
Hydrometallurgical Production of Electrolytic Manganese Dioxide (EMD) from Furnace Fines



Abstract
:1. Introduction
2. Materials and Methods
2.1. Leaching Experiments
2.2. Electrolysis Experiments
3. Results and Discussions
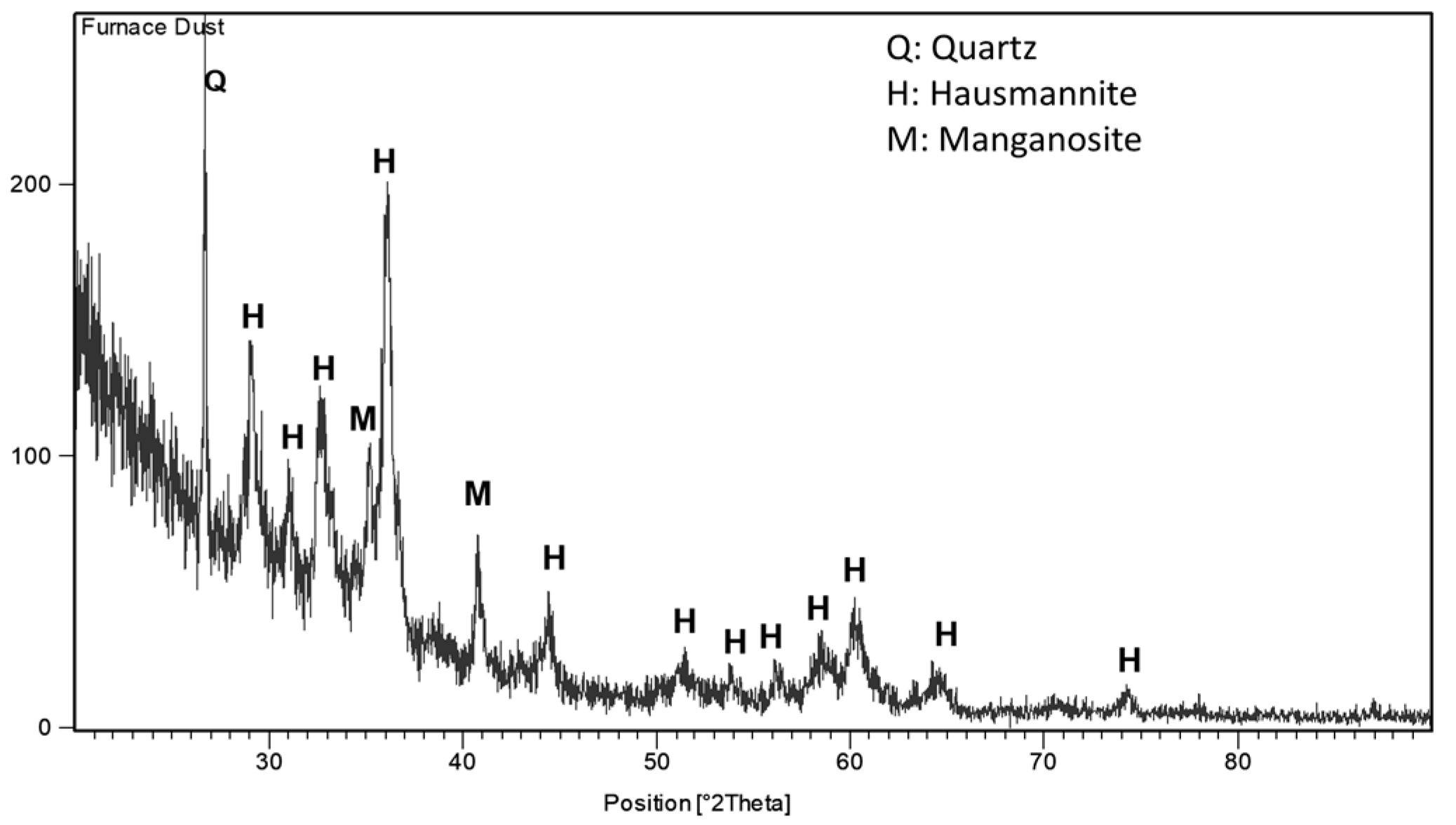
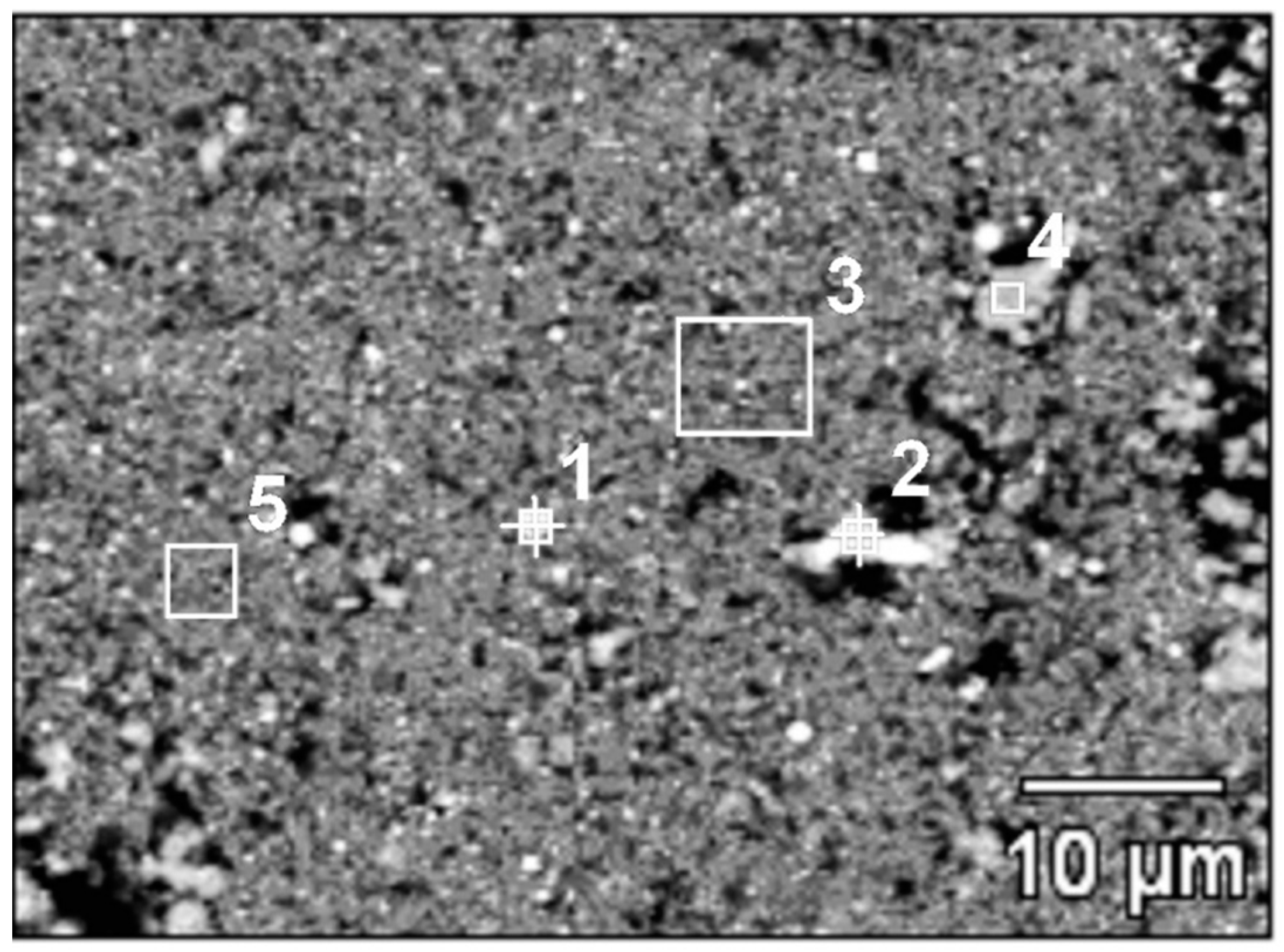
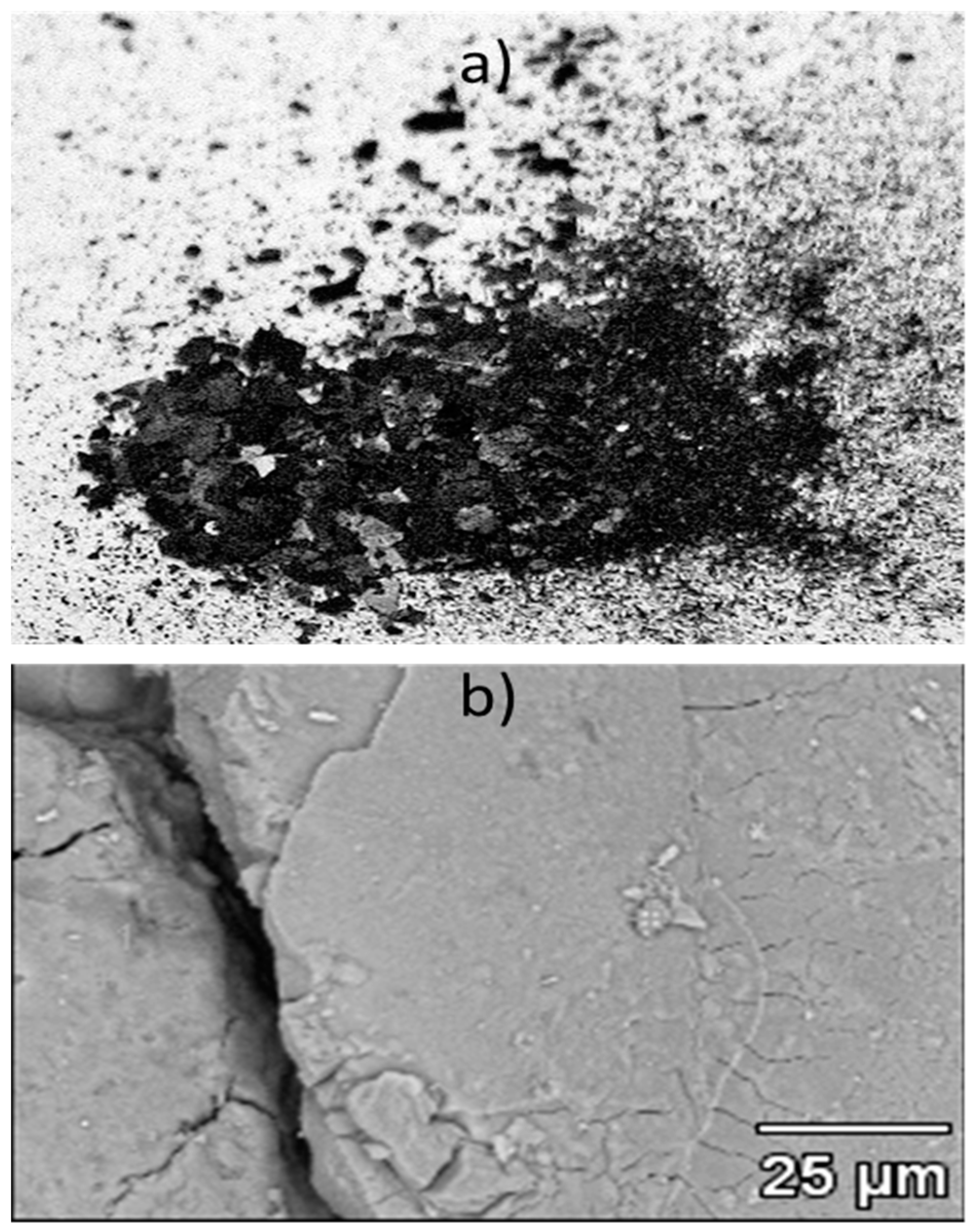
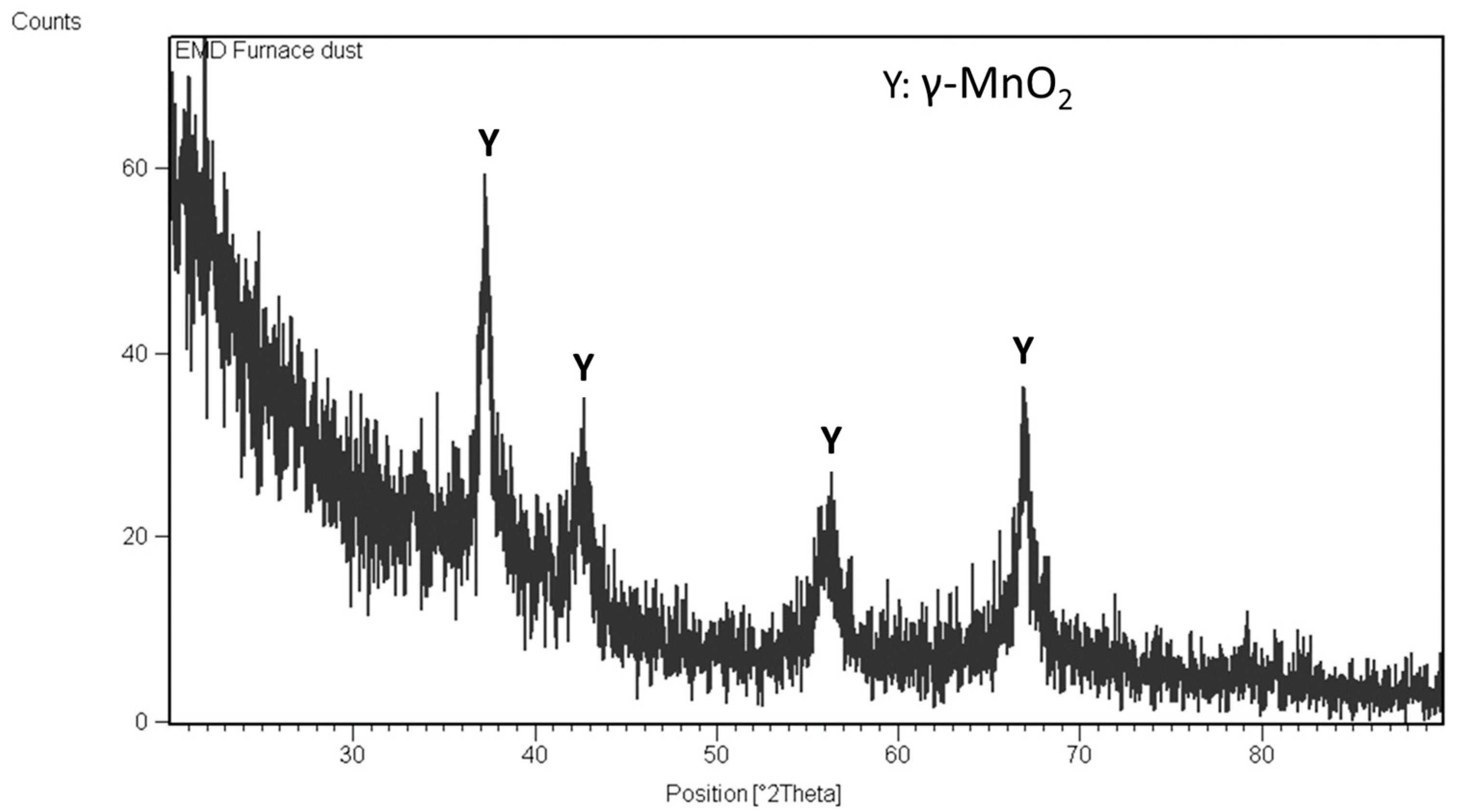
3.1. Characterization of Furnace Dust
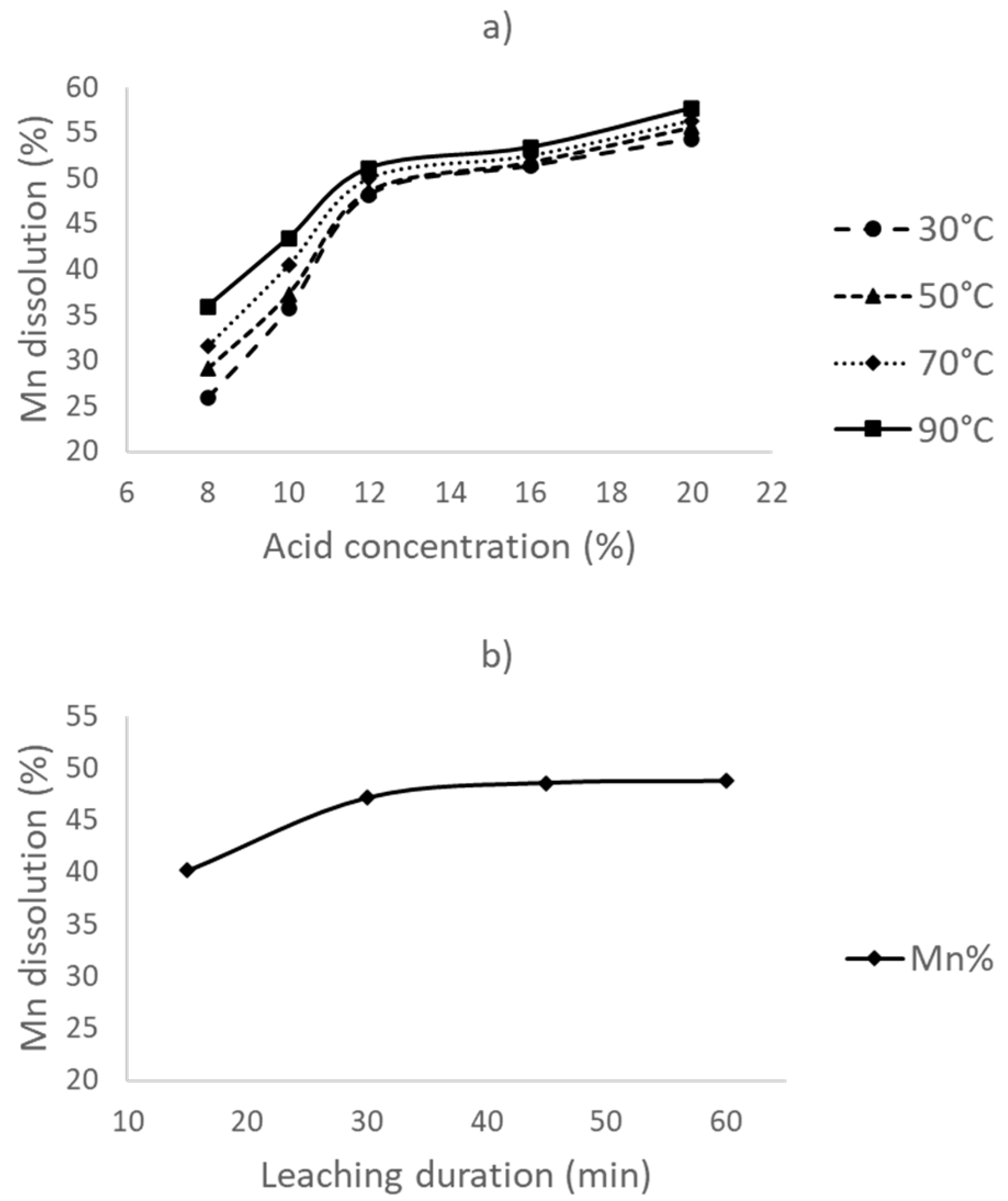
3.2. Leaching Experiments Without Reductant Addition (Direct Acid Leaching)
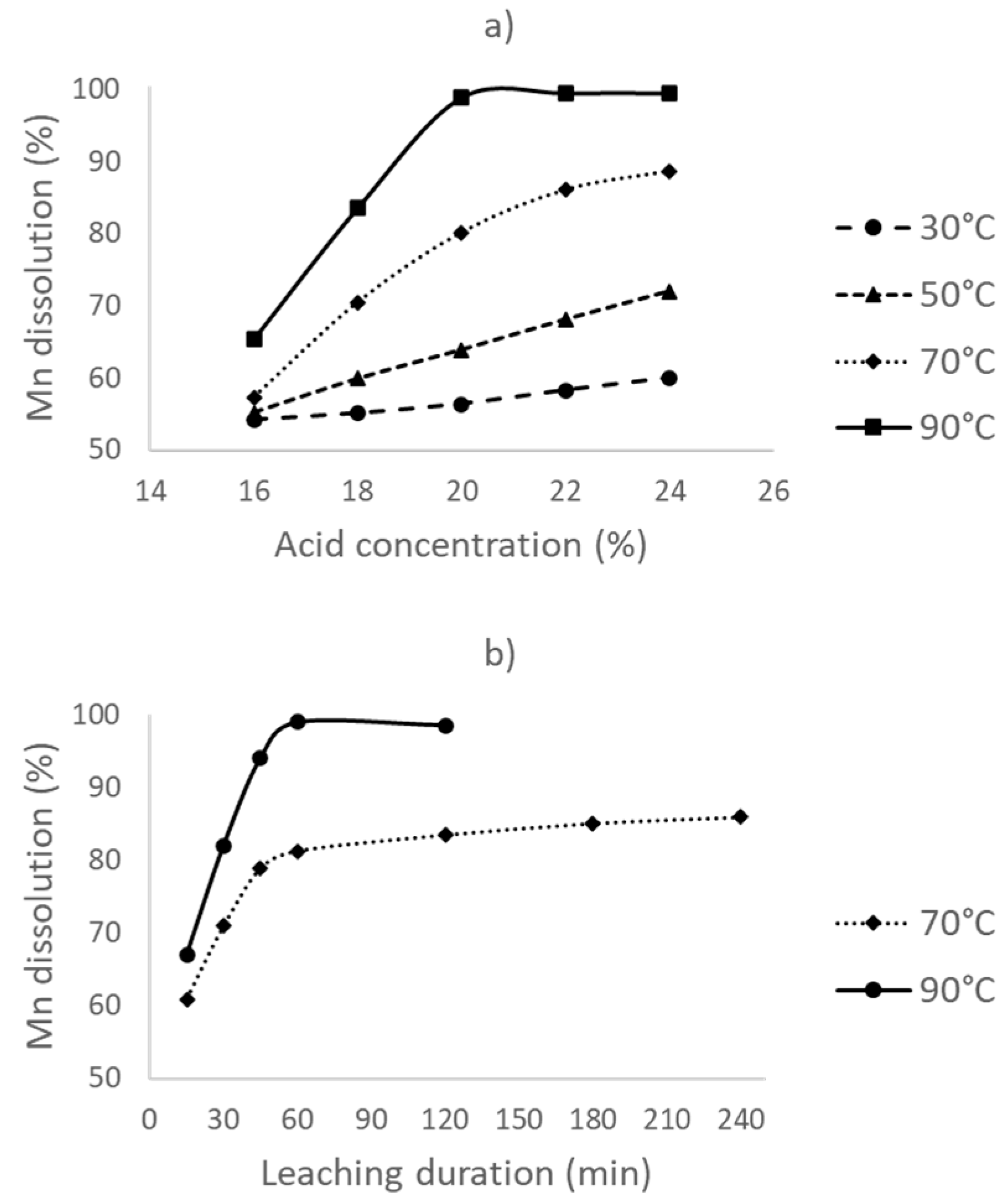
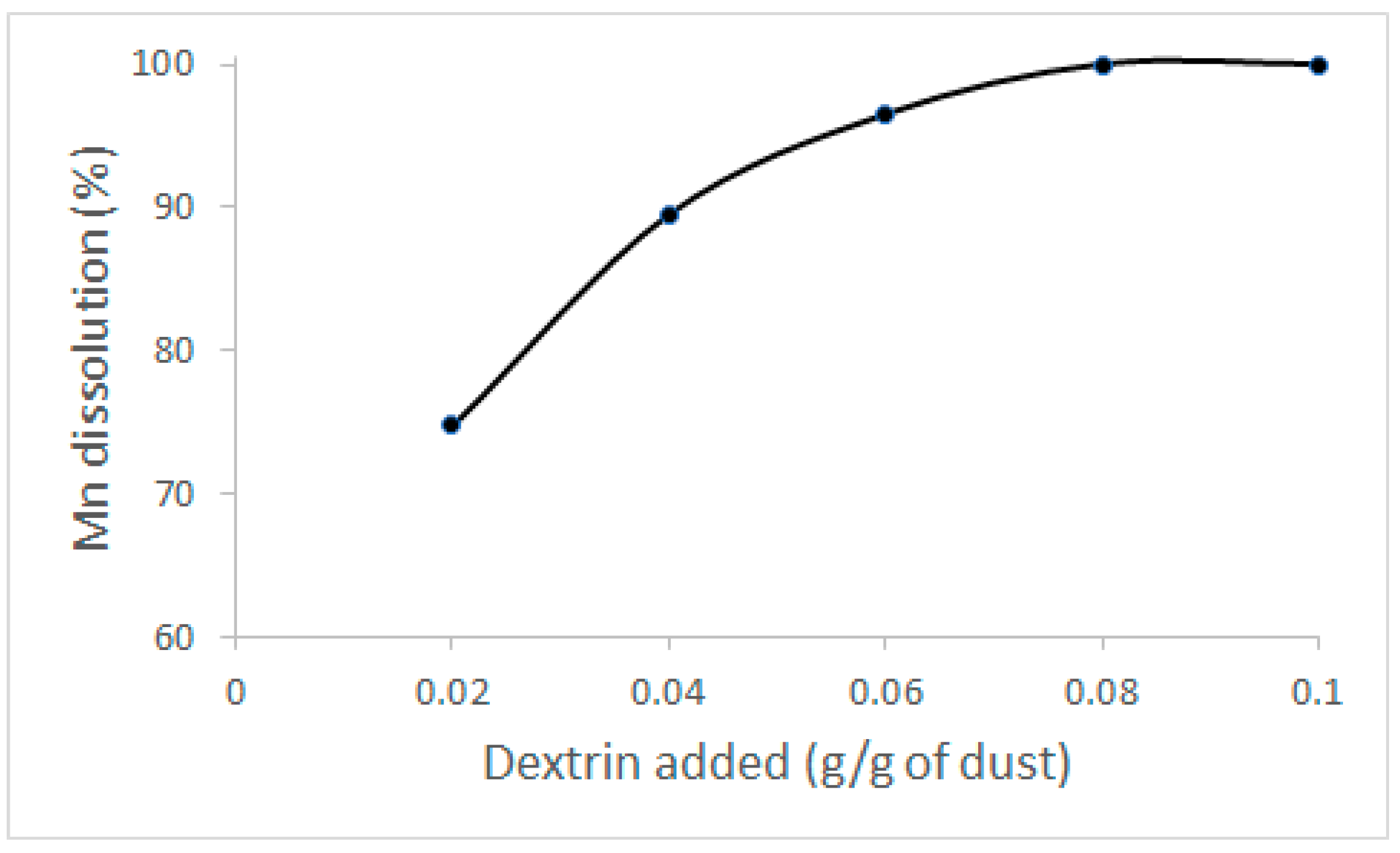
3.3. Leaching with Reductant Addition (Direct Reductive Leaching)
3.4. Electrolytic MnO2 (EMD) Production
4. Conclusions
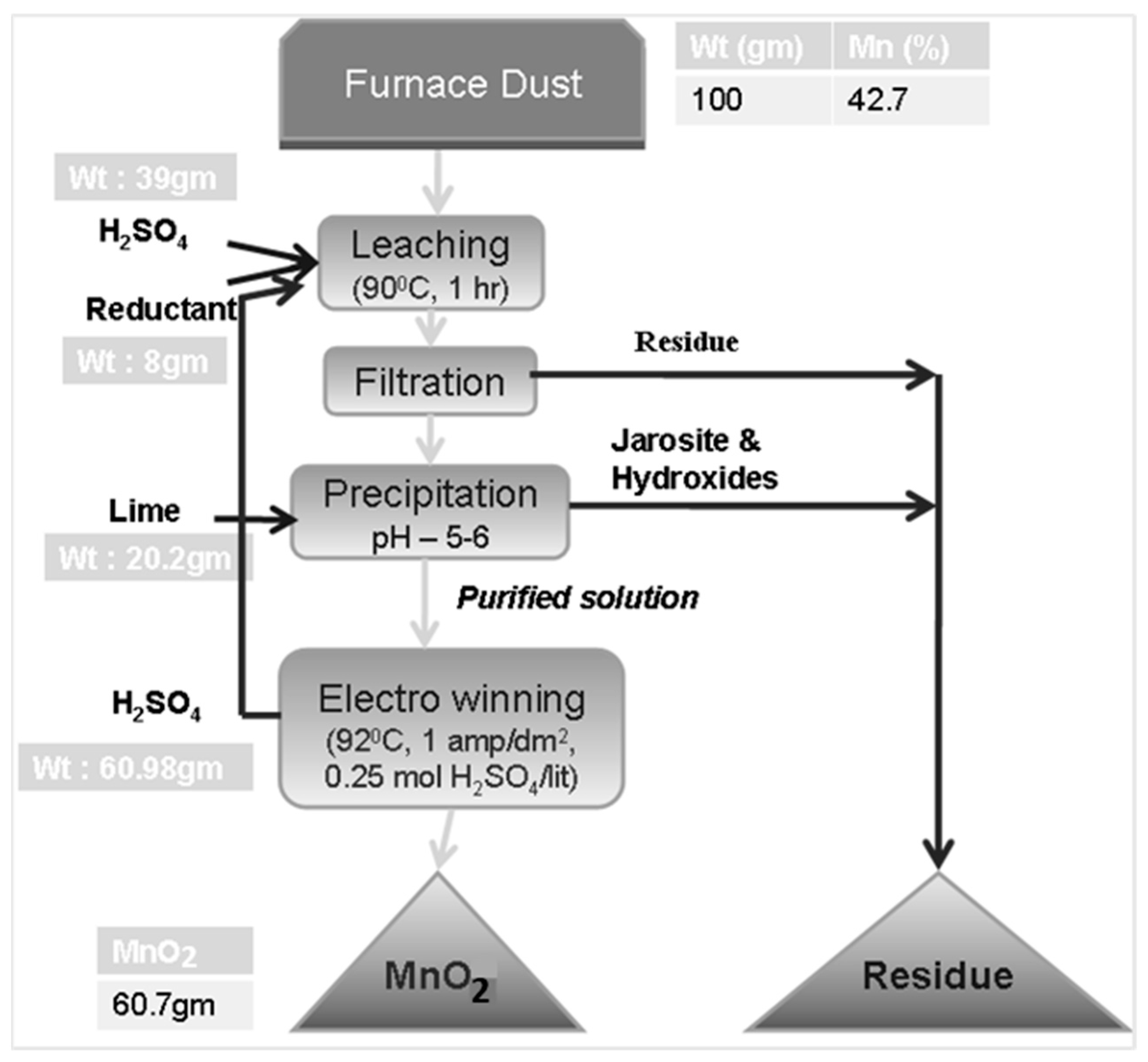
- The particle size of the dust (D80) was 32 microns. The XRD result of the furnace dust revealed that Mn3O4, MnO, and silica phases were present in the sample. Mn content was 42.7%.
- The leaching of the furnace dust without a reductant resulted in <60% Mn dissolution, with a 12% acid concentration, a 30 °C leaching temperature, and a 30 min leaching duration.
- Dextrin, a green, cheap, and water-soluble organic reductant, was found suitable as a reductant.
- 98.9% Mn dissolution is obtained by the optimum leaching conditions of a 90 °C leaching temperature, a 1 h leaching duration, a 20% acid concentration, and an 8% dextrin addition.
- Optimized conditions for electrolytic manganese dioxide (EMD) production were: a current density of 1 amp/dm2 and a sulfuric acid concentration of 0.25 M. The product obtained through the electrolysis process is a pure gamma MnO2 phase.
- A total manganese recovery of 90.3% from the furnace dust is possible with the proposed flow sheet.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sharma, T. Physico-chemical processing of low grade manganese ore. Int. J. Miner. Process. 1992, 35, 191–203. [Google Scholar] [CrossRef]
- Corathers, L.A. U.S. Geological Survey (USGS) Minerals Yearbook: Manganese; US Geological Survey: Reston, VA, USA, 2005.
- Elliott, R.; Coley, K.; Mostaghel, S.; Barati, M. Review of Manganese Processing for Production of TRIP/TWIP Steels, Part 1: Current Practice and Processing Fundamentals. JOM J. Miner. Met. Mater. Soc. 2018, 70, 680–690. [Google Scholar] [CrossRef]
- Kronenberg, M.L.; Blomgren, G.E. Primary Batteries—Lithium Batteries. In Comprehensive Treatise of Electrochemistry; Bockris, J.O., Conway, B.E., Yeager, E., White, R.E., Eds.; Springer: Boston, MA, USA, 1981; pp. 247–278. ISBN 9781461566892. [Google Scholar]
- Sattar, R.; Ilyas, S.; Kousar, S.; Khalid, A.; Sajid, M.; Bukhari, S.I. Study on the reduction roasting of spent LiNixCoyMnzO2 lithium-ion battery cathode materials. Environ. Eng. Res. 2020, 25, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Munir, H.; Srivastava, R.R.; Kim, H.; Ilyas, S.; Khosa, M.K.; Yameen, B. Leaching of exhausted LNCM cathode batteries in ascorbic acid lixiviant: A green recycling approach, reaction kinetics and process mechanism. J. Chem. Technol. Biotechnol. 2020, 95, 2286–2294. [Google Scholar] [CrossRef]
- Biswal, A.; Tripathy, B.C.; Sanjay, K.; Subbaiah, T.; Minakshi, M. Electrolytic manganese dioxide (EMD): A perspective on worldwide production, reserves and its role in electrochemistry. RSC Adv. 2015, 5, 58255–58283. [Google Scholar] [CrossRef]
- Zhang, W.; Cheng, C. Manganese metallurgy review. Part I: Leaching of ores/secondary materials and recovery of electrolytic/chemical manganese dioxide. Hydrometallurgy 2007, 89, 137–159. [Google Scholar] [CrossRef]
- Biswal, A.; Dash, B.; Tripathy, B.C.; Subbaiah, T.; Shin, S.M.; Sanjay, K.; Mishra, B.K. Influence of alternative alkali reagents on Fe removal during recovery of Mn as Electrolytic Manganese Dioxide (EMD) from Mn sludge. Hydrometallurgy 2013, 140, 151–162. [Google Scholar] [CrossRef]
- Zhu, L.; Bao, C.; Xie, L.; Yang, X.; Cao, X. Review of synthesis and structural optimization of LiNi1/3Co1/3Mn1/3O2 cathode materials for lithium-ion batteries applications. J. Alloys Compd. 2020, 831, 154864. [Google Scholar] [CrossRef]
- Chow, N. Manganese ore for lithium batteries. Met. Powder Rep. 2012, 67, 34–36. [Google Scholar] [CrossRef]
- Biswal, A.; Sanjay, K.; Ghosh, M.K.; Subbaiah, T.; Mishra, B.K. Preparation and characterization of EMD from manganese cake—A byproduct of manganese nodule processing. Hydrometallurgy 2011, 110, 44–49. [Google Scholar] [CrossRef]
- Taucher, W.; Kordesch, K. Alkaline manganese dioxide-Zinc batterdes primary and rechargeable cells with and without mercury. Stud. Environ. Sci. 1994, 59, 163–202. [Google Scholar] [CrossRef]
- Ghosh, S.; Mohanty, S.; Akcil, A.; Sukla, L.B.; Das, A.P. A greener approach for resource recycling: Manganese bioleaching. Chemosphere 2016, 154, 628–639. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Borra, C.R.; Guo, M.; Blanpain, B.; Van Gerven, T. Hydrometallurgical recycling of NdFeB magnets: Complete leaching, iron removal and electrolysis. J. Rare Earths 2017, 35, 574–584. [Google Scholar] [CrossRef]
- Rodrigues, S.; Munichandraiah, N.; Shukla, A.K. A cyclic voltammetric study of the kinetics and mechanism of electrodeposition of manganese dioxide. J. Appl. Electrochem. 1998, 28, 1235–1241. [Google Scholar] [CrossRef]
- Harris, M.; Meyer, D.M.; Auerswald, K. The production of electrolytic manganese in South Africa. S. African Inst. Min. Metall. 1977, 77, 137–142. [Google Scholar]
- Banerjee, T.; Chakrabarti, H.K.; Kar, B.C.; Dhananjayan, N. Electrolytic Manganese & Manganese Dioxide from Low-grade Indian Ores. Indian Min. J. 1957, 69–75. [Google Scholar]
- de Araujo, J.A.M.; de Castro, M.M.R.; Lins, V.F.C. Reuse of furnace fines of ferro alloy in the electrolytic manganese production. Hydrometallurgy 2006, 84, 204–210. [Google Scholar] [CrossRef]
- Matricardi, L.R. Disposal of ferromanganese furnace fume. In Proceedings of the Electric Furnace Conference, Houston, TX, USA, 9–12 December 1975; pp. 73–75. [Google Scholar]
- Lee, Y.E.; Kozak, D.S. The role of zinc in the eruption of high carbon FeMn smelting furnace. In Proceedings of the Electric Furnace Conference, Washington, DC, USA, 7–10 November 1993; pp. 145–150. [Google Scholar]
- Nkosi, S.; Steenkamp, J.D.; Groot, D.R.; Gous, J.P. Hydrometallurgical process for the recovery of manganese from pelletized silicomanganese submerged arc furnace dust. In Proceedings of the Fray International Symposium, Cancun, Mexico, 4–7 December 2011; pp. 309–320. [Google Scholar]
- Hamano, T.; Zhang, G.; Brown, P.; Ostrovski, O. Manganese furnace dust: Drying and reduction of zinc oxide by tar. ISIJ Int. 2008, 48, 906–911. [Google Scholar] [CrossRef]
- Shen, R.; Zhang, G.; Dell’Amico, M.; Brown, P.; Ostrovski, O. A feasibility study of recycling of manganese furnace dust. In Proceedings of the XI International Conference on Innovations in the Ferro Alloy Industry, Infacon XI, Maharashtra, India, 18–21 February 2007; pp. 507–519. [Google Scholar]
- Trifoni, M.; Toro, L.; Vegliò, F. Reductive leaching of manganiferous ores by glucose and H2SO4: Effect of alcohols. Hydrometallurgy 2001, 59, 1–14. [Google Scholar] [CrossRef]
- Furlani, G.; Pagnanelli, F.; Toro, L. Reductive acid leaching of manganese dioxide with glucose: Identification of oxidation derivatives of glucose. Hydrometallurgy 2006, 81, 234–240. [Google Scholar] [CrossRef]
- Adrover, A.; Velardo, A.; Giona, M.; Cerbelli, S.; Pagnanelli, F.; Toro, L. Structural modelling for the dissolution of non-porous ores: Dissolution with sporulation. Chem. Eng. J. 2004, 99, 89–104. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Temperature (°C) | Time (min) | Acid Concentration (%) | Dextrin Amount (wt.% of dust) | Solid: Liquid Ratio (wt./vol) |
|---|---|---|---|---|---|
| Range | 30–90 | 15–240 | 8–24 | 2–10 | 1:5 (fixed) |
| Mn | Fe(total) | Al2O3 | CaO | MgO | SiO2 | |
|---|---|---|---|---|---|---|
| wt.% | 42.7 | 3.40 | 4.20 | 2.85 | 3.60 | 9.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Önal, M.A.R.; Panda, L.; Kopparthi, P.; Singh, V.; Venkatesan, P.; Borra, C.R. Hydrometallurgical Production of Electrolytic Manganese Dioxide (EMD) from Furnace Fines. Minerals 2021, 11, 712. https://doi.org/10.3390/min11070712
Önal MAR, Panda L, Kopparthi P, Singh V, Venkatesan P, Borra CR. Hydrometallurgical Production of Electrolytic Manganese Dioxide (EMD) from Furnace Fines. Minerals. 2021; 11(7):712. https://doi.org/10.3390/min11070712
Chicago/Turabian StyleÖnal, Mehmet Ali Recai, Lopamudra Panda, Prasad Kopparthi, Veerendra Singh, Prakash Venkatesan, and Chenna Rao Borra. 2021. "Hydrometallurgical Production of Electrolytic Manganese Dioxide (EMD) from Furnace Fines" Minerals 11, no. 7: 712. https://doi.org/10.3390/min11070712