
Dry Permanent Magnetic Separator: Present Status and Future Prospects
Abstract
:1. Introduction
2. Conventional Dry Magnetic Separator
2.1. Magnetic Pulley
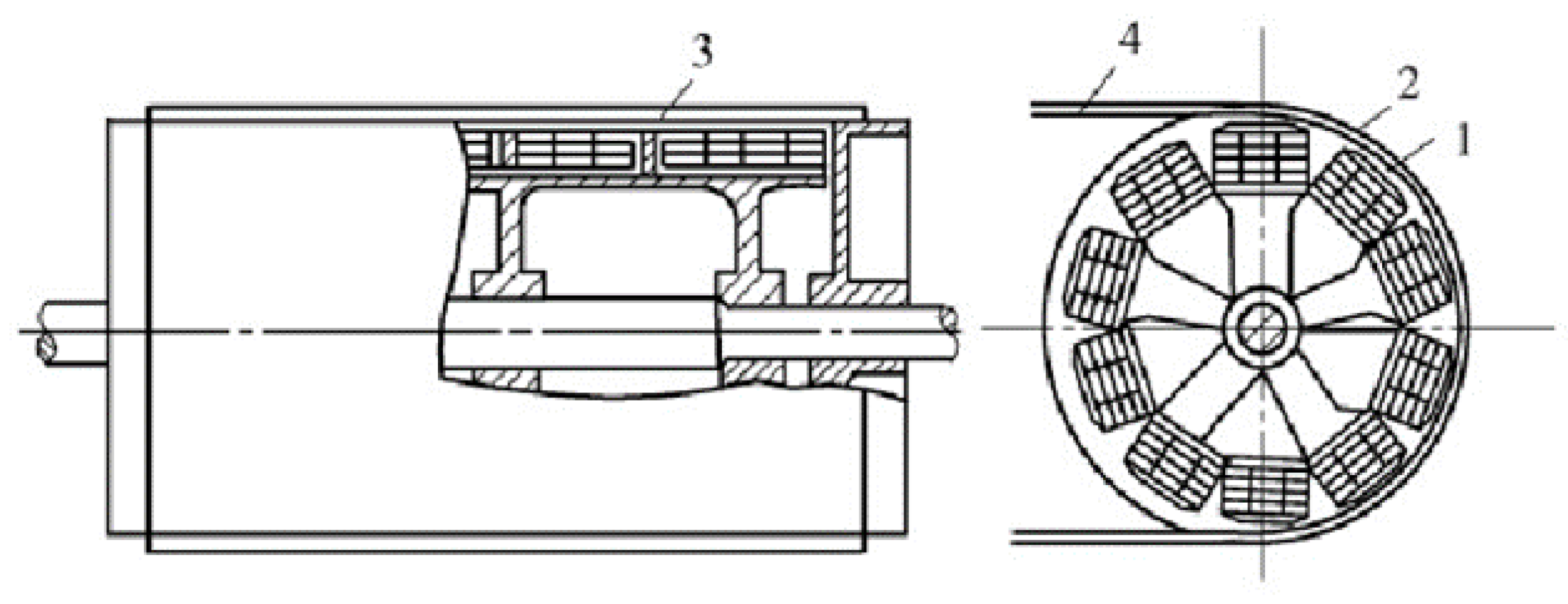
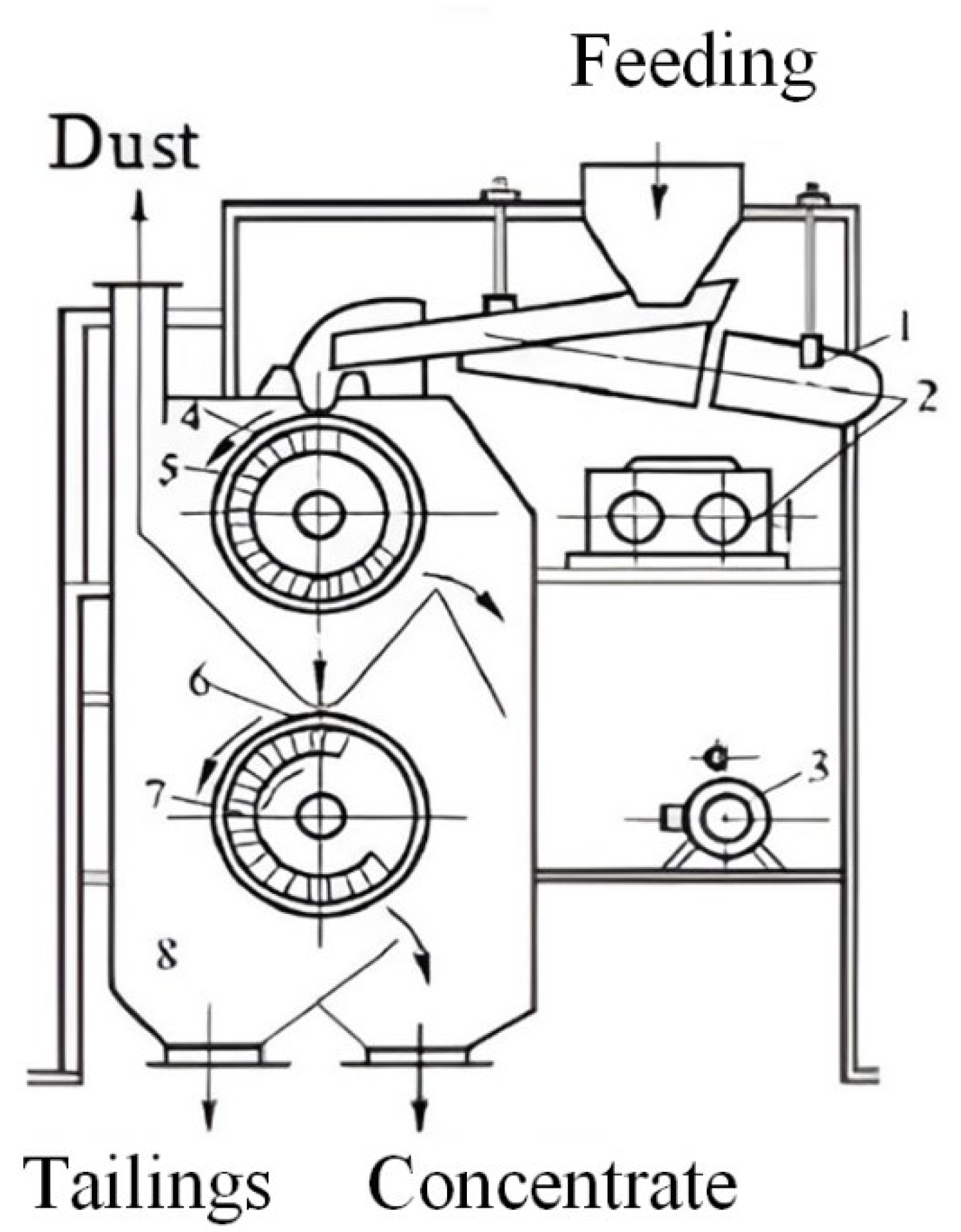
2.2. Dry Drum Magnetic Separator
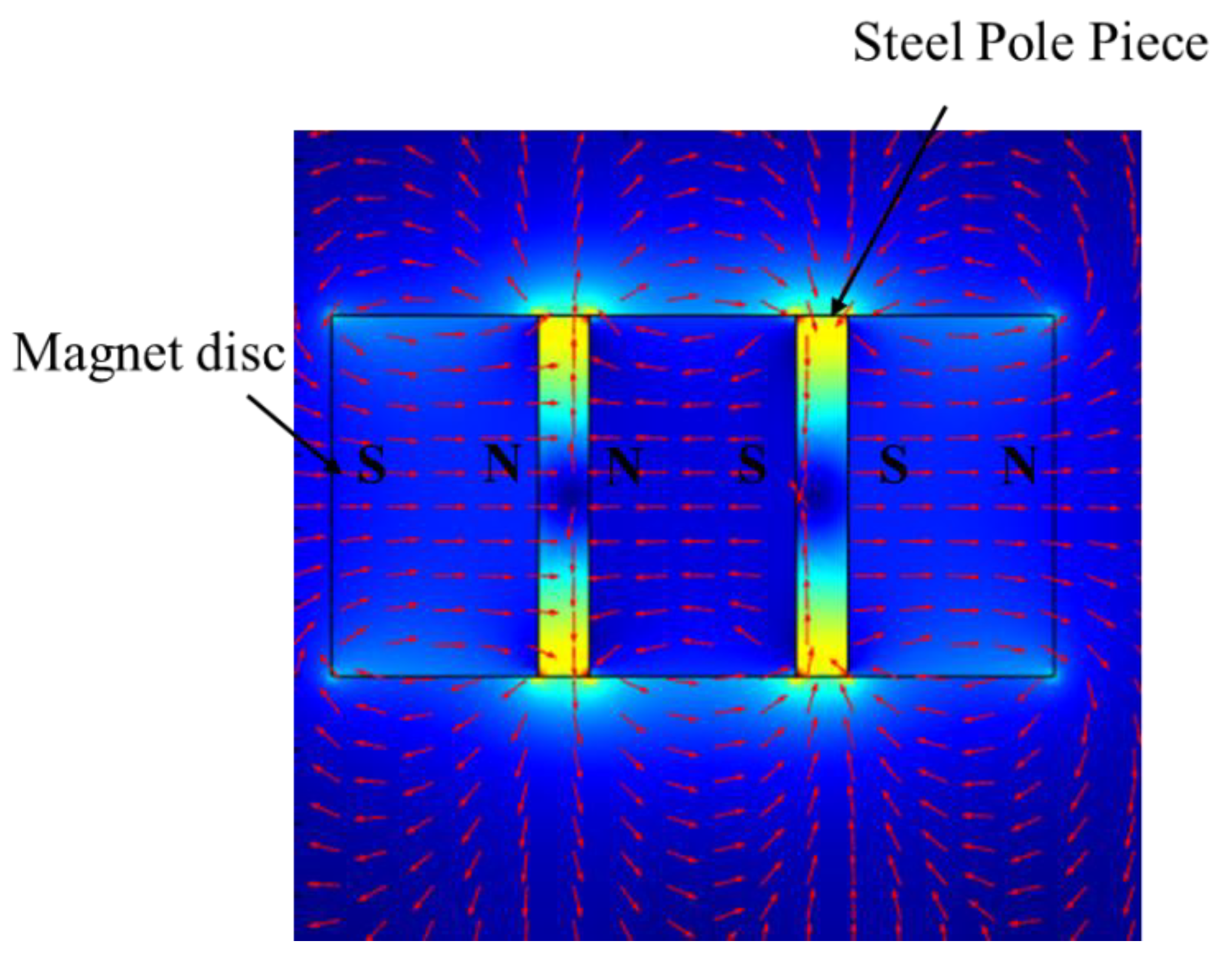
2.3. Dry Permanent Roll Magnetic Separator
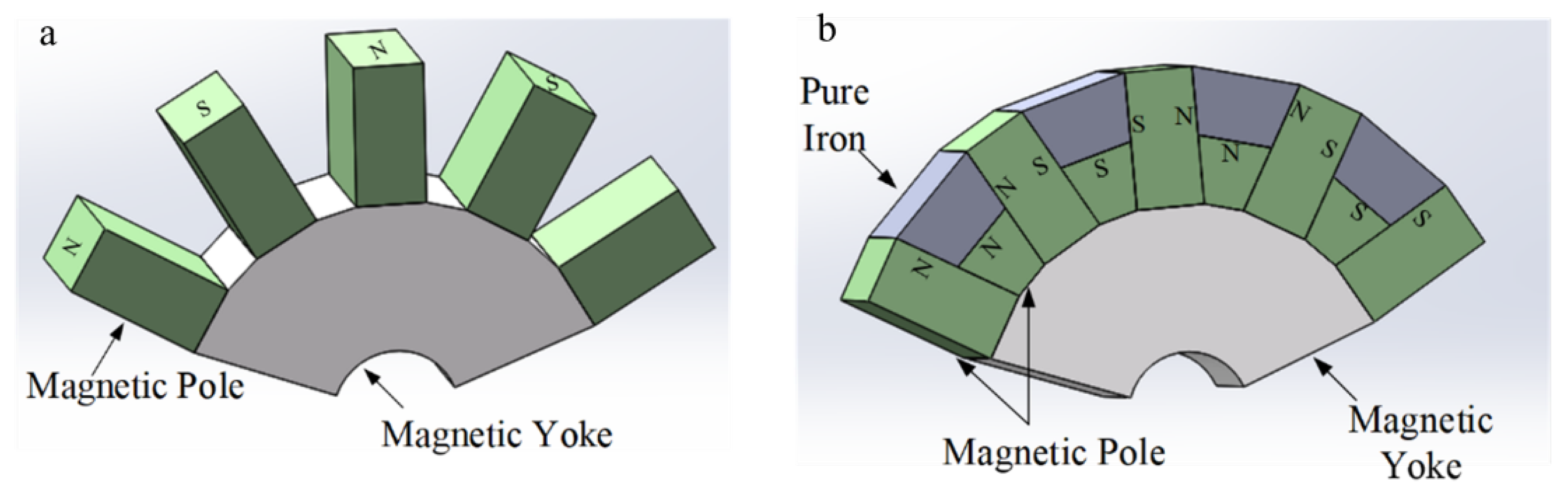
3. Dry Magnetic Separator with Improved Magnetic System
4. Dry Magnetic Separator after Force Field Optimization
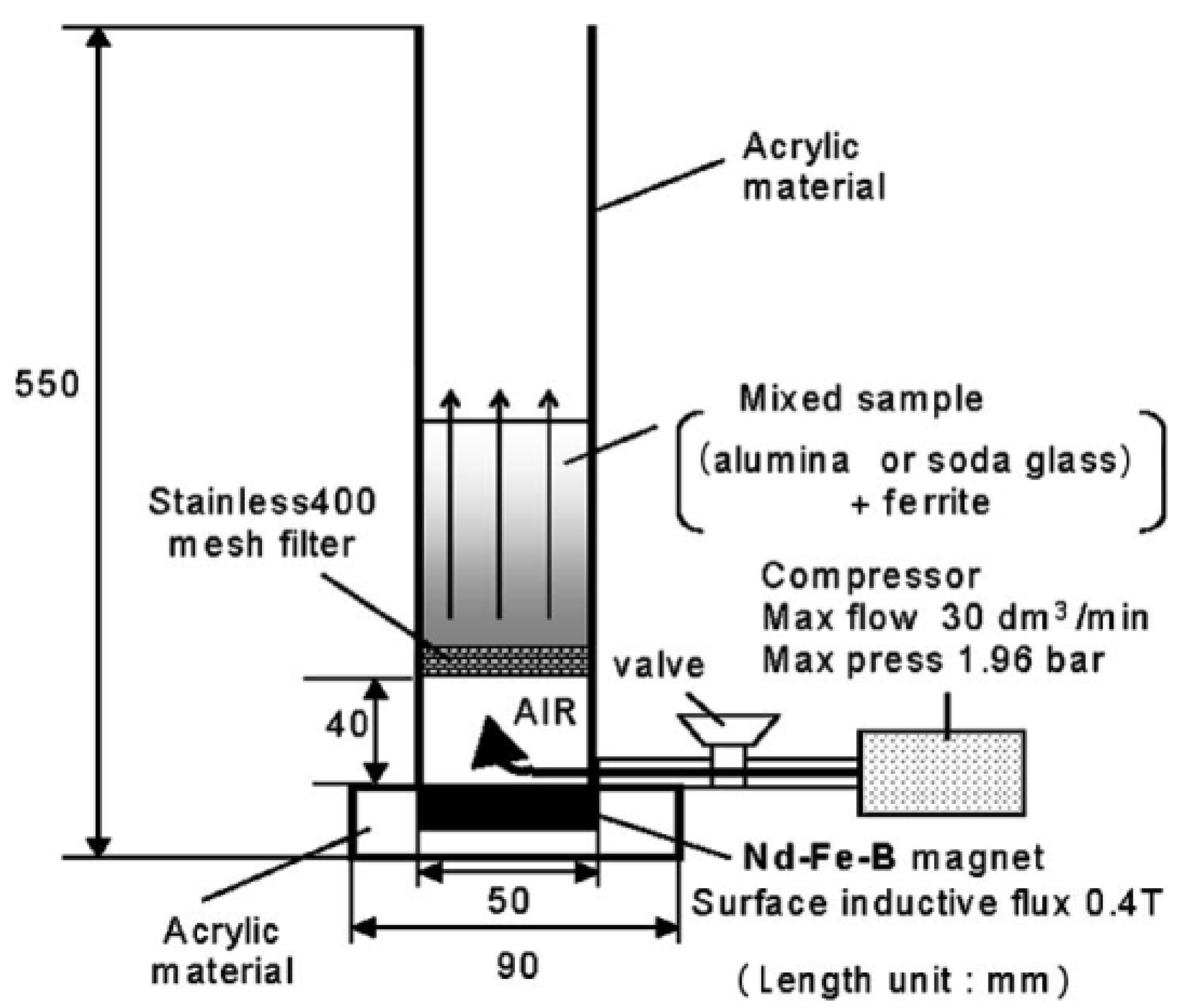
4.1. Open-Gradient Magnetic Separator
4.2. Dry Weak Magnetic Field Air Suspension Magnetic Separator
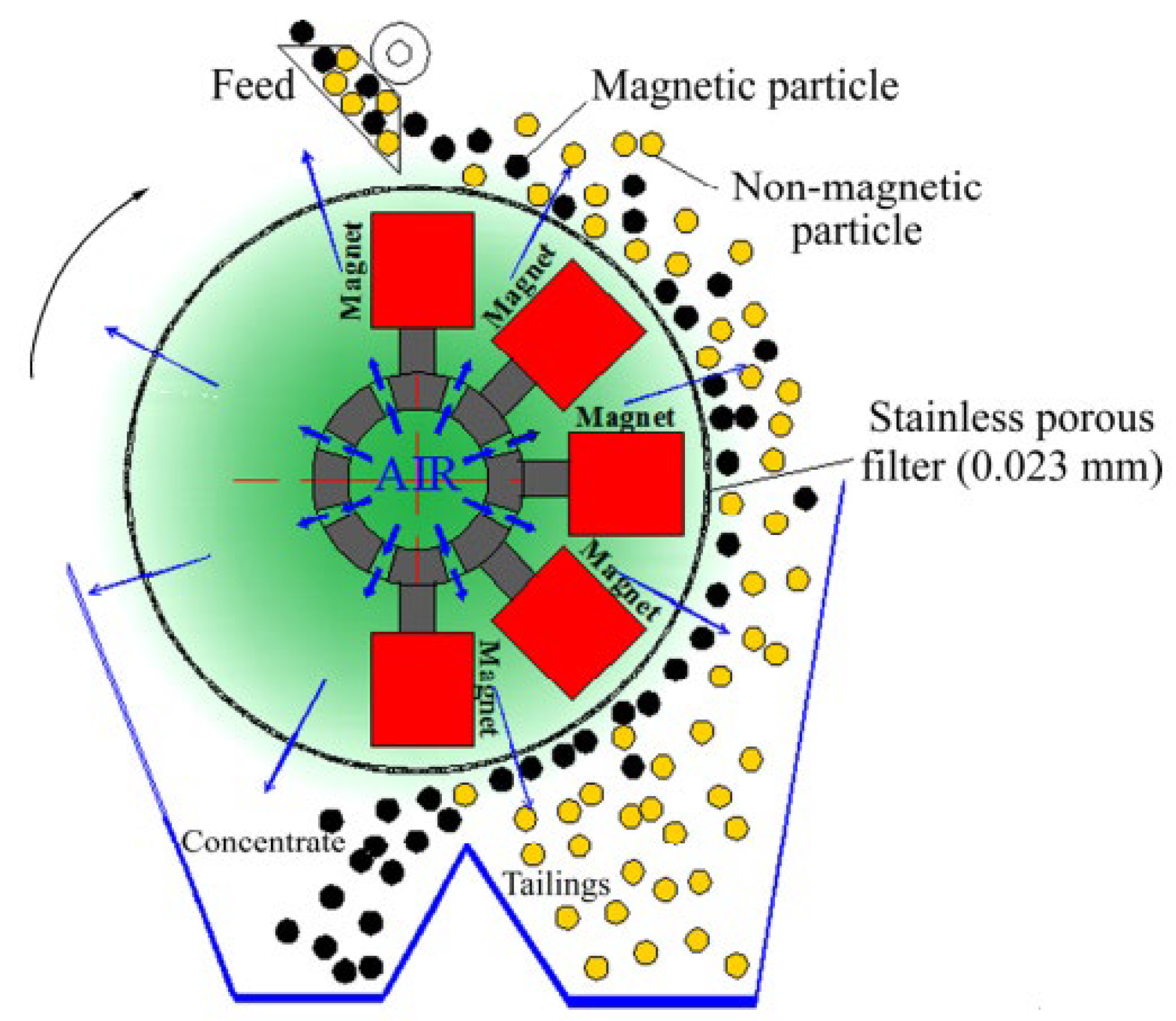
4.3. Dry Magnetic Separator for Pulverized Ore
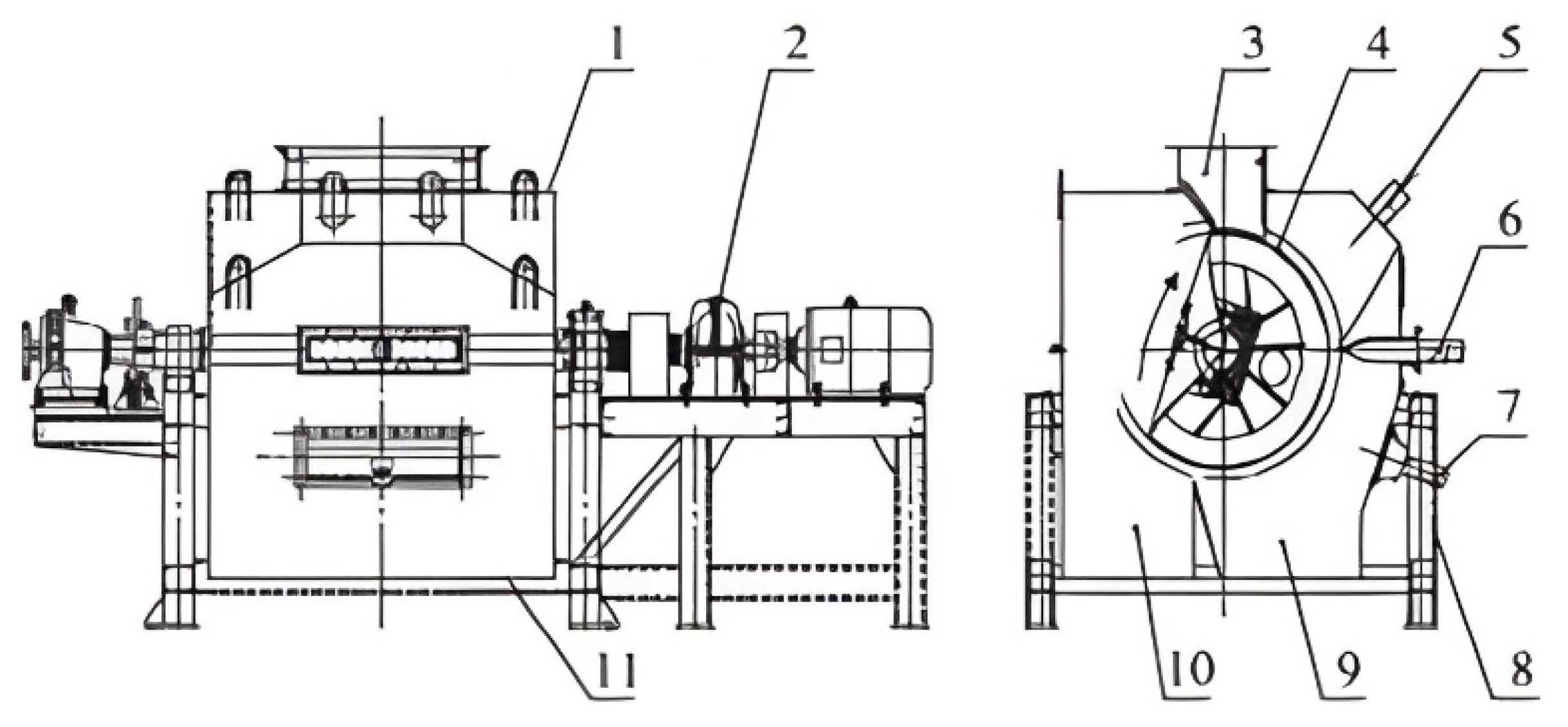
4.4. New Wind Dry Magnetic Separator
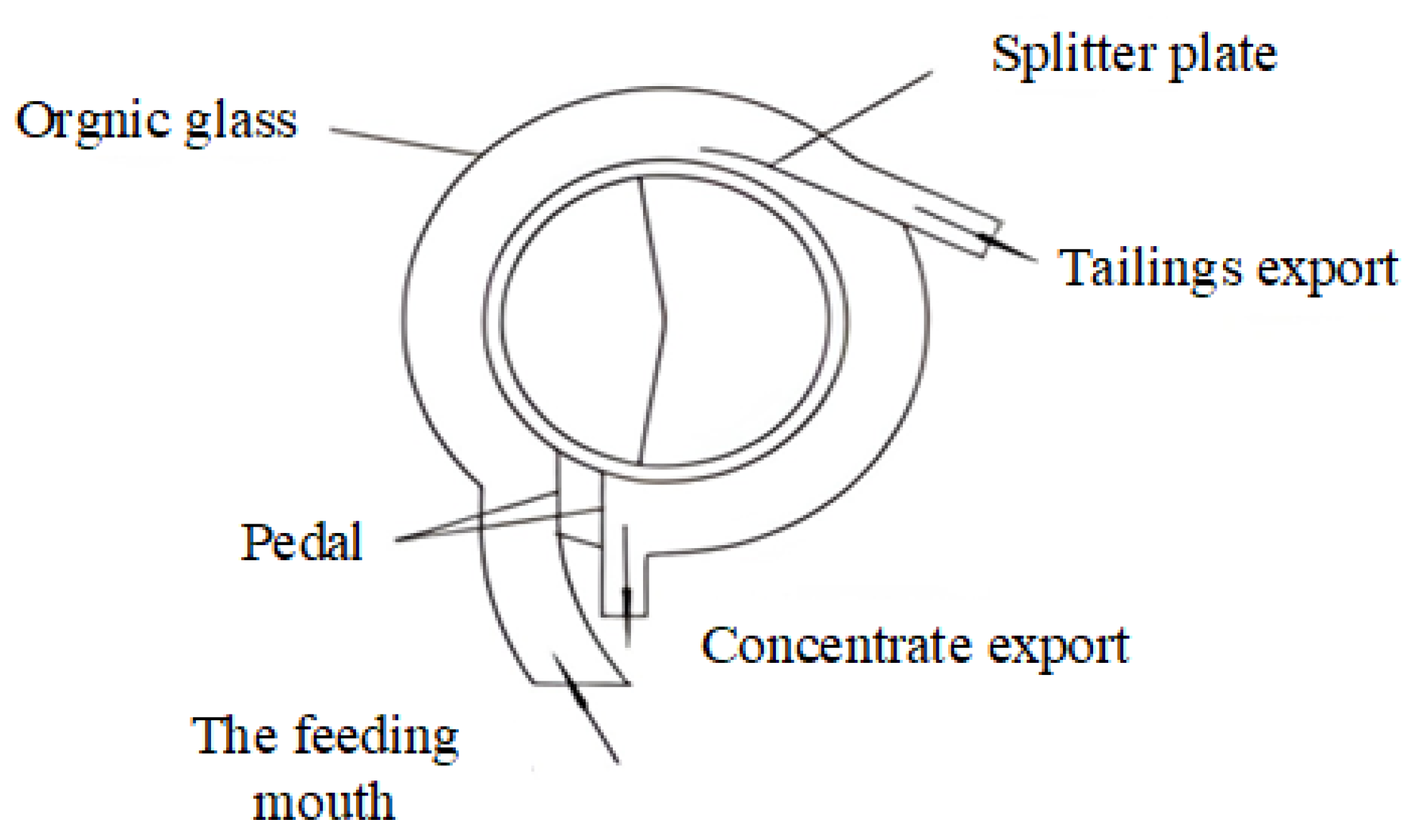
4.5. Pneumatic Planar Magnetic Separator
5. Analysis Comparison
5.1. Comparison of Sorting Effect
5.2. Comparison of Sorting Mechanism


6. Future Prospects
7. Conclusions
- With the growing depletion of iron ore resources, the application of dry magnetic separation technology is conducive to the early throwing away of unqualified tailings and reducing the amount of incoming mill, hence increasing the economic benefits for iron ore plants.
- Dry magnetic separators can be categorized into TDMSs, DMSOMs, and DMSOFFs based on their structural characteristics. These separators also have widely divergent sorting characteristics. The TDMS, which is particularly suitable for coarse-grain iron ores, discards bulk gangue and improves the geological grade, but such grade improvement is small. The DMSOM, which is suitable for fine grains, discards fine gangue and obtains a rough concentrate. The DMSOFF, which is suitable for fine and micro-fine grains, discards tailings and exhibits higher accuracy than the TDMS and DMSOM in sorting micro-fine grain magnetic materials. However, the DMSOFF also allows a certain amount of ultrafine magnetic particles to enter the tailing products, resulting in a non-negligible iron loss.
- Certain improvements in the structure of equipment, magnetic systems, and sorting force fields of dry magnetic separators have been reported in recent years.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, X.; Chen, Q.; Wang, J. Development & practical use of technology of low-grade iron ore resource utilization. Min. Eng. 2009, 7, 25–28. [Google Scholar]
- Yin, J.; He, R.; Shen, K. An Application of Dry Magnetic Separation in an Iron Mine. Miner. Conserv. Util. 2006, 5, 31–33. [Google Scholar]
- Ran, H.; Shi, P.; Liu, Y. Present Status and Application Progress of Dry Magnetic Separation Equipment. Nonferrous Equip. 2010, 6, 11–13. [Google Scholar]
- Wei, N. Dry Magnetic Separation Practices in Production. Sichuan Non-Ferr. Met. 2014, 3, 18–21. [Google Scholar]
- Hu, Y. Research and Development of the Typical Magnetic Separators at Home and Abroad. Metal Mining. 2012, 9, 136–137. [Google Scholar]
- Zhu, Y. Problems and improvement of CTDG type large block dry permanent magnetic separator industrial test. Met. Min. 1995, 8, 51–52. [Google Scholar]
- Liu, B.; Zhu, Y.; Sheng, F. CTDG1220N type permanent magnet large block dry magnetic separator and its application. Met. Min. 2005, 4, 70–71. [Google Scholar]
- Chen, B.; Yan, W. Current status and development direction of research and application of weak magnetic separation equipment for iron ore. Miner. Compr. Util. 2007, 4, 34. [Google Scholar]
- Shang, H.; Zheng, H.; Shi, P.; Haijun, Z. Design and Application of CT-1627 Permanent Magnetic Pulley. Nonferrous Met. Miner. Process. Part 2012, 4, 31–34. [Google Scholar]
- Jiang, C. Trial discussion on some characteristics of dry magnetic separation. Yunnan Metall. 1985, 2, 22–26. [Google Scholar]
- Nakai, Y.; Mishima, F.; Akiyama, Y.; Nishijima, S. Development of high gradient magnetic separation system under dry condition. Phys. C Supercond. Phys. C Supercond. 2010, 470, 1812–1817. [Google Scholar] [CrossRef]
- Zhang, B.; Qu, J.; Lv, B. Development Status and Analysis of Magnetic Separation Equipments. Non-Ferr. Met. Miner. Process. Part 2011, S1, 155–158. [Google Scholar]
- Lu, B. Practical Application of Tailings Discarding Technology by Magnetic Pulley in Midi Concentrator. Min. Metall. Eng. 2014, 34, 61–63. [Google Scholar]
- Hantila, F.; Maricaru, M.; Popescu, C.; Ifrim, C.; Ganatsios, S. Performances of a waste recycling separator with permanent magnets. J. Mater. Process. Technol. 2007, 181, 246–248. [Google Scholar] [CrossRef]
- Liu, S. Research on Dry Preelction Discarding Tail Technique of Iron ore with Superfine Crushing[D]. Ms.c. Thesis, Henan University of Technology, Zhengzhou, China, 2012. [Google Scholar]
- Zhao, Y. New development of magnetic separation equipments. Metall. Mine Des. Constr. 1998, 1, 51–56. [Google Scholar]
- Han, W. Dissertion The Analysis and Design of Permanent Magnet Cylinder Magnetic Separator. Ms.c. Thesis, Hebei University of Technology, Tianjin, China, 2005. [Google Scholar]
- Feng, X. Analysis of the status and performance of foreign mining magnetic separation equipment. Coal Min. Mach. 1999, 1, 6–7. [Google Scholar]
- Zhang, Y. Analysis of Flow Field and Magnetic Field in the Separation Chamber of Dry Permanent Magnet Drum Separator. Ms.c. Thesis, Inner Mongolia University of Science and Technology, Baotou, China, 2020. [Google Scholar] [CrossRef]
- Ran, H. Development of permanent magnet strong magnetic separation technology. Non-Ferr. Met. Miner. Process. Part 2013, S1, 50–53. [Google Scholar]
- Cheng, L. Research of High Gradient Permanent Magnetic Drum Separator with Open Magnetic Circuit. Miner. Conserv. Util. 2019, 39, 14–17. [Google Scholar] [CrossRef]
- Feng, X. The current situation and analysis of foreign mining magnetic separation equipment. Coal Process. Technol. 1999, 1, 45–46. [Google Scholar] [CrossRef]
- Xie, S.; Wang, K. Structure and Application of CTG Dry Magnetic Separator. Min. Metall. 2007, 4, 71–73. [Google Scholar]
- Yin, X.; Ma, X.; Wang, X.; Yuying, W. Development and application of CTG-1030 permanent magnetic dry type magnetic separator. Mod. Min. 2013, 10, 154–155. [Google Scholar]
- Ibrahim, S.S.; Farahat, M.M.; Boulos, T.R. Optimizing the performance of the RER magnetic separator for upgrading silica sands. Part. Sci. Technol. 2017, 35, 21–28. [Google Scholar] [CrossRef]
- Svoboda, J.; Fujita, T. Recent developments in magnetic methods of material separation. Minerals Engineering 2003, 16, 785–792. [Google Scholar] [CrossRef]
- Andreachi, J.R.; Palasvirta, O.E. Magnetic Separator. Canadian Patent No. 711, 1965. [Google Scholar]
- Shi, C.; Zhang, Y.; Jiao, H.; Peng, L. Progress and analysis of roller type permanent magnetic separation equipment. Min. Eng. 2010, 8, 35–38. [Google Scholar]
- Mohanraj, G.T.; Rahman, M.R.; Joladarashi, S.; Hanumanthappa, H.; Shanmugam, B.K.; Vardhan, H.; Rabbani, S.A. Design and fabrication of optimized magnetic roller for permanent roll magnetic separator (PRMS): Finite element method magnetics (FEMM) approach. Adv. Powder Technol. 2021, 32, 546–564. [Google Scholar] [CrossRef]
- Tripathy, S.K.; Banerjee, P.K.; Suresh, N.; Murthy, Y.R.; Singh, V. Dry high-intensity magnetic separation in mineral industry—A review of present status and future prospects. Miner. Process. Extr. Metall. Rev. 2017, 38, 339–365. [Google Scholar] [CrossRef]
- Gulsoy, O.Y.; Orhan, E.C. Importance of magnet-steel configuration in dry high intensity permanent magnetic rolls: Theoretical and practical approach. Physicochem. Probl. Miner. Process. 2004, 38, 301–309. [Google Scholar]
- Wang, S.H.; Alvetson, B.R. A new type of rare earth permanent magnet strong magnetic separator. Foreign Met. Ore Benef. 1996, 10, 27–31. [Google Scholar]
- Hu, Y.; Ran, H. Development of Permanent Roll and Drum High-Intensity Magnetic Separators. Nonferrous Met. Miner. Process. Part 2019, 5, 114–118. [Google Scholar]
- Zhou, Y.; Li, X.; Yu, Z.; Zhongrong, L. Separation of limonite Using CRIMM Roll-type High Intensity Permanent Magnetic Separators-Productive Practice. Miner. Metall. Eng. 2002, 2, 62–64. [Google Scholar]
- Sheng, H. Development and application of roll-type High Intensity Permanent Magnetic Separator for Coarse Particals. In Proceedings of the 2004 National Academic Seminar and Technical Exchange Meeting on New Mineral Processing Technology and Its Development Direction, Jiangsu, China, August 2010; pp. 231–234. [Google Scholar]
- Arvidson, B.R.; Henderson, D. Rare-earth magnetic separation equipment and applications developments. Miner. Eng. 1997, 10, 127–137. [Google Scholar] [CrossRef]
- Chang, Y.; Wang, D.-P.; Li, W.; Pan, W.; Yu, X.-J.; Qi, M. Improved Electrical Insulation of Rare Earth Permanent Magnetic Materials With High Magnetic Properties. J. Iron Steel Res. Int. 2009, 16, 84–88. [Google Scholar] [CrossRef]
- Xu, J. Development of CXY Cylindrical Rare Earth Permanent Magnetic Separator with Wiggling Magnetic System. Diam. Abras. Eng. 2003, 2, 36–37. [Google Scholar]
- Zhao, H.; Ran, H.; Wang, X.; Wei, H. Development of a Dynamic Magnetic Field Separator. Nonferrous Met. Miner. Process. Part 2017, 5, 64–68. [Google Scholar]
- Zhao, R.; Shi, P.; Tian, H.-W.; Zhiguo, W.; Jianyi, Z. Development of Dry Magnetic Separator for Separating Fine Crushing Magnetite Ore. Non-Ferr. Met. Miner. Process. Part 2011, 5, 42–45. [Google Scholar]
- Wang, J.; Yuan, Z.; Sheng, H.; Guangyu, Z.; Shiqing, W. CTFG type dry magnetic separator for powder ore and its application. Mod. Min. 2017, 33, 159–161. [Google Scholar]
- Gelperin, N.I.; Einstein, V.G. Fluidization; Academic Press: London, UK, 1971; pp. 541–568. [Google Scholar]
- Song, S.; Zhang, G.; Luo, Z.; Lv, B. Development of a Fluidized Dry Magnetic Separator and Its Separation Performance Tests. Miner. Process. Extr. Metall. Rev. 2019, 40, 307–313. [Google Scholar] [CrossRef]
- Mishima, F.; Yamazaki, S.; Yoshida, K.; Nakane, H.; Yoshizawa, S.; Takeda, S.; Izumi, Y.; Nishijima, S. A Study on the Development of an Open-Gradient Magnetic Separator Under Dry Condition. IEEE Trans. Appl. Supercond. Publ. IEEE Supercond. Comm. 2004, 14, 1561–1564. [Google Scholar] [CrossRef]
- Cheng, K. Development of Dry Weak Magnetic Field Airflow Suspension Magnetic Separator. Ph.D. Thesis, Kunming University of Science and Technology, Kunming, China, 2007. [Google Scholar]
- Wang, S.; Xin, Q. Development and application research of a New Type of Dry Magnetic Separator for Pulverized Ore. Mod. Min. 2019, 35, 133–135. [Google Scholar]
- Liu, J.J. Research on Improving the Efficiency Magnetic Preselection of Fine-Grained Magnetite Based on the Synergetic Effect of Aerodynamic Field and Magnetic Field. Ms.c. Thesis, Central South University, Changsha, China, 2020; pp. 18–51. [Google Scholar]
- Lu, D.-F.; Liu, J.-J.; Cheng, Z.-Y.; Xudong, L. Development of an open-gradient magnetic separator in the aerodynamic field. Physicochem. Probl. Miner. Process. 2020, 56, 325–337. [Google Scholar]
- Liu, J.; Xue, Z.; Dong, Z.; Yang, X.; Fu, Y.; Man, X.; Lu, D. Multiphysics modeling simulation and Optimization of aerodynamic drum magnetic separator. Minerals 2021, 11, 680. [Google Scholar] [CrossRef]
- Liu, J.-J.; Lu, D.-F.; Wang, Y.-H.; Xudong, L. Effect of dry magnetic separator on pre-selection of magnetite under wind power. Chin. J. Nonferrous Met. 2020, 30, 2482–2491. [Google Scholar]
- Baawuah, E.; Kelsey, C.; Addai-Mensah, J.; Skinner, W. Assessing the performance of a novel pneumatic magnetic separator for the beneficiation of magnetite ore. Miner. Eng. 2020, 156, 106483. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Separator Type | Representative Equipment | Magnetic Field Intensity (Max) | Particle Size | Minerals Used | Industrial/Laboratory Separating Results |
|---|---|---|---|---|---|
| TDMS | CT1416 magnetic pulley | 0.328 T | 350 mm | Ore from Luzhong Metallurgical Mining Company (China) | Can throw the tailings with a yield of 14% and increase the grade of the raw ore by 3% to 4%. Over a period of ten years, the separator saved about CNY 29.5 million in production costs. |
| CTG-1030 dry drum magnetic separator | 0.45 T | <3 mm | Iron ore in Inner Mongolia (China) | The magnetic iron content of the raw ore is 3%, and the grade of the concentrate after sorting is 11.4%. | |
| YCG dry permanent magnetic roll | 1.4 T | 75–6 mm | Nanjing Meishan iron ore (China) | The grade of raw ore is 24%–26%, and the grade of the concentrated product after beneficiation is 31%–38%; more than CNY 3.6 million per year is created by using this device. | |
| MSIMS | Dynamic magnetic field separator | 0.2–0.45 T | <20 mm | A mine sample in Qian’an Hebei (China) | The grade of raw ore is 23.26%, and the concentrate grade after beneficiation is 26.74%. |
| CTFG-type powder ore dry magnetic separator | 0.5 T | <30 mm | Magnetite in Lingqiu (China) | The iron grade of the raw ore is 16.72%, and the concentrate grade is 21.51% after sorting. | |
| MSOFF | Dry weak magnetic field air suspension magnetic separator | 0.18 T | 0.075 mm accounted for 87.7% | Magnetite in Yunnan Province (China) | The grade of raw ore is 46.15%, and the concentrate grade after separation is 60.78%. |
| Open-gradient magnetic separator | 0.4 T | <0.045 mm | Ferrite particles mixed with ferromagnetic particles (Al2O3) | The alumina separation efficiency was close to 100% when the particle size was relatively large (45 for alumina and 44 for ferrite). | |
| Dry magnetic separator for pulverized ore | 0.3–0.6 T | <1 mm | Dephosphorization product from KBH (South Africa) | The grade of raw ore is 51.75%, and the concentrate grade after separation is 61.05% with 90.85% recovery. | |
| New wind dry magnetic separator | 0.125 T | <3 mm | Magnetite ore from Yunnan Province (China) | The grade of raw ore is 34.45%, and the concentrate grade after separation is 53.69% with 72.76% recovery. | |
| Pneumatic planar magnetic separator | 0.2 T | <0.075 mm accounted for 80% | Magnetite ore (South Australia) | The grade of the concentrate is 68.4% with 70% recovery after separating. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, S.; Hu, Z.; Lu, D.; Zhao, Y. Dry Permanent Magnetic Separator: Present Status and Future Prospects. Minerals 2022, 12, 1251. https://doi.org/10.3390/min12101251
Xie S, Hu Z, Lu D, Zhao Y. Dry Permanent Magnetic Separator: Present Status and Future Prospects. Minerals. 2022; 12(10):1251. https://doi.org/10.3390/min12101251
Chicago/Turabian StyleXie, Shunping, Zhicheng Hu, Dongfang Lu, and Yan Zhao. 2022. "Dry Permanent Magnetic Separator: Present Status and Future Prospects" Minerals 12, no. 10: 1251. https://doi.org/10.3390/min12101251