
Environmental Analysis, Monitoring, and Process Control Strategy for Reduction of Greenhouse Gaseous Emissions in Thermochemical Reactions


1
Chemical Engineering Department, University of Saskatchewan, Management Area 3B48, 57 Campus Dr, Saskatoon, SK S7N 5A9, Canada
2
Centre for Technology in Water and Wastewater (CTWW), School of Civil and Environmental Engineering, Faculty of Engineering and IT, University of Technology Sydney, Ultimo, NSW 2007, Australia
*
Authors to whom correspondence should be addressed.
Atmosphere 2023, 14(4), 655; https://doi.org/10.3390/atmos14040655
Submission received: 27 February 2023
/
Revised: 24 March 2023
/
Accepted: 29 March 2023
/
Published: 31 March 2023
(This article belongs to the Special Issue Greenhouse Gas Emission: Sources, Monitoring and Control)
Abstract
:This review paper illustrates the recommended monitoring technologies for the detection of various greenhouse gaseous emissions for solid waste thermochemical reactions, including incineration, pyrolysis, and gasification. The illustrated gas analyzers are based on the absorption principle, which continuously measures the physicochemical properties of gaseous mixtures, including oxygen, carbon dioxide, carbon monoxide, hydrogen, and methane, during thermochemical reactions. This paper illustrates the recommended gas analyzers and process control tools for different thermochemical reactions and aims to recommend equipment to increase the sensitivity, linearity, and dynamics of various thermochemical reactions. The equipment achieves new levels of on-location, real-time analytical capability using FTIR analysis. The environmental assessment study includes inventory analysis, impact analysis, and sensitivity analysis to compare the mentioned solid waste chemical recycling methods in terms of greenhouse gaseous emissions, thermal efficiency, electrical efficiency, and sensitivity analysis. The environmental impact assessment compares each technology in terms of greenhouse gaseous emissions, including CO2, NOx, NH3, N2O, CO, CH4, heat, and electricity generation. The conducted environmental assessment compares the mentioned technologies through 15 different emission-related impact categories, including climate change impact, ecosystem quality, and resource depletion. The continuously monitored process streams assure the online monitoring of gaseous products of thermochemical processes that enhance the quality of the end products and reduce undesired products, such as tar and char. This state-of-the-art monitoring and process control framework provides recommended analytical equipment and monitoring tools for different thermochemical reactions to optimize process parameters and reduce greenhouse gaseous emissions and undesired products.
1. Introduction
Monitoring equipment is used in research and development when the environmental footprint and emissions calculations make a significant impact on the process plant design, plant sizing, cost structure, and future marketing of the process technology [1]. Life cycle assessment strategies evaluate the environmental impact of greenhouse gaseous (GHG) emissions and ensure that the proposed process design complies with the environmental emission standards and regulations set by environmental agencies [2]. Life cycle assessment (LCA) also provides designers, environmental agencies, and engineers with options that are used in decision-making in different parts of the project, including the preliminary design, construction, or execution of chemical plants. LCA strategies are used in businesses to optimize spending and comply with environmental regulations, as well as to compare alternative technologies in terms of spending and the carbon footprint of different process routes [3,4,5].
Thermochemical processes convert solid and plastic waste deposits, recover thermal energy, and generate electricity, as well as reduce environmental and health impacts [6,7]. This study assesses the different thermochemical processes over 15 different environmental indicators and techno-economic key performance indicators (KPI). This paper also provides a methodology for assessing the environmental impact of various thermochemical reactors for different chemical reactions and the selective comparison of environmental burdens. The environmental assessment considers greenhouse gaseous emissions as a comparative parameter for different thermochemical processes [8]. This paper also illustrates the methodology for assessing the environmental impact of greenhouse gaseous emissions for different scenarios of the previously mentioned thermochemical processes [9,10,11]. The assessed environmental impact focuses on the emissions of greenhouse gaseous products from various thermochemical reactions as a comparative parameter between the mentioned chemical reactions.
This paper provides a systematic framework to quantitively analyze the expected greenhouse gaseous emissions from various thermochemical reactions and the optimal temperature profiles to reduce them. Biomass-based production produces lower greenhouse gaseous emissions compared to solid and plastic waste thermochemical reactions [12,13,14].
The uncertainty of greenhouse gaseous emissions (GHG) is assessed using Monte Carlo simulation (MCS) and parameter estimation techniques. Treating a coefficient (i.e., the GHG emission factor) as a variable yields a higher uncertainty of greenhouse gaseous emissions compared to considering it as a coefficient constant. The parametric estimation techniques improve thermochemical processes and eliminate undesired products. The non-parametric bootstrap method improves reaction kinetics and eliminates greenhouse gaseous emissions. In case the estimated probability density function (PDF) is inaccurate, the non-parametric bootstrap method is used to assess the undesired products, including greenhouse gaseous emissions [13,15,16,17,18].
Using conservative assumptions (25% conversion and high energy separation), process optimization can reduce greenhouse gaseous emissions, causing emission reduction by as much as 94% [10,19,20,21,22,23,24]. The constraints on the fraction of chemicals, such as CO2, methane, NOx, and other gaseous emissions, from thermochemical reactions are the main contributors to global climate change. Carbon dioxide is considered the greenhouse gas with the highest contribution to global climate change [21,24,25].
To maintain an effective thermochemical reaction, it is vital to control and monitor all the dynamics in real time to evaluate the performance of the thermochemical conversion, as well as to reduce tar and char during the process [23,24]. The monitoring and process controlling equipment is used to monitor the dynamics of the chemical process and provide instantaneous feedback to increase the hydrocarbon yield and eliminate tar emissions [26,27,28,29].
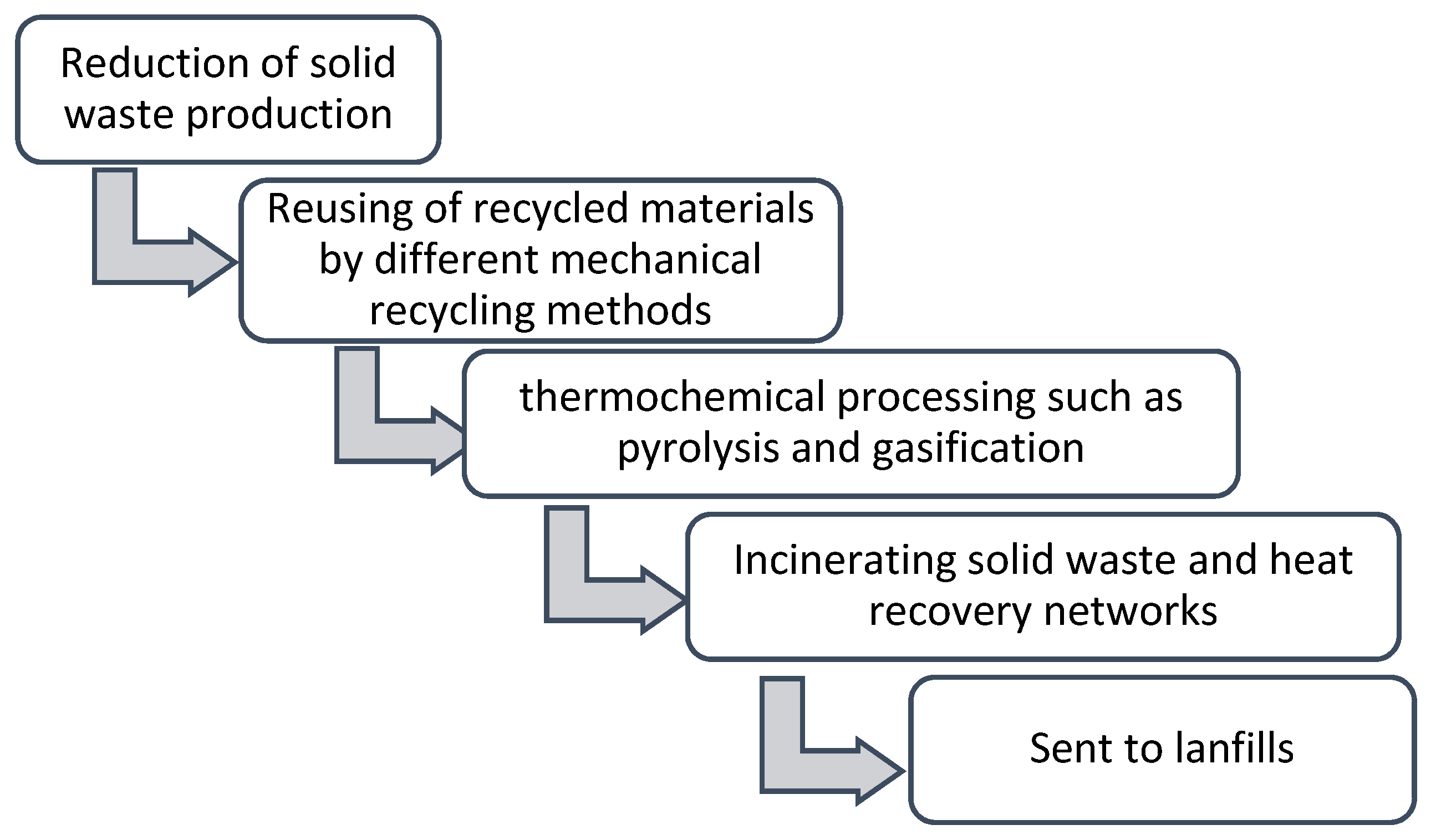
Landfilling is responsible for the release of high quantities of methane gas generated from large quantities of biomaterials in the landfill. Countries such as Sweden impose a landfill tax to reduce landfilling activities, causing the elimination of such activities in 2005. Landfill gas consists of carbon monoxide and methane, which manifest a significant increase in acidification potential (i.e., the release of SO2) and global warming potentials (i.e., the release of CO2) [30,31]. Small countries with limited land space and dense populations have relied on chemical recycling activities as the preferred waste management strategy [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20]. Thermochemical processes, such as pyrolysis and gasification, exhibit a lower carbon footprint, accessed by global warming potential and human toxicity measurement potential, as shown below in Figure 1 [32,33,34,35]:
As seen in Figure 1, different strategies that eliminate or reduce municipal solid waste (MSW) are given priority. This includes designing durable manufacturing materials that help prevent the generation of solid waste. These strategies also encompass different waste control strategies in industrial activities and limiting the use of plastics, paper, and composts, as well as implementing internal recycling activities at manufacturing sites [37,38,39]. The second strategy includes reusing materials through recycling activities, including mechanical recycling and the extraction of the raw material for reuse using various mechanical processes, including extrusion, crushing, and pressing into raw materials to be used in new products. The third strategy includes thermochemical reactions, such as pyrolysis and gasification, which recycle solid and plastic waste into hydrocarbon products for energy generation [9,11,19,40]. Municipal solid waste landfilling is not recommended as a first waste management strategy due to its inherent high methane release, possible pollution of the soil, and effects on habitat life [41,42]. Landfilling is discouraged due to high land space requirements, soil erosion, and high operational and maintenance costs.
The development of sustainable and clean energy technologies reduces reliance on fossil fuels and decreases greenhouse gaseous emissions, which also aids in solid waste elimination and the generation of alternative fuels, including syngas and pyrolytic oil, and avoids incineration and landfilling activities [43,44]. The most practiced waste management strategy in North America is landfilling, and more than 50% of unprocessed solid waste is sent to landfills [6,37]. Pyrolysis and gasification provide higher energy production and help in the reduction of incineration and landfilling practices, as well as reduce the gas release of toxins, such as dioxins, NOx, and CO emissions. They also provide higher electricity generation and support the production of gaseous and liquid hydrocarbon fuels [45]. Incineration provides the highest solid waste volume reduction, 90%, as well as high thermal energy recovery from waste. Incineration produces heat energy and electrical energy in the range of 600 to 700 KWh of electricity per ton of solid waste. Solid waste tar or ash can be converted to syngas, which includes CO2 in the range of 12% to 15% [37,46]. Incinerators utilize the heat generated from the combustion of solid waste using heat recovery networks for steam generation [37,38]. Incineration is not recommended due to the high carbon dioxide generation of around 1.1 tons of carbon dioxide per ton of incinerated solid waste, as well as more than 390 g of SO2, 1790 g of CO, and more than 850 g of NO2, but which could generate more than 0.95 MWh of power under optimal incineration and the full combustion of solid waste [38,39].
Fast pyrolysis is a comparable technology to solid waste gasification due to its very high temperatures and fast residence time. Table 1 shows the product composition obtained from fast pyrolysis and gasification. It is recommended to use fast pyrolysis for the production of oil, syngas, or electricity.
Municipal solid waste thermal treatment methods depend on operational factors such as thermal efficiency, economic benefits, and environmental emissions. In the process of gasification, most syngas produced contains highly toxic and corrosive species, thus requiring syngas cleaning before combustion [37,38]. The key performance indicators are used to evaluate the expected final products and gaseous effluents emitted into the atmosphere. Syngas per ton of solid waste varies from 0.8 to 1.1 nm3/kg, depending on the chemical composition. As seen below in Table 2 and Table 3, to achieve higher absorption efficiency, multiple scrubbing beds in series might be required for SO2, NO2, and HCl to increase pollutant removal efficiency [47]. In Table 3, the environmental emissions from pyrolysis and gasification systems are illustrated. It can be noted that pyrolysis shows the lowest NO2 and CO emissions in comparison with gasification, as shown in Table 4. Moreover, the pretreatment of MSW to RDF in gasification reactions reduces SO2, CO, HF, and dust emissions, as shown.
The thermal efficiencies of gasifiers and pyrolyzers for solid waste reactors are calculated using the following equations [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15]
Incineration and Landfilling Industrial Stages
The most common practices of chemical recycling include incineration and landfilling in most countries that have a limited landscape or difficult free land accessibility, such as Japan, along with several European countries, including Germany and Finland, where incineration is used for district heating in which more than half of all solid waste is sent to incinerators [6,48]. Landfilling yields high methane release and long environmental impact compared to other thermochemical processes, as well as the highest release of methane, which is a greenhouse gas contributor released by the thermal decomposition of biomaterials by an anaerobic digestion process. Landfilling causes ground pollution from leachates, while incineration causes the release of CO2, in which 75% of waste is converted into ashes, metals, and unburned combustibles [49,50]. Ash from incineration can be avoided by maintaining constant temperature profiles, MSW pretreatments, and stoichiometric oxygen flow rates. Below are listed the expected final products from incinerated municipal solid waste, as shown in Table 5 [42,45,51]:
In solid waste incinerators, only thermal energy is produced, which is utilized in steam production [49,50]. On the other hand, landfilling technologies include open dumps, conventional landfills, and landfill sites equipped with energy recovery, bioreactor systems, semi-anaerobic reactors, as well as flushing bioreactor landfills [1,2,3,4,5,6,7,8,9,10]. Landfilling relies on methane gas capture through the anaerobic digestion of biowaste for electricity production. Most landfills and incinerators maintain the following process stages [49]:
- Processing of municipal solid waste.
- The collection system of unprocessed deposits, such as metals, wood, polymers, and organic materials, using magnetic separators.
- High-temperature incinerators with excess oxygen supply.
- Ash removal system and separators.
- Steam and electricity generation.
- Ash disposal systems.
In landfill sites, leachate and biogas are extracted by methane generation in underground anaerobic digestors. Emission control and energy recovery from hydrocarbon gaseous release are also included. As shown below in Table 6, NO2, dioxins, and carbon dioxide emissions are much higher for incineration in comparison with landfilling. Moreover, incineration emits 66% more CO2 than landfilling, making it environmentally unviable.
2. Environmental Assessment of Greenhouse Gas Emissions from Thermochemical Reactions
Several approaches exist for measuring greenhouse gaseous emissions, mainly CO, CO2, N2O, and CH4, from thermochemical reactors. Important factors to determine the quality of the flux measurements from thermochemical reactors are the collected gaseous samples for these reactors [21,22,25]. Thermochemical reactions, such as pyrolysis and gasification, burn biomass or solid waste, with insufficient oxygen supply under stoichiometric conditions to produce combustible gaseous products, referred to as syngas. These thermochemical processes are recommended due to the reduced release of toxins, as well CO and methane, compared to those released from the combustion process. In gasifiers, the air-to-fuel ratio varies between 5:1 and 8:1, while the required ratio for combustion is 3:1 [4,21,22,52] There are several methods for controlling and reducing greenhouse gaseous emissions from thermochemical reactions, including increasing energy efficiency, the switching of fuel, heat integration, and the use of more efficient methods, such as heat exchanger networks and the catalytic conversion of NOx and CO emissions [4,52,53].
The controlled variables are variables that remain constant throughout the reaction, ensuring accurate temperature profiles. Controlled variables are kept constant, so they do not influence the reaction outcomes. Controlled variables could be the agitation rate, feedstock rate, nitrogen supply rate, and reflux ratio [54]. The manipulated variables are variables that are controlled, and this change is based on feedback signals, such as thermal plasma or inductive heater current, product withdrawal flow rate, and cooling water flowrate [46,55,56,57].
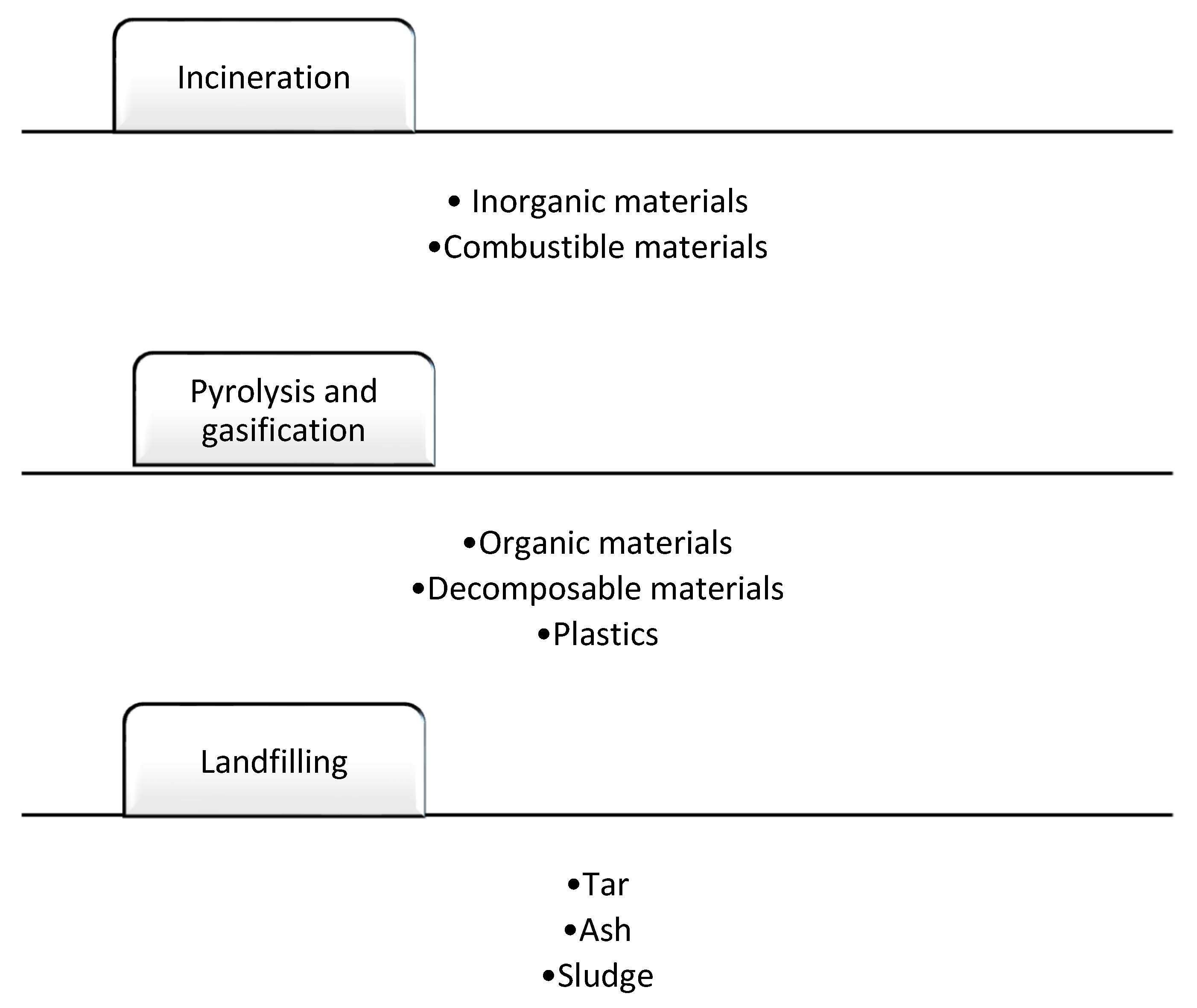
The collected solid waste may contain several components such as organic and decomposable materials that might require separation before the combustion process. Organic and decomposable materials are recommended to be sent to pyrolyzers and gasifiers. Unprocessed products from rectors, such as tar, ash, and char, are sent to landfills, as shown below in Figure 2 [49]:
As seen in Figure 2, organic materials are suitable for pyrolyzers or gasifiers due to their easy conversion and thermal cracking. Incinerators require the separation of incombustible to avoid heat loss and the formation of agglomerates. Landfilling as the last recycling strategy is recommended for slag, unprocessed waste, and other materials that cannot be processed in chemical recycling processes [58]. According to EU regulations, a reduction of 65% is required in landfilling facilities [55,56,59]. In a standard landfilling chemical plant, the following process stages are required [60]:
- Municipal solid waste processing.
- A gas separation and processing unit.
- An environmental control and monitoring unit.
- A gas and steam combustion unit.
- A steam generation unit.
- A waste to energy process system.
- A heat integration unit.
The thermochemical processes have limiting factors, such as high thermal energy consumption, high environmental impact, and low thermal efficiency, as well as the release of greenhouse gas emissions [49]. Optimal boiler conditions and turbine efficiency are required for high-energy generation. Incineration is the full combustion of heterogenous combustible matter, in excess oxygen, of organic and inorganic matter, including minerals with the highest allowable water vapor content of 35 wt.% and an optimal moisture content of around 15 wt.%. Below are the main process stages in incinerators:
Drying and degassing stage: This stage prepares municipal solid waste with optimal moisture content and surface area to ensure optimum heat transfer and low water content, which helps improve energy efficiency. This stage reduces also the PSD (particle size diameter) of MSW feedstock, which aids in heat transfer and helps avoid agglomeration and slug formation.
Incinerator stage: A thermal cracking process of MSW, in excess oxygen, releasing thermal energy at 800 °C to 1000 °C [42,51]. The solid waste volume is massively reduced, and the volume of undesired products, including tar and char content, is minimized. Incinerators usually contain several heat zones and two air supply sources to ensure the complete combustion of combustible solid waste materials. The released combustible gas contains dioxins, furans, nitrogen oxides, carbon monoxide, and oxygen in controllable levels, depending on the municipal solid waste mass composition. Excess oxygen is supplied to ensure a complete combustion process, based on stoichiometric calculations. Incinerators adapt different grate designs and heat transfer surface areas, depending on the MSW feedstock and the heat exchanging network (HEN).
Flue gas scrubbers: This stage focuses on the removal of slug, as well as unprocessed waste and heavy metal contaminants, during the incineration process to ensure that the incinerator complies with environmental standards before releasing flue gas into the atmosphere.
Boiler and steam generation stage: Combustible gases, including syngas and light hydrocarbon gases, are burnt using a gas and steam turbine to optimize steam and electricity generation. The steam is generated in a heat recovery network using flue gas and a steam generation cycle.
The incineration quality is determined by the degree of complete combustion, which could be measured by the mass percentage of CO, CO2, and NOx, since complete combustion requires negligible carbon monoxide levels below 5 ppm [49]. The residence time of solid waste incinerators is from several minutes to one hour, based on the mass composition of the solid waste feedstock and the process temperatures used [36]. Incinerators ensure minimum combustion temperatures and minimum residence time to ensure full combustion in the primary and secondary air zones, including excess oxygen supply [49].
Boilers integrated in incinerators could have different designs including vertical or horizontal setups with different oxygen levels [36]. A typical incinerator steam generation network is divided into a superheater, an economizer, and an evaporator. Pyrolysis requires inert conditions provided by a nitrogen or argon gas supply at elevated temperatures, as shown in Table 1. Thus, the following equation illustrates the thermal cracking and energy generation process of incinerators [36]:
CnHm + heat ⟶ bCO2 + cCO + fossil fuel oil + tar + dH2O
3. Recommended Monitoring and Process Control Techniques for Thermochemical Reactions
For the provision of continuous data from measurement analyzers and sensors, intelligent control systems and optimization are required in the field of thermochemical processes to reduce operating costs and increase overall process efficiency [61,62,63,64]. Numerical process modeling, based on theoretical principles, and process validation with relevant parameters provides continuous monitoring of greenhouse gaseous emissions, which offers continuous feedback to process control systems and adjusts thermal control equipment, thus improving overall process efficiency and reducing the production of tar and char [65,66,67,68,69]. The adjustment of reactor systems requires operational experience and continuous measurement of process parameters [70,71,72].
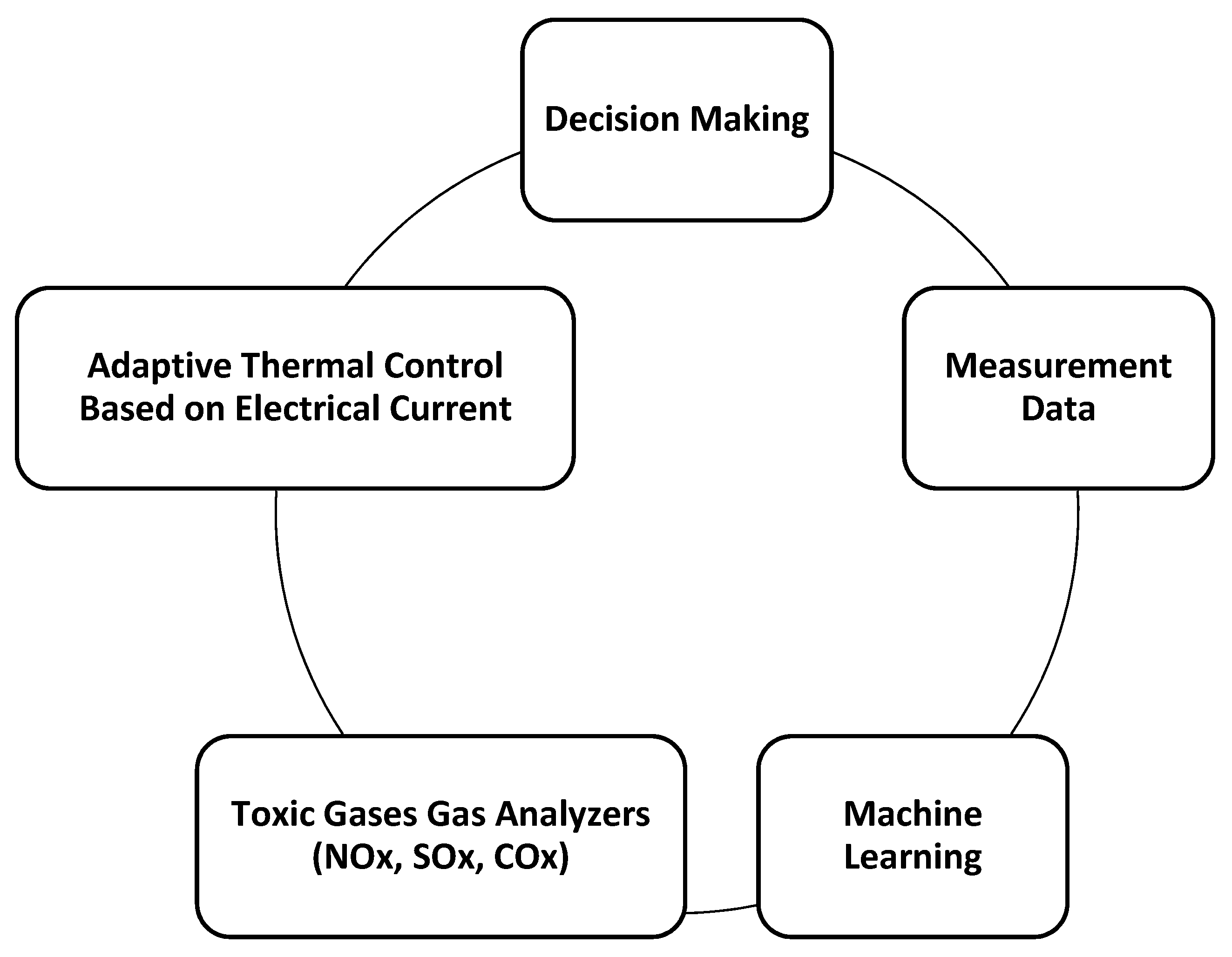
The combination of the data-driven approach with the physical principles of thermochemical processes could be the solution for better understanding and control of thermochemical process systems. An expected flow diagram of an AI-based hybrid control system that includes the measurement of process data, data processing, and decision making, as well as machine learning (ML) algorithms with metrics for the automation and evaluation of the process parameters and the measurement of greenhouse gaseous emissions during thermochemical reactions, is shown below in Figure 3:
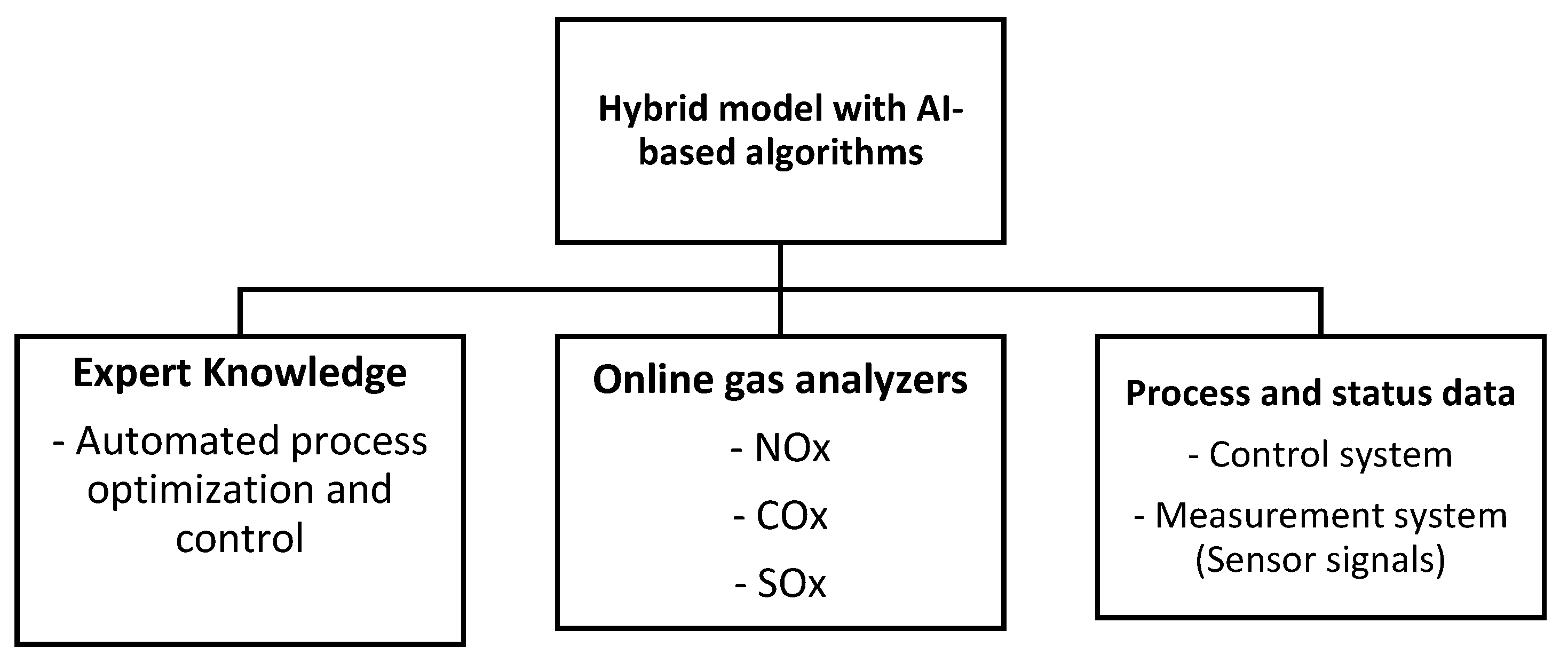
The monitoring and process control measurement algorithms enable robust and accurate predictions for optimal process control and gas monitoring techniques, enabling online and robust predictions for the control of the thermal source during thermochemical reactions for optimal process control, as shown below in Figure 4 [76,77,78]:
For the measurement of hydrogen during thermochemical processes, hydrogen gas analyzers, such as the Yokogawa gas density hydrogen analyzer, measure the purity and mass concentration of hydrogen in real time, as well as moisture content, without the need for water removal [48,64,79,80]. Common gas analyzers can also monitor O2 concentration to determine whether the reactor is gas-tight and suitable for pyrolysis reactions. Additionally, common gas analyzers can measure CO, H2S, methane, ammonia, and other gaseous emissions in real time during the thermochemical process.
A common strategy in the control of thermochemical processes includes lowering the air/oxygen-to-fuel ratio of the process, which ensures gasification and prevents solid waste combustion, thus preventing the generation of greenhouse gaseous emissions [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20]. The critical parameter in the process is the air-to-fuel mass ratio, which ensures the gasification reaction occurs and prevents the combustion process. Improving the process control over the gasifiers and the process optimization tools also prevents the generation of greenhouse gaseous emissions during the thermochemical process [81,82,83,84,85].
Process monitoring tools such as multivariable process analyzers used for fault detection and online diagnosis of greenhouse gaseous emissions also ensure process safety, process reliability, high production rates, and high product yields, with fewer undesired products. Multivariable statistical process controls and monitoring analyzers are used for continuous fault diagnosis in chemical reactors. The monitoring and process control of chemical reactors aim to improve process selectivity, minimize raw material consumption, improve the quality of the final products, and reduce greenhouse gaseous emissions and undesired products [10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30]. Process control and monitoring tools are also used in the optimization of separation techniques for determining the composition of mixtures and process constraints that affect the product yield.
Through effective process control, the reduction of greenhouse gaseous emissions includes control over energy efficiency, fuel switching, and the efficient use of recycled materials. The implementation of effective process monitoring, and control strategies can control carbon emissions at various process levels to formulate necessary strategies to manage the emissions of greenhouse gases and undesired products. The process control loops will control pressure and temperature and maintain the concentration and safety of process parameters, preventing runaway reactions during thermochemical processes. Controlling process parameters, such as heat release, operating temperatures, and chemical concentrations, reduces greenhouse gaseous emissions and eliminates the production of tar and char.
The reaction temperature is a controlled variable that controls the reaction rate, side reactions, and the distribution of the final products. The reaction temperature is detected using sensors, and the flow of cooling fluid is controlled using monitoring and flow controllers that control the process parameters. For the control of batch reactors, the superior performance of advanced control techniques is recommended over PID control systems. Moreover, model predictive control (MPC) is the recommended control strategy that predicts future process outputs and the optimization of process parameters through controlling input and output process constraints. The tuning method includes controlling the weighting parameters, prediction, and control strategies, and tuning the process parameters to handle constraints and achieve plant stabilization.
4. Discussion
This work presents recommended monitoring and gas analysis tools to continuously monitor greenhouse gaseous emissions based on developed mathematical models that analyze the thermochemical reaction behavior in real time and thus provide feedback to the thermal control system, reducing greenhouse gaseous emissions by providing accurate thermal control. Online monitoring equipment can improve operational factors such as thermal efficiency through feedback control that limits the thermal source and thus saves thermal energy and improves energy management of thermochemical reactors. Greater thermal control, with the help of online monitoring equipment, helps improve the reaction kinetics of thermochemical reactions such as pyrolysis and gasification, which are highly dependent on thermal control. Recommended control strategies for thermochemical reactors include the implementation of advanced control techniques such as PID controllers and model predictive control (MPC), which improve temperature profiles and eliminate undesired products, as well as greenhouse gaseous emissions.
In terms of real-time gas analysis, for hydrogen gas, Yokogawa hydrogen gas analyzers are recommended to monitor gasification reactions. The oxygen level is a critical parameter in pyrolysis and gasification, since it determines the composition of the final products. In pyrolysis, hydrogen sulfide and carbon monoxide gas analyzers are required during pyrolysis as a safety measurement, and they provide personnel with an adequate warning of hazardous exposure, as a safety precaution.
The procedure for adaptive thermal control to eliminate emissions during thermochemical reactions starts with decision making, following by measurement data and machine learning techniques to provide feedback control to thermal control systems. Toxic gas analyzers, sensitive to NOx, SOx and Cox, are used to provide online feedback control signals to adaptive thermal control systems to improve thermal performance and eliminate the production of tar and greenhouse gases. Online gas analyzers are also useful tools for maintaining the air-to-fuel ratio, as well as the oxygen mass ratio, during thermochemical reactions. In gasifiers, the air-to-fuel ratio varies between 5:1 and 8:1, while the required ratio for combustion is achieved using feedback control signals and oxygen gas analyzers during gasification reactions.
For the measurement of hydrogen during thermochemical processes, hydrogen gas analyzers, such as the Yokogawa gas density hydrogen analyzer, measure the purity and mass concentration of hydrogen, as well as moisture content, in real time, without the need for water removal [48,64,79,80]. Common gas analyzers can also monitor O2 concentration to determine whether the reactor is gas-tight and suitable for pyrolysis reactions. Additionally, common gas analyzers can measure CO, H2S, methane, ammonia, and other gaseous emissions in real time during the thermochemical process.
A common strategy in the process control of thermochemical processes includes lowering the air/oxygen-to-fuel ratio of the process, ensuring gasification and averting solid waste combustion, thus preventing the generation of greenhouse gaseous emissions [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20]. The critical parameter in the process is the air-to-fuel mass ratio, which ensures that the gasification reaction occurs and prevents the combustion process. Improving process control over the gasifiers and process optimization tools also prevents the generation of greenhouse gaseous emissions during the thermochemical process [81,82,83,84,85].
Process monitoring tools such as multivariable process analyzers used for fault detection and online diagnosis of greenhouse gaseous emissions also ensure process safety, process reliability, high production rates, and high product yields, with fewer undesired products. Multivariable statistical process control and monitoring analyzers are used for continuous fault diagnosis in chemical reactors. The monitoring and process control of chemical reactors aim to improve process selectivity, minimize raw material consumption, improve the quality of the final products, and reduce greenhouse gaseous emissions and undesired products [10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30]. Process control and monitoring tools are also used in the optimization of separation techniques for determining the composition of mixtures and process constraints that affect the product yield.
Thus, the proposed control strategy aims to eliminate greenhouse gas emissions by providing real-time control in pyrolysis and gasification reactions [68,86]. The reaction kinetics of the thermochemical process mainly depends on the process temperature. The kinetic reaction and gaseous emissions are incorporated into numerical models to describe the thermochemical conversion behavior and provide feedback control of the thermochemical process to reduce greenhouse gaseous emissions and increase the quality and conversion yield of hydrocarbon liquid and gaseous products.
There are more than 100 process parameters in the thermochemical process, yet only a few can be controlled by operators. Process analyzers, such as gas analyzers, improve process reliability and provide optimal conditions for the thermochemical process. The main challenge for controlling thermochemical reactors relates to controlling energy conversion efficiency, energy losses during the thermochemical process, and thermo-mechanical stress. The optimization procedure is carried out by optimizing the receiver shape and dimensions, the mode of the reactant feed, and the particle morphology during the thermochemical process.
The four operational parameters, including operating temperature, air-to-nitrogen ratio, steam-to-feedstock ratio, and inlet gas velocity, are required to optimize and analyze the condition parameters for various thermochemical processes. Moreover, intelligent evaluation and optimization tools are important parameters in thermochemical reactors to reduce cost and increase process efficiency, as well as to eliminate greenhouse gaseous emissions. The reduction of greenhouse gaseous emissions could be improved by increasing the process efficiency, fuel switching, combining heat and power, and the heat integration of thermochemical processes. Process efficiency could also be improved by optimizing pyrolysis temperature and changing feedstock, which helps in reducing CH4 and N2O emissions. Introducing advanced thermal control systems, such as thermal plasma and conductive heaters, also contributes to the reduction of greenhouse gaseous emissions by achieving accurate temperature profiles and preventing the generation of tar and char.
The capture, monitoring, and process measurement of thermochemical processes with process data and the modeling of process parameters of thermochemical processes aid in decision making and achieving higher process control, improving the efficiency of energy generation. Thermochemical processes coupled with power-to-heat techniques, have shown better performance in comparison to latent heat storage technologies in terms of storage time dynamics and energy density. Improving the quality of gaseous products is achieved by increasing the efficiency of the pyrolysis reactor and providing continuous measurement and control over the thermal source to reduce greenhouse gaseous emissions.
Process control strategies are employed to control common process variables such as reactant flow, liquid pressure, and operating temperature of endothermic reactions. The four input process parameters are: input flow rate, utility flow rate, operating temperature, and pressure. Process parameters, such as feed composition and impurity level, also have a direct impact on the product yield. Other parameters that could be controlled are product and effluent flow rates and their operating pressures, temperature, and reactant chemical composition. Controllable process parameters, such as the operating temperature of the distillation towers, reactor temperature, and pressure, also have a direct impact on the process flow. The main components of the control system are the measuring element, the controller, and the final control element.
With an online process control that detects greenhouse gaseous emissions and process parameters of thermochemical processes, the feedback control system adjusts the thermal source and provides accurate temperature profiles that eliminate undesired products such as tar and char. For example, in incineration and gasification processes, the air-to-fuel ratio, as well as the stoichiometric parameters, have a direct impact on the product yield, as well as the chemical composition of the final products. Online monitoring and control techniques could provide online control over thermal sources such as thermal plasma, and inductive or electric heaters that control operating temperatures and reduce or eliminate tar and char generation.
Online monitoring techniques are used to monitor the chemical process in real time, with analytical instruments that enable real-time monitoring of reactions, as well as provide immediate data regarding critical process control parameters [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20]. The chemical reactors could be monitored with sensors that can accurately monitor process concentrations, phase separations, and chemical changes in process liquids. For automatic control systems, the measured parameters are transmitted to the process control system using analog or digital outputs via a 4–20 mA signal to control process constraints and maintain concentrations during the batch process. The feedback control system is responsible for the detection of unforeseeable disturbances and for controlling the manipulated variables to maintain the process limits. The control system consists of proportional action, whereas the controller signal is proportional to the process deviation from the setpoint. The online monitoring of process parameters, including on-stream measurements of process parameters that measure chemical composition in real time, is controlled via derivative and integral actions.
The environmental assessment of thermochemical reactions includes the measurement of air pollutants such as nitrogen oxides, sulfur dioxides, carbon and nitrogen monoxide, particulate matter, heavy metal concentrations, and carbon dioxide during thermochemical processes. Online monitoring tools that measure dioxins and furans can also determine the potential environmental consequences in thermochemical reactors. The online monitoring of thermochemical reactors includes online analytical instruments to monitor the mass ratio of hydrocarbon final products and carbon monoxide and carbon dioxide to evaluate the performance of the thermochemical process and measure the number of reactants and products in real-time to reveal the state of the chemical reactor, providing online measurements of reactor constraints, including operating temperature, operating pressure, reactor level, fluid density, and liquid viscosity.
Online monitoring techniques contribute to the improvement of product quality and consistency, as well as increase process efficiency and ensure safe operations by providing online monitoring parameters during the process. Optimal control of thermochemical reactors is considered a challenging task, since the manipulation of non-linear, asymmetric, and process uncertainties are needed to control process parameters. The optimization of process parameters ensures offset-free control performance, and process parameters satisfy the process constraints that are calculated based on multiple input constraints.
5. Conclusions
In conclusion, online monitoring technologies integrated with PID controllers play a vital role in achieving accurate temperature control, increasing product yield and reducing or eliminating undesired products, such as tar and char. The online gas analyzers provide feedback control to the thermal control system to increase or reduce the operating temperature during the thermochemical process. Online gas analyzers are also able to maintain the oxygen: fuel ratio in gasification, which plays a vital role and ensures oxygen levels are within the acceptable limits.
This approach ensures the reduction or elimination of greenhouse gaseous emissions and undesired productions and provides higher thermal control during the process, as well as online monitoring and measurement of the performance of the thermochemical process. Online monitoring techniques can provide continuous data for online gas analyzers and sensors, increasing both process control and thermal efficiency. Thermal plasma inductive heaters are controlled based on feedback control signals from online gas analyzers that provide feedback control and reduce or eliminate tar content in pyrolysis and gasification reactions. The integration of pyrolyzers and gasifiers into combined heat and power methods has also shown improvement in energy efficiency, achieving complete combustion reactions, and thus reducing greenhouse gaseous emissions. Moreover, the usage of pure feedstock, including biomass such as wood or sawdust, has achieved the elimination of greenhouse gaseous emissions and char and increased the product yield of hydrogen and syngas. New intelligent control methods, such as adaptive thermal control and decision making based on feedback control signals, are used to reduce or eliminate greenhouse gaseous emissions.
Author Contributions
Conceptualization, M.A.; methodology, M.A.; formal analysis, M.A.; investigation, M.A.; resources, M.A.; data curation, M.A.; writing—original draft preparation, M.A. and I.M.R.F.; writing—review and editing, M.A. and I.M.R.F.; supervision, I.M.R.F.; project administration, M.A. and I.M.R.F.; funding acquisition, I.M.R.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the University of Technology Sydney through Strategic Research Support funding with grant number 2200034.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No new data was created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| CHP | combined heat and power cycle |
| GWP | global warming potential |
| LHV | lower heating value MJ/nm3 |
| HTP | human toxicity potential |
| MSW | municipal solid waste |
| MSWM | municipal solid waste management |
| PSD | particle size diameter |
| RDF | refused derived fuel (i.e., treated MSW feedstock) |
| VOC | volatile organic compound |
| Nomenclature | |
| energy value (KJ/Kg) | |
| K | Kelvin |
| Mg/Rm3 | milligram per dry cubic meter of flue gas |
References
- Di Gianfilippo, M.; Costa, G.; Pantini, S.; Allegrini, E.; Lombardi, F.; Astrup, T.F. LCA of management strategies for RDF incineration and gasification bottom ash based on experimental leaching data. Waste Manag. 2016, 47, 285–298. [Google Scholar] [CrossRef]
- Jardine, C.; Hrudey, S.; Shortreed, J.; Craig, L.; Krewski, D.; Furgal, C.; McColl, S. Risk Management Frameworks for Human Health and Environmental Risks. J. Toxicol. Environ. Health B Crit. Rev. 2003, 6, 569–720. [Google Scholar] [CrossRef] [PubMed]
- Ćetković, J.; Lakić, S.; Živković, A.; Žarković, M.; Vujadinović, R. Economic analysis of measures for GHG emission reduction. Sustainability 2021, 13, 1712. [Google Scholar] [CrossRef]
- Lebreton, L.; Andrady, A. Future scenarios of global plastic waste generation and disposal. Palgrave Commun. 2019, 5, 6. [Google Scholar] [CrossRef]
- Sundarakannan, R.; Arumugaprabu, V.; Manikandan, V.; Vigneshwaran, S. Mechanical property analysis of biochar derived from cashew nut shell waste reinforced polymer matrix. Mater. Res. Express 2019, 6, 125349. [Google Scholar] [CrossRef]
- Yang, R.X.; Jan, K.; Chen, C.T.; Chen, W.T.; Wu, K.C.W. Thermochemical Conversion of Plastic Waste into Fuels, Chemicals, and Value-Added Materials: A Critical Review and Outlooks. ChemSusChem 2022, 15, e202200171. [Google Scholar] [CrossRef] [PubMed]
- Farulla, G.A.; Cellura, M.; Guarino, F.; Ferraro, M. A review of thermochemical energy storage systems for power grid support. Appl. Sci. 2020, 10, 3142. [Google Scholar] [CrossRef]
- Kane, S.; van Roijen, E.; Ryan, C.; Miller, S. Reducing the environmental impacts of plastics while increasing strength: Biochar fillers in biodegradable, recycled, and fossil-fuel derived plastics. Compos. Part C Open Access 2022, 8, 100253. [Google Scholar] [CrossRef]
- Hu, X.; Gholizadeh, M. Biomass pyrolysis: A review of the process development and challenges from initial researches up to the commercialisation stage. J. Energy Chem. 2019, 39, 109–143. [Google Scholar] [CrossRef]
- Ramanathan, A.; Begum, K.M.M.S.; Pereira, A.O.; Cohen, C. Pyrolysis of waste biomass: Toward sustainable development. In A Thermo-Economic Approach to Energy from Waste; Elsevier: Amsterdam, The Netherlands, 2022. [Google Scholar] [CrossRef]
- Huang, Y.F.; Chiueh, P.T.; Lo, S.L. A review on microwave pyrolysis of lignocellulosic biomass. Sustain. Environ. Res. 2016, 26, 103–109. [Google Scholar] [CrossRef]
- Sabogal, O.S.; Valin, S.; Thiery, S.; Salvador, S. Pyrolysis of solid waste and its components in a lab scale induction-heating reactor. Detritus 2021, 15, 107–112. [Google Scholar] [CrossRef]
- Xu, X.; Chen, R.; Pan, R.; Zhang, D. Pyrolysis Kinetics, Thermodynamics, and Volatiles of Representative Pine Wood with Thermogravimetry-Fourier Transform Infrared Analysis. Energy Fuels 2020, 34, 1859–1869. [Google Scholar] [CrossRef]
- Haeldermans, T.; Campion, L.; Kuppens, T.; Vanreppelen, K.; Cuypers, A.; Schreurs, S. A comparative techno-economic assessment of biochar production from different residue streams using conventional and microwave pyrolysis. Bioresour. Technol. 2020, 318, 124083. [Google Scholar] [CrossRef]
- Mandviwala, C.; Vilches, T.B.; Seemann, M.; Faust, R.; Thunman, H. Thermochemical conversion of polyethylene in a fluidized bed: Impact of transition metal-induced oxygen transport on product distribution. J. Anal. Appl. Pyrolysis 2022, 163, 105476. [Google Scholar] [CrossRef]
- Khodaei, H.; Gonzalez, L.; Chapela, S.; Porteiro, J.; Nikrityuk, P.; Olson, C. CFD-based coupled multiphase modeling of biochar production using a large-scale pyrolysis plant. Energy 2021, 217, 119325. [Google Scholar] [CrossRef]
- Zhang, Y.; Ji, G.; Ma, D.; Chen, C.; Wang, Y.; Wang, W.; Li, A. Exergy and energy analysis of pyrolysis of plastic wastes in rotary kiln with heat carrier. Process Saf. Environ. Prot. 2020, 142, 203–211. [Google Scholar] [CrossRef]
- Wijayanti, W.; Wijayanti, W.; Musyaroh; Sasongko, M.N.; Kusumastuti, R.S. Modelling analysis of pyrolysis process with thermal effects by using Comsol Multiphysics. Case Stud. Therm. Eng. 2021, 28, 101625. [Google Scholar] [CrossRef]
- Bach, Q.V.; Chen, W.H.; Eng, C.F.; Wang, C.W.; Liang, K.C.; Kuo, J.Y. Pyrolysis characteristics and non-isothermal torrefaction kinetics of industrial solid wastes. Fuel 2019, 251, 118–125. [Google Scholar] [CrossRef]
- Nam, N.H.; Anh, K.D.; Truc, L.G.T.; Ha, T.A.; Ha, V.T.T. Pyrolysis of cashew nut shell: A parametric study. Vietnam J. Chem. 2020, 58, 506–511. [Google Scholar] [CrossRef]
- Kirtania, K. Thermochemical conversion processes for waste biorefinery. In Waste Biorefinery: Potential and Perspectives; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X. The thermochemical conversion of biomass into biofuels. In Biomass, Biopolymer-Based Materials, and Bioenergy: Construction, Biomedical, and Other Industrial Applications; Woodhead Publishing: Sawston, UK, 2019. [Google Scholar] [CrossRef]
- Gao, N.; Kamran, K.; Quan, C.; Williams, P.T. Thermochemical conversion of sewage sludge: A critical review. Prog. Energy Combust. Sci. 2020, 79, 100843. [Google Scholar] [CrossRef]
- Kundu, K.; Chatterjee, A.; Bhattacharyya, T.; Roy, M.; Kaur, A. Thermochemical Conversion of Biomass to Bioenergy: A Review. In Prospects of Alternative Transportation Fuels; Energy, Environment, and Sustainability; Springer: Singapore, 2018. [Google Scholar] [CrossRef]
- Chiaramonti, D.; Prussi, M.; Buffi, M.; Casini, D.; Rizzo, A.M. Thermochemical Conversion of Microalgae: Challenges and Opportunities. Energy Procedia 2015, 75, 819–826. [Google Scholar] [CrossRef]
- Guragain, Y.N.; Vadlani, P.V. Renewable Biomass Utilization: A Way Forward to Establish Sustainable Chemical and Processing Industries. Clean Technol. 2021, 3, 243–259. [Google Scholar] [CrossRef]
- Nzeribe, B.N.; Crimi, M.; Thagard, S.M.; Holsen, T.M. Physico-Chemical Processes for the Treatment of Per- And Polyfluoroalkyl Substances (PFAS): A review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 866–915. [Google Scholar] [CrossRef]
- Wijakmatee, T.; Hemra, N.; Wongsakulphasatch, S.; Narataruksa, P.; Cheenkachorn, K.; Prapainainar, C. Process intensification of biodiesel production with integrated microscale reactor and separator. Chem. Eng. Process. Process Intensif. 2021, 164, 108422. [Google Scholar] [CrossRef]
- Baliban, R.C.; Elia, J.A.; Floudas, C.A. Optimization framework for the simultaneous process synthesis, heat and power integration of a thermochemical hybrid biomass, coal, and natural gas facility. Comput. Chem. Eng. 2011, 35, 1647–1690. [Google Scholar] [CrossRef]
- Ghimire, N.; Bakke, R.; Bergland, W.H. Liquefaction of lignocellulosic biomass for methane production: A review. Bioresour. Technol. 2021, 332, 125068. [Google Scholar] [CrossRef] [PubMed]
- Rabelo, S.C.; Carrere, H.; Maciel Filho, R.; Costa, A.C. Production of bioethanol, methane and heat from sugarcane bagasse in a biorefinery concept. Bioresour. Technol. 2011, 102, 7887–7895. [Google Scholar] [CrossRef]
- Qambrani, N.A.; Rahman, M.M.; Won, S.; Shim, S.; Ra, C. Biochar properties and eco-friendly applications for climate change mitigation, waste management, and wastewater treatment: A review. Renew. Sustain. Energy Rev. 2017, 79, 255–273. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. A novel approach in organic waste utilization through biochar addition in wood/polypropylene composites. Waste Manag. 2015, 38, 132–140. [Google Scholar] [CrossRef]
- Dalai, A.K.; Batta, N.; Eswaramoorthi, I.; Schoenau, G.J. Gasification of refuse derived fuel in a fixed bed reactor for syngas production. Waste Manag. 2009, 29, 252–258. [Google Scholar] [CrossRef]
- Anastasovski, A.; Rasković, P.; Guzović, Z. A review of heat integration approaches for organic rankine cycle with waste heat in production processes. Energy Convers. Manag. 2020, 221, 113175. [Google Scholar] [CrossRef]
- Gabbar, H.A.; Aboughaly, M.; Ayoub, N. Comparative study of MSW heat treatment processes and electricity generation. J. Energy Inst. 2018, 91, 481–488. [Google Scholar] [CrossRef]
- Moya, D.; Aldás, C.; Jaramillo, D.; Játiva, E.; Kaparaju, P. Waste-To-Energy Technologies: An opportunity of energy recovery from Municipal Solid Waste, using Quito-Ecuador as case study. Energy Procedia 2017, 134, 327–336. [Google Scholar] [CrossRef]
- Bishoge, O.K.; Huang, X.; Zhang, L.; Ma, H.; Danyo, C. The adaptation of waste-to-energy technologies: Towards the conversion of municipal solid waste into a renewable energy resource. Environ. Rev. 2019, 27, 435–446. [Google Scholar] [CrossRef]
- Lin, Y.; Ma, X.; Peng, X.; Yu, Z.; Fang, S.; Lin, Y.; Fan, Y. Combustion, pyrolysis and char CO2-gasification characteristics of hydrothermal carbonization solid fuel from municipal solid wastes. Fuel 2016, 181, 905–915. [Google Scholar] [CrossRef]
- Ronsse, F.; van Hecke, S.; Dickinson, D.; Prins, W. Production and characterization of slow pyrolysis biochar: Influence of feedstock type and pyrolysis conditions. GCB Bioenergy 2013, 5, 104–115. [Google Scholar] [CrossRef]
- Li, Q.; Faramarzi, A.; Zhang, S.; Wang, Y.; Hu, X.; Gholizadeh, M. Progress in catalytic pyrolysis of municipal solid waste. Energy Convers. Manag. 2020, 226, 113525. [Google Scholar] [CrossRef]
- EVenturini, E.; Vassura, I.; Passarini, F.; Bernardi, E.; Ciacci, L.; Ferroni, L. The environmental impact of a municipal solid waste incinerator: 15 years of monitoring. WIT Trans. Ecol. Environ. 2014, 180, 305–316. [Google Scholar] [CrossRef]
- Gutierrez-Gomez, A.C.; Gallego, A.G.; Palacios-Bereche, R.; de Campos Leite, J.T.; Neto, A.M. Energy recovery potential from Brazilian municipal solid waste via combustion process based on its thermochemical characterization. J. Clean. Prod. 2021, 293, 126145. [Google Scholar] [CrossRef]
- Abdoulmoumine, N.; Adhikari, S.; Kulkarni, A.; Chattanathan, S. A review on biomass gasification syngas cleanup. Appl. Energy 2015, 155, 294–307. [Google Scholar] [CrossRef]
- Bunsan, S.; Chen, W.Y.; Chen, H.W.; Chuang, Y.H.; Grisdanurak, N. Modeling the dioxin emission of a municipal solid waste incinerator using neural networks. Chemosphere 2013, 92, 258–264. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Burra, K.G.; Wang, Z.; Liu, X.; Kerdsuwan, S.; Gupta, A.K. Energy recovery from composite acetate polymer-biomass wastes via pyrolysis and CO2-assisted gasification. J. Energy Resour. Technol. Trans. ASME 2021, 143, 042305. [Google Scholar] [CrossRef]
- Shen, Y.; Zhao, R.; Wang, J.; Chen, X.; Ge, X.; Chen, M. Waste-to-energy: Dehalogenation of plastic-containing wastes. Waste Manag. 2016, 49, 287–303. [Google Scholar] [CrossRef]
- Gwenzi, W. Wastewater, waste, and water-based epidemiology (WWW-BE): A novel hypothesis and decision-support tool to unravel COVID-19 in low-income settings? Sci. Total Environ. 2022, 806, 150680. [Google Scholar] [CrossRef] [PubMed]
- Monni, S. From landfilling to waste incineration: Implications on GHG emissions of different actors. Int. J. Greenh. Gas Control 2012, 8, 82–89. [Google Scholar] [CrossRef]
- Cheng, Z.; Sun, Z.; Zhu, S.; Lou, Z.; Zhu, N.; Feng, L. The identification and health risk assessment of odor emissions from waste landfilling and composting. Sci. Total Environ. 2019, 649, 1038–1044. [Google Scholar] [CrossRef] [PubMed]
- Mao, Z.; Demirgian, J.C. Development of calibration standards for fourier transform infrared spectrometer in continuous monitoring of incinerator emissions. Waste Manag. 1995, 15, 233–241. [Google Scholar] [CrossRef]
- Tan, R.R.; Aviso, K.B.; Foo, D.C.Y. Carbon emissions pinch analysis of economic systems. J. Clean. Prod. 2018, 182, 863–871. [Google Scholar] [CrossRef]
- Priya, G.S.K.; Bandyopadhyay, S. Multiple objectives Pinch Analysis. Resour. Conserv. Recycl. 2017, 119, 128–141. [Google Scholar] [CrossRef]
- Pacheco-López, A.; Lechtenberg, F.; Somoza-Tornos, A.; Graells, M.; Espuña, A. Economic and Environmental Assessment of Plastic Waste Pyrolysis Products and Biofuels as Substitutes for Fossil-Based Fuels. Front. Energy Res. 2021, 9, 676233. [Google Scholar] [CrossRef]
- Gamisch, B.; Gaderer, M.; Dawoud, B. On the development of thermochemical hydrogen storage: An experimental study of the kinetics of the redox reactions under different operating conditions. Appl. Sci. 2021, 11, 1623. [Google Scholar] [CrossRef]
- Gabbar, H.A.; Aboughaly, M.; Damideh, V.; Hassen, I. RF-ICP thermal plasma for thermoplastic waste pyrolysis process with high conversion yield and tar elimination. Processes 2020, 8, 281. [Google Scholar] [CrossRef]
- Gupta, A.; Armatis, P.D.; Sabharwall, P.; Fronk, B.M.; Utgikar, V. Kinetics of Ca(OH)2 decomposition in pure Ca(OH)2 and Ca(OH)2-CaTiO3 composite pellets for application in thermochemical energy storage system. Chem. Eng. Sci. 2021, 246, 116986. [Google Scholar] [CrossRef]
- Campuzano, F.; Brown, R.C.; Martínez, J.D. Auger reactors for pyrolysis of biomass and wastes. Renew. Sustain. Energy Rev. 2019, 102, 372–409. [Google Scholar] [CrossRef]
- Jagtap, A.; Kalbande, S.R. Investigation on pyrolysis kinetics and thermodynamic parameters of soybean straw: A comparative study using model-free methods. Biomass Convers. Biorefinery 2022. [Google Scholar] [CrossRef]
- Risthaus, K.; Bürger, I.; Lutz, M.; Funayama, S.; Kato, Y.; Linder, M.; Schmidt, M. Experimental and Numerical Investigation of the Dehydration of Ca(OH)2 at Low Steam Pressures. Processes 2022, 10, 325. [Google Scholar] [CrossRef]
- Takeuchi, S.; Mori, T.; Sato, D.; Inubushi, T.; Ougiya, N.; Kanda, M. Development of substructure real-time online testing system for seismically isolated building with a small response delay using existing experimental equipment. AIJ J. Technol. Des. 2022, 28, 121–126. [Google Scholar] [CrossRef]
- Yang, Z.; Gong, F.; Yu, Z.; Shi, D.; Liu, S.; Chen, M. Highly sensitive folic acid colorimetric sensor enabled by free-standing molecularly imprinted photonic hydrogels. Polym. Bull. 2022, 79, 1857–1871. [Google Scholar] [CrossRef]
- Sajid, M.; Płotka-Wasylka, J. Green analytical chemistry metrics: A review. Talanta 2022, 238, 123046. [Google Scholar] [CrossRef] [PubMed]
- Díaz-Fernández, A.; Bernalte, E.; Fernández-Ramos, C.; Moise, S.; Estrela, P.; Di Lorenzo, M. An impedimetric immunosensor for the selective detection of CD34+ T-cells in human serum. Sens. Actuators B Chem. 2022, 356, 131306. [Google Scholar] [CrossRef]
- Zhou, Z.; Chen, X.; Ma, H.; Liu, C.; Zhou, C.; Qi, F. Real-time monitoring biomass pyrolysis via on-line photoionization ultrahigh-resolution mass spectrometry. Fuel 2019, 235, 962–971. [Google Scholar] [CrossRef]
- Dhahak, A.; Grimmer, C.; Neumann, A.; Rüger, C.; Sklorz, M.; Streibel, T.; Zimmermann, R.; Mauviel, G.; Burkle-Vitzthum, V. Real time monitoring of slow pyrolysis of polyethylene terephthalate (PET) by different mass spectrometric techniques. Waste Manag. 2020, 106, 226–239. [Google Scholar] [CrossRef] [PubMed]
- Zhao, R.; Kong, C.; Ren, L.; Sun, Y.; Chang, Z. Real-time monitoring of the oil shale pyrolysis process using a bionic electronic nose. Fuel 2022, 313, 122672. [Google Scholar] [CrossRef]
- Pipkin, W.; Belganeh, R.; Robberson, W.; Allen, H.L.; Cook, A.M.; Watanabe, A. Identification of microplastics in environmental monitoring using pyrolysis–GC–MS analysis. LC-GC N. Am. 2021, 39, 179–186. [Google Scholar]
- Navarra, A.; Wilson, R.; Parra, R.; Toro, N.; Ross, A.; Nave, J.-C.; Mackey, P.J. Quantitative methods to support data acquisition modernization within copper smelters. Processes 2020, 8, 1478. [Google Scholar] [CrossRef]
- Zhu, W.; Zhan, Y.; Romagnoli, J.A. A deep learning approach on industrial pyrolysis reactor monitoring. Chem. Eng. Trans. 2019, 74, 691–696. [Google Scholar] [CrossRef]
- Özsin, G.; Apaydın-Varol, E.; Kılıç, M.; Pütün, A.E.; Pütün, E. Pyrolysis of petroleum sludge under non-isothermal conditions: Thermal decomposition behavior, kinetics, thermodynamics, and evolved gas analysis. Fuel 2021, 300, 120980. [Google Scholar] [CrossRef]
- Troup, G.M.; Georgakis, C. Process systems engineering tools in the pharmaceutical industry. Comput. Chem. Eng. 2013, 51, 157–171. [Google Scholar] [CrossRef]
- Brown, R.C. Process Intensification through Directly Coupled Autothermal Operation of Chemical Reactors. Joule 2020, 4, 2268–2289. [Google Scholar] [CrossRef]
- Rizkin, B.A.; Popovich, K.; Hartman, R.L. Artificial Neural Network control of thermoelectrically-cooled microfluidics using computer vision based on IR thermography. Comput. Chem. Eng. 2019, 121, 584–593. [Google Scholar] [CrossRef]
- Labutin, A.N.; Vaško, M.; Kuric, I.; Nevinitsyn, V.Y.; Sága, M.; Zagarinskaya, Y.N.; Volkova, G.V. Analytical synthesis of non-linear control algorithms of a chemical reactor thermal mode. Processes 2021, 9, 644. [Google Scholar] [CrossRef]
- Cukor, P.; Persiani, C. Evaluation of two pyrolyzers for the analysis of insoluble polymers. J. Macromol. Sci. Part A Chem. 1974, 8, 105–117. [Google Scholar] [CrossRef]
- Risoluti, R.; Fabiano, M.A.; Gullifa, G.; Ciprioti, S.V.; Materazzi, S. FTIR-evolved gas analysis in recent thermoanalytical investigations. Appl. Spectrosc. Rev. 2017, 52, 39–72. [Google Scholar] [CrossRef]
- Giechaskiel, B.; Forloni, F.; Otura, M.; Engström, C.; Öberg, P. Experimental Comparison of Hub- and Roller-Type Chassis Dynamometers for Vehicle Exhaust Emissions. Energies 2022, 15, 2402. [Google Scholar] [CrossRef]
- Fraser, A. Basslines, brains, bits, bytes, and burgers: Working with, and within the limits to, Marxism. Hum. Geogr. 2022, 15, 147–153. [Google Scholar] [CrossRef]
- Martínez-Castillo, J.I.; Saldaña-Robles, A.; Ozuna, C. Arsenic stress in plants: A metabolomic perspective. Plant Stress 2022, 3, 100055. [Google Scholar] [CrossRef]
- Nerín, C.; Bourdoux, S.; Faust, B.; Gude, T.; Lesueur, C.; Simat, T.; Stoermer, A.; Van Hoek, E.; Oldring, P. Guidance in selecting analytical techniques for identification and quantification of non-intentionally added substances (NIAS) in food contact materials (FCMS). Food Addit. Contam. Part A 2022, 39, 620–643. [Google Scholar] [CrossRef] [PubMed]
- Mandelis, A. Focus on test, measurement, and analytical equipment. Phys. Today 2020, 73, 58. [Google Scholar] [CrossRef]
- Vlasov, A.I.; Echeistov, V.V.; Krivoshein, A.I.; Shakhnov, V.A.; Filin, S.S.; Migalin, V.S. An information system of predictive maintenance analytical support of industrial equipment. J. Appl. Eng. Sci. 2018, 16, 515–522. [Google Scholar] [CrossRef]
- Mandelis, A. Focus on test, measurement, analytical equipment, and instrumentation. Phys. Today 2021, 74, 55–58. [Google Scholar] [CrossRef]
- Uraikul, V.; Chan, C.W.; Tontiwachwuthikul, P. Artificial intelligence for monitoring and supervisory control of process systems. Eng. Appl. Artif. Intell. 2007, 20, 115–131. [Google Scholar] [CrossRef]
- Qin, M.; Guo, H.; Dai, Z.; Yan, X.; Ning, X. Advances in flexible and wearable pH sensors for wound healing monitoring. J. Semicond. 2019, 40, 111607. [Google Scholar] [CrossRef]
Figure 1.
Hierarchy for global waste management techniques [36].
Figure 1.
Hierarchy for global waste management techniques [36].

Figure 2.
Recommended MSW treatment practices for different feedstocks [49].
Figure 2.
Recommended MSW treatment practices for different feedstocks [49].

Figure 3.
Procedure for the continuous monitoring of toxic gaseous emissions during thermochemical reactions for thermal control [73,74,75].

Figure 4.
Hybrid model for the online measurement and process control improvement for the reduction of greenhouse gaseous emissions in thermochemical reactions.
Figure 4.
Hybrid model for the online measurement and process control improvement for the reduction of greenhouse gaseous emissions in thermochemical reactions.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Products from pyrolysis and gasification [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25].
| Chemical Process | Hydrocarbon Oils | Char (Solid) | Product Gas | Conversion Efficiency (%) | Electrical Efficiency (%) |
|---|---|---|---|---|---|
| Fast pyrolysis | 60–70% | 10–15% | 10–25% | 25–45 | 15 |
| Gasification | ≈20% | ≈20% | ≈85% | 26–40 | 34 |
Table 2.
Operational methods for removal of syngas pollutants.
| Pollutant Gas | Operational Methods | Absorption Efficiency (%) |
|---|---|---|
| SO2 | Wet scrubbing or dry cyclone | 55–95 |
| HCl | Wet or semi-dry scrubbing | 70–90 |
| NO2 | Catalytic reduction | 15–63 |
| Heavy metals | Dry scrubbing and electrostatic precipitators | 75–95 |
| Ash | Carbon filters and optimum operating conditions | >95 |
| Dioxins and furans | Activated carbon beds and filters | 50–90 |
Table 3.
Required absorption efficiency for syngas cleaning systems.
| Pollutant Gas | Maximum Allowable at the Exhaust (mg/Nm3) | Required Removal Efficiency (%) |
|---|---|---|
| Ash | 10 | 99.9 |
| HCl | 10 | >99 |
| SO2 | 5 | 99.5 |
| NOx | 70 | 86 |
| HF | 1 | 96 |
| Hg | 0.01 | 99 |
| Dioxins | 0.1 | 98 |
Table 4.
Expected greenhouse gaseous emissions from pyrolysis and gasification [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20].
| Gaseous Emission | Pyrolysis (g/Tonne) | Gasification of Non-RDF (g/Tonne) | Gasification of RDF (g/Tonne) |
|---|---|---|---|
| Nitrogen oxide | 196 | 781 | 453 |
| Sulphur dioxide | 28 | 19.5 | 10.5 |
| Carbon monoxide | 28.1 | 195 | 116 |
| Hydrogen chloride | 5.62 | 3.91 | 17.2 |
| Hydrogen fluoride | 0.562 | 3.91 | 0.116 |
| Dust | 8.43 | 39.1 | 6.97 |
Table 5.
Expected final products from incinerated municipal solid waste deposits [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20].
| MSW (%) | Mass wt.% per ton of MSW (%) |
|---|---|
| Char ash | 26–45 |
| Flying ash | 1–5 |
| Syngas with acidic components | 1.5–4 |
| Syngas with semi-dry acid | 1–6 |
Table 6.
Environmental emissions from incineration and landfilling [49].
Table 6.
Environmental emissions from incineration and landfilling [49].
| Gaseous Component | Incineration (g/T) | Landfilling (g/T) |
|---|---|---|
| Nitrogen oxide | 1600 | 680 |
| Particulates | 39 | 5.3 |
| SO2 | 42 | 53 |
| HCl | 58 | 3 |
| HF | 8 | 3 |
| VOCs | 8 | 6.4 |
| Cadmium | 0.005 | 0.071 |
| Nickel | 0.05 | 0.0095 |
| Arsenic | 0.005 | 0.0012 |
| Mercury | 0.05 | 0.0012 |
| Dioxins and furans | 4 × 10−7 | 1.4 × 10−7 |
| Carbon dioxide | 1,000,000 | 300,000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Aboughaly, M.; Fattah, I.M.R. Environmental Analysis, Monitoring, and Process Control Strategy for Reduction of Greenhouse Gaseous Emissions in Thermochemical Reactions. Atmosphere 2023, 14, 655. https://doi.org/10.3390/atmos14040655
AMA Style
Aboughaly M, Fattah IMR. Environmental Analysis, Monitoring, and Process Control Strategy for Reduction of Greenhouse Gaseous Emissions in Thermochemical Reactions. Atmosphere. 2023; 14(4):655. https://doi.org/10.3390/atmos14040655
Chicago/Turabian StyleAboughaly, Mohamed, and I. M. Rizwanul Fattah. 2023. "Environmental Analysis, Monitoring, and Process Control Strategy for Reduction of Greenhouse Gaseous Emissions in Thermochemical Reactions" Atmosphere 14, no. 4: 655. https://doi.org/10.3390/atmos14040655
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.