

A Numerical Thermo-Chemo-Flow Analysis of Thermoset Resin Impregnation in LCM Processes



Abstract
:1. Introduction
1.1. Background
1.2. A State-of-the-Art Review
2. Numerical Simulation
2.1. Flow Modelling
2.2. Heat Balance
2.3. Species Model
2.4. Boundary Conditions (b.c.)
3. Results
3.1. Characterisation and Validation: A Simple Geometry
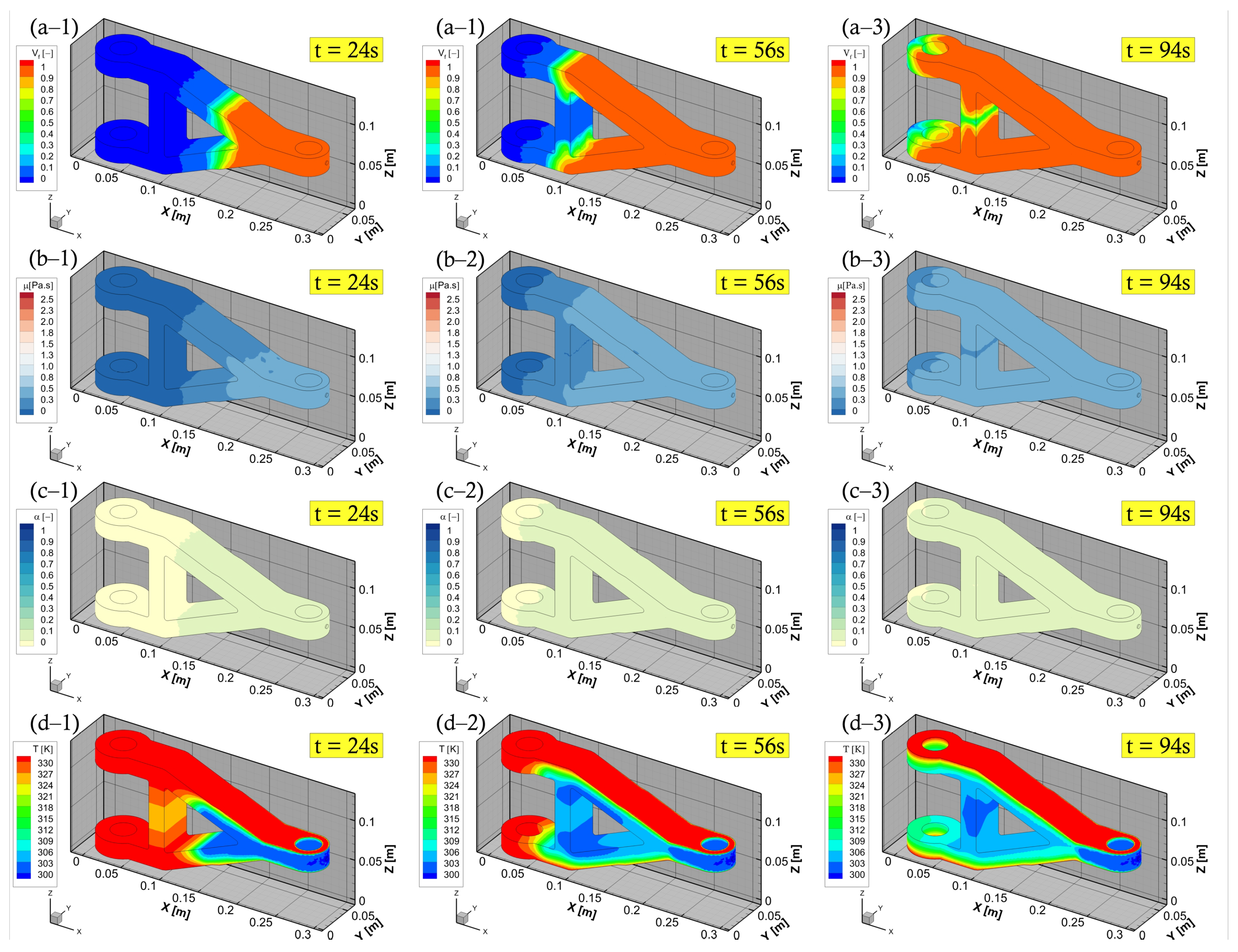
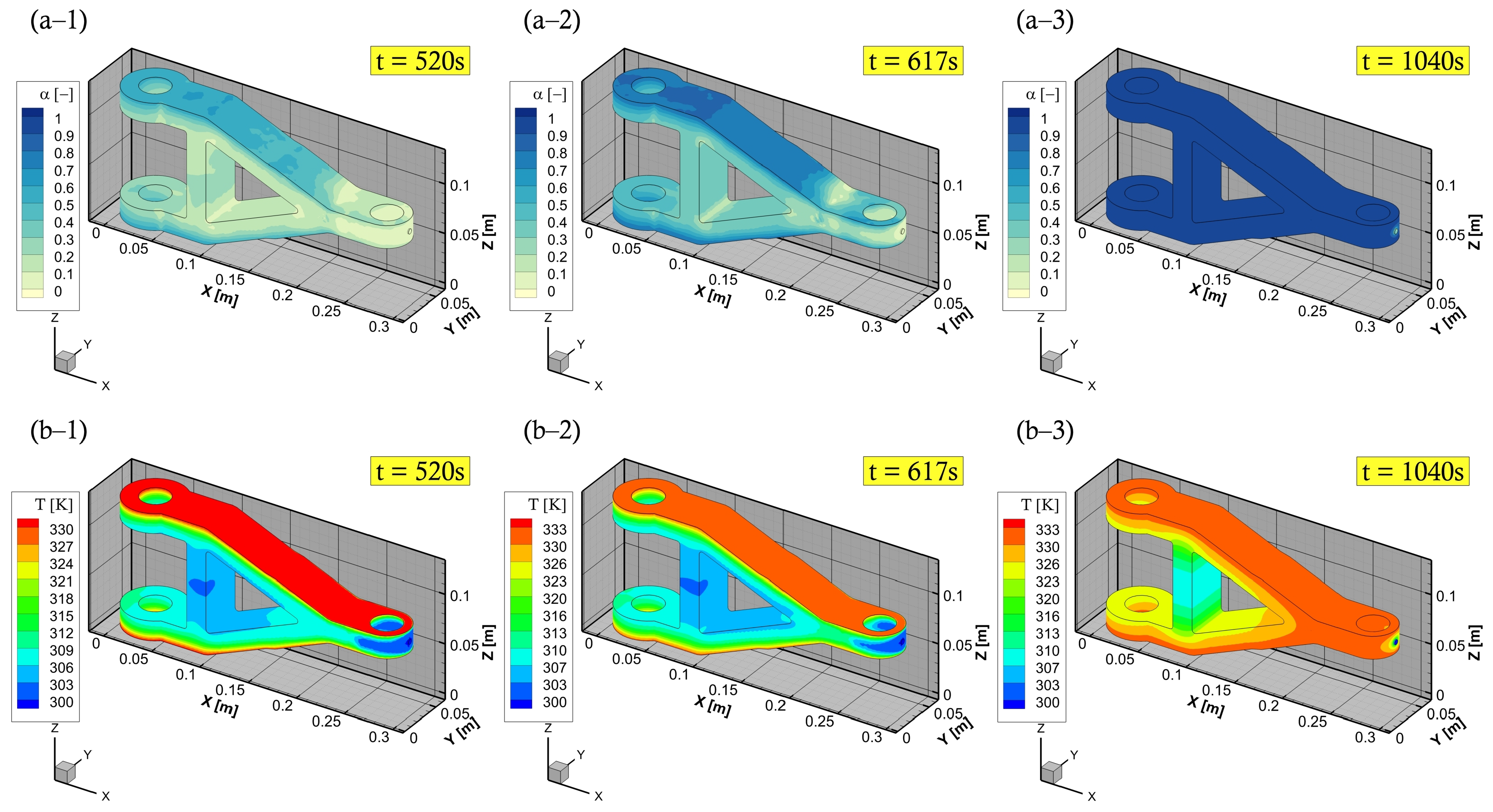
3.2. Cure Kinetics and Chemo-Rheology Characterisation: A Complex Geometry
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sorrentino, L.; Polini, W.; Bellini, C. To design the cure process of thick composite parts: Experimental and numerical results. Adv. Compos. Mater. 2014, 23, 225–238. [Google Scholar] [CrossRef]
- Bodaghi, M.; Lomov, S.V.; Simacek, P.; Correia, N.C.; Advani, S.G. On the variability of permeability induced by reinforcement distortions and dual scale flow in liquid composite moulding: A review. Compos. Part A Appl. Sci. 2019, 120, 188–210. [Google Scholar] [CrossRef]
- Lim, S.T.; Lee, W.I. An analysis of the three-dimensional resin-transfer mold filling process. Compos. Sci. Technol. 2000, 60, 961–975. [Google Scholar] [CrossRef]
- Tan, H.; Pillai, K.M. Numerical simulation of reactive flow in liquid composite molding using flux-corrected transport (FCT) based finite element/control volume (FE/CV) method. Int. J. Heat Mass Transf. 2010, 53, 2256–2271. [Google Scholar] [CrossRef]
- Boogh, L.; Mezzenga, R. Processing Principles for Thermoset Composites. In Comprehensive Composite Materials; Elsevier: Amsterdam, The Netherlands, 2000; pp. 671–699. [Google Scholar] [CrossRef]
- Ratna, D. Thermal properties of thermosets. In Thermosets; Elsevier: Amsterdam, The Netherlands, 2012; pp. 62–91. [Google Scholar] [CrossRef]
- Pethrick, R. Composite to metal bonding in aerospace and other applications. In Welding and Joining of Aerospace Materials; Elsevier: Amsterdam, The Netherlands, 2012; pp. 288–319. [Google Scholar] [CrossRef]
- Halley, P.J.; Mackay, M.E. Chemorheology of thermosets an overview. Polym. Eng. Sci. 1996, 36, 593–609. [Google Scholar] [CrossRef]
- Roller, M.B. Rheology of curing thermosets: A review. Polym. Eng. Sci. 1986, 26, 432–440. [Google Scholar] [CrossRef]
- Kamal, M.R.; Sourour, S. Kinetics and thermal characterization of thermoset cure. Polym. Eng. Sci. 1973, 13, 59–64. [Google Scholar] [CrossRef]
- Henne, M.; Breyer, C.; Niedermeier, M.; Ermanni, P. A new kinetic and viscosity model for liquid composite molding simulations in an industrial environment. Polym. Compos. 2004, 25, 255–269. [Google Scholar] [CrossRef]
- Du, S.; Guo, Z.S.; Zhang, B.; Wu, Z. Cure kinetics of epoxy resin used for advanced composites. Polym. Int. 2004, 53, 1343–1347. [Google Scholar] [CrossRef]
- Sun, G.; Sun, H.; Liu, Y.; Zhao, B.; Zhu, N.; Hu, K. Comparative study on the curing kinetics and mechanism of a lignin-based-epoxy/anhydride resin system. Polymer 2007, 48, 330–337. [Google Scholar] [CrossRef]
- Pavlopoulou, S.; Soutis, C.; Staszewski, W.J. Cure monitoring through time–frequency analysis of guided ultrasonic waves. Plast. Rubber Compos. 2012, 41, 180–186. [Google Scholar] [CrossRef]
- Fournier, J.; Williams, G.; Duch, C.; Aldridge, G.A. Changes in molecular dynamics during bulk polymerization of an epoxide−amine system as studied by dielectric relaxation spectroscopy. Macromolecules 1996, 29, 7097–7107. [Google Scholar] [CrossRef]
- Zetterlund, P.B.; Johnson, A.F. Free volume-based modelling of free radical crosslinking polymerisation of unsaturated polyesters. Polymer 2002, 43, 2039–2048. [Google Scholar] [CrossRef]
- Sourour, S.; Kamal, M. Differential scanning calorimetry of epoxy cure: Isothermal cure kinetics. Thermochim. Acta 1976, 14, 41–59. [Google Scholar] [CrossRef]
- Batch, G.L.; Macosko, C.W. Heat transfer and cure in pultrusion: Model and experimental verification. AIChE J. 1993, 39, 1228–1241. [Google Scholar] [CrossRef]
- Castro, J.M.; Macosko, C.W. Studies of mold filling and curing in the reaction injection molding process. AIChE J. 1982, 28, 250–260. [Google Scholar] [CrossRef]
- Lee, L.; Young, W.; Lin, R. Mold filling and cure modeling of RTM and SRIM processes. Compos. Struct. 1994, 27, 109–120. [Google Scholar] [CrossRef]
- Bruschke, M.V.; Advani, S.G. A numerical approach to model non-isothermal viscous flow through fibrous media with free surfaces. Int. J. Numer. Methods Fluids. 1994, 19, 575–603. [Google Scholar] [CrossRef]
- Cheung, A.; Yu, Y.; Pochiraju, K. Three-dimensional finite element simulation of curing of polymer composites. Finite Elem. Anal. Des. 2004, 40, 895–912. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. B Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Shojaei, A.; Reza Ghaffarian, S.; Mohammad Hossein Karimian, S. Three-dimensional process cycle simulation of composite parts manufactured by resin transfer molding. Compos. Struct. 2004, 65, 381–390. [Google Scholar] [CrossRef]
- Deléglise, M.; Le Grognec, P.; Binetruy, C.; Krawczak, P.; Claude, B. Modeling of high speed RTM injection with highly reactive resin with on-line mixing. Compos. Part A Appl. Sci. 2011, 42, 1390–1397. [Google Scholar] [CrossRef]
- Shi, F.; Dong, X. 3D numerical simulation of filling and curing processes in non-isothermal RTM process cycle. Finite Elem. Anal. Des. 2011, 47, 764–770. [Google Scholar] [CrossRef]
- Mijović, J.; Kenny, J.; Maffezzoli, A.; Trivisano, A.; Bellucci, F.; Nicolais, L. The principles of dielectric measurements for in situ monitoring of composite processing. Compos. Sci. Technol. 1993, 49, 277–290. [Google Scholar] [CrossRef]
- McIlhagger, A.; Brown, D.; Hill, B. The development of a dielectric system for the on-line cure monitoring of the resin transfer moulding process. Compos. Part A Appl. Sci. 2000, 31, 1373–1381. [Google Scholar] [CrossRef]
- Schmachtenberg, E.; Schulte zur Heide, J.; Töpker, J. Application of ultrasonics for the process control of Resin Transfer Moulding (Rtm). Polym. Test. 2005, 24, 330–338. [Google Scholar] [CrossRef]
- Maffezzoli, A.; Quarta, E.; Luprano, V.A.M.; Montagna, G.; Nicolais, L. Cure monitoring of epoxy matrices for composites by ultrasonic wave propagation. J. Appl. Polym. Sci. 1999, 73, 1969–1977. [Google Scholar] [CrossRef]
- Lekakou, C.; Cook, S.; Deng, Y.; Ang, T.W.; Reed, G.T. Optical fibre sensor for monitoring flow and resin curing in composites manufacturing. Compos. Part A Appl. Sci. 2006, 37, 934–938. [Google Scholar] [CrossRef]
- Han, C.D.; Lee, D.S. Analysis of the curing behavior of unsaturated polyester resins using the approach of free radical polymerization. J. Appl. Polym. Sci. 1987, 33, 2859–2876. [Google Scholar] [CrossRef]
- Ng, H.; Manas-zloczower, I. A nonisothermal differential scanning calorimetry study of the curing kinetics of an unsaturated polyester system. Polym. Eng. Sci. 1989, 29, 1097–1102. [Google Scholar] [CrossRef]
- Raja Pandiyan K., R.; Chakraborty, S.; Kundu, G.; Neogi, S. Curing kinetics of medium reactive unsaturated polyester resin used for liquid composite molding process. J. Appl. Polym. Sci. 2009, 114, 2415–2420. [Google Scholar] [CrossRef]
- Stevenson, J.K. Free radical polymerization models for simulating reactive processing. Polym. Eng. Sci. 1986, 26, 746–759. [Google Scholar] [CrossRef]
- Van Assche, G.; Swier, S.; Van Mele, B. Modeling and experimental verification of the kinetics of reacting polymer systems. Thermochim. Acta 2002, 388, 327–341. [Google Scholar] [CrossRef]
- Halley, P. Rheology of thermosets: The use of chemorheology to characterise and model thermoset flow behaviour. In Thermosets; Elsevier: Amsterdam, The Netherlands, 2012; pp. 92–117. [Google Scholar] [CrossRef]
- Atarsia, A.; Boukhili, R. Relationship between isothermal and dynamic cure of thermosets via the isoconversion representation. Polym. Eng. Sci. 2000, 40, 607–620. [Google Scholar] [CrossRef]
- Kamal, M.R. Thermoset characterization for moldability analysis. Polym. Eng. Sci. 1974, 14, 231–239. [Google Scholar] [CrossRef]
- Simacek, P.; Advani, S.G. Desirable features in mold filling simulations for Liquid Composite Molding processes. Polym. Compos. 2004, 25, 355–367. [Google Scholar] [CrossRef]
- Abbassi, A.; Shahnazari, M. Numerical modeling of mold filling and curing in non-isothermal RTM process. Appl. Therm. Eng. 2004, 24, 2453–2465. [Google Scholar] [CrossRef] [Green Version]
- Leistner, C.; Hartmann, S.; Abliz, D.; Ziegmann, G. Modeling and simulation of the curing process of epoxy resins using finite elements. Contin. Mech. Thermodyn. 2020, 32, 327–350. [Google Scholar] [CrossRef]
- Sandberg, M.; Yuksel, O.; Baran, I.; Hattel, J.H.; Spangenberg, J. Numerical and experimental analysis of resin-flow, heat-transfer, and cure in a resin-injection pultrusion process. Compos. Part A Appl. Sci. 2021, 143, 106231. [Google Scholar] [CrossRef]
- Aktas, A.; Krishnan, L.; Kandola, B.; Boyd, S.; Shenoi, R. A cure modelling study of an unsaturated polyester resin system for the simulation of curing of fibre-reinforced composites during the vacuum infusion process. J. Compos. Mater. 2015, 49, 2529–2540. [Google Scholar] [CrossRef]
- Hwang, W.R.; Advani, S.G. Numerical simulations of Stokes–Brinkman equations for permeability prediction of dual scale fibrous porous media. Phys. Fluids 2010, 22, 113101. [Google Scholar] [CrossRef] [Green Version]
- Kuentzer, N.; Simacek, P.; Advani, S.G.; Walsh, S. Permeability characterization of dual scale fibrous porous media. Compos. Part A Appl. Sci. 2006, 37, 2057–2068. [Google Scholar] [CrossRef]
- Parnas, R.S.; Salem, A.J.; Sadiq, T.A.K.; Wang, H.P.; Advani, S.G. The interaction between micro- and macro-scopic flow in RTM preforms. Compos. Struct. 1994, 27, 93–107. [Google Scholar] [CrossRef]
- Parseval, Y.D.; Pillai, K.M.; Advani, S.G. A simple model for the variation of permeability due to partial saturation in dual scale porous media. Transp. Porous Media 1997, 27, 243–264. [Google Scholar] [CrossRef]
- Gascón, L.; García, J.A.; LeBel, F.; Ruiz, E.; Trochu, F. A two-phase flow model to simulate mold filling and saturation in Resin Transfer Molding. Int. J. Mater. Form. 2016, 9, 229–239. [Google Scholar] [CrossRef] [Green Version]
- Shojaei, A.; Ghaffarian, S.R.; Karimian, S.M.H. Modeling and simulation approaches in the resin transfer molding process: A review. Polym. Compos. 2003, 24, 525–544. [Google Scholar] [CrossRef]
- Antonucci, V.; Giordano, M.; Nicolais, L.; Di Vita, G. A simulation of the non-isothermal resin transfer molding process. Polym. Eng. Sci. 2000, 40, 2471–2481. [Google Scholar] [CrossRef]
- Liu, B.; Advani, S.G. Operator splitting scheme for 3-D temperature solution based on 2-D flow approximation. Comput. Mech. 1995, 16, 74–82. [Google Scholar] [CrossRef]
- Dessenberger, R.B.; Tucker, C.L. Thermal dispersion in resin transfer molding. Polym. Compos. 1995, 16, 495–506. [Google Scholar] [CrossRef]
- Alotaibi, H.; Jabbari, M.; Soutis, C. A numerical analysis of resin flow in woven fabrics: Effect of local tow curvature on dual-scale permeability. Materials 2021, 14, 405. [Google Scholar] [CrossRef]
- Alotaibi, H.; Jabbari, M.; Abeykoon, C.; Soutis, C. Numerical investigation of multi-scale characteristics of single and multi-layered woven structures. Appl. Compos. Mater. 2022. [Google Scholar] [CrossRef]
- Thuis, H.G.S. Development of a composite torque link for helicopter landing gear applications. In Proceedings of the Twelfth International Conference on Composite Materials, Paris, France, 5–9 July 1999. [Google Scholar]
- Jung-Ho, K.; Dae-Hwan, K. An experimental study on fatigue durability for composite torque link of helicopter landing gear. Compos. Res. 2010, 23, 26–31. [Google Scholar] [CrossRef]
- Sosnowski, M.; Krzywanski, J.; Grabowska, K.; Gnatowska, R. Polyhedral meshing in numerical analysis of conjugate heat transfer. EPJ Web Conf. 2018, 180, 02096. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Parameter | Units |
|---|---|---|
| Resin and porous medium properties | ||
| Mould injection and flow process parameters | ||
| % | — | |
| % | — | |
| Rheology and chemo-rheology parameters | ||
| — | ||
| — | ||
| — | ||
| Cure kinetics | ||
| — | ||
| — | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alotaibi, H.; Abeykoon, C.; Soutis, C.; Jabbari, M. A Numerical Thermo-Chemo-Flow Analysis of Thermoset Resin Impregnation in LCM Processes. Polymers 2023, 15, 1572. https://doi.org/10.3390/polym15061572
Alotaibi H, Abeykoon C, Soutis C, Jabbari M. A Numerical Thermo-Chemo-Flow Analysis of Thermoset Resin Impregnation in LCM Processes. Polymers. 2023; 15(6):1572. https://doi.org/10.3390/polym15061572
Chicago/Turabian StyleAlotaibi, Hatim, Chamil Abeykoon, Constantinos Soutis, and Masoud Jabbari. 2023. "A Numerical Thermo-Chemo-Flow Analysis of Thermoset Resin Impregnation in LCM Processes" Polymers 15, no. 6: 1572. https://doi.org/10.3390/polym15061572