1. Introduction
The high-pressure grinding rolls (HPGR) technology is increasingly being considered for hard ore comminution due to its significant benefits in energy consumption compared to conventional semi-autogenous grinding (SAG) mill circuits. It has been shown that HPGR circuits can reduce the energy requirements by 10 to 40% [
1,
2,
3,
4]. Additional downstream benefits of the HPGR comminution include enhanced mineral liberation from the ore and reduction of the particles’ strength due to the generation of micro-fractures [
5]. To size/scale up an HPGR, a large quantity of material is required to conduct pilot-scale tests, which are usually not readily available for early-stage projects [
6]. There is also a lack of industry-approved methods to size/scale up the HPGR using laboratory-scale equipment. Manufacturers conduct a series of pilot-scale HPGR tests to obtain the required information to scale-up the parameters to an industrial standard [
7]. Other studies have investigated the use of the piston-and-die press to predict and validate pilot-scale HPGR studies [
8,
9]. Due to these limitations, the HPGR technology has not been able to be widely considered in greenfield projects.
Several models have been developed previously at the University of British Columbia (UBC) to predict the energy and size reduction of the pilot-scale HPGR. Predictions can be made using a piston-and-die press test (PPT) apparatus and a low quantity of material to size the HPGR [
10,
11,
12,
13]. The throughput prediction is still undeveloped in the area providing a research opportunity.
The HPGR throughput is directly related to the roll’s speed and operational gap (space between the rolls) [
14] occurring during the compression of the material, indicating a volumetric flow dependency, while the material passes through the rolls, it generates a counter-force to the pressure applied by the HPGR as resistance to compression resulting in the operational gap [
15]. The material passing through the rolls will compress until there is a force equilibrium. Equation (
1) represents a volumetric flow of material passing through the operational gap based on plug flow through the rolls [
16]. A strong assumption is that the material does not slip at the gap to be able to use the roll’s velocity as the material’s one in the flux equation.
where:
[t/h] is the calculated HPGR throughput,
L [m] is the roll length,
[m/s] is the roll speed,
[t/m
] is the density of the compressed material in the operational gap, and
[m] is the HPGR operational gap.
The most challenging parameter to estimate is the compressed density of the material passing through the rolls [
17]. Although it is possible to measure the flake density and thickness of the intact compacted ore pieces collected after the HPGR operation, the measurements are not completely representative of what is happening inside the gap. As soon as the material is expelled from the HPGR it expands such that the flakes are thicker and less dense than inside the HPGR.
The operational gap is related to the material properties having a significant impact on the specific throughput constant. The ore hardness and density and the particle size (feed top size and fines content) will have a great impact on how the material will compress [
18,
19]. The moisture content will impact how the material will be grabbed into the rolls due to the changes in friction and adhesion between the particles. High moisture content can also lead to slippage of the material in the rolls, reducing the performance of the HPGR [
20,
21,
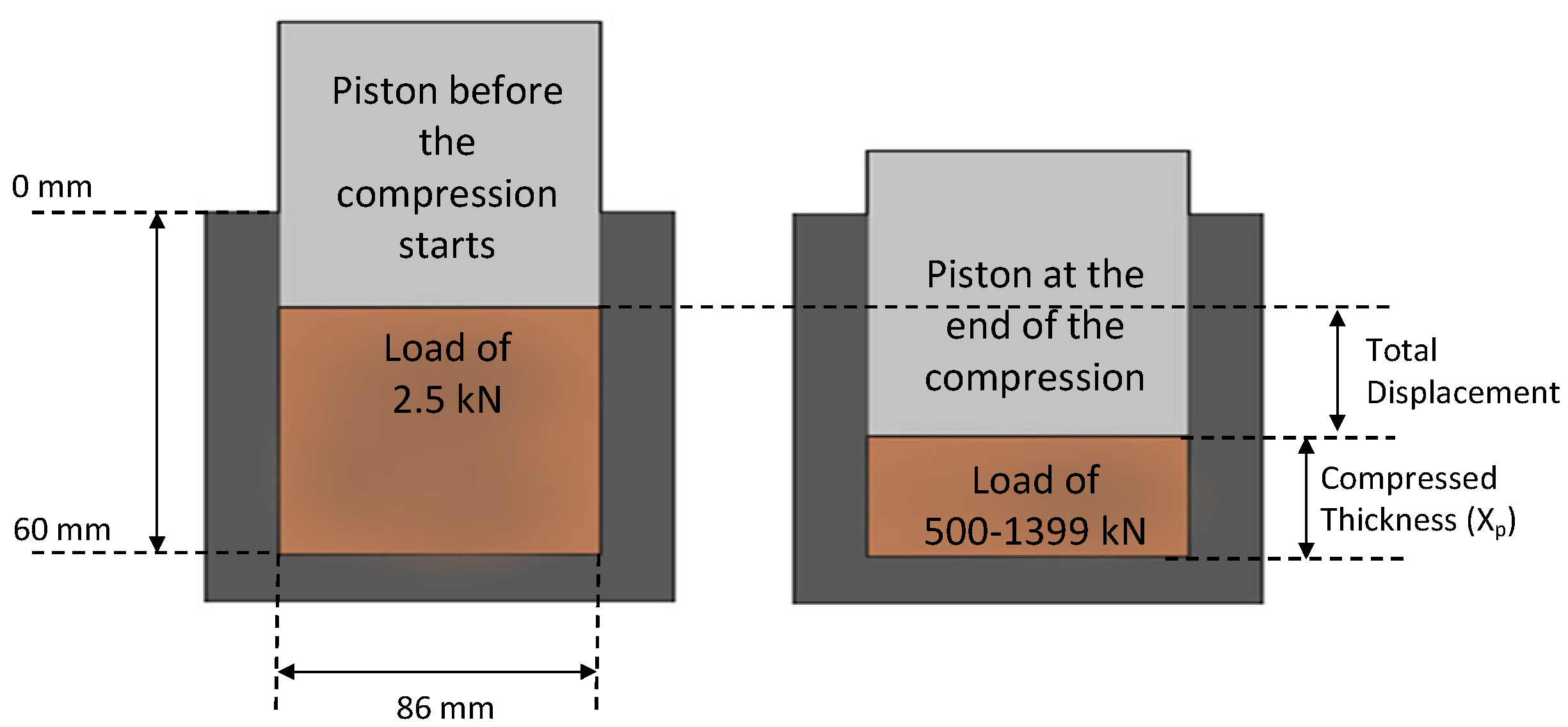
22]. In previous work, the authors developed a methodology to predict the operational gap of the pilot-scale HPGR by conducting several PPTs [
23]. The methodology consists of simulating the HPGR compression by compressing several volumes of material at different pressing forces, indicating the material’s compressibility. The results from these compressions allow for predicting the operational gap in the HPGR and supplying important information for the throughput modelling.
The PPT can capture the material’s compressibility, allowing the results to be related to the HPGR. Several authors have used the PPT to predict the HPGR throughput. Qiu et al. [
24] focused on predicting Metso’s HRC™ by using strain gauges on their proprietary piston and die setting (Metso’s Packed-Bed Test) and relating to industrial HPGR plant survey data for calibration. At UBC, Nadolski [
25] developed a regression model based on PPT, pilot-scale HPGR, and shear box tests. The challenge with these models is that the strain and shear values measured are low compared to those seen in the HPGR. Additionally, a standalone PPT without needing HPGR calibration has not yet been developed.
This paper aims to develop a throughput prediction model for the HPGR using data science techniques. Data obtained from the piston press tests will be used as predictors alongside other important operational parameters that define the HPGR throughput. Several pilot-scale HPGR tests using different ores will be used to initially calibrate the model. Regardless, an alternative to not using HPGR pilot-scale testing is also presented.
3. Modeling
3.1. Model Predictors
The throughput model is developed using machine learning techniques incorporating different predictors such as HPGR operational targets and PPT results. The operational predictors are HPGR variables that will directly affect the throughput. The predictors originating from the PPT results characterize the material’s compressibility under different pressures. To maintain the model’s generality, the predicted response is the specific throughput (also called m-dot or
). The specific throughput is the capacity of an HPGR with a roll diameter of 1 m, a width of 1 m and a roller speed of 1 m/s. This parameter is widely used in the industry to compare the throughput of different HPGRs built with different dimensions. It can also be used to upscale the HPGR from pilot to industrial scale.
Table 3 shows the variables used and their descriptions.
The moisture, roller speed, and specific pressing force are selected for the HPGR operation. The specific energy consumption used for the modelling was obtained directly from the HPGR pilot-scale testing. It is preferable to get specific energy consumption directly from pilot-scale testing since it will provide an accurate result. Regardless, if no pilot-scale tests are available for a material, the specific energy consumption can be predicted by performing PPTs following the procedure developed by [
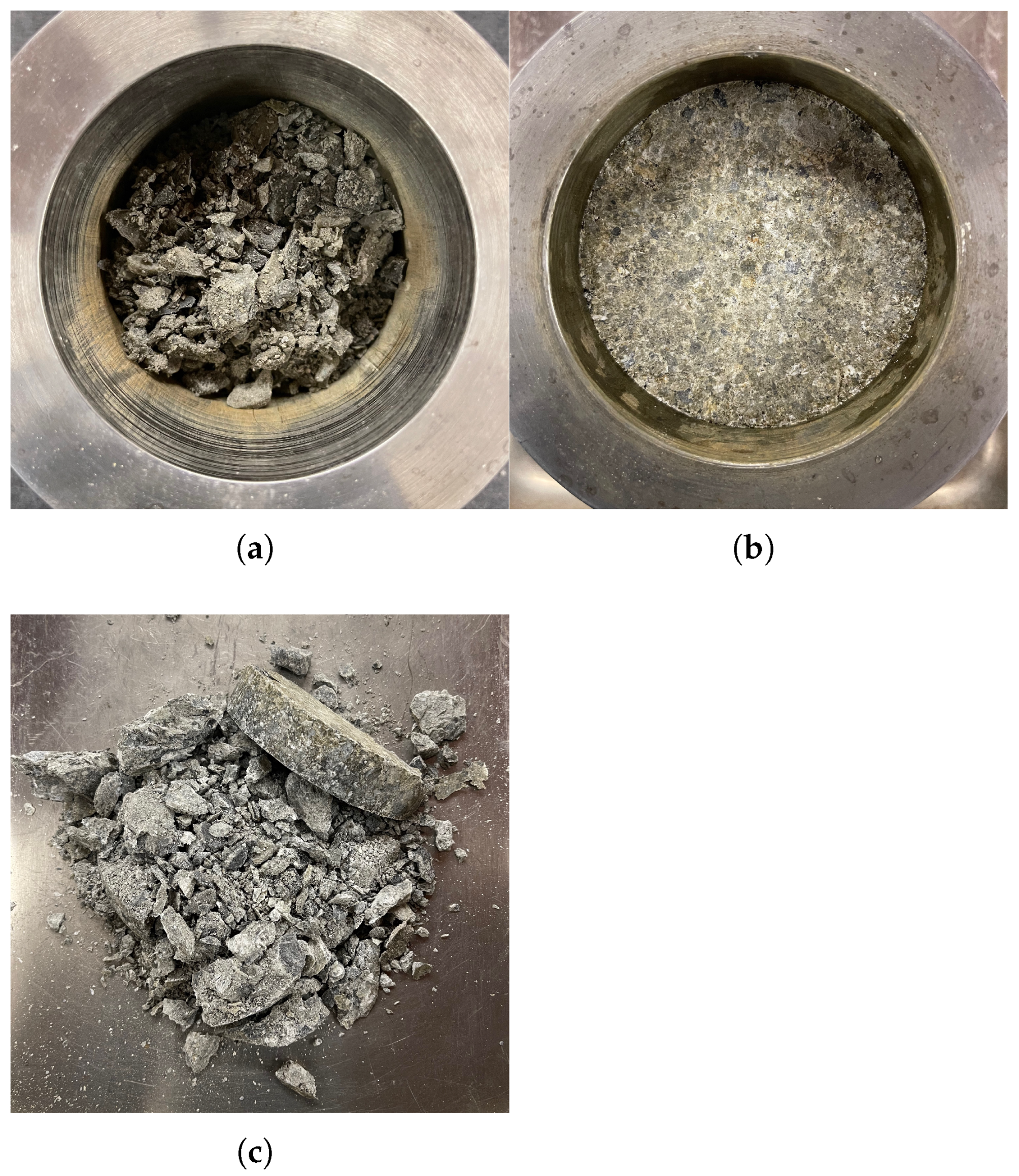
26]. The sample bulk density is measured from the sample crushed to −12.5 mm before performing PPTs.
The forces required for the model are calculated from the force-displacement curve for each compression performed on the three volumes. The HPGR specific energy consumption target is searched on each curve to obtain the force that generates that specific energy consumption on the PPT. The compressed thickness at that force level is also recorded to be used in the model. If the specific energy consumption value exceeds what was recorded on the force-displacement curve, it is necessary to extrapolate the force and compressed thickness from it.
The forces and displacements from the PPT represent the compressibility of the sample at different volumes when applying the same specific energy that the material would have seen in the HPGR operation. Three volumes are used to address any curvature that could happen with the change of the sample volume in the die (adds robustness).
3.2. Model Selection
Several machine learning regression models were tested to fit and predict the data. Due to the small number of pilot-scale HPGR tests available with associated PPT data, care must be taken to select a model that will not overfit the data. For example, neural network models work well to predict the behaviour of the specific throughput, but if there is little data available, they can overfit the model. To avoid overfitting, the
k-fold cross-validation technique was used, which consists of dividing the dataset into
k number of sets and sequentially removing one of them to test the model fit with the other
sets [
27,
28]. In this study, a 5-fold cross-validation was performed to evaluate each of the models.
Table 4 shows a summary of the tested models. The coding and training of the models were performed using MATLAB and its integrated data science package under academic licensing. The shown scores are the coefficient of determination (R
2), root mean squared error (RMSE), mean absolute error (MAE), and mean relative error (MRE). As well, the cross-validation R
2 and RMSE are shown.
The neural networks (NN) resulted in almost a perfect fit, but the validations indicated an overfit model, so it has to be discarded. The tree ensemble model was also discarded due to poor performance in cross-validation. Although the Gaussian Process Regression (GPR) is a good model for when a small amount of data is available, and it resulted in a perfect fit, it performed poorly in the cross-validation, so it was decided to be discarded as well.
The linear stepwise regression model performed poorly at the validation stage and worse than the other linear models. The linear stepwise regression model also removed several of the variables considered for modelling. It is desired to keep the selected variables since they have a proven influence on the HPGR throughput. Although the multi-linear regression model performed worse over the data, it has a better performance over the cross-validation, indicating that maintaining the predictors increases the robustness of the model.
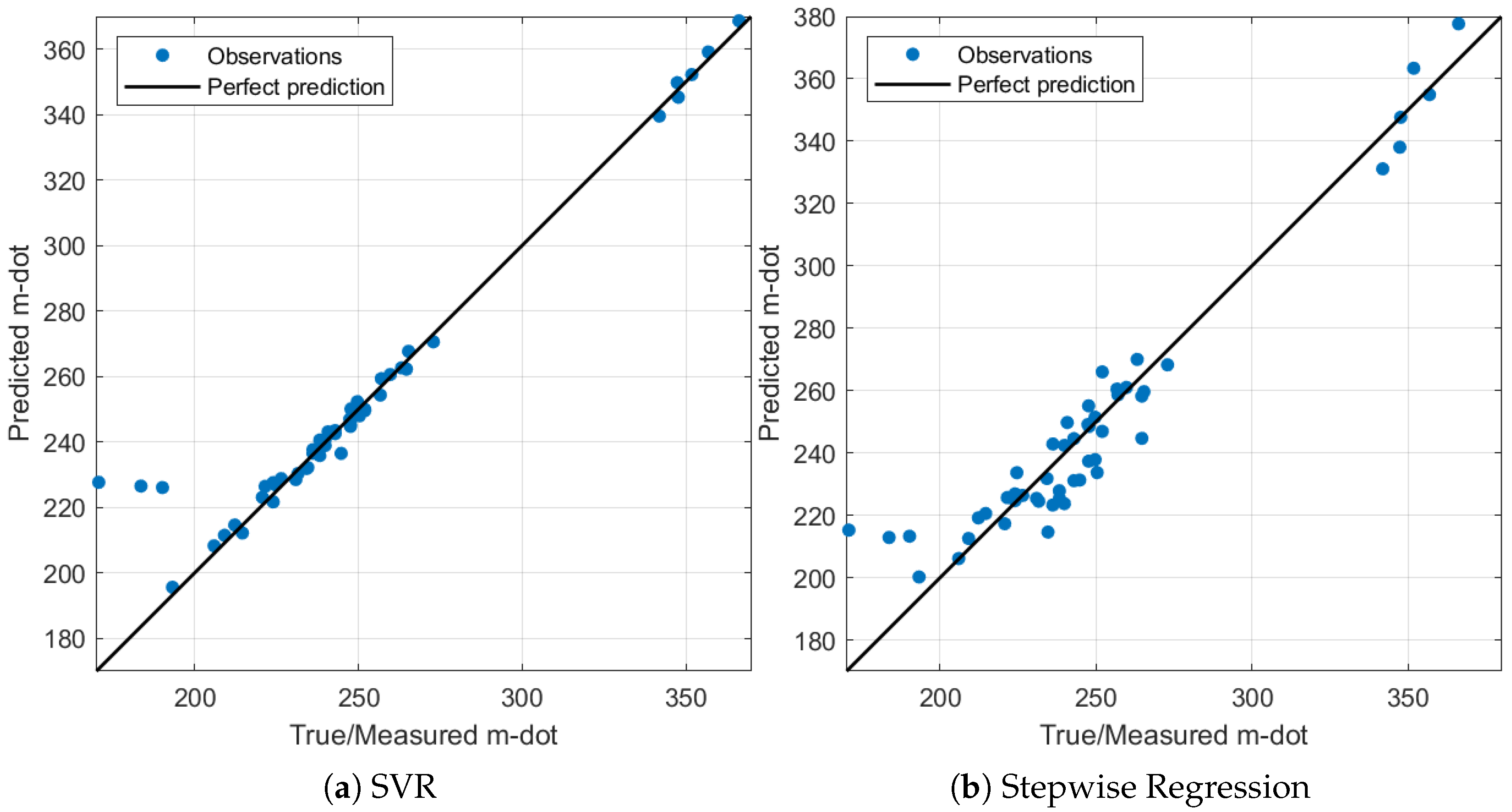
The best results were obtained using an interactions stepwise regression (ISWR) model and a Support Vector Regression (SVR) using a third-order polynomial kernel function. The ISWR considered interactions between the predictors and quadratic terms. The linear terms were not excluded from the ISWR model and only one interaction was kept which was desired.
4. Results
The SVR [
29] and ISWR [
30] models performed well for both the data fit and the cross-validation.
Figure 5 shows the predicted versus true response of the two models, which indicates how well they perform on the observations.
The graph shows three outlier points for each model; the predicted
values are greater than the measured values
of 170.2, 183.6, and 190.2 [ts/hm
3]. Interestingly, these three points are from the same deposit (sample 5 from
Table 1) and correspond to HPGR tests that yielded a lower throughput than expected indicating the limits of the model. Mineral samples that result in a specific throughput lower than 200 [ts/hm
3] usually have material characteristics that do not allow the HPGR operational gap to expand and thus may not be amenable for HPGR comminution.
The SVR is a “black box” regression model that can perform very well with little data. Regardless, it is not trivial to report and analyze. Additionally, some data points do not perform well with the SVR model, as shown in
Figure 5a.
For simplicity and explainability, the chosen model is the ISWR considering the variables’ first-order interactions. This model can be explained and written as an easy-to-understand formula. The predictor candidates with a p-value over 0.05 are removed from the model. As well, linear dependent terms are removed regardless of their p-value. No quadratic terms were kept on the model, and only one interaction was not removed. The model significantly improved the linear model by adding the moisture and roll speed interaction.
The following is the linear regression model obtained through this methodology (following Wilkinson notation [
31]):
Table 5 shows each predictor’s estimated intercept and coefficients and their standard error.
The resulting model has a R
2 of 0.91 and an adjusted R
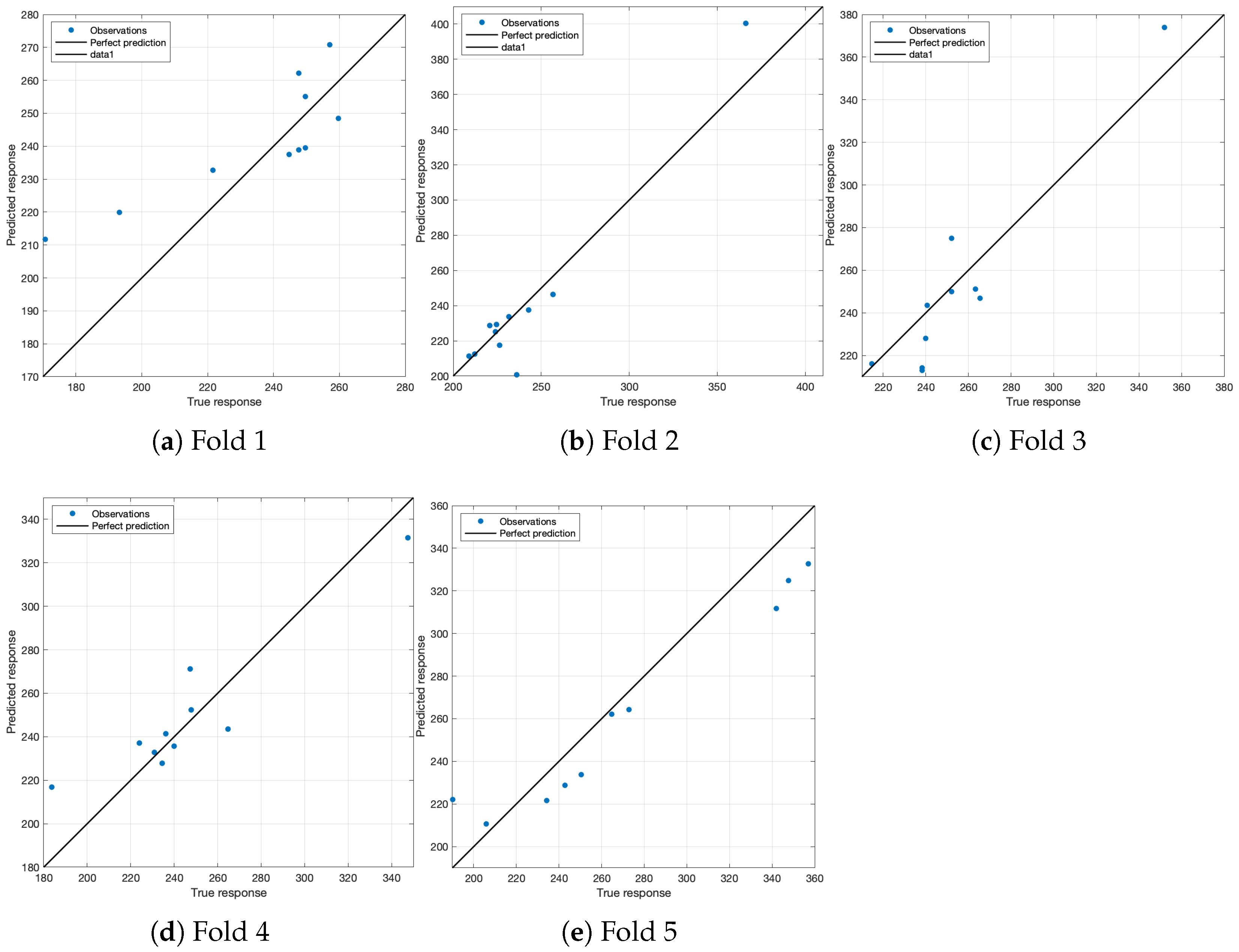
2 of 0.884 with a root mean squared error of 12.8 and an average relative error of ±4.2%. The results of the 5-fold cross-validation are shown in
Table 6 and
Figure 6, which indicate good performance and reliability of the model.
5. Conclusions
A specific throughput model was developed for the HPGR, which uses several operational parameters and the results from compressing three different volumes on the piston press test. Using this model, it is possible to size the capacity without performing new pilot-scale HPGR tests with a high confidence level. The piston press tests performed to predict the throughput follow a volumetric approach allowing for assessing the compressibility change of the material when using different volumes.
If pilot-scale tests are available, it is possible to make an accurate prediction for the specific throughput of the HPGR. This is due to the availability of the specific energy consumption of the HPGR and the possibility of interpolating these values for a new prediction. In the absence of pilot-scale HPGR tests, it is possible to predict the specific energy consumption of the HPGR following the database methodology developed at the University of British Columbia.
A stepwise regression model was used to fit the data where the interactions and quadratic terms of the variables are also considered. All the linear variables and only the moisture interaction with the HPGR roll speed were kept on the model. The resulting model is a very good fit for the data with a high R2 value, and a low root mean squared error. The average relative error for the predictions is under 5%, indicating the high accuracy of the model.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}