

Influence of Accelerated Aging on the Fiber-Matrix Adhesion of Regenerated Cellulose Fiber-Reinforced Bio-Polyamide

Abstract
:1. Introduction
2. Materials and Methods
2.1. Fiber and Matrix
2.2. Accelerated Aging
2.3. Preparation of the Composite
2.4. Injection Molding
2.5. Fiber Length Distribution
2.6. Single-Fiber Tensile Test (SFTT)
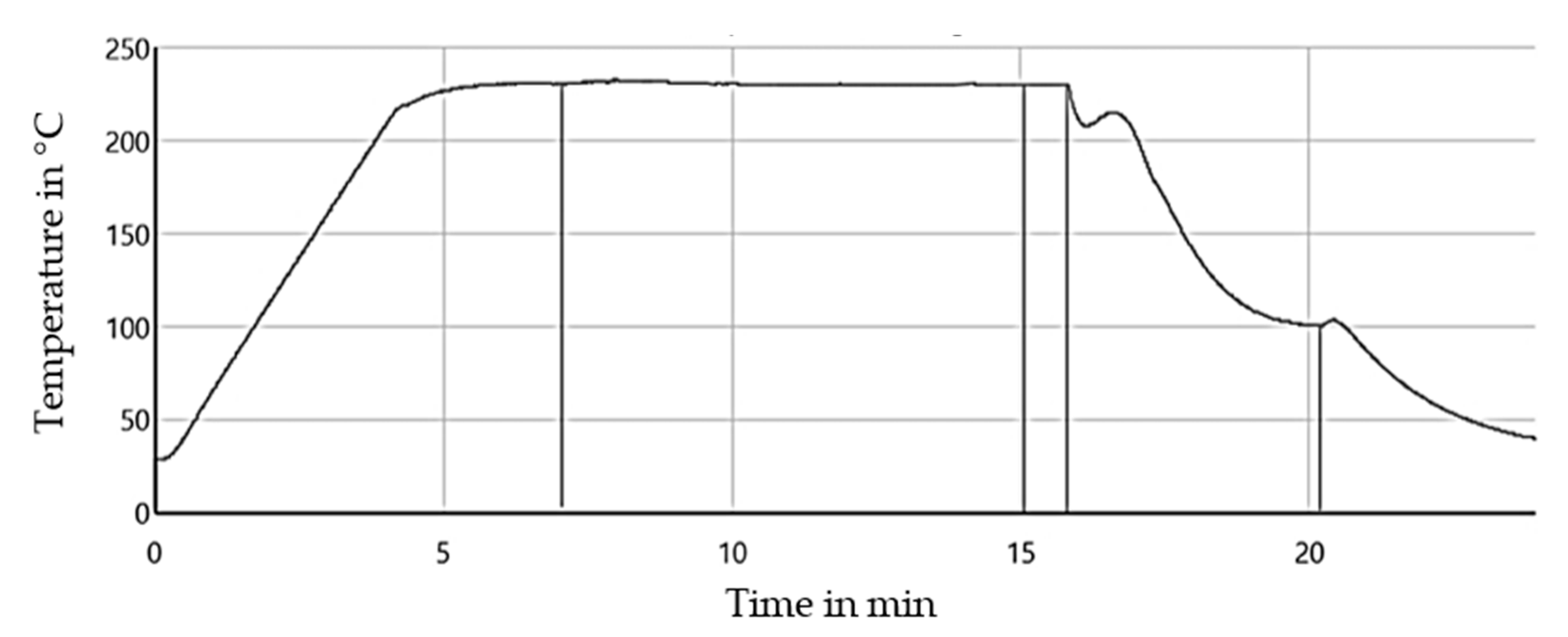
2.7. Single-Fiber Pull-Out Test (SFPT)
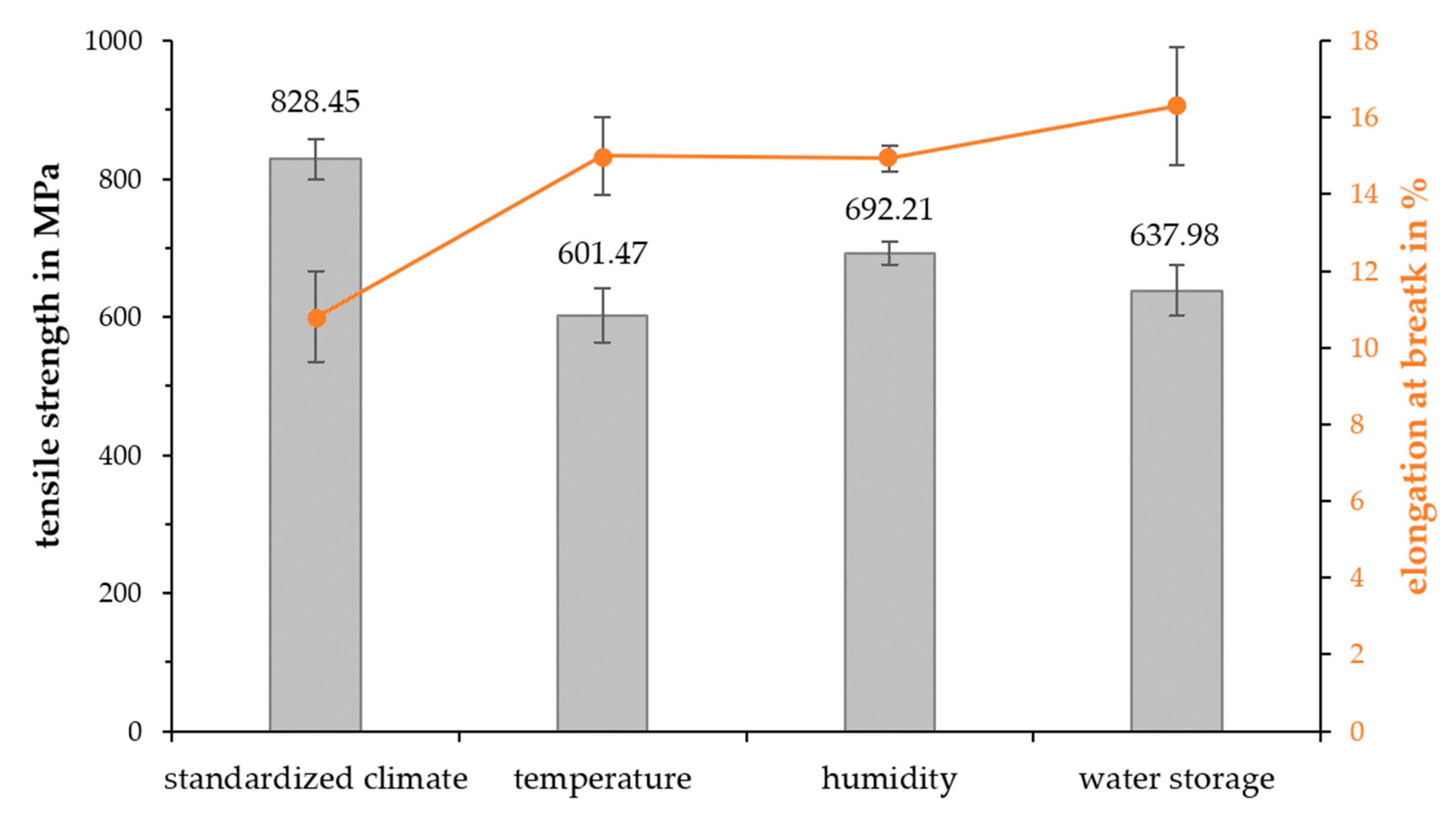
2.8. Tensile Test
2.9. Notched Impact Test
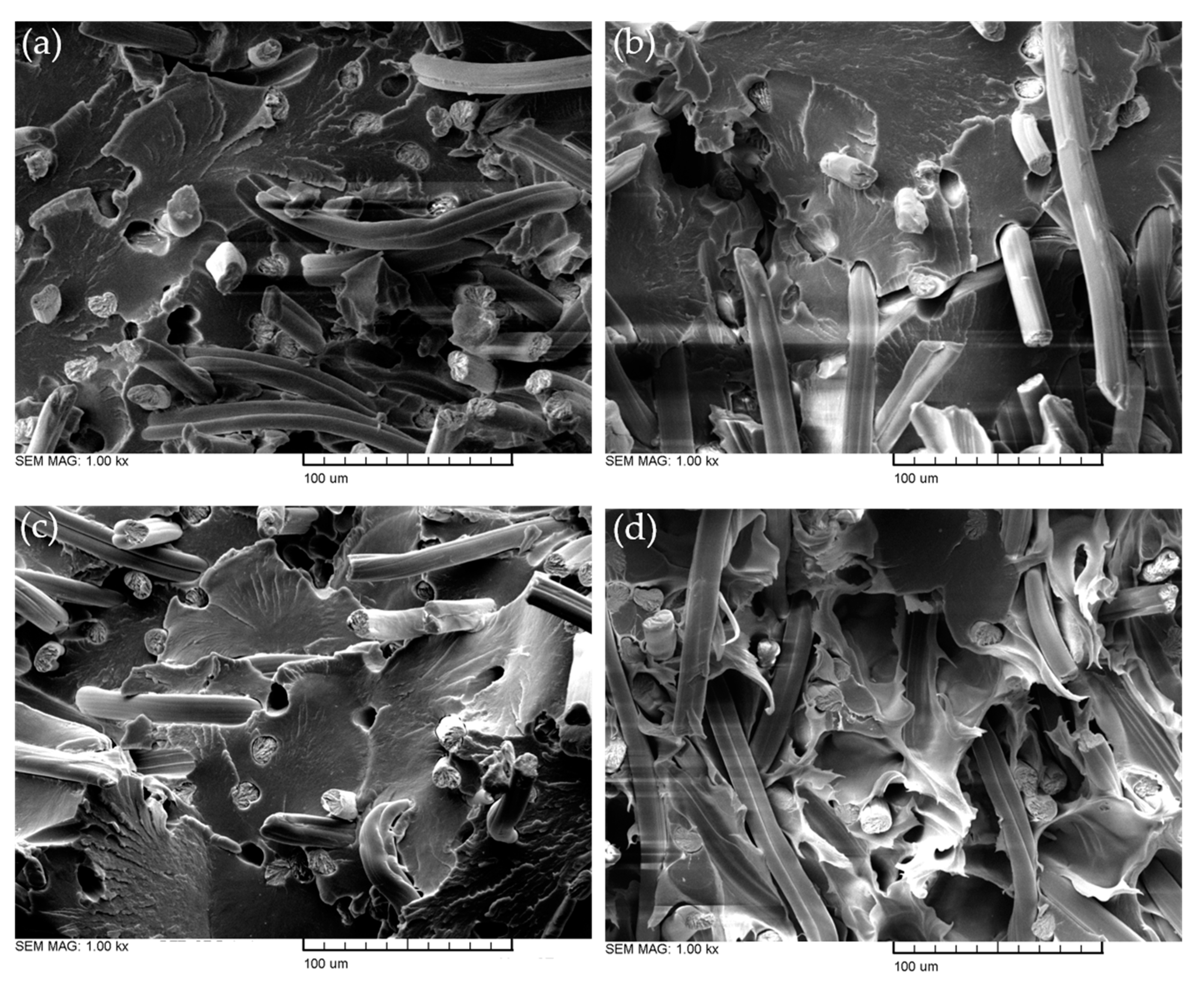
2.10. Scanning Electron Microscopy (SEM)
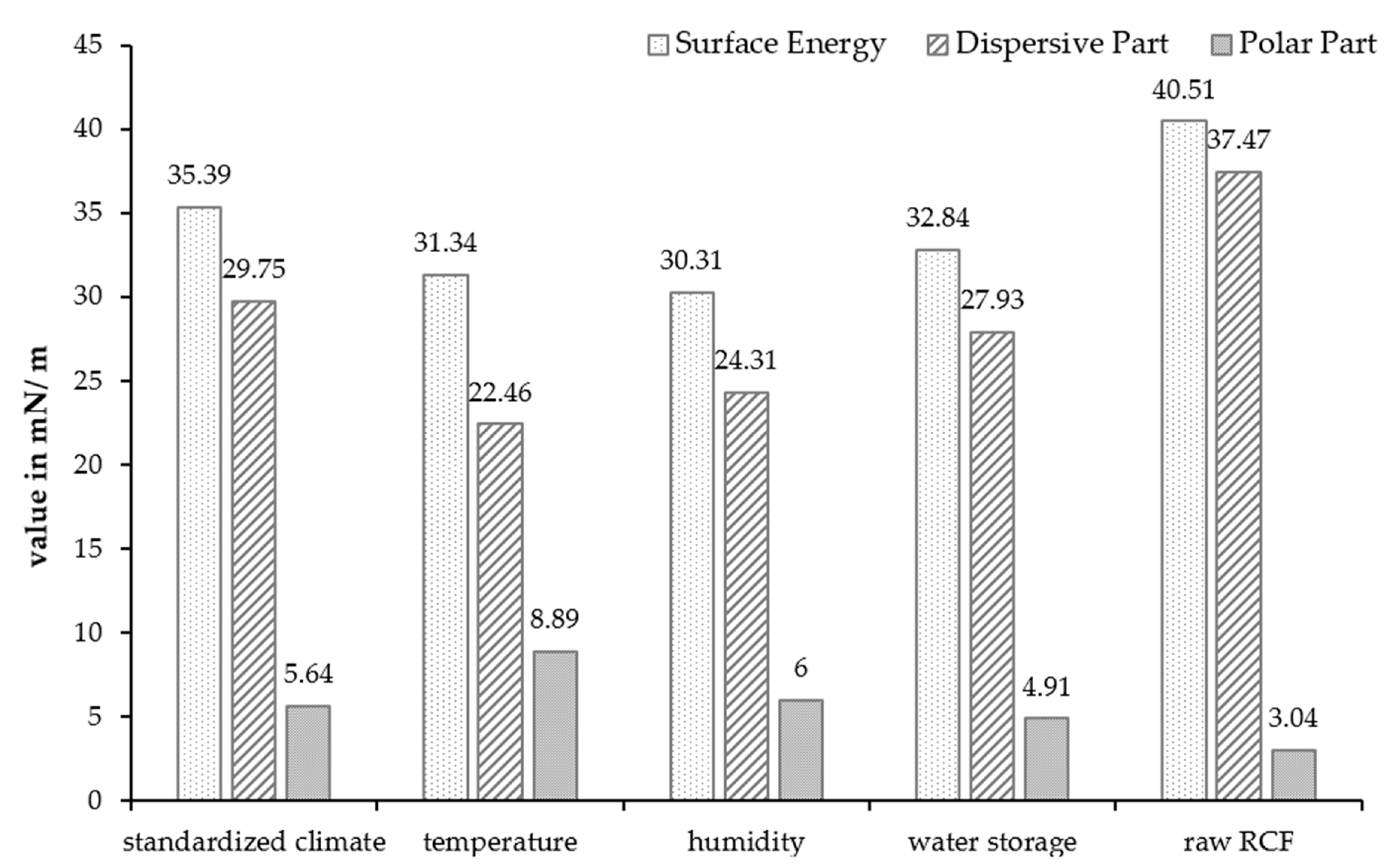
2.11. Contact Angle Measurement
3. Results and Discussion
3.1. Fiber Length Distribution, Surface Morphology, and Tension
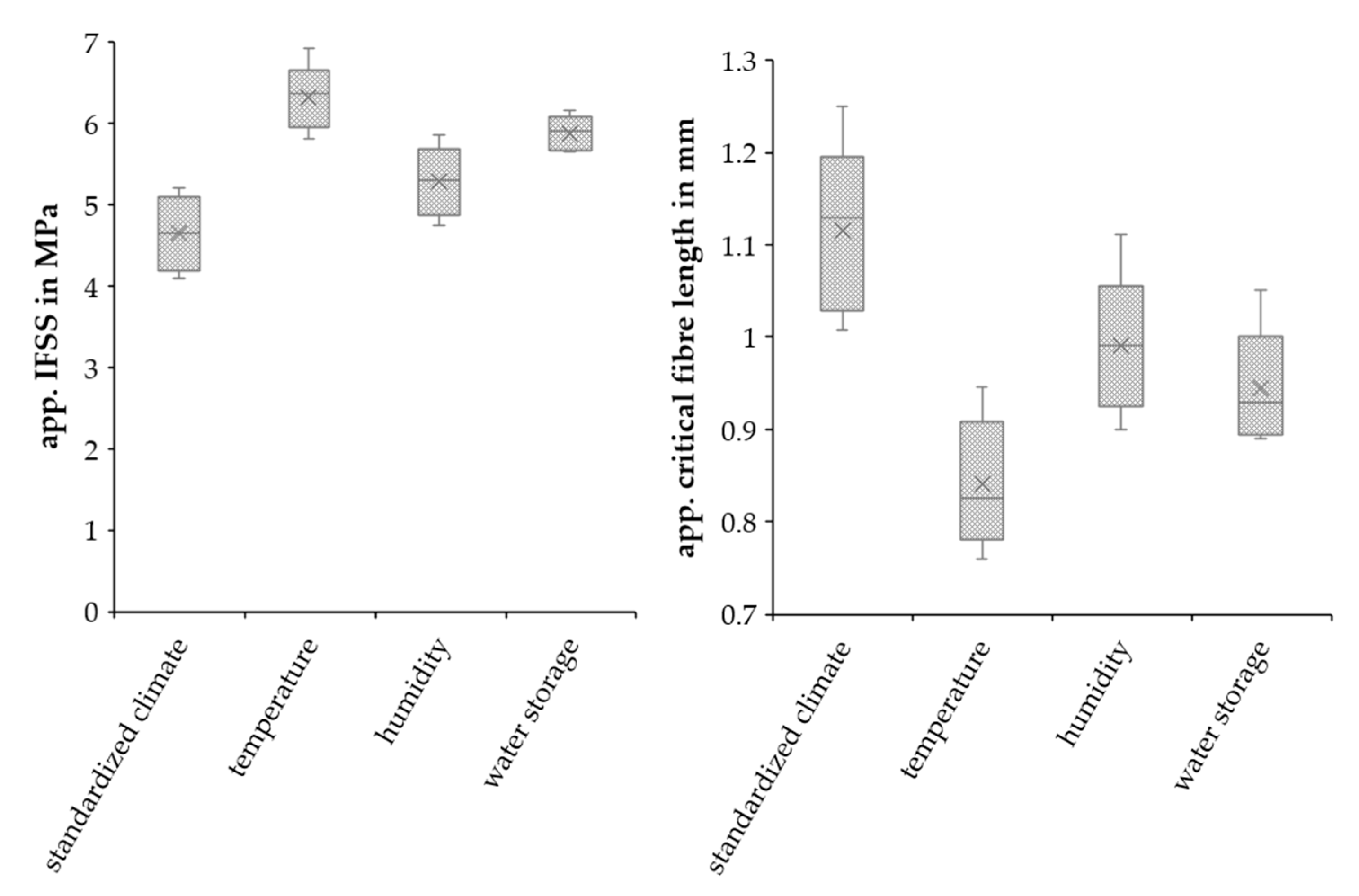
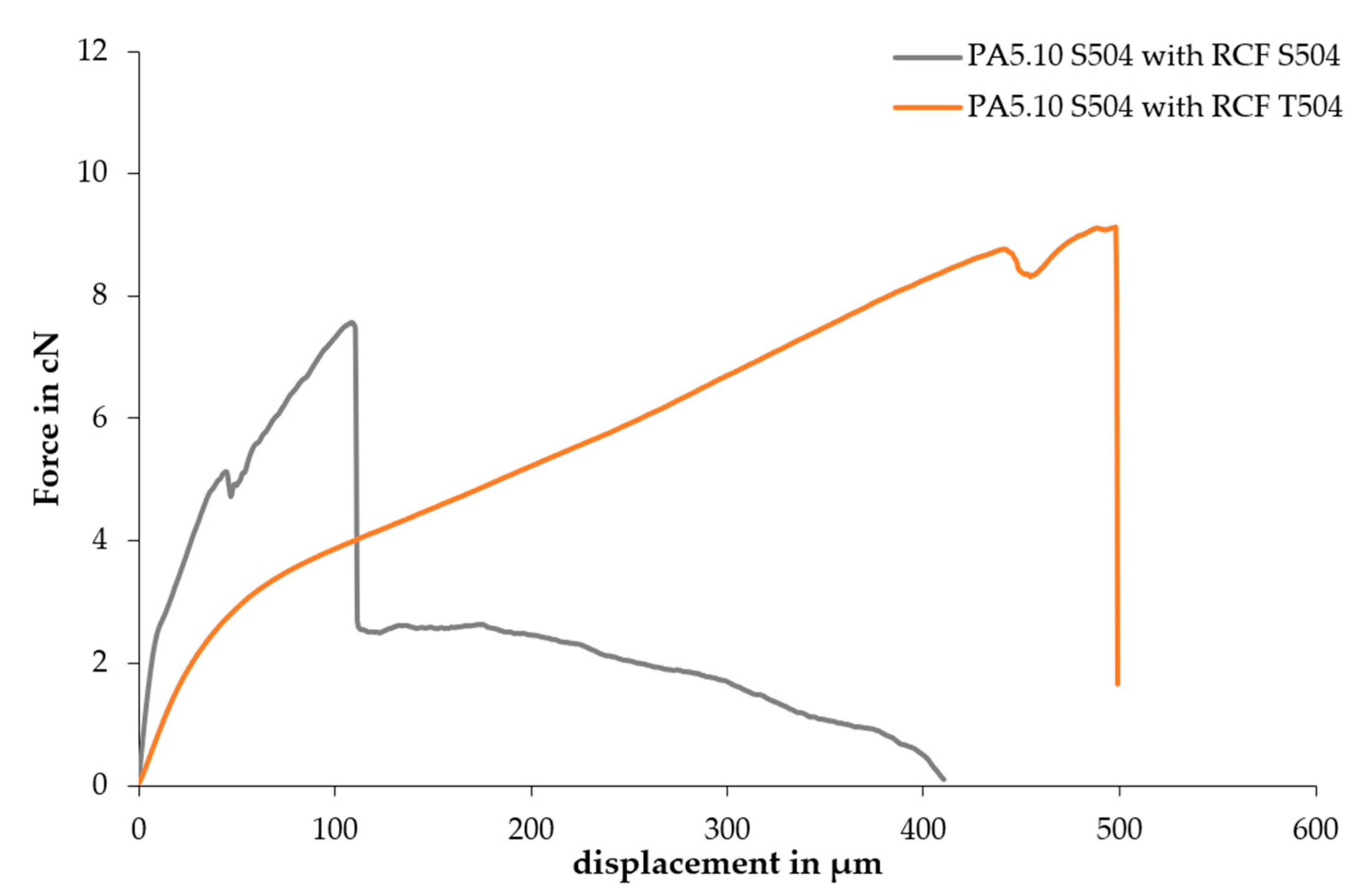
3.2. Single-Fiber Tensile and Pull-Out Test
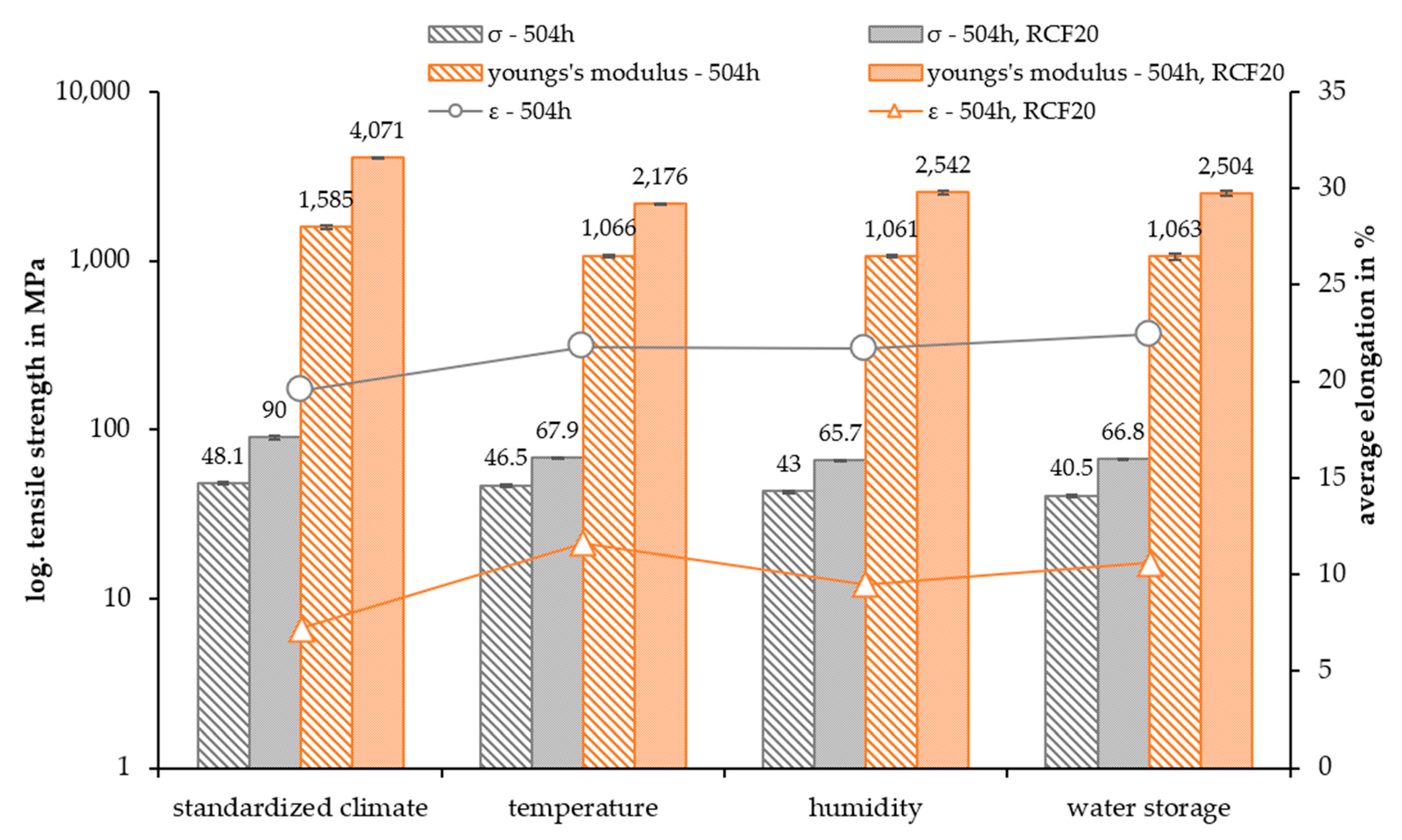
3.3. Mechanical Property Analysis
4. Conclusions
- The RCFs are less resistant against accelerated aging than the bio-polyamide, which was shown in single-fiber tests.
- Single-fiber pull-out tests showed an increase in the fiber-matrix adhesion due to the different storage climates, which could be set in relation to the increasing polarity of the aged bio-polyamide.
- The accelerated aging led to a debonding of the fiber from the matrix because of swelling and shrinkage of the fiber and matrix as well as moisture absorption, which had a significant impact on the fiber-matrix adhesion and the mechanical properties.
- The Young’s modulus strongly decreased after the accelerated aging in all non- and RCF-reinforced composites.
- The accelerated aging enhanced the elongation at break but decreased the tensile strength of all composites.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klemm, D.; Heublein, B.; Fink, H.-P.; Bohn, A. Cellulose: Faszinierendes Biopolymer und nachhaltiger Rohstoff. Angew. Chem. 2005, 117, 3422–3458. [Google Scholar] [CrossRef]
- Woodings, C. Regenerated Cellulose Fibres; Woodhead Publisher: Cambridge, UK, 2001. [Google Scholar]
- Feldmann, M.; Heim, H.-P.; Zarges, J.-C. Influence of the process parameters on the mechanical properties of engineering biocomposites using a twin-screw extruder. Compos. Part A Appl. Sci. Manuf. 2016, 83, 113–119. [Google Scholar] [CrossRef]
- Zarges, J.-C.; Kaufhold, C.; Feldmann, M.; Heim, H.-P. Single fiber pull-out test of regenerated cellulose fibers in polypropylene: An energetic evaluation. Compos. Part A Appl. Sci. Manuf. 2018, 105, 19–27. [Google Scholar] [CrossRef]
- Brehmer, B. Beständig und umweltfreundlich: Biopolyamide. Kunststoffe 2012, 102, 72–75. [Google Scholar]
- Adusumali, R.-B.; Reifferscheid, M.; Weber, H.; Roeder, T.; Sixta, H.; Gindl, W. Mechanical Properties of Regenerated Cellulose Fibres for Composites. Macromol. Symp. 2006, 244, 119–125. [Google Scholar] [CrossRef]
- Furtado, S.C.; Araújo, A.L.; Silva, A.; Alves, C.; Ribeiro, A. Natural fibre-reinforced composite parts for automotive applications. Int. J. Automot. Compos. 2014, 1, 18. [Google Scholar] [CrossRef]
- Armioun, S.; Panthapulakkal, S.; Scheel, J.; Tjong, J.; Sain, M. Sustainable and lightweight biopolyamide hybrid composites for greener auto parts. Can. J. Chem. Eng. 2016, 94, 2052–2060. [Google Scholar] [CrossRef]
- Kuciel, S.; Kuzniar, P.; Liber-Knec, A. Polyamides from renewable sources as matrices of short fiber reinforced biocomposites. Polimery 2012, 57, 627–634. [Google Scholar] [CrossRef]
- Basso, M.; Piselli, A.; Simonato, M.; Furlanetto, R.; Pupure, L.; Joffe, R.; De Nardo, L. Effect of food chemicals and temperature on mechanical reliability of bio-based glass fibers reinforced polyamide. Compos. Part B Eng. 2019, 157, 140–149. [Google Scholar] [CrossRef]
- Feldmann, M.; Bledzki, A.K. Bio-based polyamides reinforced with cellulosic fibres—Processing and properties. Compos. Sci. Technol. 2014, 100, 113–120. [Google Scholar] [CrossRef]
- Nikiforov, A.A.; Vol’fson, S.I.; Okhotina, N.A.; Rinberg, R.; Hartmann, T.; Kroll, L. Mechanical properties of the compositions based on biopolyamide-1010 modified by carbon, glass, and cellulose chopped fibers. Russ. Metall. 2017, 2017, 279–282. [Google Scholar] [CrossRef]
- Zarges, J.-C.; Kaufhold, C.; Feldmann, M.; Heim, H.-P. (Eds.) Influence of the Fiber-Matrix-Interaction on the Fracture Behavior of Regenerated Cellulose Fiber Reinforced Polypropylene; Society of Plastics Engineers, ANTEC: Newtown, CT, USA, 2018. [Google Scholar]
- Graupner, N.; Fischer, H.; Ziegmann, G.; Müssig, J. Improvement and analysis of fibre/matrix adhesion of regenerated cellulose fibre reinforced PP-, MAPP- and PLA-composites by the use of Eucalyptus globulus lignin. Compos. Part B Eng. 2014, 66, 117–125. [Google Scholar] [CrossRef]
- Nirmal, U.; Singh, N.; Hashim, J.; Lau, S.T.; Jamil, N. On the effect of different polymer matrix and fibre treatment on single fibre pullout test using betelnut fibres. Mater. Des. 2011, 32, 2717–2726. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Feldmann, M. Polyoxymethylene composites with natural and cellulose fibres: Toughness and heat deflection temperature. Compos. Sci. Technol. 2012, 72, 1870–1874. [Google Scholar] [CrossRef]
- Lee, M.O.; Kim, J.H.; Park, J.; Kim, S.Y. Bio-based poly(pentamethylene sebacamide) by solid-state polymerization from bio-based monomers. Green Chem. 2021, 23, 6469–6476. [Google Scholar] [CrossRef]
- Battegazzore, D.; Frache, A. Bio-based PA5.10 for Industrial Applications: Improvement of Barrier and Thermo-mechanical Properties with Rice Husk Ash and Nanoclay. J. Polym. Environ. 2019, 27, 2213–2223. [Google Scholar] [CrossRef]
- Kind, S.; Wittmann, C. Bio-based production of the platform chemical 1,5-diaminopentane. Appl. Microbiol. Biotechnol. 2011, 91, 1287–1296. [Google Scholar] [CrossRef]
- Thomason, J.L.; Ali, J.Z. The dimensional stability of glass-fibre reinforced Polyamide 66 during hydrolysis conditioning. Compos. Part A 2009, 40, 623–634. [Google Scholar] [CrossRef] [Green Version]
- Thomason, J.L.; Ali, J.Z.; Anderson, J. The thermo-mechanical performance of glass-fibre reinforced polyamide 66 during glycol–water hydrolysis conditioning. Compos. Part A Appl. Sci. Manuf. 2010, 41, 820–826. [Google Scholar] [CrossRef] [Green Version]
- Deroiné, M.; Le Duigou, A.; Corre, Y.-M.; Le Gac, P.Y.; Davies, P.; César, G.; Bruzaud, S. Accelerated ageing of polylactide in aqueous environments: Comparative study between distilled water and seawater. Polym. Degrad. Stab. 2014, 108, 319–329. [Google Scholar] [CrossRef] [Green Version]
- Chaupart, N.; Serpe, G.; Verdu, J. Molecular weight distribution and mass changes during polyamide hydrolysis. Polymer 1998, 39, 1375–1380. [Google Scholar] [CrossRef]
- Akro-Plastic. Technical Datasheet AKROMID® NEXT 5.10 3 EXP Natur; Akro-Plastic: Niederzissen, Germany, 2022. [Google Scholar]
- Lang, D. Technical Data Sheet Cordenka Rayon Chopped Fibers; Cordenka GmbH & Co. KG: Obernburg am Main, Germany, 2021. [Google Scholar]
- DIN EN ISO 291; Kunststoffe—Normalklimate für Konditionierung und Prüfung. Beuth Verlag: Berlin, Germany, 2008.
- Acierno, S.; van Puyvelde, P. Rheological behavior of polyamide 11 with varying initial moisture content. J. Appl. Polym. Sci. 2005, 97, 666–670. [Google Scholar] [CrossRef]
- Feldmann, M. The effects of the injection moulding temperature on the mechanical properties and morphology of polypropylene man-made cellulose fibre composites. Compos. Part A Appl. Sci. Manuf. 2016, 87, 146–152. [Google Scholar] [CrossRef]
- Teuber, L.; Militz, H.; Krause, A. Dynamic particle analysis for the evaluation of particle degradation during compounding of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2016, 84, 464–471. [Google Scholar] [CrossRef]
- Graupner, N.; Rößler, J.; Ziegmann, G.; Müssig, J. Fibre/matrix adhesion of cellulose fibres in PLA, PP and MAPP: A critical review of pull-out test, microbond test and single fibre fragmentation test results. Compos. Part A Appl. Sci. Manuf. 2014, 63, 133–148. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, W.R. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Zarges, J.-C.; Feldmann, M.; Heim, H.-P. (Eds.) Influence of the Compounding Process on Bio-Based Polyamides with Cellulosic Fibers; Society of Plastics Engineers, ANTEC: Newtown, CT, USA, 2017. [Google Scholar]
- Zarges, J.-C.; Sälzer, P.; Heim, H.-P. Correlation of fiber orientation and fiber-matrix-interaction of injection-molded polypropylene cellulose fiber composites. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106112. [Google Scholar] [CrossRef]
- Klein, A.; Oreski, G.; Resch-Fauster, K. Applicability of technical biopolymers as absorber materials in solar thermal collectors. Solar Energy 2017, 153, 276–288. [Google Scholar] [CrossRef]
- Ksouri, I.; Haddar, N. Long term ageing of polyamide 6 and polyamide 6 reinforced with 30% of glass fibers: Temperature effect. J. Polym. Res. 2018, 25, 1–12. [Google Scholar] [CrossRef]
- Zarges, J.-C.; Minkley, D.; Feldmann, M.; Heim, H.-P. Fracture toughness of injection molded, man-made cellulose fiber reinforced polypropylene. Compos. Part A Appl. Sci. Manuf. 2017, 98, 147–158. [Google Scholar] [CrossRef]
- Kahl, C.; Zarges, J.-C.; Heim, H.-P. Influence of Fiber Volume in Hybrid Short Glass/Cellulose Reinforced Thermoplastic Compounds. Polymers 2022, 14, 3929. [Google Scholar] [CrossRef]
- Judt, P.O.; Zarges, J.-C.; Ricoeur, A.; Heim, H.-P. Anisotropic fracture properties and crack path prediction in glass and cellulose fiber reinforced composites. Eng. Fract. Mech. 2018, 188, 344–360. [Google Scholar] [CrossRef]
- Harrass, K.; Mauer, S.; Tsekov, R. Resistance of glass fibre reinforced polyamide 6.6 materials to automotive cooling fluids: An analytical method for lifetime prediction. Polym. Int. 2022, 71, 724–733. [Google Scholar] [CrossRef]
- Gemmeke, N.; Feldmann, M.; Heim, H.-P. Processing and characterization of engineering biocomposites based on polybutylenterephthalat (PBT) and polytrimethylentherephthalat (PTT) with regenerated cellulose fibers modified with maleic anhydride grafted polyethylene as a processing agent. Compos. Part A Appl. Sci. Manuf. 2019, 118, 327–335. [Google Scholar] [CrossRef]
- Kahl, C.; Feldmann, M.; Sälzer, P.; Heim, H.-P. Advanced short fiber composites with hybrid reinforcement and selective fiber-matrix-adhesion based on polypropylene—Characterization of mechanical properties and fiber orientation using high-resolution X-ray tomography. Compos. Part A Appl. Sci. Manuf. 2018, 111, 54–61. [Google Scholar] [CrossRef]
- Arif, M.F.; Meraghni, F.; Chemisky, Y.; Despringre, N.; Robert, G. In situ damage mechanisms investigation of PA66/GF30 composite: Effect of relative humidity. Compos. Part B Eng. 2014, 58, 487–495. [Google Scholar] [CrossRef] [Green Version]
- Kahl, C.; Gemmeke, N.; Bagnucki, J.; Heim, H.-P. Investigations on fiber-matrix properties of heat-treated and UV-treated regenerated cellulose fibers. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106669. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Hatakeyama, H.; Ikeda, Y. Effect of bound water on structural change of regenerated cellulose. Makromol. Chem. 1987, 188, 1875–1884. [Google Scholar] [CrossRef]
- Zarges, J.-C. Charakterisierung des Bruchverhaltens von Polypropylen-Celluloseregeneratfaser-Verbunden. Ph.D. Thesis, Institut für Werkstofftechnik, Universität Kassel, Kassel, Germany, 2018. [Google Scholar]
- Canal, C.; Molina, R.; Bertran, E.; Erra, P. Wettability, ageing and recovery process of plasma-treated polyamide 6. J. Adhes. Sci. Technol. 2004, 18, 1077–1089. [Google Scholar] [CrossRef]
- Maïza, S.; Lefebvre, X.; Brusselle-Dupend, N.; Klopffer, M.H.; Cangémi, L.; Castagnet, S.; Grandidier, J.C. Physicochemical and mechanical degradation of polyamide 11 induced by hydrolysis and thermal aging. J. Appl. Polym. Sci. 2019, 136, 47628. [Google Scholar] [CrossRef]
- Alam, P.; Mamalis, D.; Robert, C.; Floreani, C.; Brádaigh, C.M.Ó. The fatigue of carbon fibre reinforced plastics—A review. Compos. Part B Eng. 2019, 166, 555–579. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Name | Regenerated Cellulose Fibers in wt.% | Accelerated Aging | Storage Time in Hours | Temperature in °C | Relative Humidity in% |
|---|---|---|---|---|---|
| PA5.10 S504 | - | Standard climate | 504 | 23 | 50 |
| PA5.10 H504 | - | High humidity | 504 | 23 | 90 |
| PA5.10 T504 | - | High temperature | 504 | 70 | 50 |
| PA5.10 W504 | - | Water storage | 504 | 23 | - |
| PA5.10 RCF20 S504 | 20 | Standard climate | 504 | 23 | 50 |
| PA5.10 RCF20 H504 | 20 | High humidity | 504 | 23 | 90 |
| PA5.10 RCF20 T504 | 20 | High temperature | 504 | 70 | 50 |
| PA5.10 RCF20 W504 | 20 | Water storage | 504 | 23 | - |
| Zone | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Nozzle |
|---|---|---|---|---|---|---|---|---|
| Temperature in °C | 230 | 220 | 220 | 215 | 215 | 210 | 210 | 215 |
| Zone | 1 | 2 | 3 | 4 | 5 | Nozzle | Mold Temperature | |
|---|---|---|---|---|---|---|---|---|
| Temperature in °C | PA5.10 | 80 | 240 | 245 | 250 | 255 | 260 | 40 |
| PA5.10 RCF20 | 80 | 220 | 230 | 230 | 240 | 240 | 40 |
| Composite Name | Mean Value of the Fiber Length in mm |
|---|---|
| Raw RCF | 2.808 |
| PA5.10 RCF20 granules | 1.903 |
| PA5.10 RCF20 S504 | 1.566 |
| PA5.10 RCF20 T504 | 1.263 |
| PA5.10 RCF20 H504 | 1.498 |
| PA5.10 RCF20 W504 | 1.530 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Falkenreck, C.K.; Gemmeke, N.; Zarges, J.-C.; Heim, H.-P. Influence of Accelerated Aging on the Fiber-Matrix Adhesion of Regenerated Cellulose Fiber-Reinforced Bio-Polyamide. Polymers 2023, 15, 1606. https://doi.org/10.3390/polym15071606
Falkenreck CK, Gemmeke N, Zarges J-C, Heim H-P. Influence of Accelerated Aging on the Fiber-Matrix Adhesion of Regenerated Cellulose Fiber-Reinforced Bio-Polyamide. Polymers. 2023; 15(7):1606. https://doi.org/10.3390/polym15071606
Chicago/Turabian StyleFalkenreck, Celia Katharina, Nicole Gemmeke, Jan-Christoph Zarges, and Hans-Peter Heim. 2023. "Influence of Accelerated Aging on the Fiber-Matrix Adhesion of Regenerated Cellulose Fiber-Reinforced Bio-Polyamide" Polymers 15, no. 7: 1606. https://doi.org/10.3390/polym15071606