
Modification of 3D Printable Polymer Filaments for Radiation Shielding Applications
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Testing of Commercially Available Thermoplastic Materials
2.2. Extrusion FDM Filaments
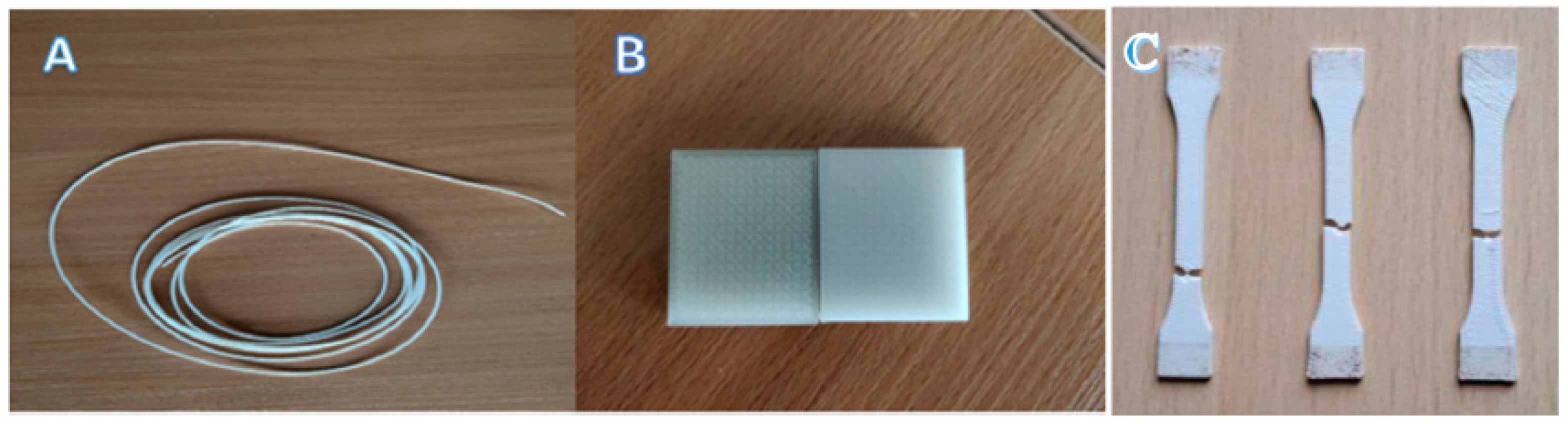
2.3. Preparation of 3D Printed Samples
2.4. Measurement of Radiation Attenuation Properties of Polymer Composite
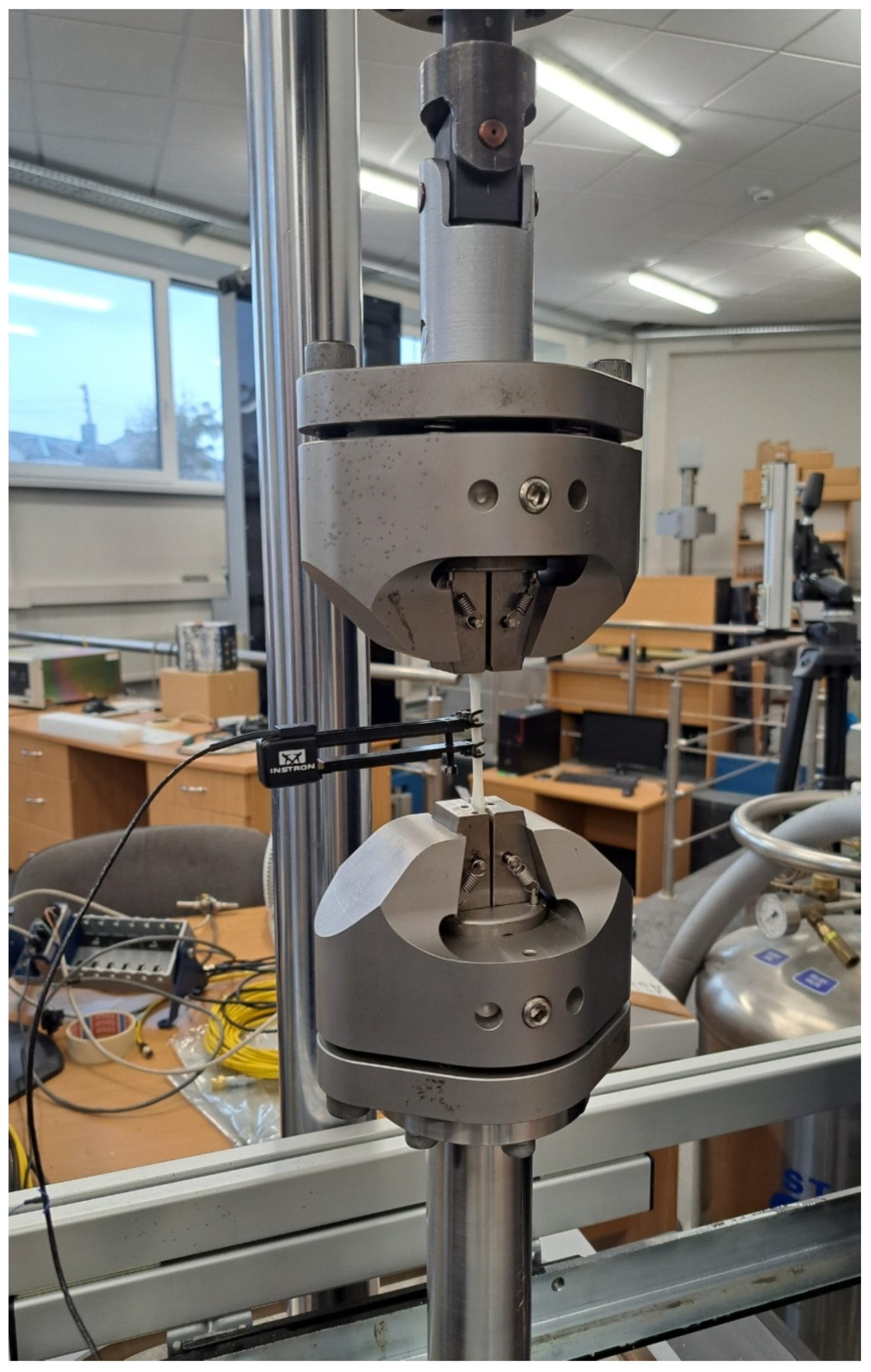
2.5. Performance of Mechanical Testing
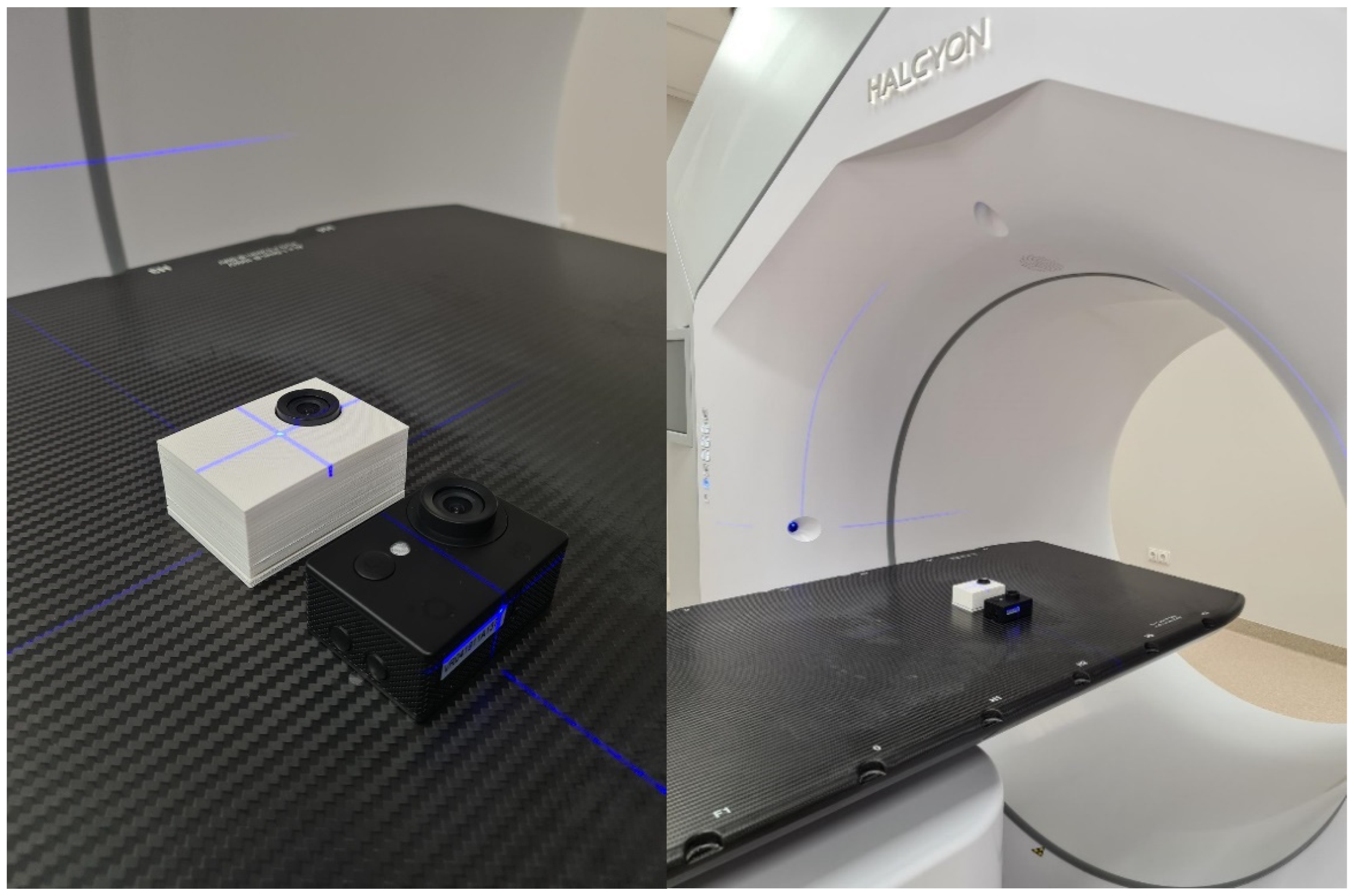
2.6. Investigation of Material Applicability for the Radiation Shielding of Electronic Devices
3. Results and Discussion
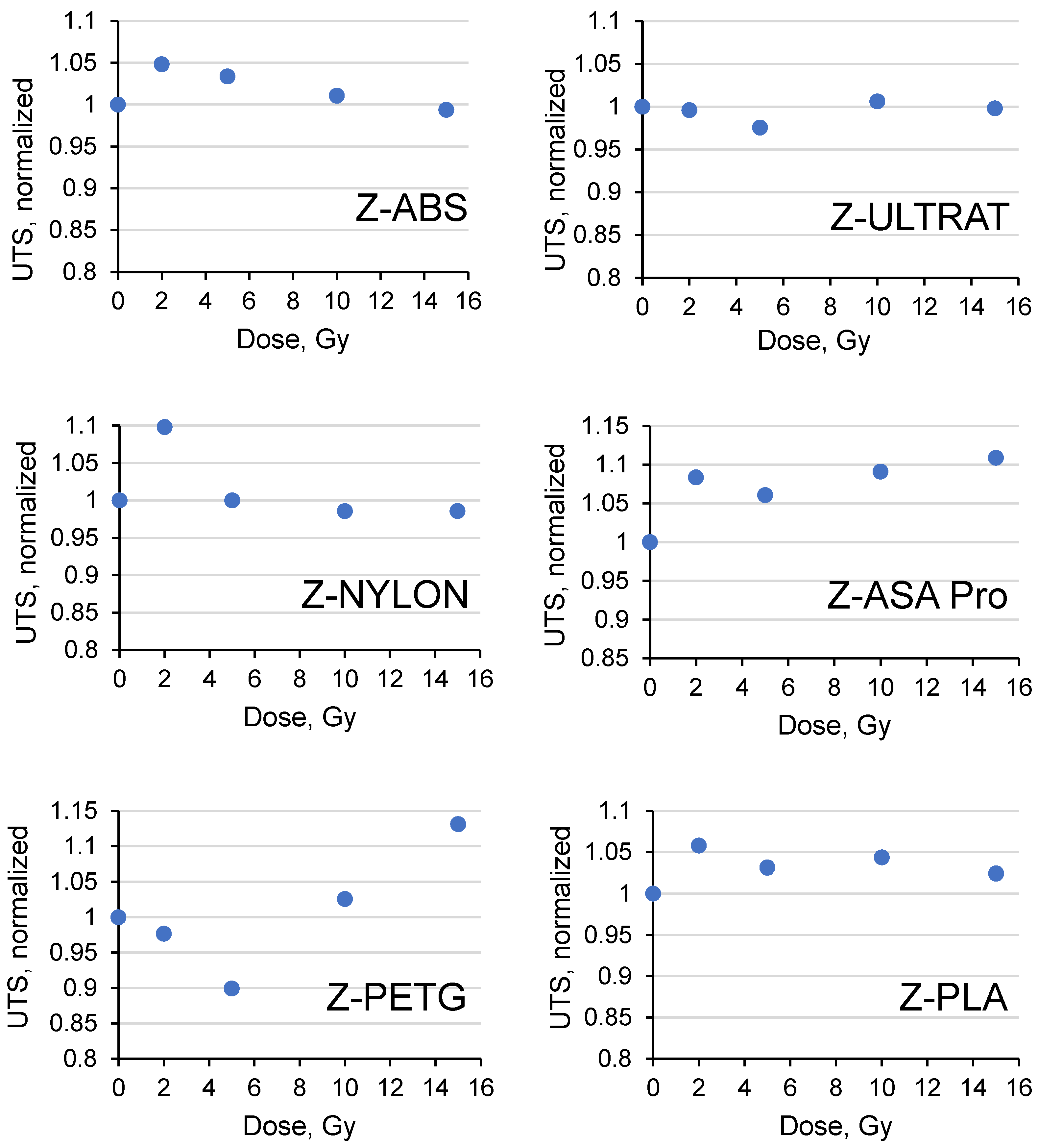
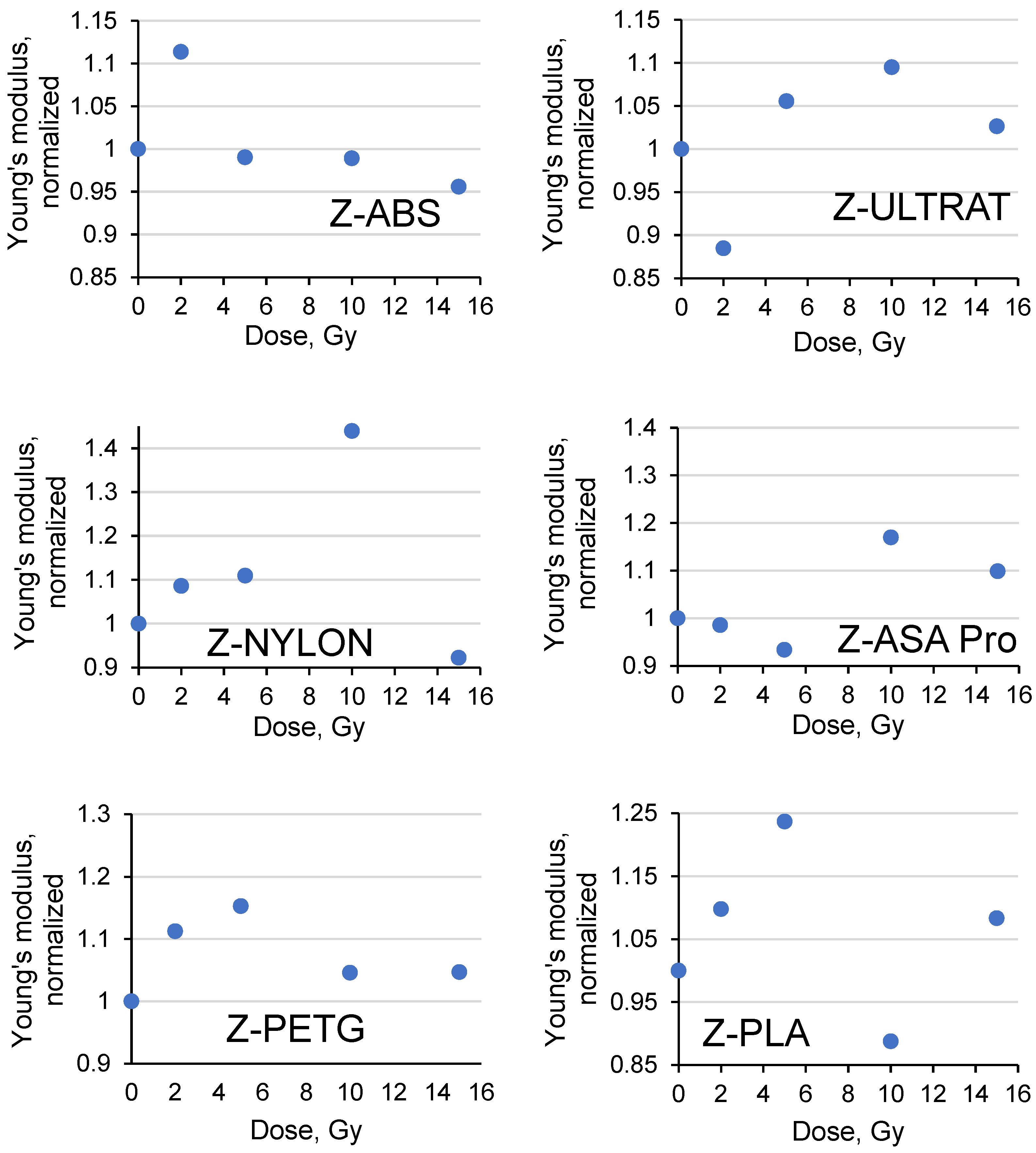
3.1. Radiation-Induced Degradation of Mechanical Properties of Commercially Available 3D Printing Filaments
3.2. Characterization of the In-House-Produced ABS Filament with Additives
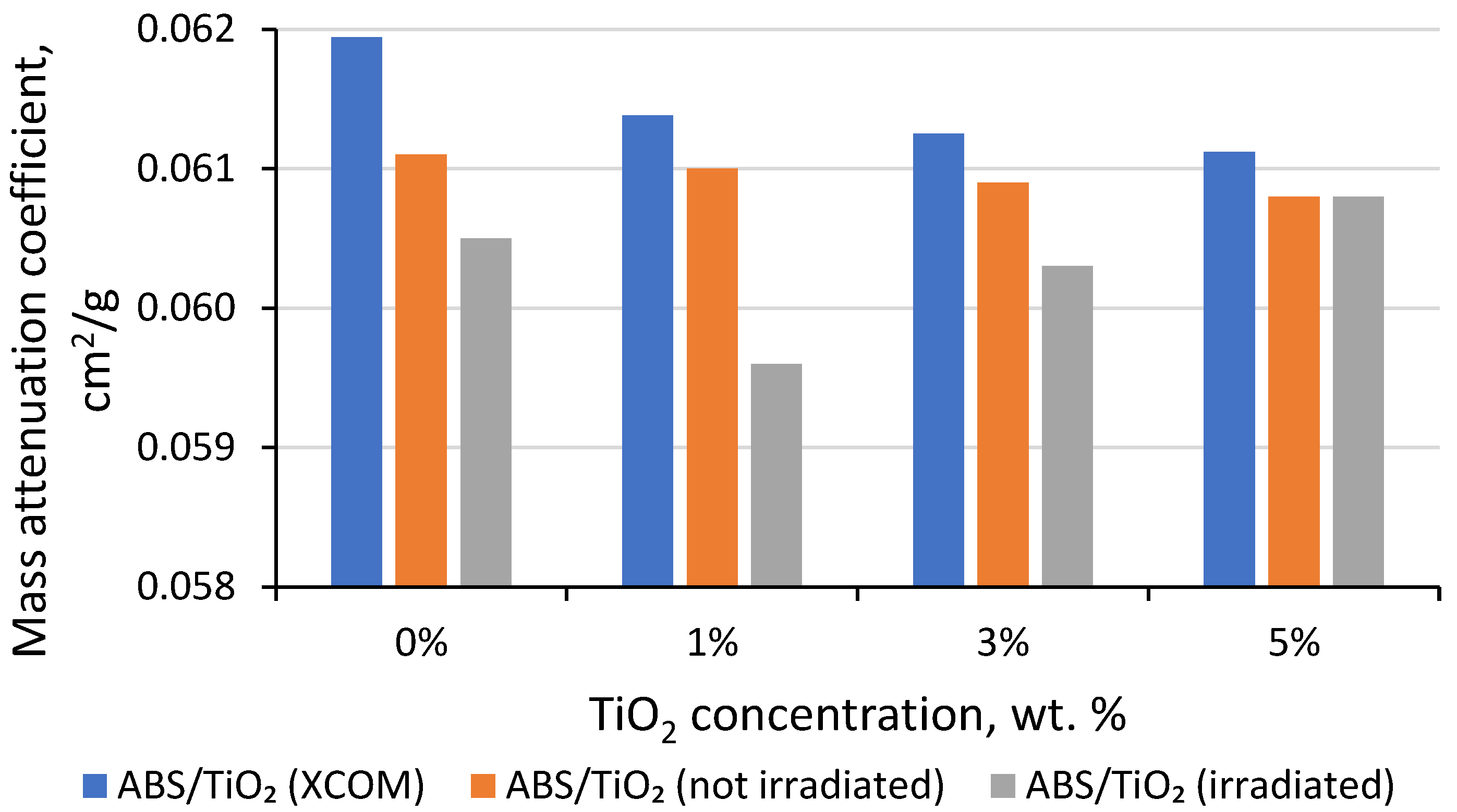
3.3. Investigation of Radiation Attenuation Properties of Newly Developed Polymer Composites
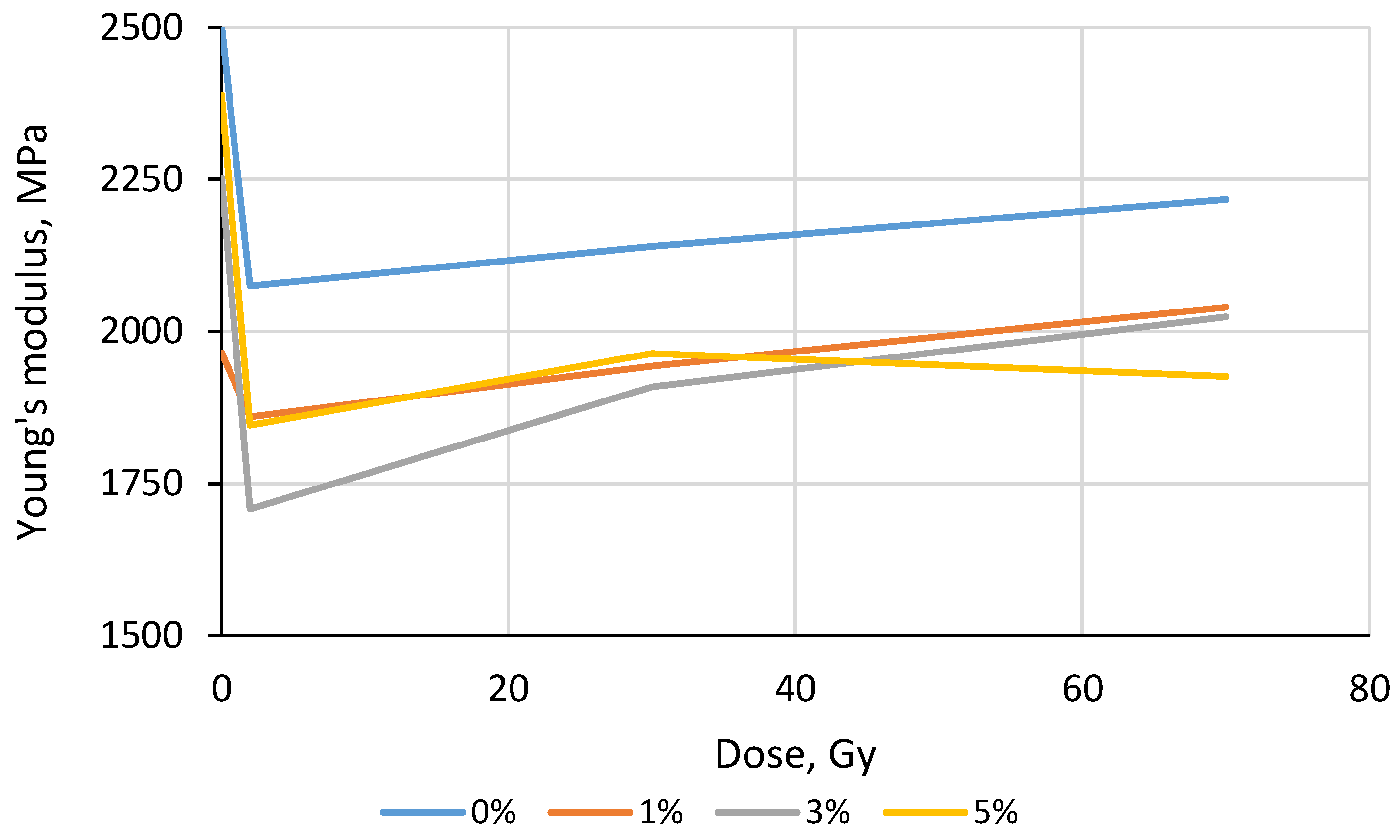
3.4. Radiation Impact on Mechanical Properties of New Composites
3.5. Three-Dimensionally Printable Radiation Shielding
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Junior, T.A.A.; Nogueira, M.S.; Vivolo, V.; Potiens, M.P.A.; Campos, L.L. Mass attenuation coefficients of X-rays in different barite concrete used in radiation protection as shielding against ionizing radiation. Radiat. Phys. Chem. 2017, 140, 349–354. [Google Scholar] [CrossRef]
- Kaur, P.; Singh, D.; Singh, T. Heavy metal oxide glasses as gamma rays shielding material. Nucl. Eng. Des. 2016, 307, 364–376. [Google Scholar] [CrossRef]
- Streicher, M.; Brown, S.; Zhu, Y.; Goodman, D.; He, Z. A Method to Estimate the Atomic Number and Mass Thickness of Intervening Materials in Uranium and Plutonium Gamma-Ray Spectroscopy Measurements. IEEE Trans. Nucl. Sci. 2016, 63, 2639–2648. [Google Scholar] [CrossRef]
- Fan, J.; Wu, J.; Ma, Y. Effect of different size of PbWO4 particles on EPDM composite for gamma-ray shielding. Int. J. Mod. Phys. 2020, 34, 2050046. [Google Scholar] [CrossRef]
- Hassan, H.E.; Badran, H.M.; Aydarous, A.; Sharshar, T. Studying the effect of nano lead compounds additives on the concrete shielding properties for γ-rays. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2015, 360, 81–89. [Google Scholar] [CrossRef]
- Verdipoor, K.; Alemi, A.; Mesbahi, A. Photon mass attenuation coefficients of a silicon resin loaded with WO3, PbO, and Bi2O3 Micro and Nano-particles for radiation shielding. Radiat. Phys. Chem. 2018, 147, 85–90. [Google Scholar] [CrossRef]
- Mostafa, A.M.A.; Issa, S.A.M.; Sayyed, M.I. Gamma ray shielding properties of PbO-B2O3-P2O5 doped with WO3. J. Alloys Compd. 2017, 708, 294–300. [Google Scholar] [CrossRef]
- Malidarre, R.B.; Akkurt, I.; Kocar, O.; Ekmekci, I. Analysis of radiation shielding, physical and optical qualities of various rare earth dopants on barium tellurite glasses: A comparative study. Radiat. Phys. Chem. 2023, 207, 110823. [Google Scholar] [CrossRef]
- Azreen, N.; Rashid, R.S.; Haniza, M.; Voo, Y.; Amran, Y.M. Radiation shielding of ultra-high-performance concrete with silica sand, amang and lead glass. Constr. Build. Mater. 2018, 172, 370–377. [Google Scholar] [CrossRef]
- Moharram, B.; Nagy, M.; Shaat, M.K.; Sayed, A.E.; Fayiz, M.; Dwidar, S.A.; Dorrah, M.E.; Suliman, M. Performance of lead and iron oxides nanoparticle materials on shielding properties for γ-rays. Radiat. Phys. Chem. 2020, 173, 108880. [Google Scholar] [CrossRef]
- Mann, K.S.; Kaur, B.; Sidhu, G.S.; Kumar, A. Investigations of some building materials for γ-rays shielding effectiveness. Radiat. Phys. Chem. 2013, 87, 16–25. [Google Scholar] [CrossRef]
- Sayyed, M.I.; Lakshminarayana, G.; Kityk, I.V.; Mahdi, M.A. Evaluation of shielding parameters for heavy metal fluoride based tellurite-rich glasses for gamma ray shielding applications. Radiat. Phys. Chem. 2017, 139, 33–39. [Google Scholar] [CrossRef]
- Singh, V.P.; Shirmardi, S.P.; Medhat, M.E.; Badiger, N.M. Determination of mass attenuation coefficient for some polymers using Monte Carlo simulation. Vacuum 2015, 119, 284–288. [Google Scholar] [CrossRef]
- Ganguly, S.; Das, P.; Saha, A.; Noked, M.; Gedanken, A.; Margel, S. Mussel-Inspired Polynorepinephrine/MXene-Based Magnetic Nanohybrid for Electromagnetic Interference Shielding in X-Band and Strain-Sensing Performance. Langmuir 2022, 38, 3936–3950. [Google Scholar] [CrossRef]
- Chang, L.; Zhang, Y.; Liu, Y.; Fang, J.; Luan, W.; Yang, X.; Zhang, W. Preparation and characterization of tungsten/epoxy composites for γ-rays radiation shielding. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2015, 356–357, 88–93. [Google Scholar] [CrossRef]
- Eid, G.A.; Kany, A.I.; El-Toony, M.M.; Madbouly, A.M.; Bashter, I.I.; Gaber, F.A. Application of Epoxy/Pb3O4 Composite for Gamma Ray Shielding. Arab. J. Nucl. Sci. Appl. 2013, 46, 226–233. [Google Scholar]
- Li, R.; Gu, Y.; Wang, Y.; Yang, Z.; Li, M.; Zhang, Z. Effect of particle size on gamma radiation shielding property of gadolinium oxide dispersed epoxy resin matrix composite. Mater. Res. Express 2017, 4, 35035. [Google Scholar] [CrossRef]
- Adlienė, D.; Gilys, L.; Griškonis, E. Development and characterization of new tungsten and tantalum containing composites for radiation shielding in medicine. Nucl. Instrum. Methods Phys. Res. B 2020, 467, 21–26. [Google Scholar] [CrossRef]
- Gilys, L.; Griškonis, E.; Griškevičius, P.; Adlienė, D. Lead free multilayered polymer composites for radiation shielding. Polymers 2022, 14, 1696. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Grabchikov, S.S.; Lastovskii, S.B.; Trukhanov, S.V.; Vasin, D.S.; Zubar, T.I.; Kozlovskiy, A.L.; Zdorovets, M.V.; Sivakov, V.A.; Muradyan, T.R.; et al. Function composites materials for shielding applications: Correlation between phase separation and attenuation properties. J. Alloys Compd. 2019, 771, 238–245. [Google Scholar] [CrossRef]
- Kara, H.; Karabul, Y.; Kılıç, M.; İçelli, O.; Güven Özdemir, Z. Volcanic Rock Reinforced Epoxy Composites for Gamma Ray Shielding. Eur. J. Sci. Technol. 2019, 15, 552–560. [Google Scholar] [CrossRef]
- F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Browne, M.P.; Redondo, E.; Pumera, M. 3D Printing for Electrochemical Energy Applications. Chem. Rev. 2020, 120, 2783–2810. [Google Scholar] [CrossRef] [PubMed]
- Vojislav Petrovic, V.; Gonzalez, J.V.H.; Ferrando, O.J.; Gordillo, J.D.; Puchades, J.R.B.; Griñan, L.P. Additive Layered Manufacturing: Sectors of Industrial Application Shown through Case Studies. Int. J. Prod. Res. 2011, 49, 1061–1079. [Google Scholar] [CrossRef]
- Fateri, M.; Kaouk, A.; Cowley, A.; Siarov, S.; Palou, M.V.; Gonzalez, F.G.; Marchant, R.; Cristoforetti, S.; Sperl, M. Feasibility study on additive manufacturing of recyclable objects for space applications. Addit. Manuf. 2018, 24, 400–404. [Google Scholar] [CrossRef]
- Musso, G.; Lentini, G.; Enrietti, L.; Volpe, C.; Ambrosio, E.P.; Lorusso, M.; Mascetti, G.; Valentini, G. Portable on orbit printer 3D: 1st European additive manufacturing machine on international space station. In Advances in Physical Ergonomics and Human Factors; Springer: Berlin/Heidelberg, Germany, 2016; pp. 643–655. [Google Scholar]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 1359–8368. [Google Scholar] [CrossRef]
- Odonnell, J. Chemistry of Radiation Degradation of Polymers. Radiat. Eff. Polym. 1990, 475, 402–413. [Google Scholar] [CrossRef]
- Al-Sheikhly, M.; Christou, A. How Radiation Affects Polymeric Materials. IEEE Trans. Reliab. 1994, 43, 551–556. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; McTaggart, R.; Letcher, T. Experimental Investigation of Mechanical Performance and Printability of Gamma-Irradiated Additively Manufactured ABS. J. Mater. Eng. Perform. 2018, 27, 3643–3654. [Google Scholar] [CrossRef]
- Alsabbagh, A.; Abu Saleem, R.; Almasri, R.; Aljarrah, S.; Awad, S. Effects of gamma irradiation on 3D-printed polylactic acid (PLA) and high-density polyethylene (HDPE). Polym. Bull. 2021, 78, 4931–4945. [Google Scholar] [CrossRef]
- West, C.; McTaggart, R.; Letcher, T.; Raynie, D.; Roy, R. Effects of gamma irradiation upon the mechanical and chemical properties of 3D-Printed samples of polylactic acid. J. Manuf. Sci. Eng. 2019, 141, 041002. [Google Scholar] [CrossRef]
- Wady, P.; Wasilewski, A.; Brock, L.; Edge, R.; Baidak, A.; McBride, C.; Leay, L.; Griffiths, A.; Vallés, C. Effect of ionising radiation on the mechanical and structural properties of 3D printed plastics. Addit. Manuf. 2019, 31, 100907. [Google Scholar] [CrossRef]
- Sharma, A.; Singh, B.; Sandhu, B. Investigation of photon interaction parameters of polymeric materials using Monte Carlo simulation. Chin. J. Phys. 2019, 60, 709–719. [Google Scholar] [CrossRef]
- Ganguly, S.; Margel, S. 3D printed magnetic polymer composite hydrogels for hyperthermia and magnetic field driven structural manipulation. Prog. Polym. Sci. 2022, 131, 101574. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Hubbell, J.H. Review of photon interaction cross section data in the medical and biological context. Phys. Med. Biol. 1999, 44, R1-22. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Liebscher, M.; Tzounis, L. Mechanical Properties of 3D-Printed Acrylonitrile-Butadiene-Styrene TiO2 and ATO Nanocomposites. Polymers 2020, 12, 1589. [Google Scholar] [CrossRef]
- Skorski, M.; Esenther, J.; Ahmed, Z.; Miller, A.; Hartings, M. The chemical, mechanical, and physical properties of 3D printed materials composed of TiO2 -ABS nanocomposites. Sci. Technol. Adv. Mater. 2016, 89, 89–97. [Google Scholar] [CrossRef] [Green Version]
- Hamming, L.M.; Qiao, R.; Messersmith, P.B.; Brinson, L.C. Effects of dispersion and interfacial modification on the macroscale properties of TiO2 polymer-matrix nanocomposites. Compos Sci Technol. 2009, 69, 1880–1886. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Kumar, R.; Mascolo, I.; Modano, M. On the applicability of composite PA6-TiO2 filaments for the rapid prototyping of innovative materials and structures. Compos. Part B Eng. 2018, 143, 132–140. [Google Scholar] [CrossRef]
- Evora, V.M.F.; Shukla, A. Fabrication, characterization, and dynamic behavior of polyester/TiO2 nanocomposites. Mater. Sci. Eng. A 2003, 361, 358–366. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure Analysis and Mechanical Characterization of 3D Printed ABS with Respect to Layer Thickness and Orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Nation Institute of Standarts and Technology. Physical Meas. Laboratory, XCOM. Available online: https://physics.nist.gov/PhysRefData/Xcom/html/xcom1.html (accessed on 10 March 2023).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 |  |
| Z-ABS (acrylonitrile-butadiene-styrene copolimer) | |
 | ABS plastic blend |
| Z-ULTRAT (acrylonitrile-butadiene-styrene copolimer based) | |
 |  |
| Z-ASA Pro (acrylonitrile-styrene-acrylate) | |
 |  |
| Z-PLA (polylactic acid) | |
 |  |
| Z-NYLON | |
 |  |
| Z-PETG (Polyethylene terephthalate glycol) | |
| Filament Material | Density, g/cm3 | Tensile Strength, MPa | Young’s Modulus, MPa |
|---|---|---|---|
| Z-ABS | 1.04 ± 0.02 | 40 ± 10 | 1869 ± 35 |
| Z-ULTRAT | 1.08 ± 0.12 | 42 ± 4 | 1950 ± 29 |
| Z-NYLON | 1.03 ± 0.11 | 40 ± 5 | 1870 ± 112 |
| Z-ASA Pro | 1.07 ± 0.92 | 55 ± 5 | 2020 ± 37 |
| Z-PETG | 1.23 ± 0.04 | 53 ± 12 | 2100 ± 100 |
| Z-PLA | 1.24 ± 0.06 | 65 ± 6 | 4107 ± 211 |
| Filler Concentration, wt.% | ||||
|---|---|---|---|---|
| 0 | 1 | 3 | 5 | |
| ABS/TiO2 | 260 | 260 | 260 | 280 |
| Dose, Gy | Specimen | Maximum Load, N | Tensile Stress at Maximum Load, UTS, MPa |
Strain at Maximum Load, mm/mm |
Tensile Extension at Maximum Load, mm |
|---|---|---|---|---|---|
| 0 | ABS 0% TiO2 | 250.77 | 25.1 | 0.0102 | 0.127 |
| ABS 1% TiO2 | 254.78 | 25.5 | 0.0212 | 0.531 | |
| ABS 3% TiO2 | 284.43 | 28.4 | 0.0211 | 0.527 | |
| ABS 5% TiO2 | 240.64 | 24.1 | 0.0187 | 0.234 | |
| 2 | ABS 0% TiO2 | 258.05 | 25.8 | 0.0197 | 0.492 |
| ABS 1% TiO2 | 258.82 | 25.9 | 0.0197 | 0.494 | |
| ABS 3% TiO2 | 249.45 | 24.9 | 0.0207 | 0.517 | |
| ABS 5% TiO2 | 239.63 | 23.9 | 0.0189 | 0.475 | |
| 30 | ABS 0% TiO2 | 255.34 | 25.5 | 0.0192 | 0.480 |
| ABS 1% TiO2 | 254.42 | 25.4 | 0.0210 | 0.525 | |
| ABS 3% TiO2 | 264.43 | 26.4 | 0.0200 | 0.501 | |
| ABS 5% TiO2 | 252.66 | 25.3 | 0.0183 | 0.458 | |
| 70 | ABS 0% TiO2 | 272.33 | 27.2 | 0.0198 | 0.495 |
| ABS 1% TiO2 | 251.97 | 25.2 | 0.0206 | 0.514 | |
| ABS 3% TiO2 | 246.35 | 24.6 | 0.0191 | 0.479 | |
| ABS 5% TiO2 | 253.56 | 25.4 | 0.0195 | 0.487 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jreije, A.; Mutyala, S.K.; Urbonavičius, B.G.; Šablinskaitė, A.; Keršienė, N.; Puišo, J.; Rutkūnienė, Ž.; Adlienė, D. Modification of 3D Printable Polymer Filaments for Radiation Shielding Applications. Polymers 2023, 15, 1700. https://doi.org/10.3390/polym15071700
Jreije A, Mutyala SK, Urbonavičius BG, Šablinskaitė A, Keršienė N, Puišo J, Rutkūnienė Ž, Adlienė D. Modification of 3D Printable Polymer Filaments for Radiation Shielding Applications. Polymers. 2023; 15(7):1700. https://doi.org/10.3390/polym15071700
Chicago/Turabian StyleJreije, Antonio, Swaroop Kumar Mutyala, Benas Gabrielis Urbonavičius, Aušrinė Šablinskaitė, Neringa Keršienė, Judita Puišo, Živilė Rutkūnienė, and Diana Adlienė. 2023. "Modification of 3D Printable Polymer Filaments for Radiation Shielding Applications" Polymers 15, no. 7: 1700. https://doi.org/10.3390/polym15071700