
Examination of Low-Cyclic Fatigue Tests and Poisson’s Ratio Depending on the Different Infill Density of Polylactide (PLA) Produced by the Fused Deposition Modeling Method

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Parameters of 3D Printing
2.3. Method of Testing
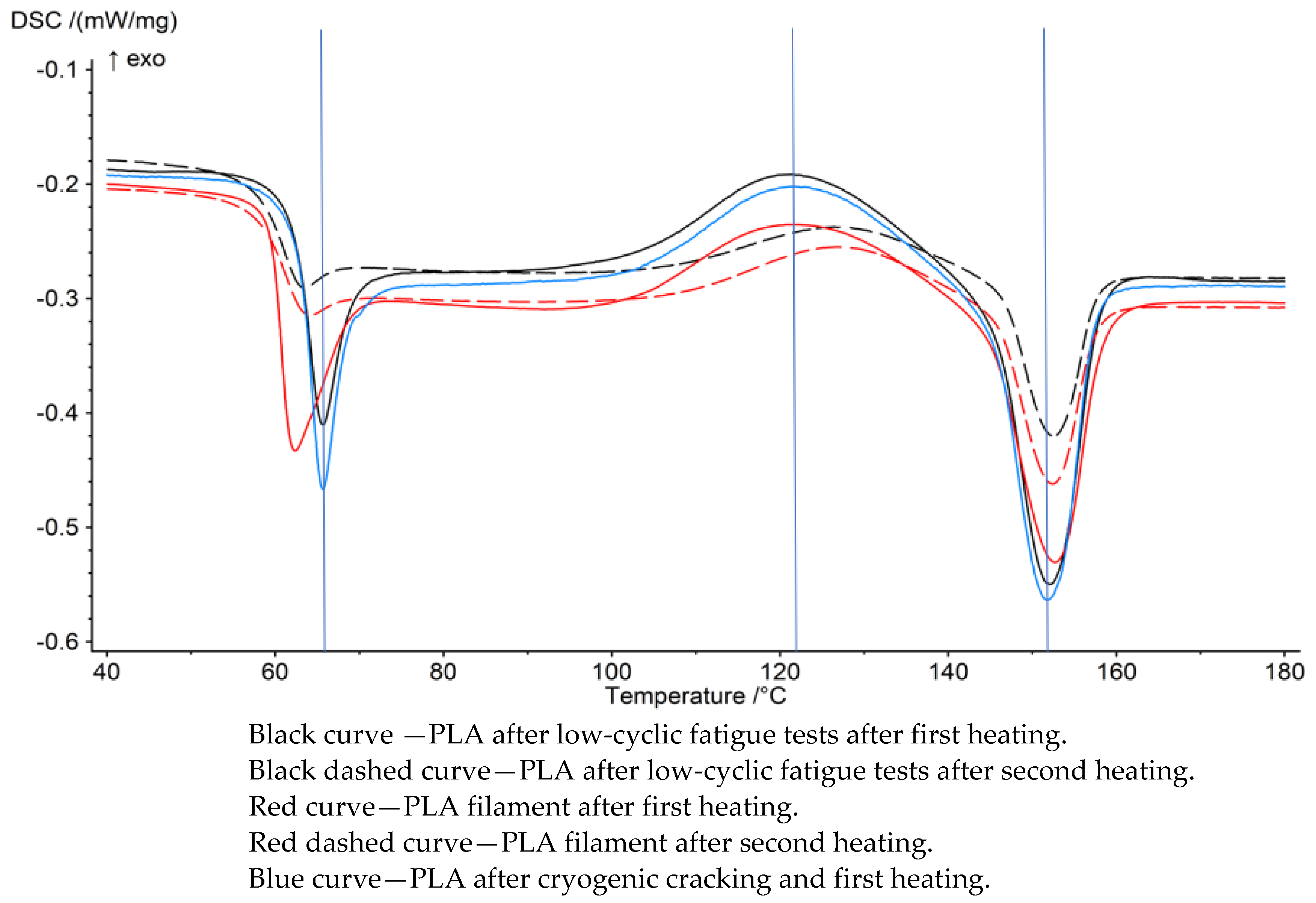
- K—degree of crystallinity;
- —melting enthalpy;
- —post-crystalline enthalpy;
- —melting enthalpy of crystalline polymer. For 100% pure polylactide, this is equal to 110 J/g.
3. Results and Discussion
3.1. Bulk Modulus
- E—Young’s modulus [Pa];
- ν—Poisson’s ratio.
3.2. Lame’s Parameter
- E—Young’s modulus;
- ν—Poisson’s ratio.
3.3. Kirchhoff’s Modulus
- E—Young’s modulus;
- ν—Poisson’s ratio.
3.4. Poisson’s Ratio
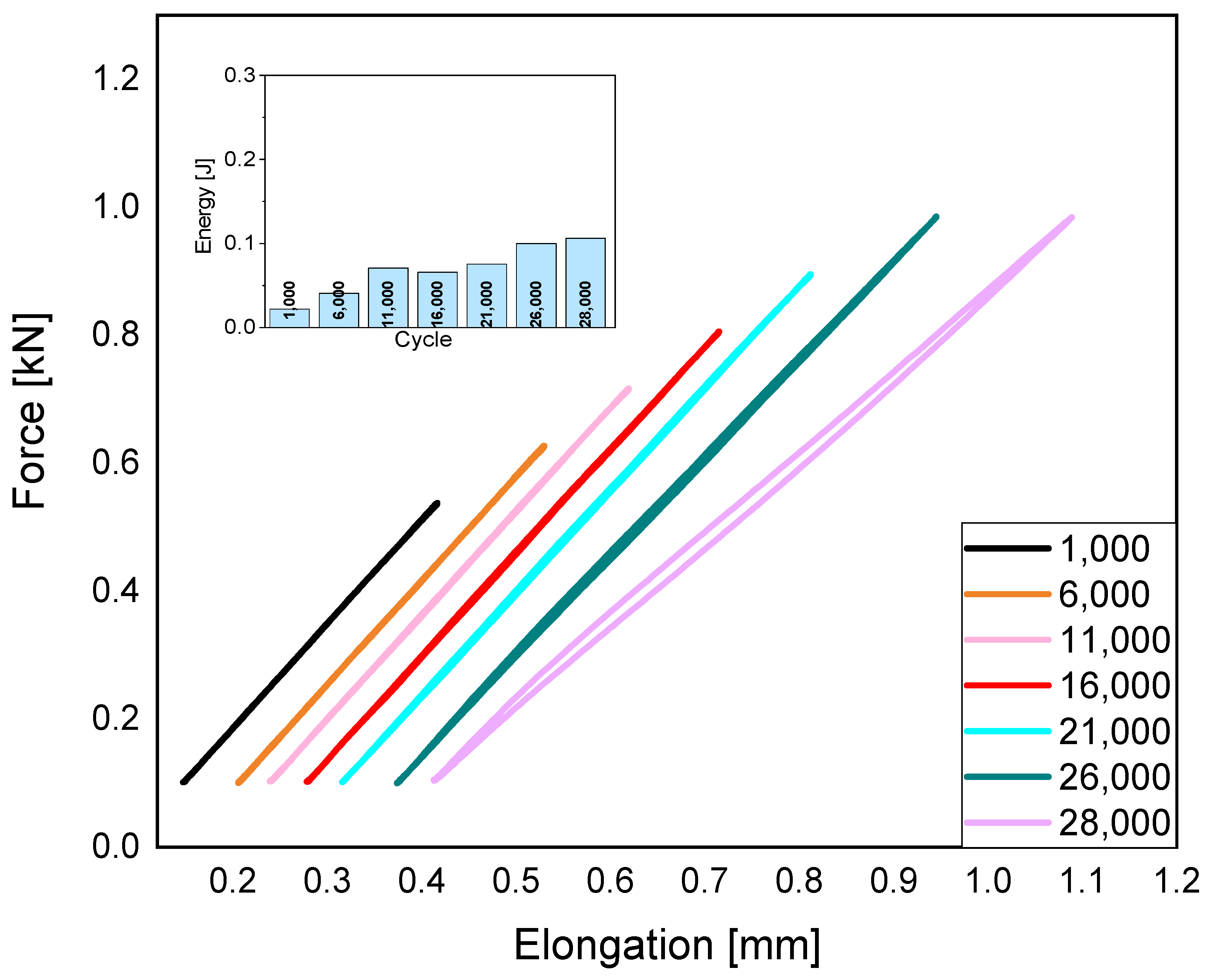
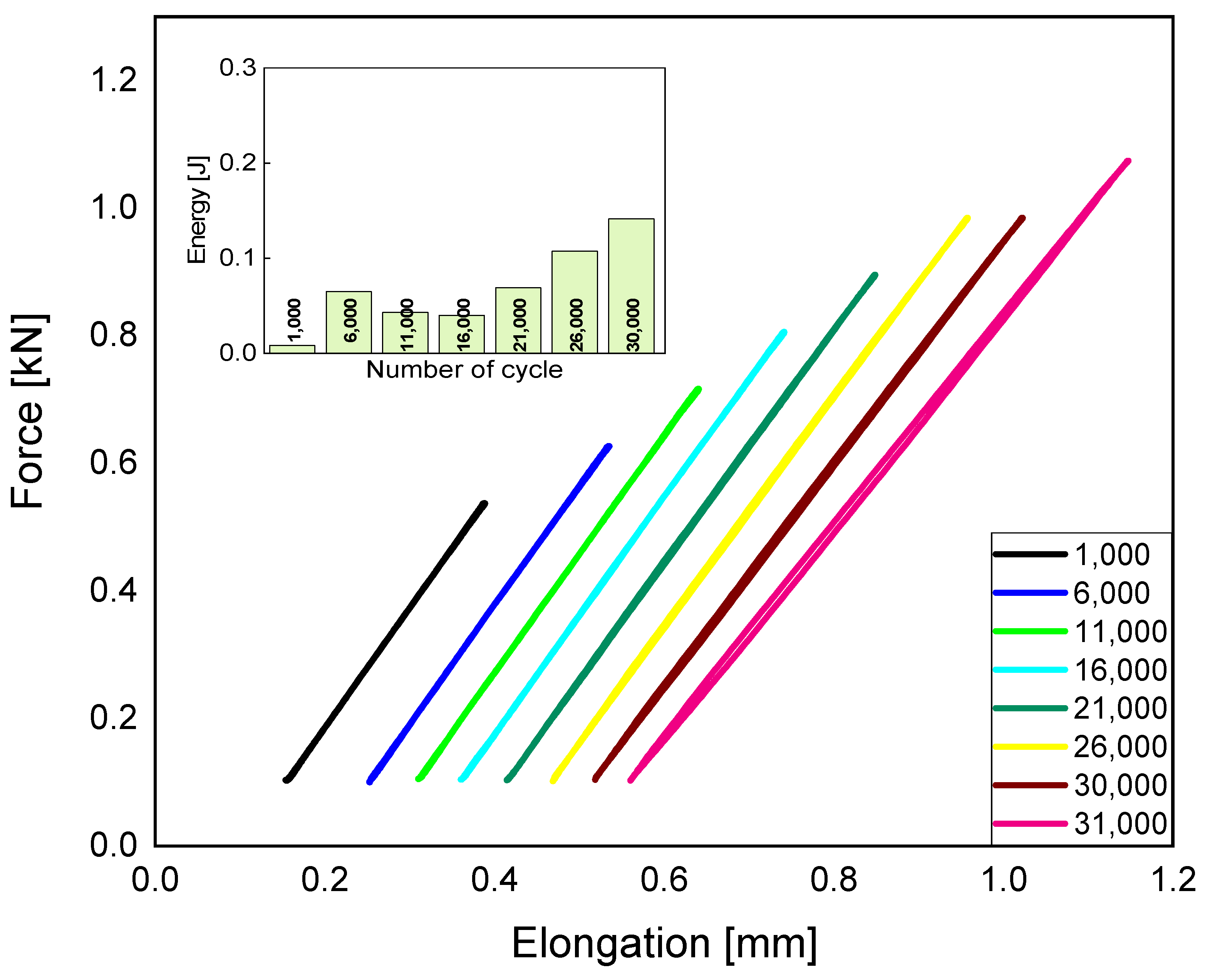
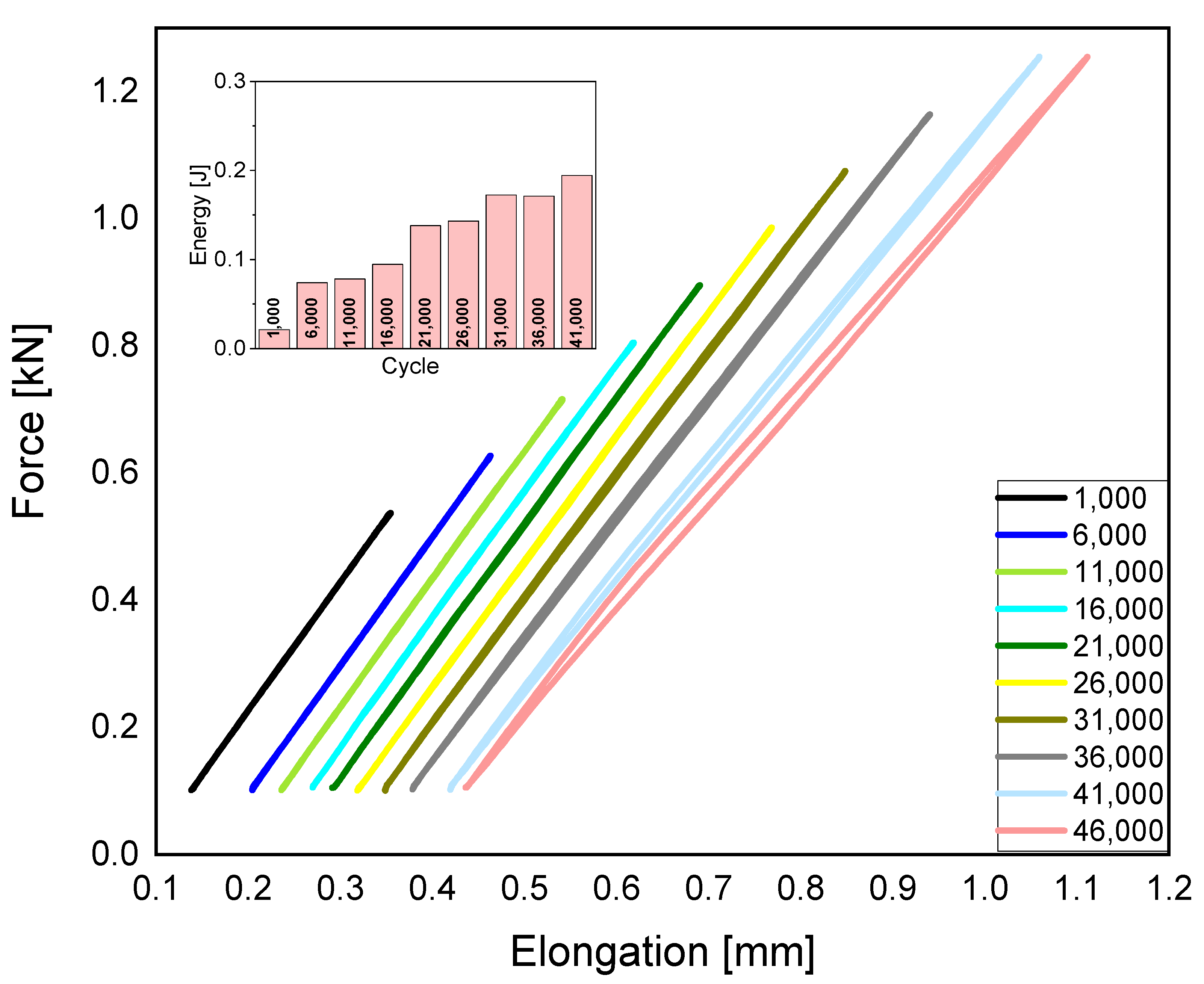
3.5. Fatigue Tests
- PLA with 100 infill density—Fmax = 1950 N;
- PLA with 75 infill density—Fmax = 1850 N;
- PLA with 50 infill density—Fmax = 1625 N.
- The mean value of the force for all samples—Fmax = 1.8 kN
- E—energy [J];
- yn—force value [kN];
- xn—elongation value [mm];
- n—number of points.
3.6. DSC
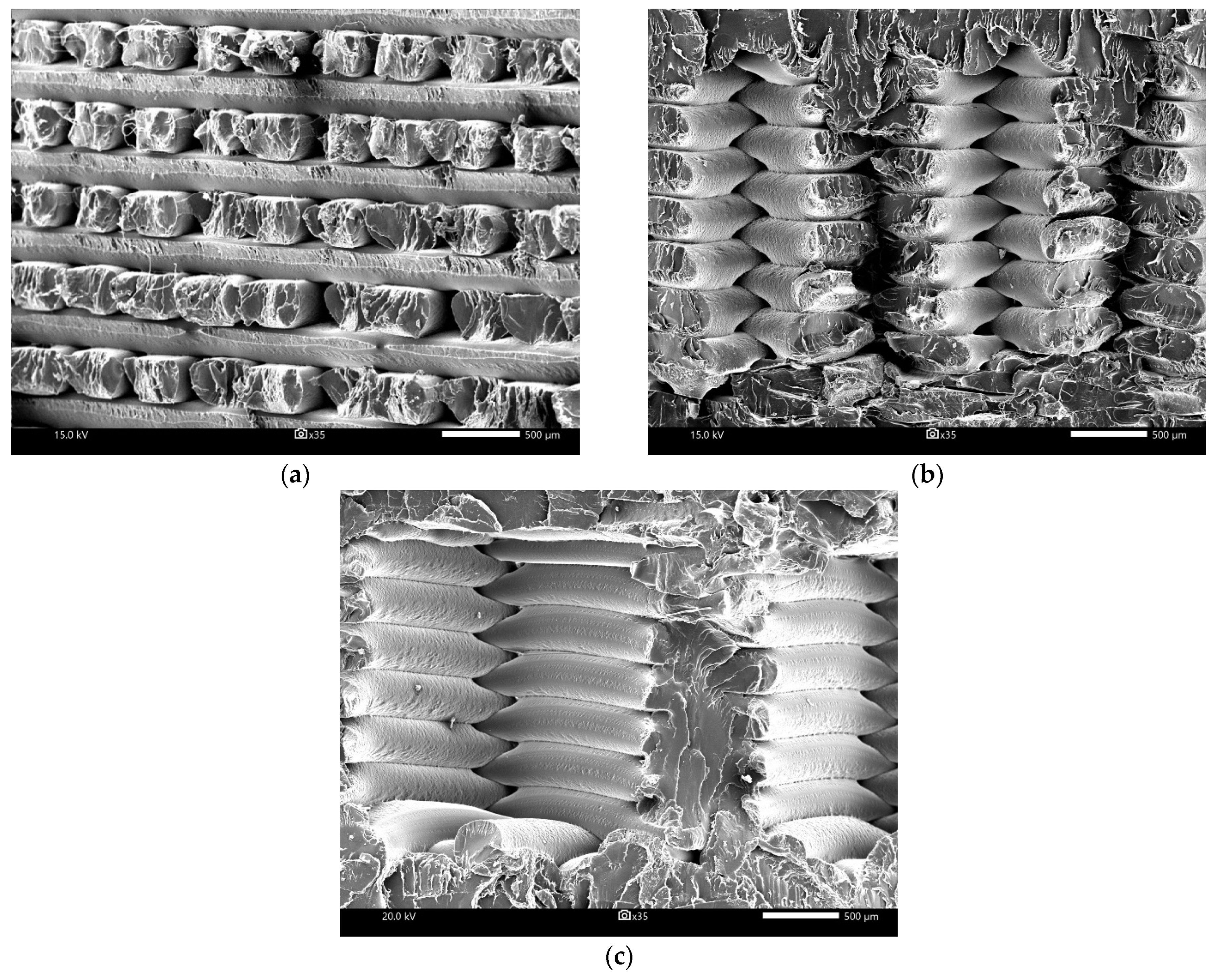
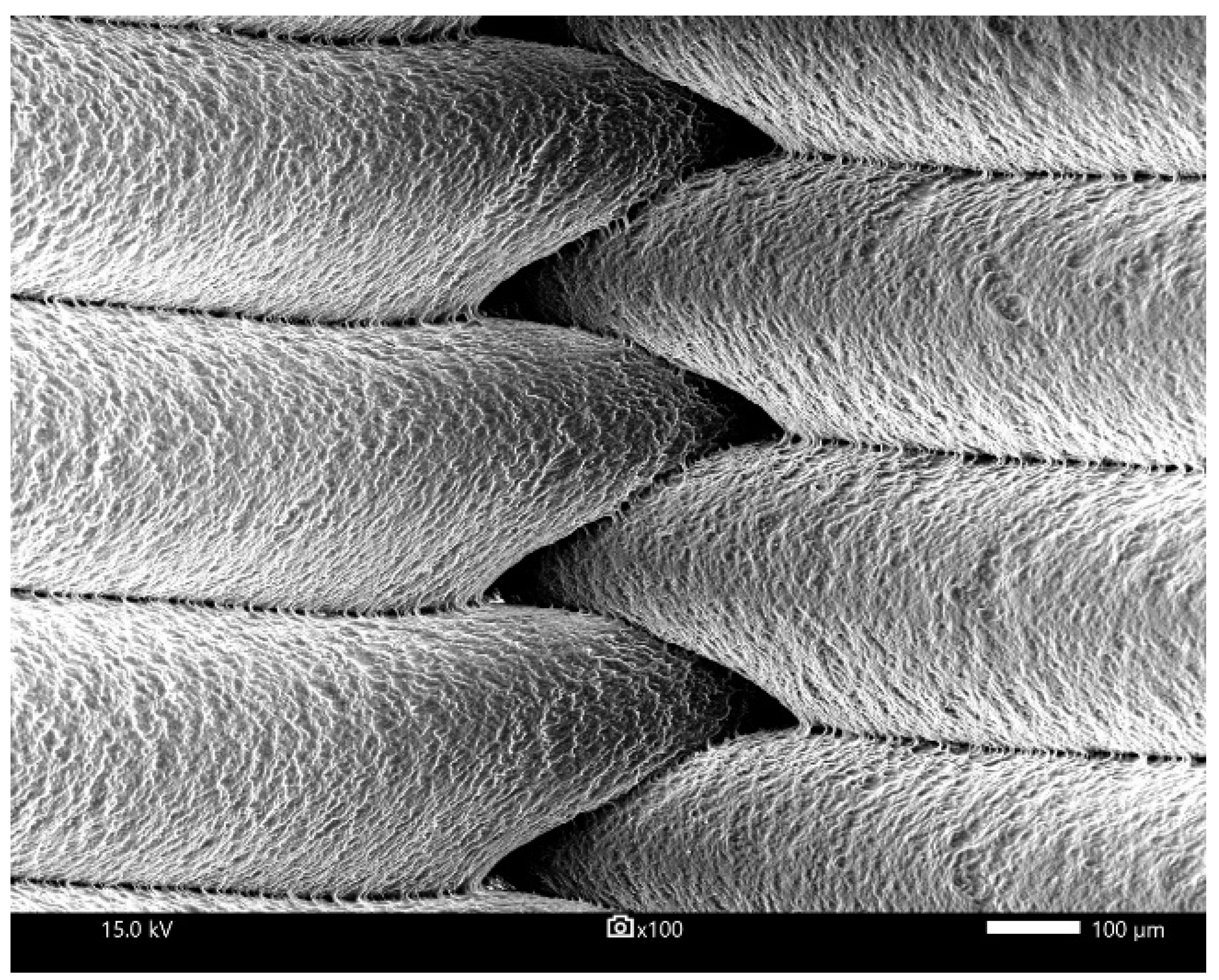
3.7. Scanning Electron Microscope
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Mazurchevici, A.D.; Nedelcu, D.; Popa, R. Additive manufacturing of composite materials by FDM technology: A review. Indian J. Eng. Mater. Sci. 2020, 27, 179–192. [Google Scholar]
- Bryll, K.; Piesowicz, E.; Szymański, P.; Ślączka, W.; Pijanowski, M. Polymer Composite Manufacturing by FDM 3D Printing Technology. MATEC Web Conf. 2018, 237, 02006. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Garzon-Hernandez, S.; Garcia-Gonzalez, D.; Jérusalem, A.; Arias, A. Design of FDM 3D printed polymers: An experimental-modelling methodology for the prediction of mechanical properties. Mater. Des. 2020, 188, 108414. [Google Scholar] [CrossRef]
- Dou, H.; Cheng, Y.; Ye, W.; Zhang, D.; Li, J.; Miao, Z.; Rudykh, S. Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites. Materials 2020, 13, 3850. [Google Scholar] [CrossRef] [PubMed]
- Gaweł, A.; Kuciel, S. The Study of Physico-Mechanical Properties of Polylactide Composites with Different Level of Infill Produced by the FDM Method. Polymers 2020, 12, 3056. [Google Scholar] [CrossRef]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Kiński, W.; Pietkiewicz, P. Influence of the Printing Nozzle Diameter on Tensile Strength of Produced 3D Models in FDM Technology. Agric. Eng. 2020, 24, 31–38. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Hakimi, A. Experimental investigation on mechanical characterization of 3D printed PLA produced by fused deposition modeling (FDM). Mater. Res. Express 2021, 8, 035304. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 2200568, 1–12. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Rasouli, S.A. Statistical and Experimental Analysis of Process Parameters of 3D Nylon Printed Parts by Fused Deposition Modeling: Response Surface Modeling and Optimization. J. Mater. Eng. Perform. 2021, 30, 5441–5454. [Google Scholar] [CrossRef]
- Islam, M.R.; Faisal, H.M.; Tarefder, R.A. Determining temperature and time dependent Poisson’s ratio of asphalt concrete using indirect tension test. Fuel 2015, 146, 119–124. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Grasso, M.; Azzouz, L.; Ruiz-Hincapie, P.; Zarrelli, M.; Ren, G. Effect of temperature on the mechanical properties of 3D-printed PLA tensile specimens. Rapid Prototyp. J. 2018, 24, 1337–1346. [Google Scholar] [CrossRef] [Green Version]
- Erartsın, O.; van Drongelen, M.; Govaert, L.E. Identification of plasticity-controlled creep and fatigue failure mechanisms in transversely loaded unidirectional thermoplastic composites. J. Compos. Mater. 2021, 55, 1947–1965. [Google Scholar] [CrossRef]
- Shi, X.; Lian, C.; Shang, Y.; Zhang, H. Evolution of the dynamic fatigue failure of the adhesion between rubber and polymer cords. Polym. Test. 2015, 48, 175–182. [Google Scholar] [CrossRef]
- Brown, N. Fundamental Mechanism of Slow Crack Growth in Semi-Crystalline Polymers under a Constant Load. Mater. Sci. Appl. 2019, 10, 721–731. [Google Scholar] [CrossRef] [Green Version]
- Frank, A.; Berger, I.; Messicha, M.; Ek, C.-G.; Schuler, N.; Storheil, J.-M.; Mayrbäurl, E.; Heeley, S.; Krause, F.; Niemöller, L.; et al. Slow Crack Growth Resistance of Non-Virgin Polymers. In Proceedings of the 19th Plastic Pipes Conference PPXIX, Las Vegas, NV, USA, 24–26 November 2018. [Google Scholar]
- Kanters, M.J.; Kurokawa, T.; Govaert, L.E. Competition between plasticity-controlled and crack-growth controlled failure in static and cyclic fatigue of thermoplastic polymer systems. Polym. Test. 2016, 50, 101–110. [Google Scholar] [CrossRef]
- Lin, S.; Ni, J.; Zheng, D.; Zhao, X. Fracture and fatigue of ideal polymer networks. Extreme Mech. Lett. 2021, 48, 101399. [Google Scholar] [CrossRef]
- Rizal, S.; Saharudin, N.; Olaiya, N.; Khalil, H.; Haafiz, M.; Ikramullah, I.; Muksin, U.; Olaiya, F.; Abdullah, C.; Yahya, E. Functional Properties and Molecular Degradation of Schizostachyum Brachycladum Bamboo Cellulose Nanofibre in PLA-Chitosan Bionanocomposites. Molecules 2021, 26, 2008. [Google Scholar] [CrossRef]
- Zhong, K.; Zhang, Q.; Tong, L.; Liu, L.; Zhou, X.; Zhou, S. Molecular weight degradation and rheological properties of schizophyllan under ultrasonic treatment. Ultrason. Sonochemistry 2015, 23, 75–80. [Google Scholar] [CrossRef] [PubMed]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D printing of PLA-TPU with different component ratios: Fracture toughness, mechanical properties, and morphology. J. Mater. Res. Technol. 2022, 21, 3970–3981. [Google Scholar] [CrossRef]
- Mofokeng, J.; Luyt, A. Morphology and thermal degradation studies of melt-mixed poly(lactic acid) (PLA)/poly(ε-caprolactone) (PCL) biodegradable polymer blend nanocomposites with TiO2 as filler. Polym. Test. 2015, 45, 93–100. [Google Scholar] [CrossRef]
- Le, T.-T.; Le, M.V. Nanoscale Effect Investigation for Effective Bulk Modulus of Particulate Polymer Nanocomposites Using Micromechanical Framework. Adv. Mater. Sci. Eng. 2021, 2021, 1563845. [Google Scholar] [CrossRef]
- Zare, Y.; Rhee, K.Y. A Core-Shell Structure for Interphase Regions Surrounding Nanoparticles to Predict the Shear, Bulk and Young’s Polymer Moduli of Particulate Nanocomposites. Phys. Mesomech. 2020, 23, 89–96. [Google Scholar] [CrossRef]
- Hong, X.; Daming, W.; Ying, L.; Yajun, Z. Research on Measurement Method for Polymer Melt Bulk Modulus of Elasticity. Procedia Eng. 2011, 16, 72–78. [Google Scholar] [CrossRef]
- ZWu, Z.; Zhao, J.; Wu, W.; Wang, P.; Wang, B.; Li, G.; Zhang, S. Radial Compressive Property and the Proof-of-Concept Study for Realizing Self-expansion of 3D Printing Polylactic Acid Vascular Stents with Negative Poisson’s Ratio Structure. Materials 2018, 11, 1357. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Infill Density [%] | Young’s Modulus E [MPa] | Poisson’s Ratio v | Bulk Modulus K [MPa] | Shear Modulus G [MPa] |
|---|---|---|---|---|
| 100 | 2553 | 0.35 | −4522 | 801 |
| 75 | 2188 | 0.38 | −1137 | 601 |
| 50 | 2004 | 0.41 | −600 | 478 |
| Materials | Number of Cycles | Maximum Force [kN] | Energy [J] |
|---|---|---|---|
| PLA50 | 28,325 | 0.99 | 0.86 |
| PLA75 | 31,812 | 1.08 | 0.95 |
| PLA100 | 43,406 | 1.26 | 2.19 |
| Specimen | Glass Transition [°C] | Energy [J/g] | DSC mW/mg | Cold Crystallization [°C] | Energy [J/g] | DSC mW/mg | Melting Point [°C] | Energy [J/g] | DSC mW/mg | Calculated Crystallinity [%] |
|---|---|---|---|---|---|---|---|---|---|---|
| PLA_100_A | 65.8 | −3.737 | −0.4403 | 121.7 | 16.2 | −0.2025 | 151.8 | −9.978 | −0.5581 | 16.2 |
| PLA_100_Z | 65.7 | −2.91 | −0.4102 | 121.4 | 16.53 | −0.1915 | 152.1 | −9.112 | −0.5498 | 16.5 |
| PLA_filament | 62.4 | −4.995 | −0.4331 | 122.0 | 14.72 | −0.2353 | 152.6 | −8.272 | −0.5306 | 14.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gaweł, A.; Kuciel, S.; Liber-Kneć, A.; Mierzwiński, D. Examination of Low-Cyclic Fatigue Tests and Poisson’s Ratio Depending on the Different Infill Density of Polylactide (PLA) Produced by the Fused Deposition Modeling Method. Polymers 2023, 15, 1651. https://doi.org/10.3390/polym15071651
Gaweł A, Kuciel S, Liber-Kneć A, Mierzwiński D. Examination of Low-Cyclic Fatigue Tests and Poisson’s Ratio Depending on the Different Infill Density of Polylactide (PLA) Produced by the Fused Deposition Modeling Method. Polymers. 2023; 15(7):1651. https://doi.org/10.3390/polym15071651
Chicago/Turabian StyleGaweł, Anna, Stanisław Kuciel, Aneta Liber-Kneć, and Dariusz Mierzwiński. 2023. "Examination of Low-Cyclic Fatigue Tests and Poisson’s Ratio Depending on the Different Infill Density of Polylactide (PLA) Produced by the Fused Deposition Modeling Method" Polymers 15, no. 7: 1651. https://doi.org/10.3390/polym15071651