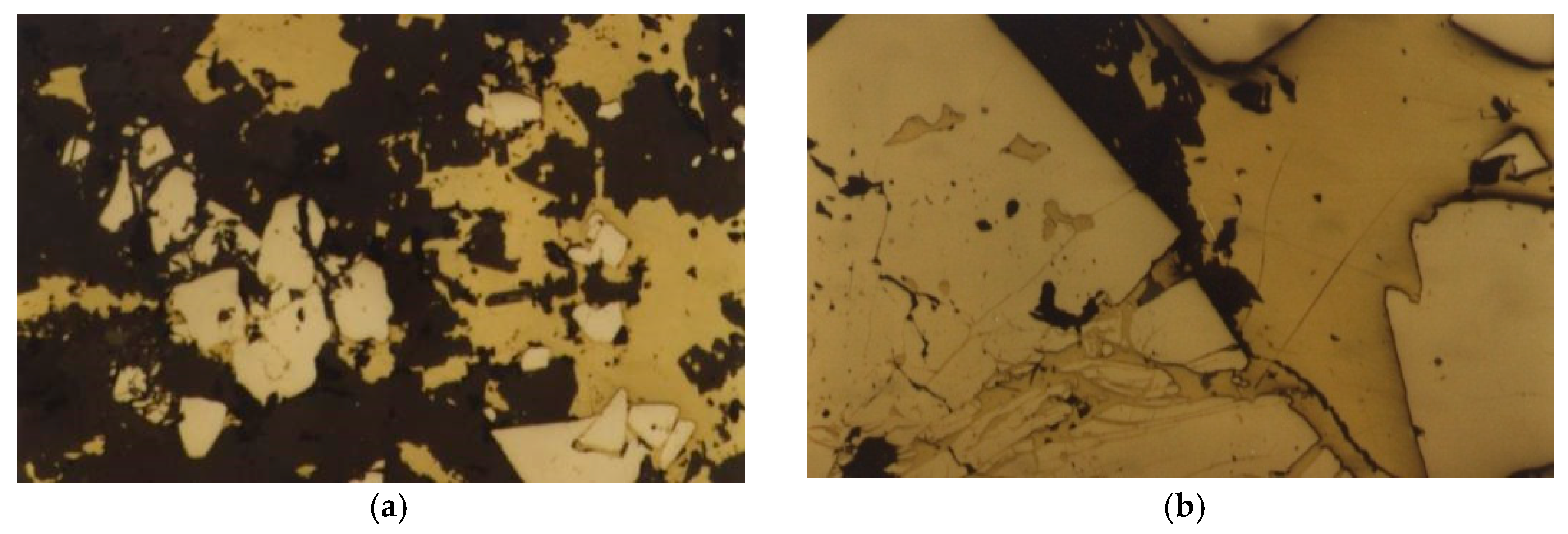
Chalcopyrite is the main copper mineral, presented as irregular grains, interspersed in pyrite and gangue minerals (Figure 1a). The size of the chalcopyrite in the original ore is 0.001–1.5 mm. Mostly there are minerals of medium and small dissemination. Large, medium, small and micro-sized grains are interspersed extremely unevenly. Chalcopyrite is closely associated with pyrite and is often located along the internal cracks and intergranular spaces of pyrite (Figure 1b), forming a complex interspersed relationship.
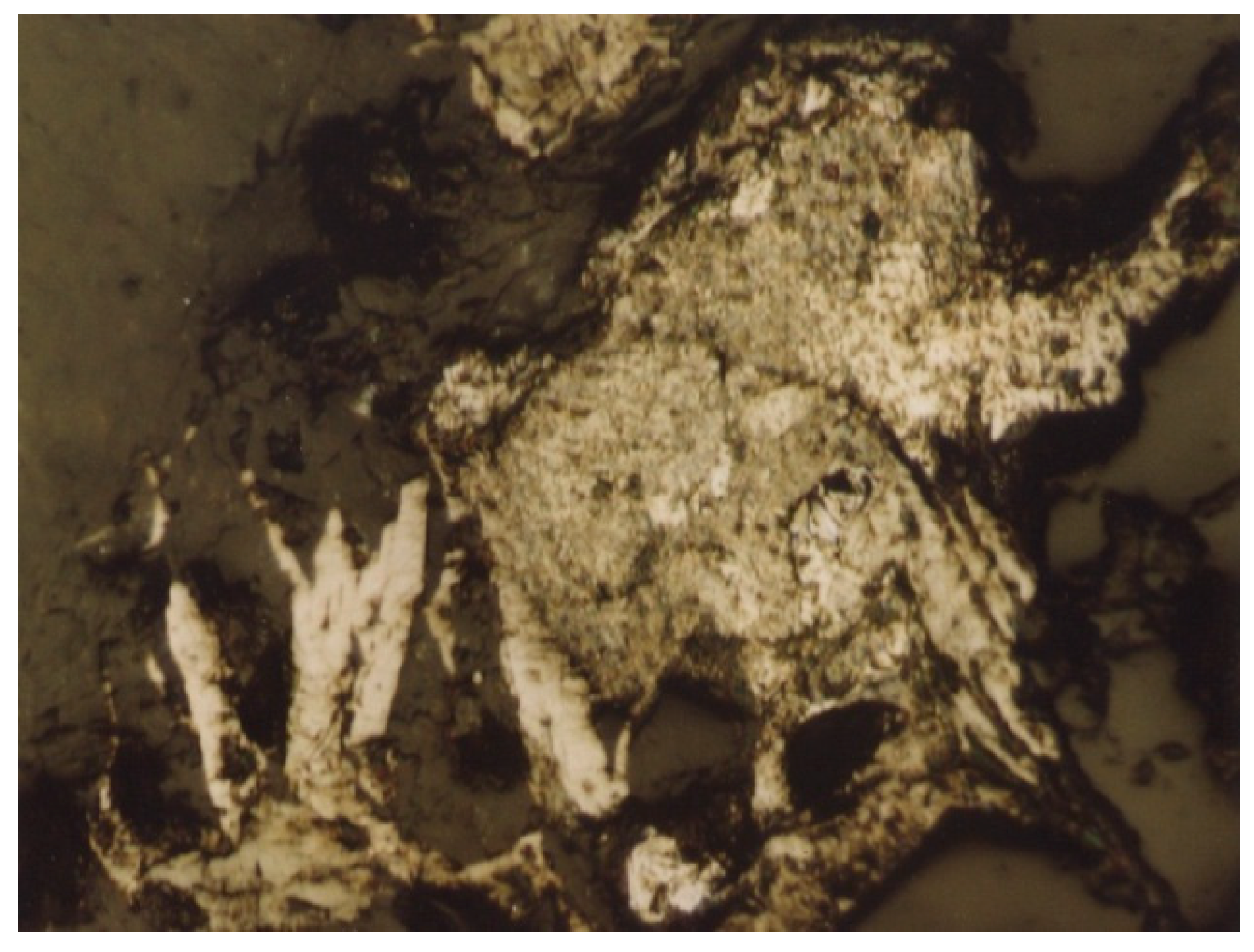
Molybdenite is interspersed in quartz in the form of single crystals or their aggregates (Figure 2). The molybdenite impregnation is 0.003–0.3 mm.
The degree of disclosure of chalcopyrite and pyrite in the studied ore sample was determined under a microscope. The ore grinding size was 65%, 75% and 85% of the class less than 74 μm. The degree of disclosure of chalcopyrite and pyrite in the original ore at different grinding sizes is presented in Table 1.
When grinding the ore to 85% of the −0.074 mm class, the degree of disclosure of chalcopyrite and pyrite is 78% and 92%, respectively.
The phase analysis of copper showed that copper is represented by 95.6% chalcopyrite, 2% chalcocite and covelline, and 2.4% in the form of copper oxides. Molybdenum in the studied ore sample is represented by 96% molybdenite and 4.0% in the form of oxide.
Chemical analysis found that the ore contains 0.43% copper; 0.0089% molybdenum; 0.53% sulfur; 5.3% iron; 0.011% lead; 0.027% zinc; 0.0011% arsenic; 0.015 g/t gold; 2.05 g/t silver; 2.94% K2O; 2.9% Na2O; 4.65% CaO; 14.76% Al2O3; 60.4% SiO2; and 3.1% MgO.
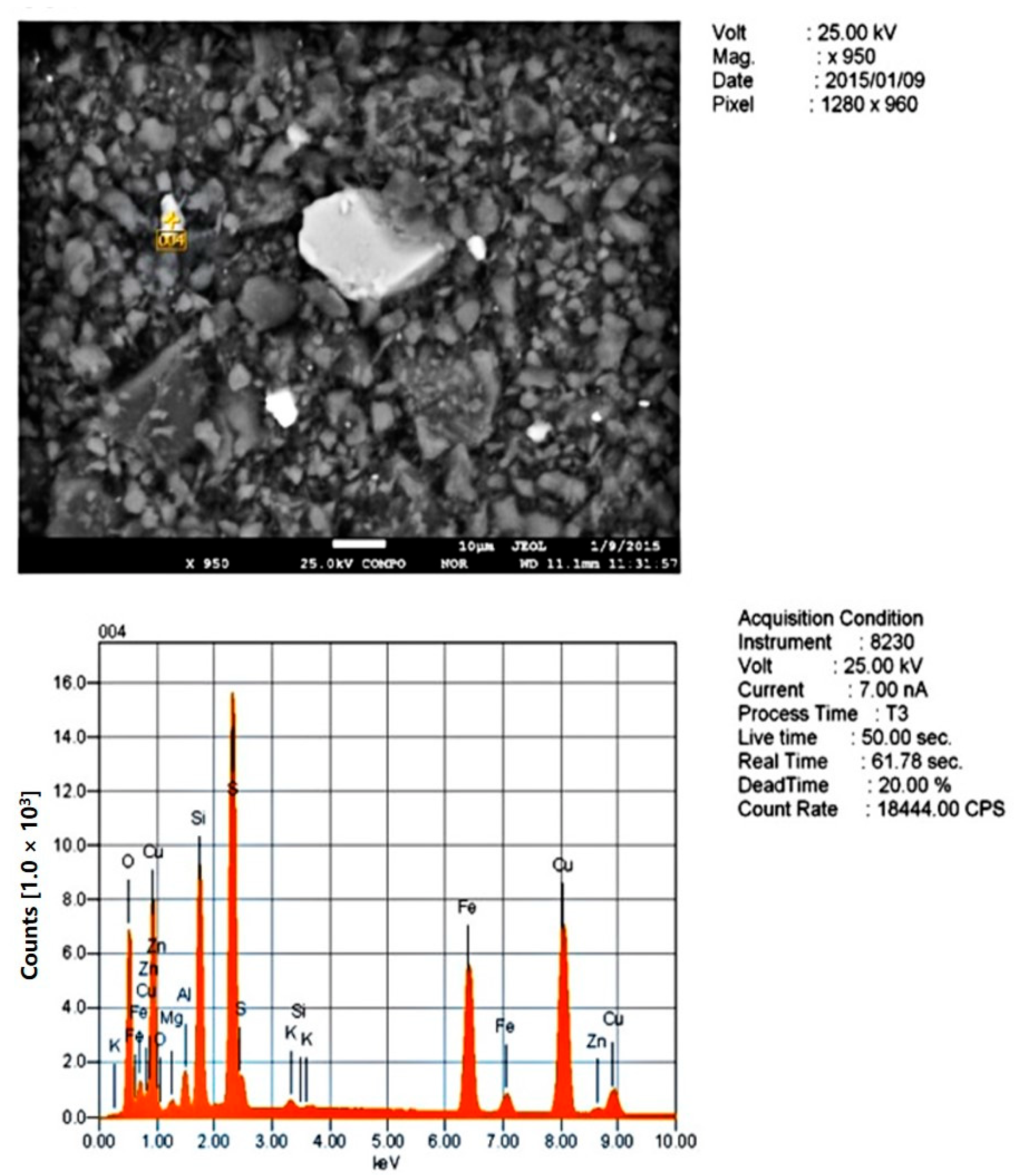
On the JXA-8230 electron probe microanalyzer from JEOL (Figure 3), the presence of chalcopyrite was established. The copper content at the point of electronic charge is 32.12%.
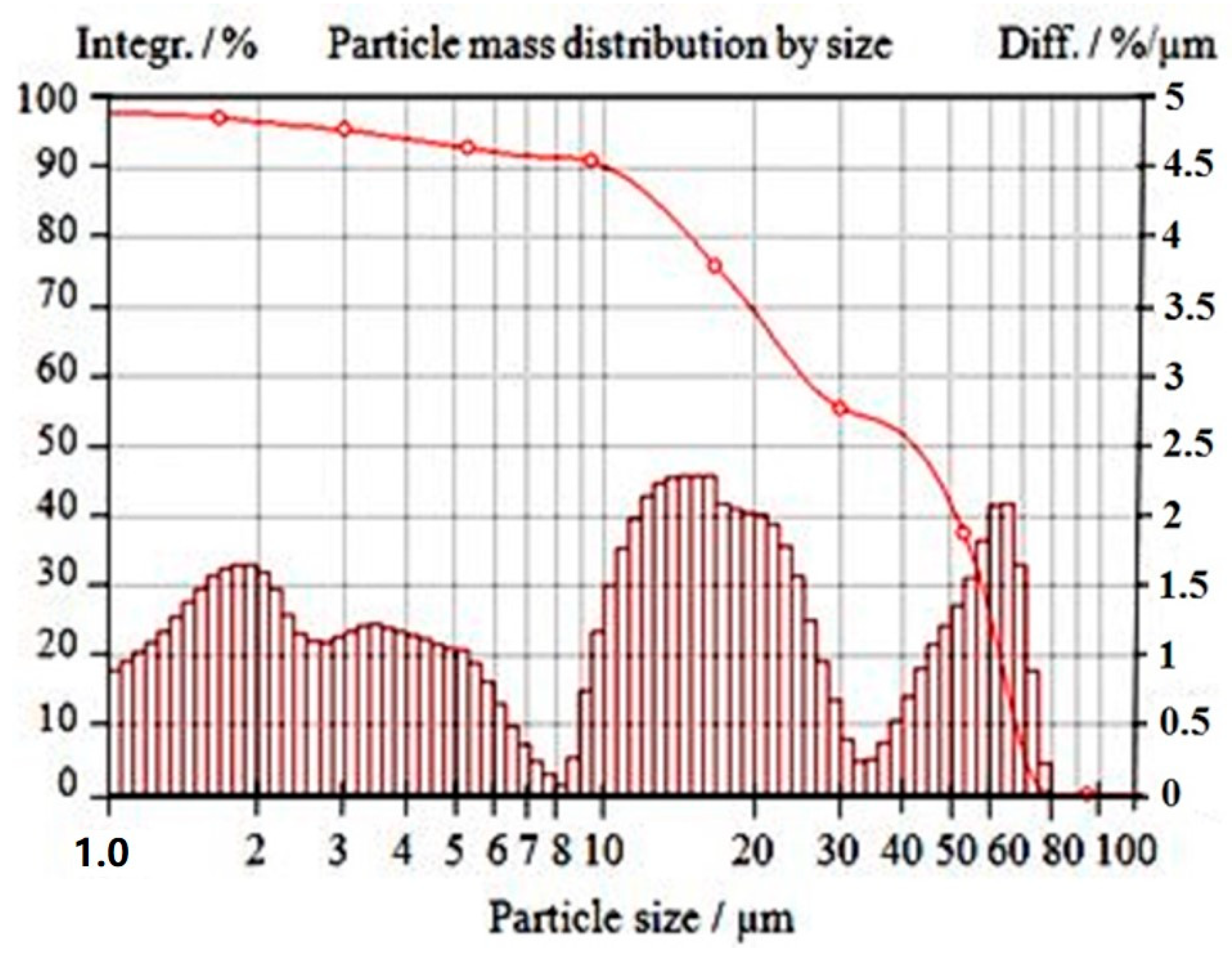
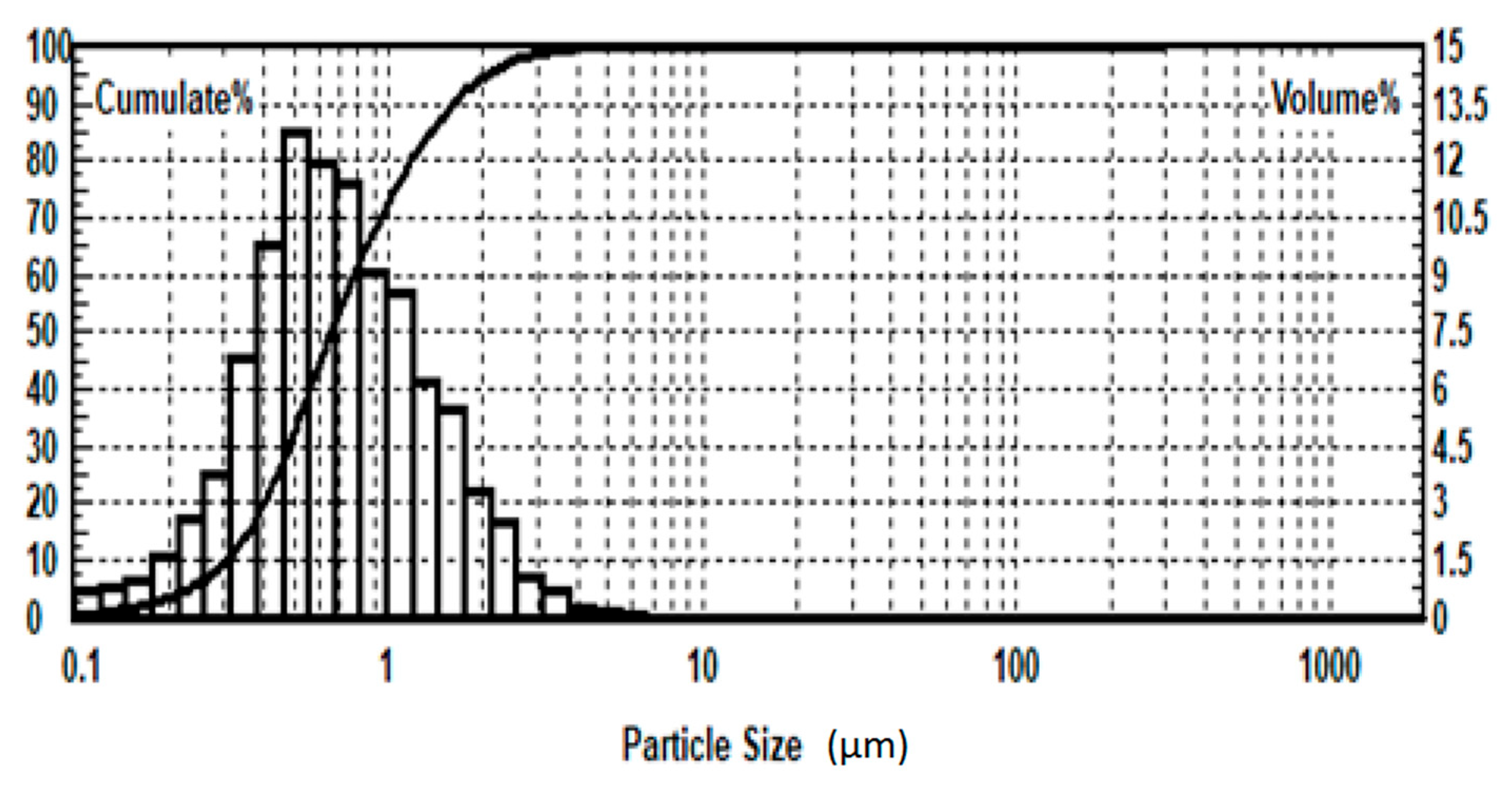
The dispersion analysis was carried out on a photometric sedimentometer (FSH-6K) with crushed ore of up to 90% of the class less than 74 μm (Figure 4).
From Figure 4, it follows that the largest part of the finely crushed ore consists of the size classes 15–20 and 60–70 μm.
The sieve method was used to perform a granulometric analysis of the ore with the determination of the content of copper and molybdenum by size class (Table 2).
When the ore grinding size is 80–81% of the class less than 71 μm, most of the copper and molybdenum is distributed into classes larger than 50 μm and less than 20 μm. For example, the size class +50 μm contains 29.1% copper and 38% molybdenum, while the −20 μm class contains 44.8% copper and 37.7% molybdenum.
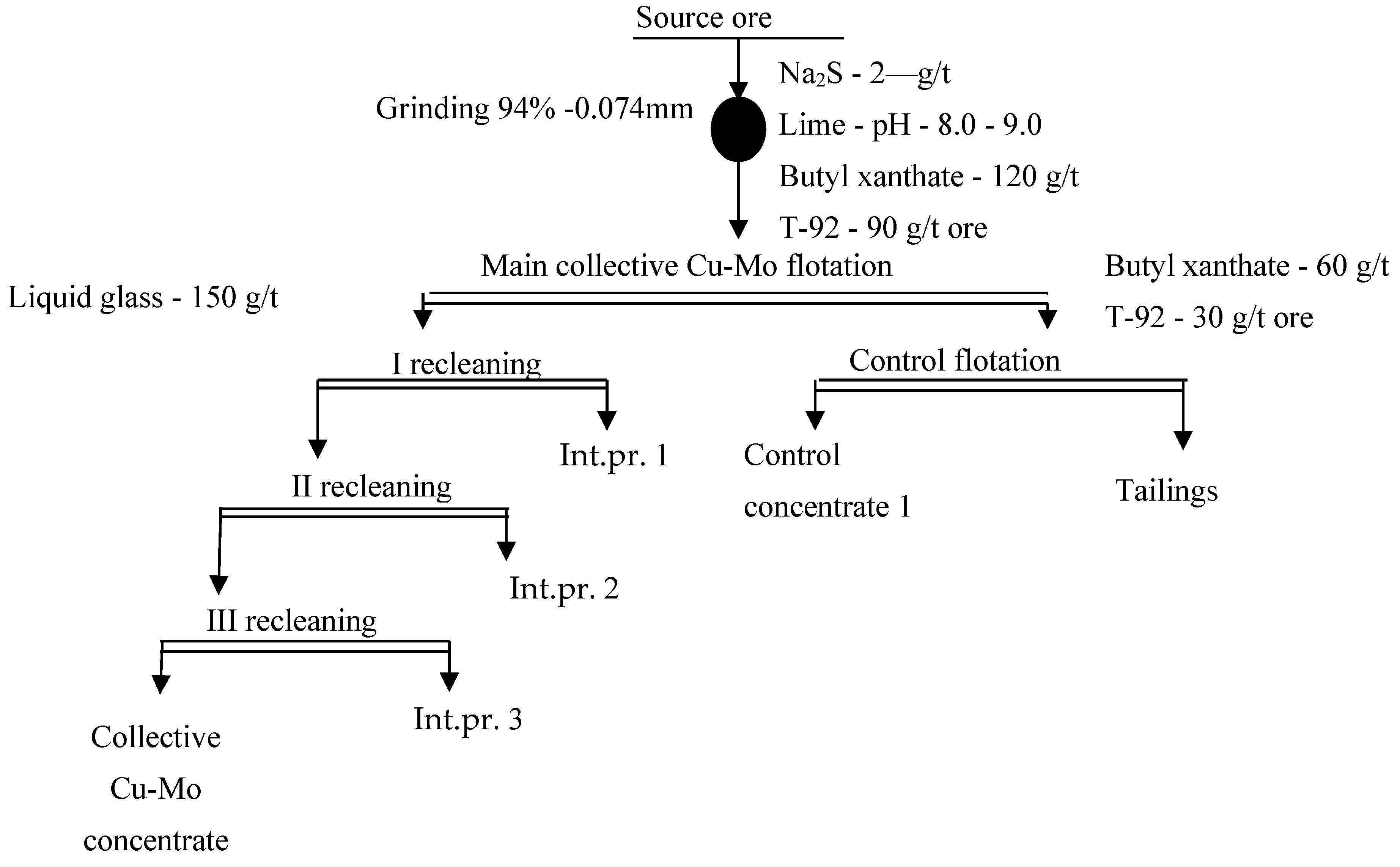
The scheme for conducting test experiments on bulk Cu–Mo flotation is shown in Figure 5. The scheme included the main collective, control Cu–Mo flotation and three cleaning operations of the bulk Cu–Mo concentrate. Lime was added to the grinding of the ore to create the pH of the medium. Sodium sulfide was used to sulfidize the oxidized minerals.
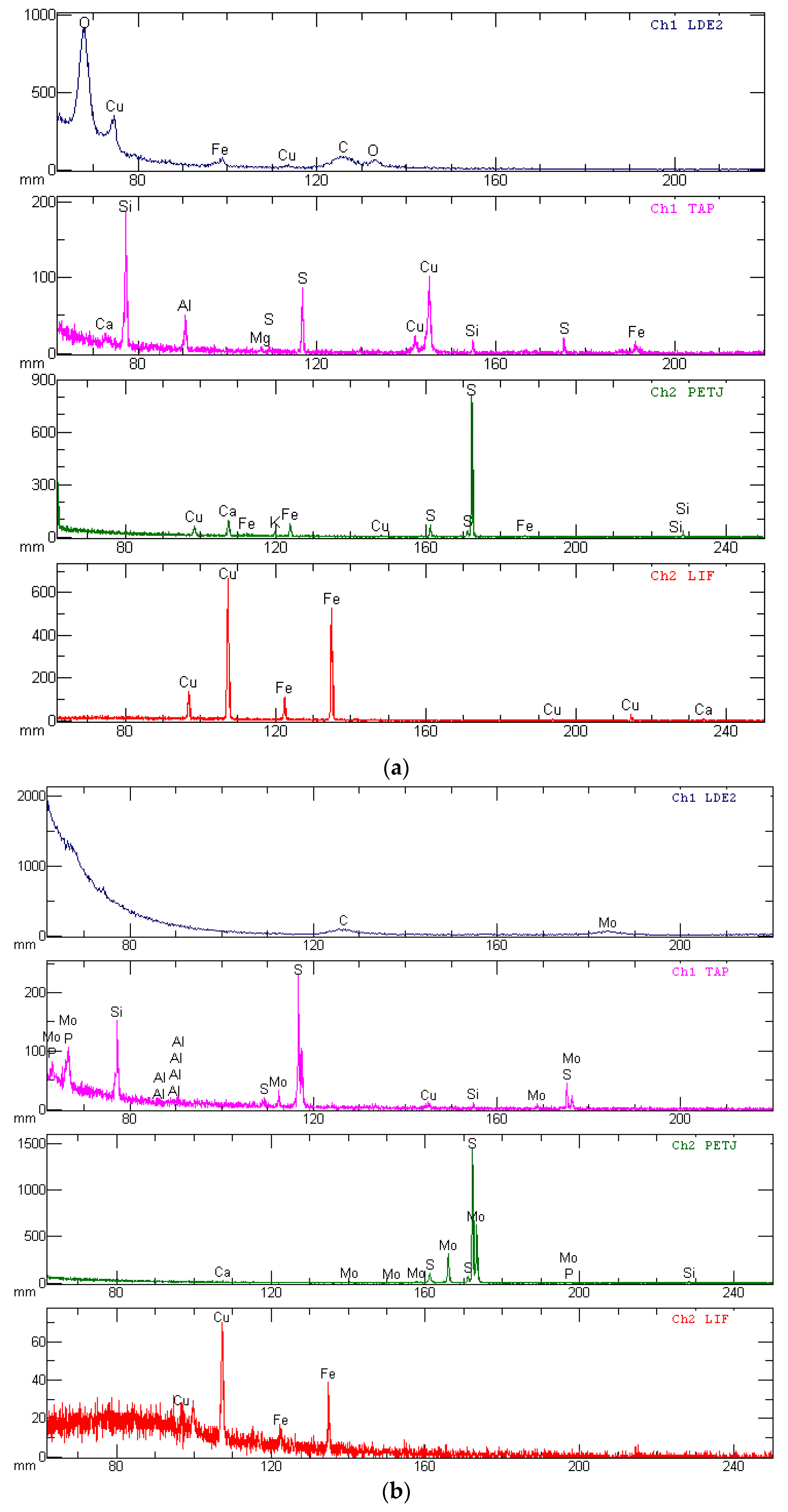
According to the specified reagent regime in Figure 5, a collective Cu–Mo concentrate was obtained with a copper content of 16.25% and a molybdenum content of 0.45%, with an extraction of 77.79% and 79.38%, respectively. The obtained collective copper–molybdenum concentrate was analyzed by wave-dispersive microanalysis. This analysis showed the presence in the concentrate of the main mass of chalcopyrite, a small amount of secondary copper minerals and the presence of molybdenite (Figure 6a,b).
In order to improve the technological performance of the flotation, test experiments were carried out on the flotation enrichment of the Cu–Mo ore using a combined reagent emulsion. The combined flotation agent is a mixture of sodium butyl xanthate, thionocarbamate and reaflot in an optimally selected ratio of 1:3:15. It was fed into the flotation process in the form of an emulsion produced in an ultrasonic disperser.
When using a combination of collectors in flotation, the mechanism of their interaction with the surface of minerals is determined by the characteristics of the surface of the minerals and the activity of each component of the collector. During dispersion, in addition to microbubbles, a microemulsion is formed, which, upon collision with slimy mineral particles, spreads and hydrophobizes their surface, improving the flotation process. Microbubbles, in turn, are much easier to attach to such hydrophobized surfaces of slimy particles.
The higher surface activity of the combined reagent at the liquid–gas interface compared to xantogenates promotes the formation of small air bubbles and increases the floatability of fine particles.
Studies on determining the dependence of the dispersion degree of the microemulsion of the base reagent sodium butyl xanthate and the combined flotation reagent on the degree of extraction of the slimy particles of copper and molybdenum during the mineral raw materials flotation were performed. The reagent dispersion time was 1, 2 and 3 min. The distribution of reagent particles after dispersion was studied on a Winner2000E laser particle analyzer, which is a laser diffraction particle size analyzer operating on the scattering principle. It is used to accurately determine the particle size distribution from 0.1 µm to 300 µm, with high sensitivity of the annular arrangement of photodetectors, which significantly increases the accuracy and repeatability of the measurements, with adjustable ultrasonic mixing and ultrasonic dispersion of the built-in liquid dispersion system.
The research results showed that when dispersing sodium butyl xanthate for 1 min, the particles with a size of less than 7.5 μm amount to 88.149%. When dispersing sodium butyl xanthate for 2 min, the particles with a size of less than 8.9 μm amount to 87.41%. When dispersing sodium butyl xanthate for 3 min, particles with size less than 8.6 microns amount to 91.032%. The measurement results show that the dispersion of butyl xanthate does not lead to a significant change in the particle distribution.
However, dixanthogen microemulsion particles are also formed during the oxidation of butyl xanthate, which improves the flotation process. Dispersion is more necessary to obtain a microemulsion of sparingly soluble reagents, in particular thionocarbamates and reaflot (Figure 7 and Figure 8). In the combined reagent without dispersion, particles with a size of less than 54 μm amount to 97.22%.
At the optimal dispersion time of the combined collector agents of 2 min, 99.6% are particles with a size of less than 3.7 μm.
Table 3 shows the results of the flotation of the Cu–Mo ore with a dispersed microemulsion of a combined collector agent at different dispersion times.
During the Cu–Mo ore flotation using an optimally dispersed microemulsion of the combined collector agent, a collective Cu–Mo concentrate was obtained with a copper content of 18.2% with an extraction of 83.58%, and with a molybdenum content of 0.49% with an extraction of 88.46%. The dispersion of the combined collector agent makes it possible to increase the copper extraction into the collective Cu–Mo concentrate by 2.9%, and molybdenum by 3.62%. The copper extraction into the Cu–Mo concentrate increases by 5.79% and molybdenum by 9.08% with the use of butyl sodium xanthate compared with the basic mode. The use of dispersion of the microemulsion of the combined collector agent also makes it possible to reduce its consumption in flotation by 10%. The consumption of the combined collector agent after dispersion is 108 g/t in the main collective Cu–Mo flotation and 54 g/t in the control flotation.
The dependence of the degree of dispersion of the microemulsion of the combined collector agent on the extraction of slimy copper particles was determined. For this, a dispersion analysis of the base flotation and flotation tailings was carried out using a dispersed reagent microemulsion. Table 4 shows the results of the analysis of dispersion.
The use of a dispersed microemulsion makes it possible to increase the recovery of slimy copper particles in the Cu–Mo concentrate. The loss of copper in the final tailings of the control flotation in the basic mode in the size class −20 + 0 microns is 39.9%. The flotation tailings obtained using the combined collector microemulsion contain 29.8% copper in the −20 + 0 µm size class. The content of copper sludge particles in the flotation tailings is reduced by about 10% when using a combined collector agent.
4. Conclusions
A reagent flotation mode using a combined collector agent, which is a mixture of reaflot, thionocarbamate and butyl xanthate in a ratio of 1:3:15, was worked out on a sample of Cu–Mo ore. The optimum degree of dispersion of the combined agent was 99.6% of the particles smaller than 3.7 µm.
Studies comparing the results with the base collector sodium butyl xanthate were also conducted. In the basic mode, a collective Cu–Mo concentrate was produced with a copper content of 16.25% with an extraction of 77.79%, and with a molybdenum content of 0.45% with an extraction of 79.38%.
With the use of a combined collector agent, a collective Cu–Mo concentrate was produced with a copper content of 18.2% with an extraction of 83.58%, and with a molybdenum content of 0.49% with an extraction of 88.46%.
The extraction of copper into Cu–Mo concentrate increases by 5.79% and molybdenum by 9.08% with the use of butyl sodium xanthate compared with the basic regime.
The use of a dispersed microemulsion also makes it possible to increase the degree of extraction of slimy copper particles into a Cu–Mo concentrate. The content of copper-containing sludge particles in the flotation tailings is reduced by 10.09% when using a combined collector agent.
Author Contributions
Conceptualization, L.S.; methodology, L.S. and G.A.; investigation, L.S., G.A., A.M. (Aynur Mukhanova) and A.M. (Aynur Mukhamedilova); data curation, G.A.; writing—original draft preparation, L.S. and G.A.; writing—review and editing, L.S. and G.A.; visualization, L.S. and G.A.; project administration, L.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Education and Science of the Republic of Kazakhstan (project AP08855565).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chanturia, V.A.; Weisberg, L.F.; Kozlov, A.P. Priority areas of research in the field of mineral processing. Ore Benef. 2014, 2, 3–9. [Google Scholar] [CrossRef]
- Zimbovsky, I.G.; Ivanova, T.A.; Chanturia, V.A.; Chanturia, E.L. Complex-forming collector for selective flotation of chalcopyrite. Phys. Tech. Probl. Miner. Dev. 2015, 3, 124–129. [Google Scholar]
- Balaramesh, P.; Venkatesh, P.; Jabbar, A. Influence of dithiocarbamate on metal complex and thin film depositions. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 15301–15309. [Google Scholar] [CrossRef]
- Buckley, A.N.; Hope, G.A.; Lee, K.C.; Petrovic, E.A.; Woods, R. Adsorption of O-isopropyl-N-ethyl thionocarbamate on Cu sulfide ore minerals. Miner. Eng. 2014, 69, 120–132. [Google Scholar] [CrossRef]
- Bu, Y.; Hu, Y.; Sun, W.; Gao, Z.; Liu, R. Fundamental Flotation Behaviors of Chalcopyrite and Galena Using O-Isopropyl-N-Ethyl Thionocarbamate as a Collector. Minerals 2018, 8, 115. [Google Scholar] [CrossRef] [Green Version]
- Ryaboy, V.I.; Shepeta, E.D. Effect of surface activity and water-repellent dialkyldithiophosphates properties on the flotation of copper arsenic-containing ores. Obogashchenie Rud. 2016, 4, 29–34. [Google Scholar] [CrossRef]
- Kondratiev, S.A. Evaluation of the flotation activity of reagents-collectors. Ore Benef. 2010, 4, 24–30. [Google Scholar]
- Omarova, N.K.; Sherembaeva, R.T. Flotation of sulfide copper ore with PS flotation reagent. Ore Benef. 2015, 2, 15–17. [Google Scholar] [CrossRef]
- Sherembaeva, R.T.; Omarova, N.K.; Akimbekova, B.B.; Katkeeva, G.L. The use of a new R flotation agent in the sulfide copper ores flotation. Non-Ferr. Metals 2014, 6, 12–16. [Google Scholar]
- Mitrofanova, G.V.; Chernousenko, E.V.; Bazarova, E.A.; Tyukin, A.P. Search for new complexing reagents for copper-nickel ores flotation. Non-Ferr. Metals 2019, 11, 27–33. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, G.; Zhong, H.; Huang, Y.; Cao, Z. The flotation behavior and adsorption mechanism of O-isopropyl-S-[2-(hydroxyimino)propyl] dithiocarbonate ester to chalcopyrite. J. Taiwan Inst. Chem. Eng. 2017, 71, 38–46. [Google Scholar] [CrossRef]
- Gusev, V.Y.; Radushev, A.V.; Chekanova, L.G.; Baigacheva, E.V.; Manylova, K.O.; Gogolishvili, V.O. Azo derivatives of phenol and 1-naphthol as collectors for flotation of non-ferrous metal sulfide ores. J. Appl. Chem. 2018, 4, 503–512. [Google Scholar] [CrossRef]
- Chernousenko, E.V.; Mitrofanova, G.V.; Kameneva, Y.S.; Vishnyakova, I.N. Evaluation of the action of complexing reagents in the copper-nickel ores flotation. Tsvetnye Met. 2019, 1, 7–12. [Google Scholar] [CrossRef]
- Adiguzel, E.; Yilmaz, F.; Emirik, M. Synthesis and characterization of two new hydroxamic acids derivatives and their metal complexes. An investigation on the keto/enol, E/Z and hydroxamate/hydroximate forms. J. Mol. Struct. 2017, 1127, 403–412. [Google Scholar] [CrossRef]
- Morozov, V.V.; Pesriak, I.V.; Erdenezul, J. Influence of concentration of amylxanthogenic acid allyl ester, non-ionic collector, on copper-molybdenum ores flotation. Tsvetnye Met. 2018, 11, 14–20. [Google Scholar] [CrossRef]
- Jargalsaikhan, E.; Ishgen, K. Process optimization of grinding and flotation of copper-molybdenum ores with the use of model-based criteria. In Proceedings of the 22nd International Conference on Environment and Mineral Processing, Ostrava, Czech Republic, 31 May–2 June 2018; pp. 152–154. [Google Scholar]
- Bocharov, V.A.; Ignatkina, V.A.; Khachatryan, L.S. Basic foundations of selection and joint application of selective collectors and flotation depressants of sulfide minerals with close physicochemical properties. Russ. J. Non-Ferr. Met. 2008, 49, 1–5. [Google Scholar] [CrossRef]
- Ignatkina, V.A. The choice of selective collectors in the flotation of minerals with similar flotation properties. Proceedings of universities. Non-Ferr. Metall. 2011, 1, 1–7. [Google Scholar]
- Kondratiev, S.A.; Rostovtsev, V.I.; Bochkarev, G.R.; Pushkareva, G.I.; Kovalenko, K.A. Scientific substantiation and development of innovative technologies for the complex processing of refractory ores and technogenic raw materials. Phys. Tech. Probl. Min. 2014, 5, 187–202. [Google Scholar]
- Bhambhani, T.; Nagaraj, D.R.; Yavuzran, O. Improving flotation extraction of oxide copper minerals. In Proceedings of the IMPC 2016: XXVIII International Mineral Processing Congress, Quebec City, QC, Canada, 11–15 September 2016; pp. 1–13. [Google Scholar]
- Ignatkina, V.A.; Bocharov, V.A.; Milovich, F.O.; Ivanova, P.G.; Khachatryan, L.S. Selective increase in the flotation activity of non-ferrous metal sulfides using combinations of sulfhydryl collectors. Ore Benef. 2015, 3, 18–24. [Google Scholar] [CrossRef]
- Ignatkina, V.A. Selective reagent modes of flotation of non-ferrous and noble metal sulfides from refractory sulfide ores. Non-Ferr. Metals 2016, 11, 27–33. [Google Scholar] [CrossRef]
- Ryaboy, V.I. Research of Mekhanobr-Orgsintez-Reagent LLC in the field of flotation reagents. Ore Benef. 2016, 5, 60–62. [Google Scholar]
- Ryaboy, V.; Shepeta, E.; Kretov, V.; Golikov, V. New dialkylditiophosphates for the flotation of copper, gold and silver containing ores. In Proceedings of the IMPC 2014 XXVII, Santiago, Chile, 20–24 October 2014; pp. 1–8. [Google Scholar]
- Ryaboy, V.I.; Shepeta, E.D.; Kretov, V.P.; Levkovets, S.E.; Ryaboy, I.V. Influence of surface-active properties of reagents containing sodium dialkyldithiophosphates on sulfide flotation. Ore Benef. 2015, 2, 18–22. [Google Scholar] [CrossRef]
- Ryaboy, V.I.; Shepeta, E.D.; Kretov, V.P.; Golikov, V.V. New dialkyldithiophosphates for flotation of copper-, gold- and silver-bearing ores. Ore Benef. 2014, 1, 29–33. [Google Scholar]
- Kienko, L.A.; Voronova, O.V.; Kondratyev, S.A. Investigation of the effect of ultrasonic influences on the selectivity of flotation during the enrichment of waste products of the Yaroslavl Mining Company. Phys. Tech. Probl. Miner. Dev. 2019, 4, 174–181. [Google Scholar] [CrossRef]
- Ansari, A.; Pawlik, M. Floatability of chalcopyrite and molybdenite in the presence of lignosulfonates. Part I. Adsorption studies. Miner. Eng. 2007, 20, 600–608. [Google Scholar] [CrossRef]
- Jorjani, E.; Barkhordari, H.R.; Tayebi Khorami, M.; Fazeli, A. Effects of aluminosilicate minerals on copper-molybdenum flotation from Sarcheshmeh porphyry ores. Miner. Eng. 2011, 24, 754–759. [Google Scholar] [CrossRef]
Figure 1.
(a) Chalcopyrite. Yellow—independently in the form of xenomorphic grains; light yellow—in association with pyrite; black-gray—interspersed in vein minerals. Reflection is 260×. (b) Chalcopyrite. Yellow—in pyrite cracks; light yellow—in the form of thin veins. Reflection is 260×.
Figure 1.
(a) Chalcopyrite. Yellow—independently in the form of xenomorphic grains; light yellow—in association with pyrite; black-gray—interspersed in vein minerals. Reflection is 260×. (b) Chalcopyrite. Yellow—in pyrite cracks; light yellow—in the form of thin veins. Reflection is 260×.

Figure 2.
Lamellar aggregates of molybdenite (light gray) interspersed in quartz (black gray). Reflection is 260×.
Figure 2.
Lamellar aggregates of molybdenite (light gray) interspersed in quartz (black gray). Reflection is 260×.

Figure 3.
Analysis of the original copper–molybdenum ore on a JXA-8230 microanalyzer.

Figure 4.
Dispersion composition of finely crushed ore (90%—74 μm).

Figure 5.
Scheme of collective copper-molybdenum ore flotation. Int.pr is the abbreviation of Intermediate product.
Figure 5.
Scheme of collective copper-molybdenum ore flotation. Int.pr is the abbreviation of Intermediate product.

Figure 6.
Results of wave-dispersive microanalysis of the Cu–Mo concentrate sample. Probe diameter (a) 300 µm, (b) 30 µm.
Figure 6.
Results of wave-dispersive microanalysis of the Cu–Mo concentrate sample. Probe diameter (a) 300 µm, (b) 30 µm.

Figure 7.
Distribution of particles in the combined collector agent without dispersion.

Figure 8.
Distribution of particles in the combined collector agent after dispersion.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Degree of chalcopyrite and pyrite release in the original ore at different grinding sizes.
| Grinding Fineness, % −0.074 mm | 65.0 | 75.0 | 85.0 | |
| Chalcopyrite | Free, % | 60.0 | 72.0 | 78.0 |
| In intergrowths with pyrite and rock-forming minerals % | 40.0 | 28.0 | 22.0 | |
| Pyrite | Free, % | 80.0 | 88.6 | 92.0 |
| In intergrowths with pyrite and rock-forming minerals % | 20.0 | 11.4 | 8.0 |
Table 2.
Distribution of copper and molybdenum by size class.
| Size, µm | Yield, % | Content, % | Distribution, % | ||
|---|---|---|---|---|---|
| Cu | Mo | Cu | Mo | ||
| +71 | 19.00 | 0.39 | 0.015 | 19.55 | 28.36 |
| −71 + 50 | 12.10 | 0.3 | 0.008 | 9.58 | 9.63 |
| −50 + 40 | 11.90 | 0.37 | 0.01 | 11.62 | 11.84 |
| −40 + 30 | 2.93 | 0.44 | 0.01 | 3.40 | 2.92 |
| −30 + 20 | 10.70 | 0.39 | 0.009 | 11.01 | 9.58 |
| −20 + 10 | 23.65 | 0.41 | 0.011 | 25.59 | 25.89 |
| −10 + 0 | 19.72 | 0.37 | 0.006 | 19.25 | 11.77 |
| Source ore | 100.00 | 0.38 | 0.010 | 100.00 | 100.00 |
Table 3.
Results of Cu–Mo ore flotation with a combined collector agent at different dispersion times.
Table 3.
Results of Cu–Mo ore flotation with a combined collector agent at different dispersion times.
| Product Name | Yield, % | Content, % | Extraction, % | Note | ||
|---|---|---|---|---|---|---|
| Cu | Mo | Cu | Mo | |||
| Cu–Mo concentrate | 2.30 | 16.25 | 0.45 | 77.79 | 79.38 | Basic mode with butyl xanthate |
| Intermediate product 1 | 5.55 | 0.183 | 0.004 | 2.11 | 1.70 | |
| Intermediate product 2 | 1.56 | 0.435 | 0.031 | 1.41 | 3.71 | |
| Intermediate product 3 | 0.50 | 1.84 | 0.019 | 1.91 | 0.73 | |
| Control flotation concentrate | 2.98 | 0.31 | 0.005 | 1.92 | 1.14 | |
| Tailings | 87.10 | 0.082 | 0.002 | 14.85 | 13.34 | |
| Source ore | 100.0 | 0.48 | 0.01 | 100.0 | 100.0 | |
| Cu–Mo concentrate | 2.42 | 18.37 | 0.495 | 80.68 | 84.84 | Combined reagent without dispersion |
| Intermediate product 1 | 5.54 | 0.183 | 0.001 | 1.84 | 0.39 | |
| Intermediate product 2 | 1.56 | 0.435 | 0.008 | 1.23 | 0.88 | |
| Intermediate product 3 | 0.50 | 1.85 | 0.038 | 1.68 | 1.35 | |
| Control flotation concentrate | 2.98 | 0.30 | 0.001 | 1.62 | 0.21 | |
| Tailings | 87.0 | 0.082 | 0.002 | 12.95 | 12.32 | |
| Source ore | 100.0 | 0.55 | 0.01 | 100.0 | 100.0 | |
| Cu–Mo concentrate | 2.46 | 18.1 | 0.487 | 80.33 | 86.52 | 1 min dispersion time |
| Intermediate product 1 | 8.36 | 0.169 | 0.005 | 2.55 | 3.02 | |
| Intermediate product 2 | 2.40 | 0.446 | 0.008 | 1.93 | 1.39 | |
| Intermediate product 3 | 0.92 | 1.009 | 0.018 | 1.67 | 1.20 | |
| Control flotation concentrate | 4.66 | 0.266 | 0.006 | 2.24 | 2.02 | |
| Tailings | 81.20 | 0.077 | 0.001 | 11.28 | 5.86 | |
| Source ore | 100.0 | 0.55 | 0.014 | 100.0 | 100.0 | |
| Cu–Mo concentrate | 2.50 | 18.2 | 0.490 | 83.58 | 88.46 | 2 min dispersion time |
| Intermediate product 1 | 8.06 | 0.171 | 0.003 | 2.53 | 1.75 | |
| Intermediate product 2 | 2.62 | 0.332 | 0.006 | 1.60 | 1.14 | |
| Intermediate product 3 | 1.50 | 0.766 | 0.015 | 2.11 | 1.62 | |
| Control flotation concentrate | 4.02 | 0.206 | 0.004 | 1.52 | 1.16 | |
| Tailings | 81.30 | 0.058 | 0.001 | 8.66 | 5.87 | |
| Source ore | 100.0 | 0.54 | 0.0138 | 100.0 | 100.0 | |
| Cu–Mo concentrate | 2.74 | 17.8 | 0.491 | 83.02 | 88.96 | 3 min dispersion time |
| Intermediate product 1 | 7.96 | 0.18 | 0.001 | 2.44 | 0.53 | |
| Intermediate product 2 | 3.22 | 0.431 | 0.007 | 2.36 | 1.49 | |
| Intermediate product 3 | 1.48 | 0.854 | 0.035 | 2.15 | 3.43 | |
| Control flotation concentrate | 5.02 | 0.27 | 0.001 | 2.31 | 0.33 | |
| Tailings | 79.58 | 0.057 | 0.001 | 7.72 | 5.26 | |
| Source ore | 100.0 | 0.59 | 0.015 | 100.0 | 100.0 | |
Table 4.
Results of dispersion analysis of flotation tailings.
| Size Class, mm | Yield, % | Cu Content, % | Cu Distribution, % | Note |
|---|---|---|---|---|
| −0.071 + 0.050 | 29.15 | 0.05 | 22.61 | Flotation tailings in basic mode |
| −0.050 + 0.040 | 10.9 | 0.05 | 9.55 | |
| −0.040 + 0.030 | 17.3 | 0.04 | 11.66 | |
| −0.030 + 0.020 | 19.65 | 0.05 | 16.23 | |
| −0.020 + 0.010 | 15.3 | 0.09 | 22.95 | |
| −0.010 + 0 | 7.7 | 0.13 | 17.00 | |
| Source tails | 100.0 | 0.06 | 100.0 | |
| −0.071 + 0.050 | 30.6 | 0.08 | 32.88 | Flotation tailings using combined flotation reagent |
| −0.050 + 0.040 | 14.3 | 0.07 | 12.44 | |
| −0.040 + 0.030 | 13.2 | 0.06 | 9.62 | |
| −0.030 + 0.020 | 18.0 | 0.07 | 15.20 | |
| −0.020 + 0.010 | 17.7 | 0.09 | 21.06 | |
| −0.010 + 0 | 6.2 | 0.11 | 8.80 | |
| Source tails | 100.0 | 0.08 | 100.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Semushkina, L.; Abdykirova, G.; Mukhanova, A.; Mukhamedilova, A. Improving the Copper-Molybdenum Ores Flotation Technology Using a Combined Collecting Agent. Minerals 2022, 12, 1416. https://doi.org/10.3390/min12111416
AMA Style
Semushkina L, Abdykirova G, Mukhanova A, Mukhamedilova A. Improving the Copper-Molybdenum Ores Flotation Technology Using a Combined Collecting Agent. Minerals. 2022; 12(11):1416. https://doi.org/10.3390/min12111416
Chicago/Turabian StyleSemushkina, Larissa, Gulnar Abdykirova, Aynur Mukhanova, and Aynur Mukhamedilova. 2022. "Improving the Copper-Molybdenum Ores Flotation Technology Using a Combined Collecting Agent" Minerals 12, no. 11: 1416. https://doi.org/10.3390/min12111416
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.