

High-Performance Cladophora-Algae-Based Paper for Honeycomb Core in Sandwich-Structured Composite: Preparation and Characterizations
 ,
,
Abstract
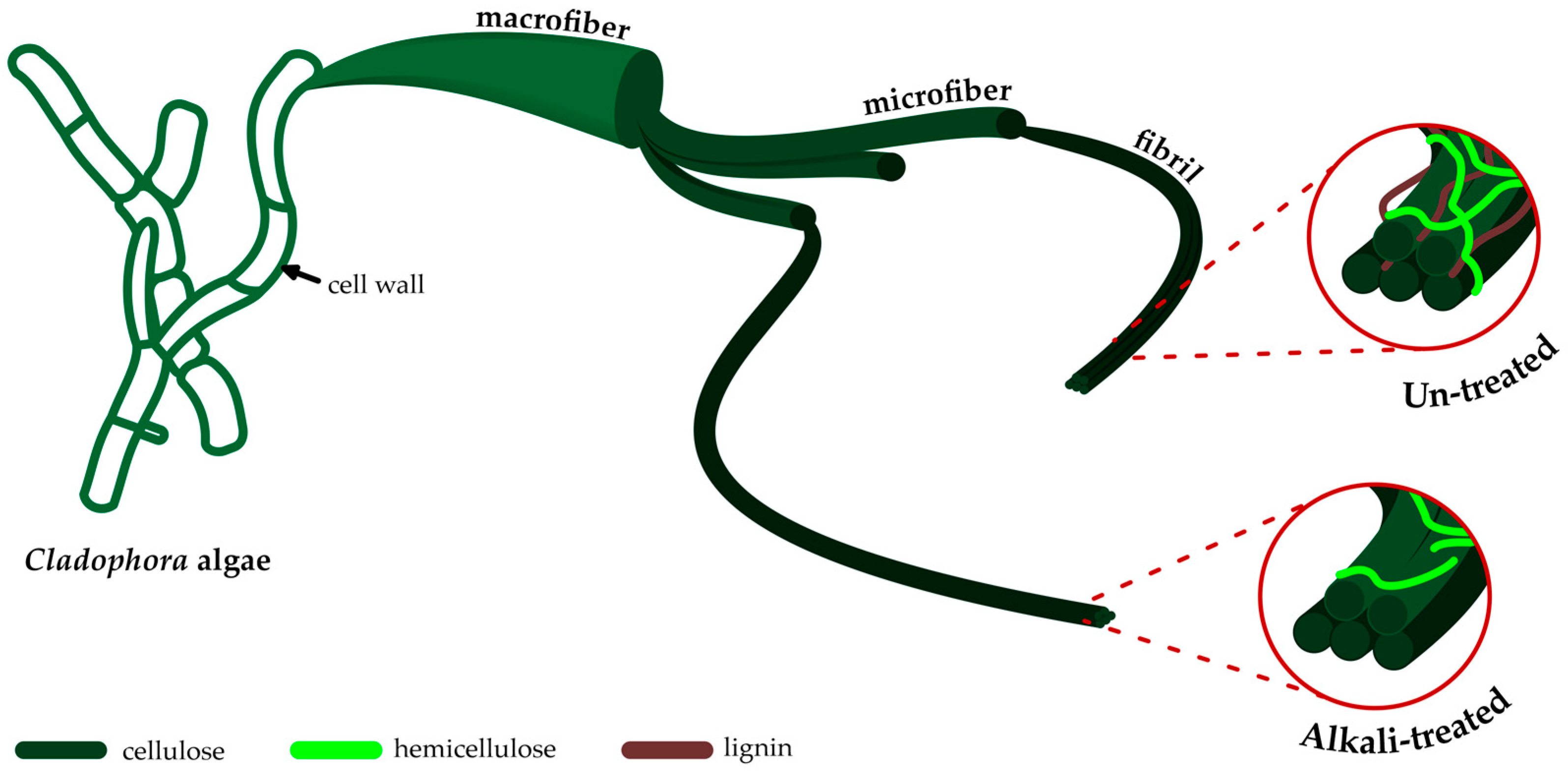
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. MCC and NCC Extractions
2.2.1. MCC Extraction
2.2.2. NCC Extraction
2.3. Preparation of MCC and NCC Paper
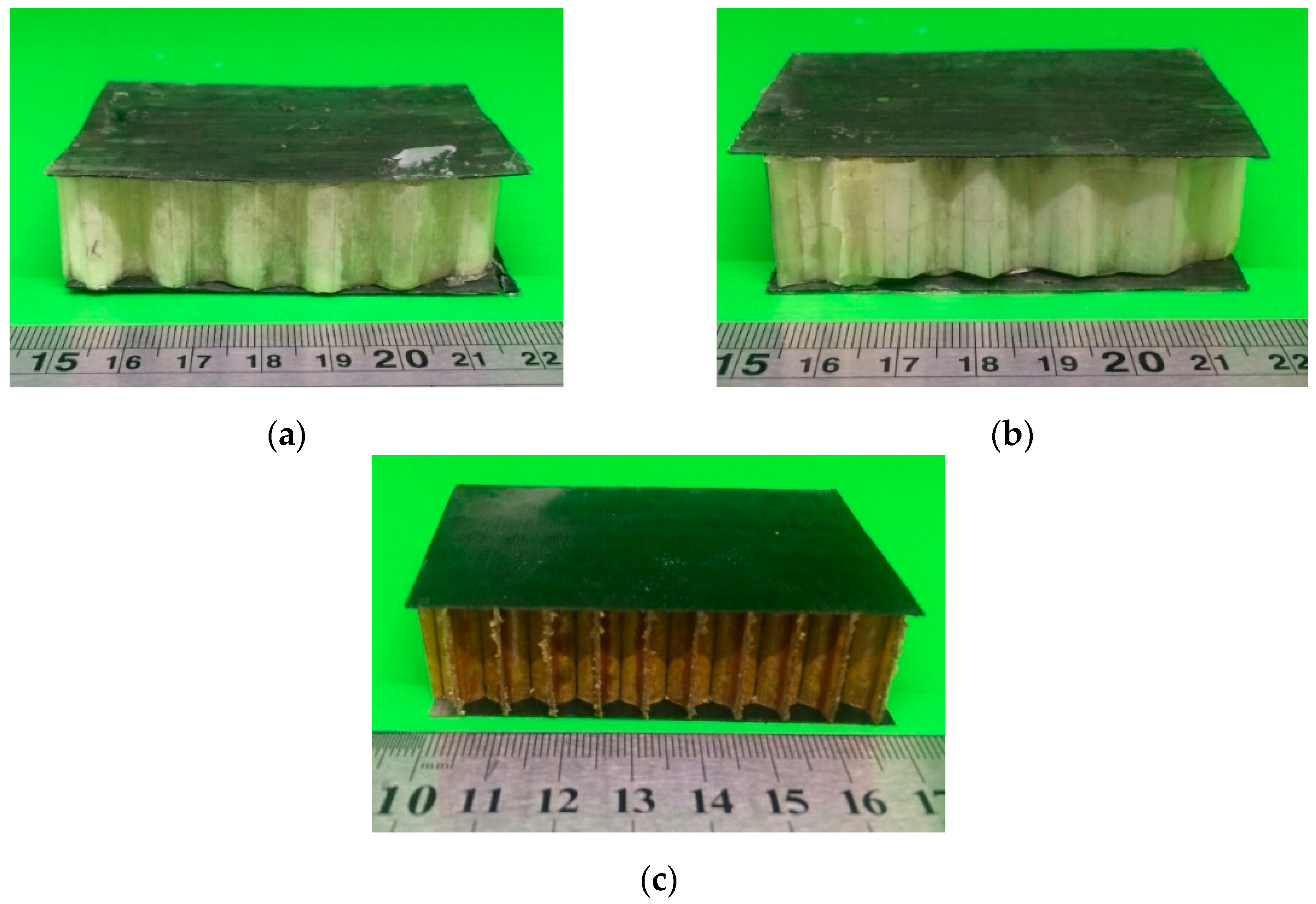
2.4. Preparation of Honeycomb Core
2.5. Characterizations
2.5.1. Scanning Electron Microscopy (SEM)
2.5.2. Transmission Electron Microscopy (TEM)
2.5.3. X-ray Diffractometer (XRD)
2.5.4. Tensile Test
2.5.5. Compression Test
3. Results
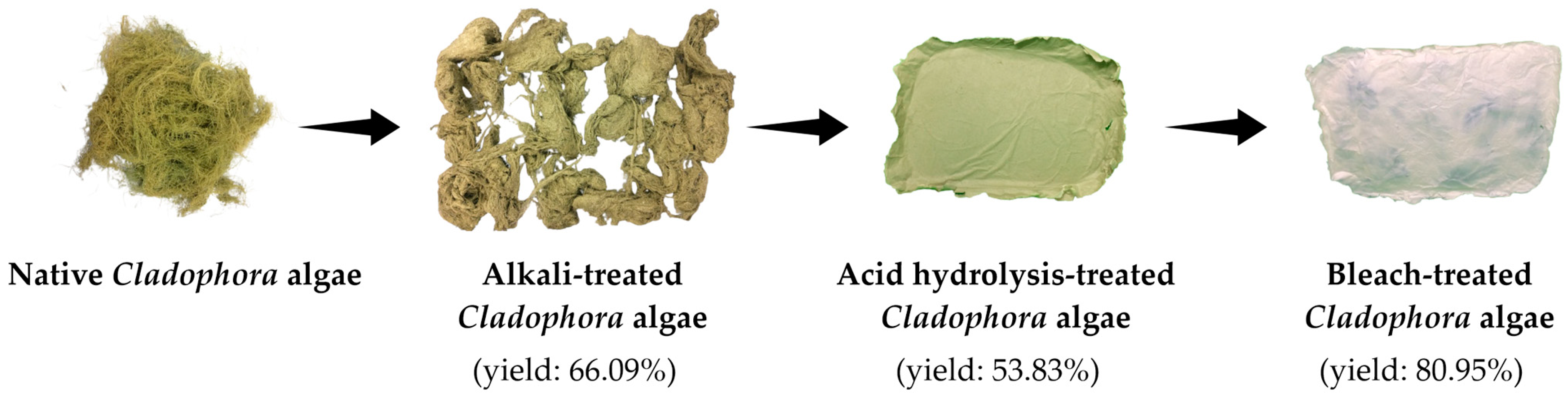
3.1. (Microcrystalline Cellulose) MCC and (Nanocrystalline Cellulose) NCC Extractions
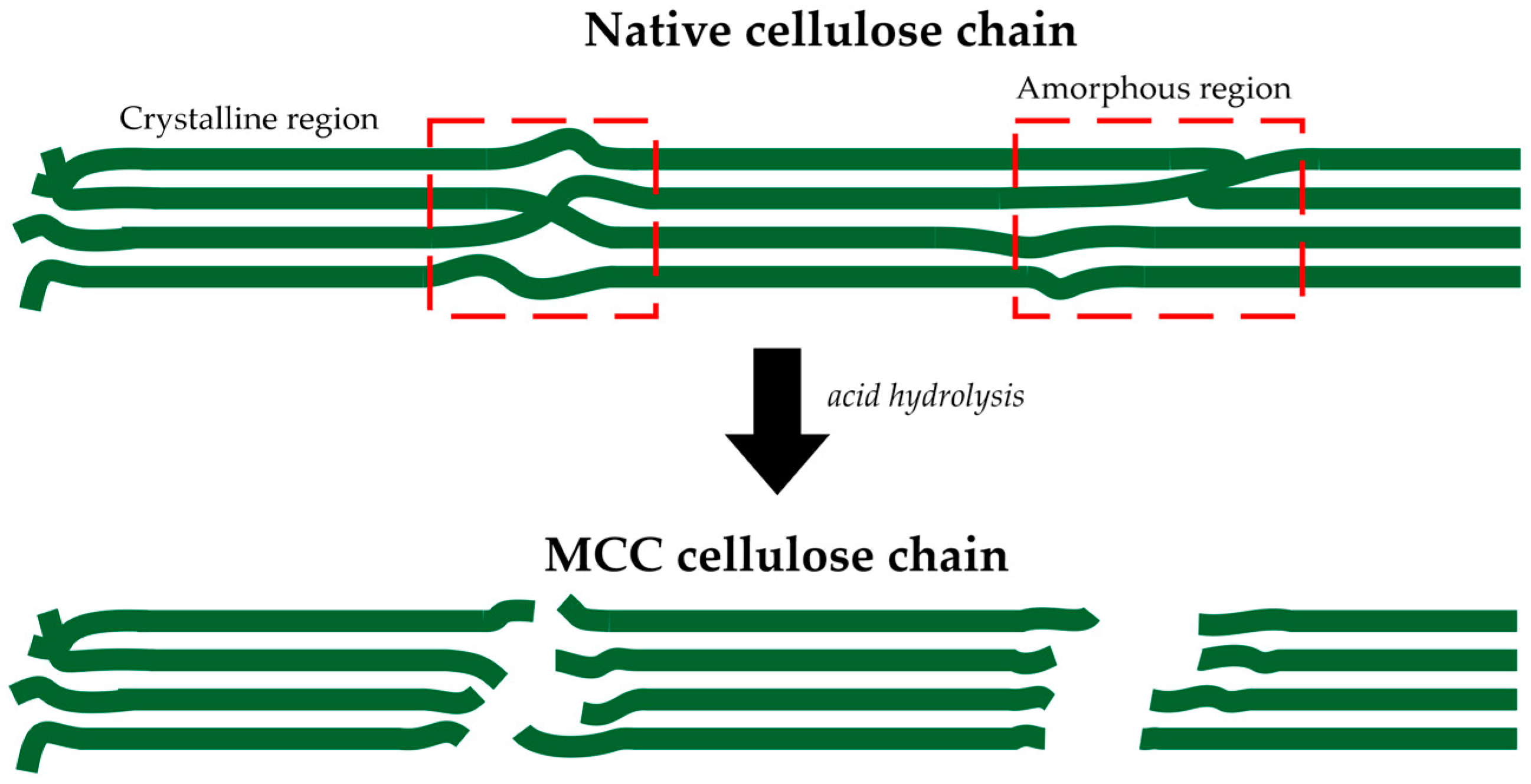
3.1.1. Microcrystalline Cellulose (MCC)
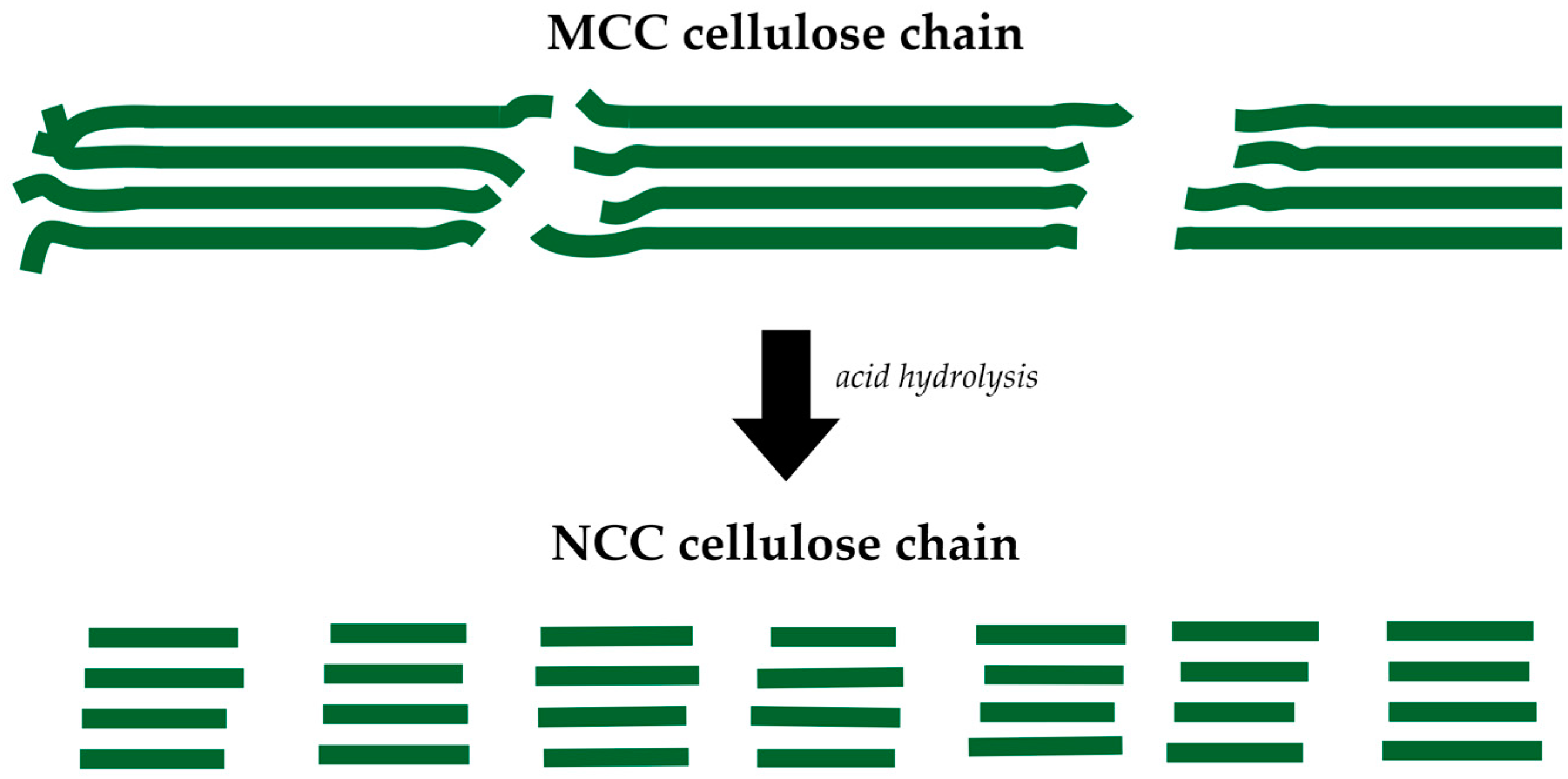
3.1.2. Nanocrystalline Cellulose (NCC)
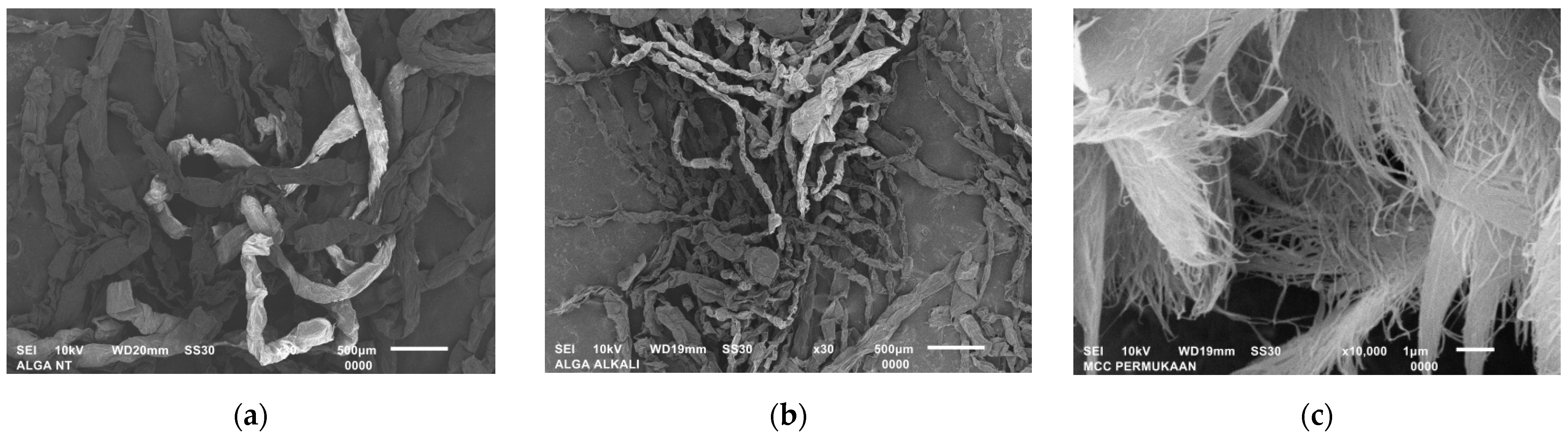
3.2. The Morphology of MCC and NCC
3.2.1. MCC
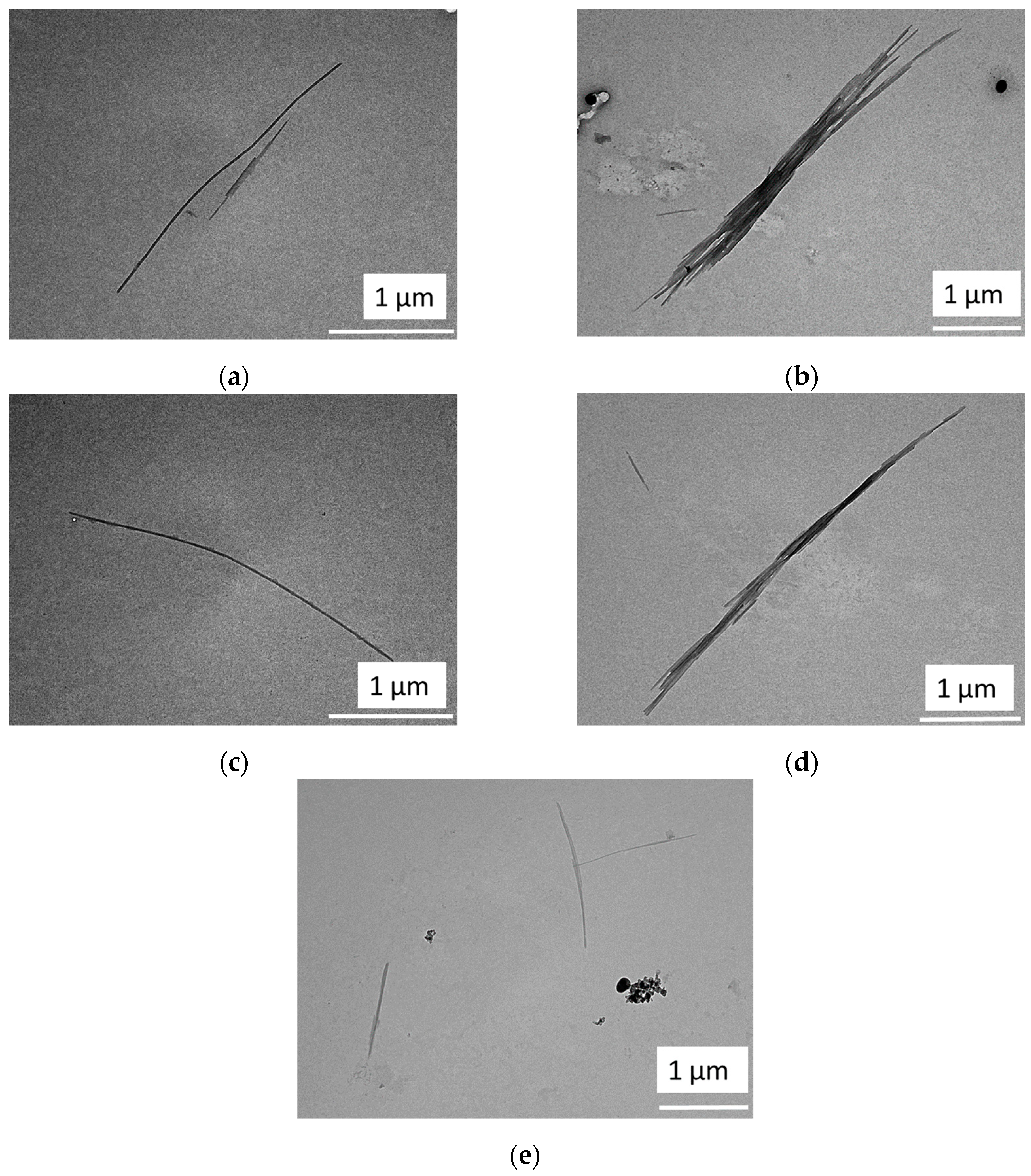
3.2.2. NCC
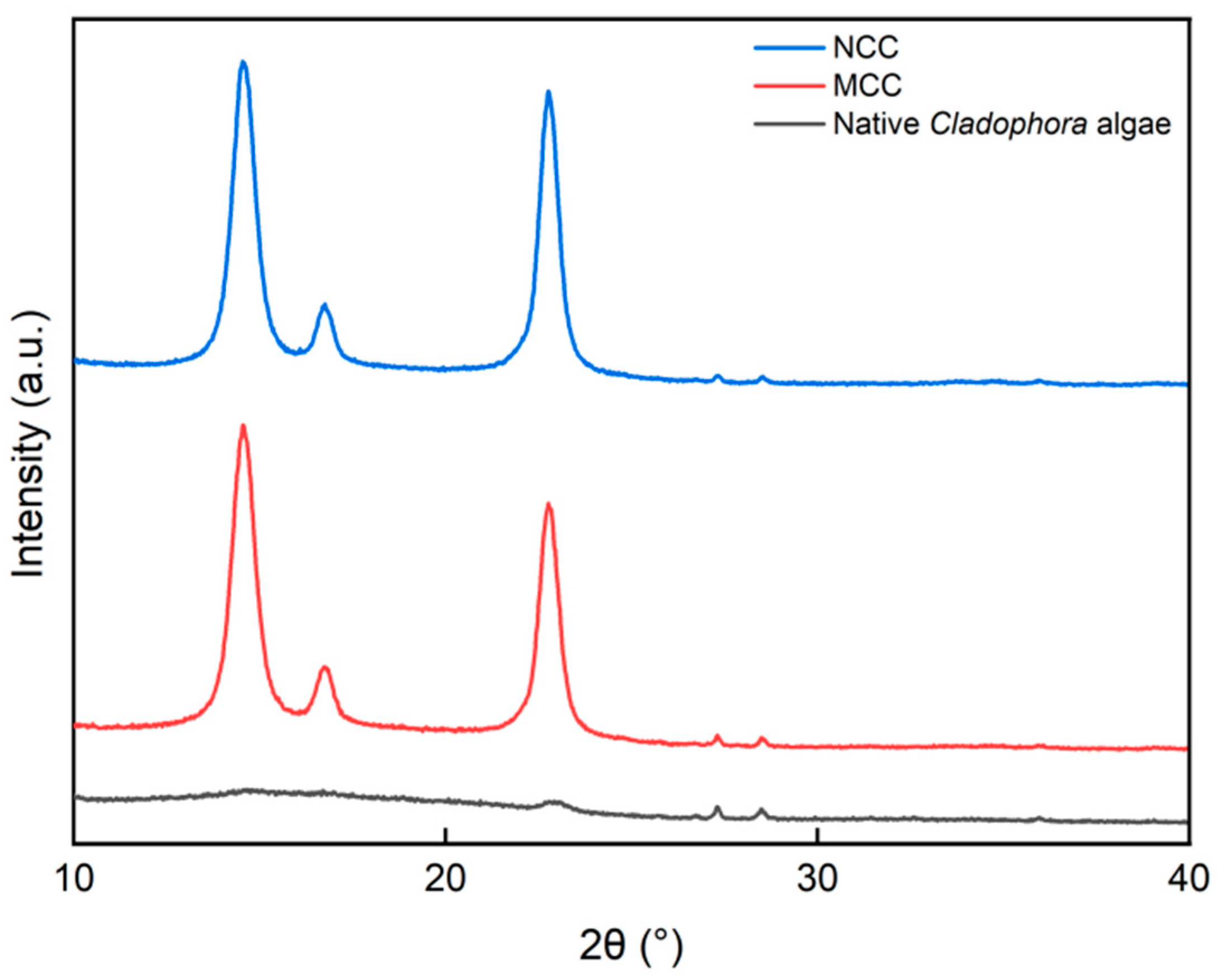
3.3. The Crystallinity of MCC and NCC
3.4. MCC and NCC Paper
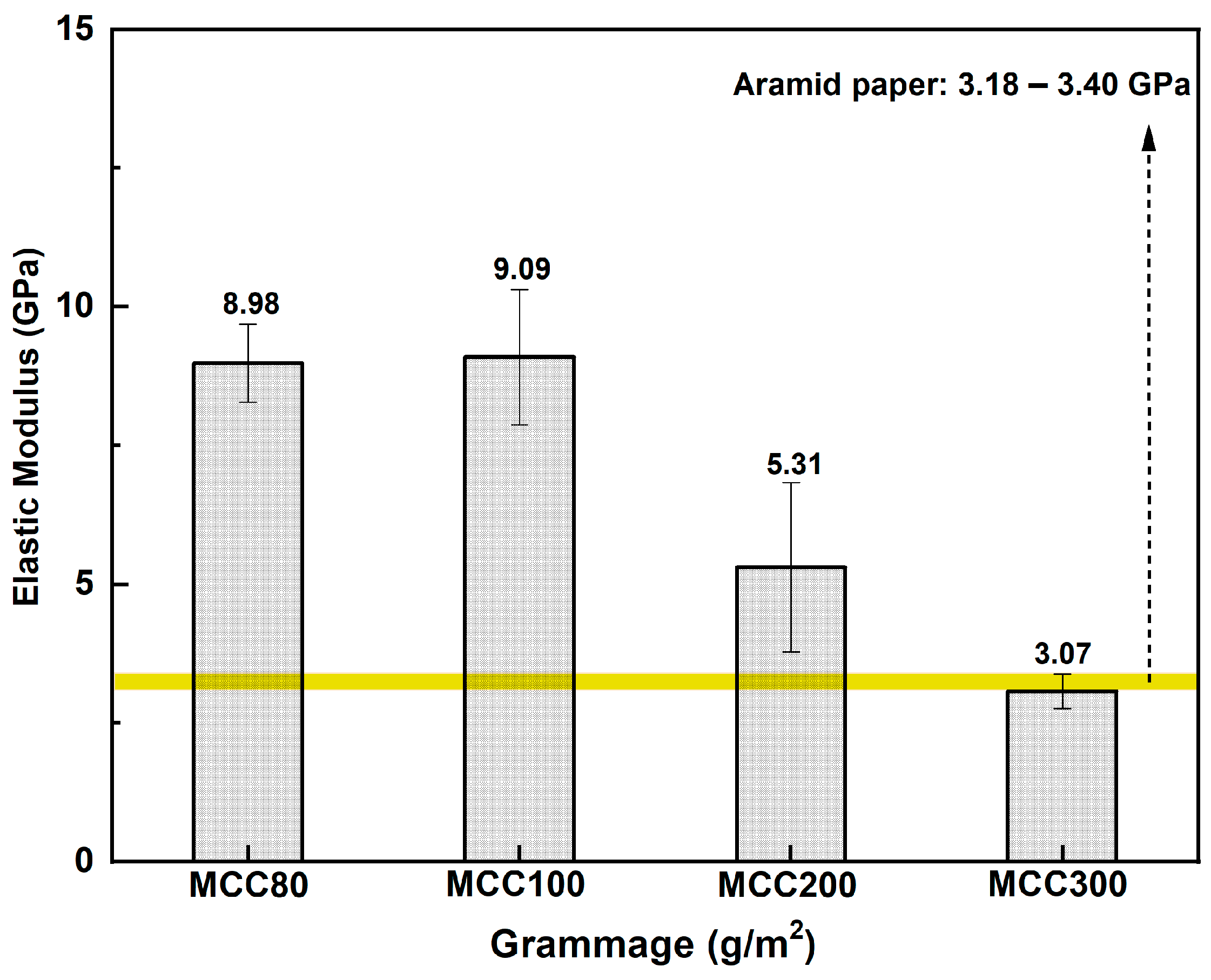
3.4.1. MCC Paper
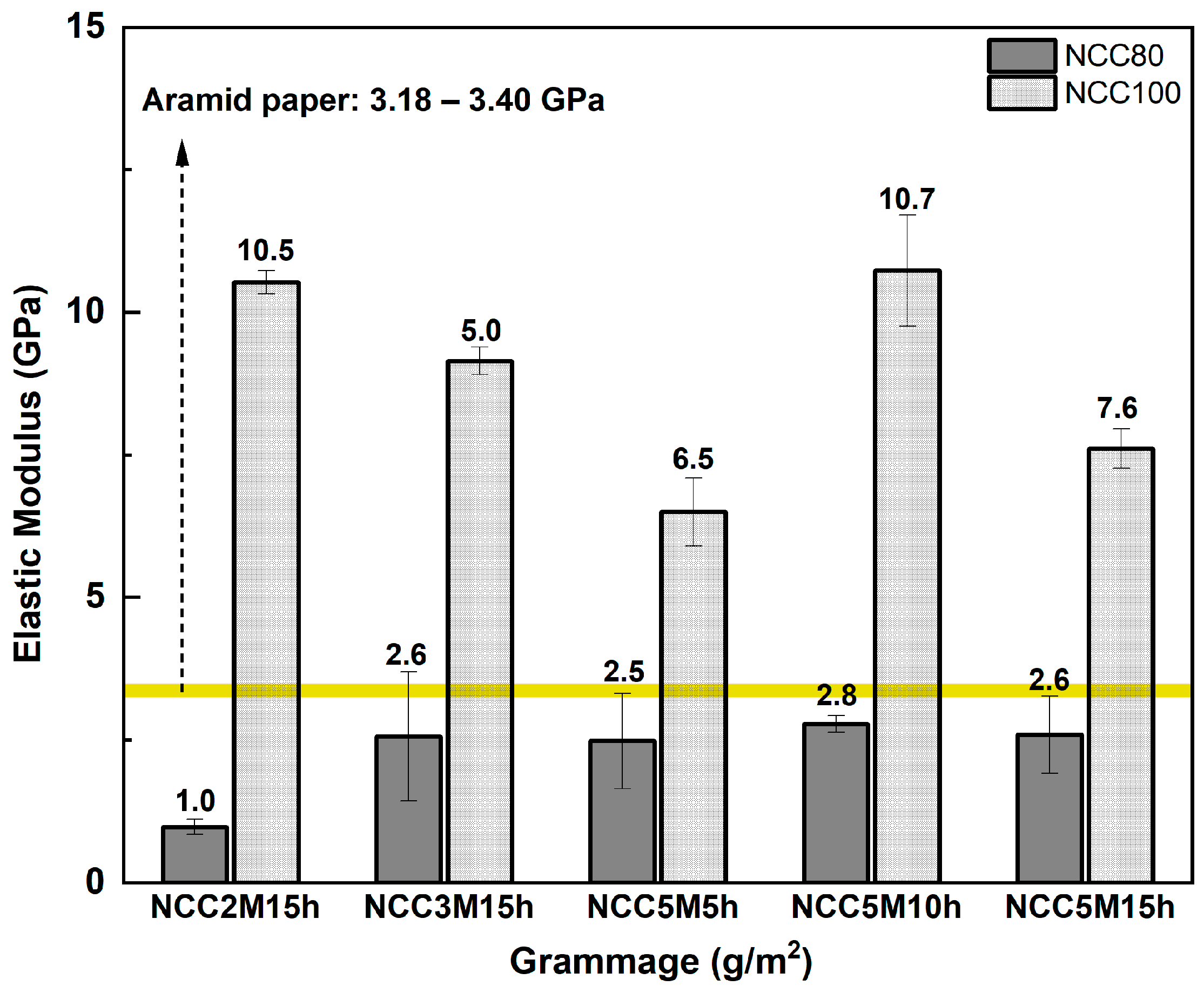
3.4.2. NCC Paper
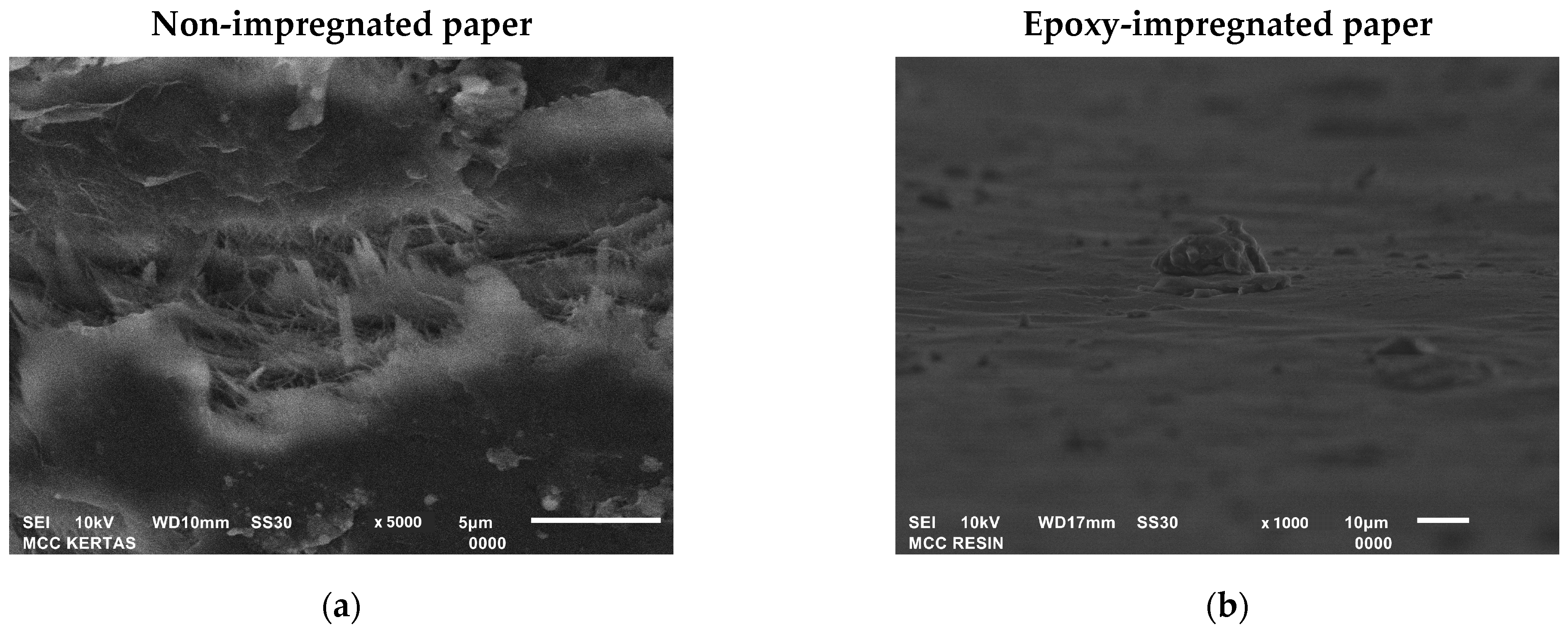
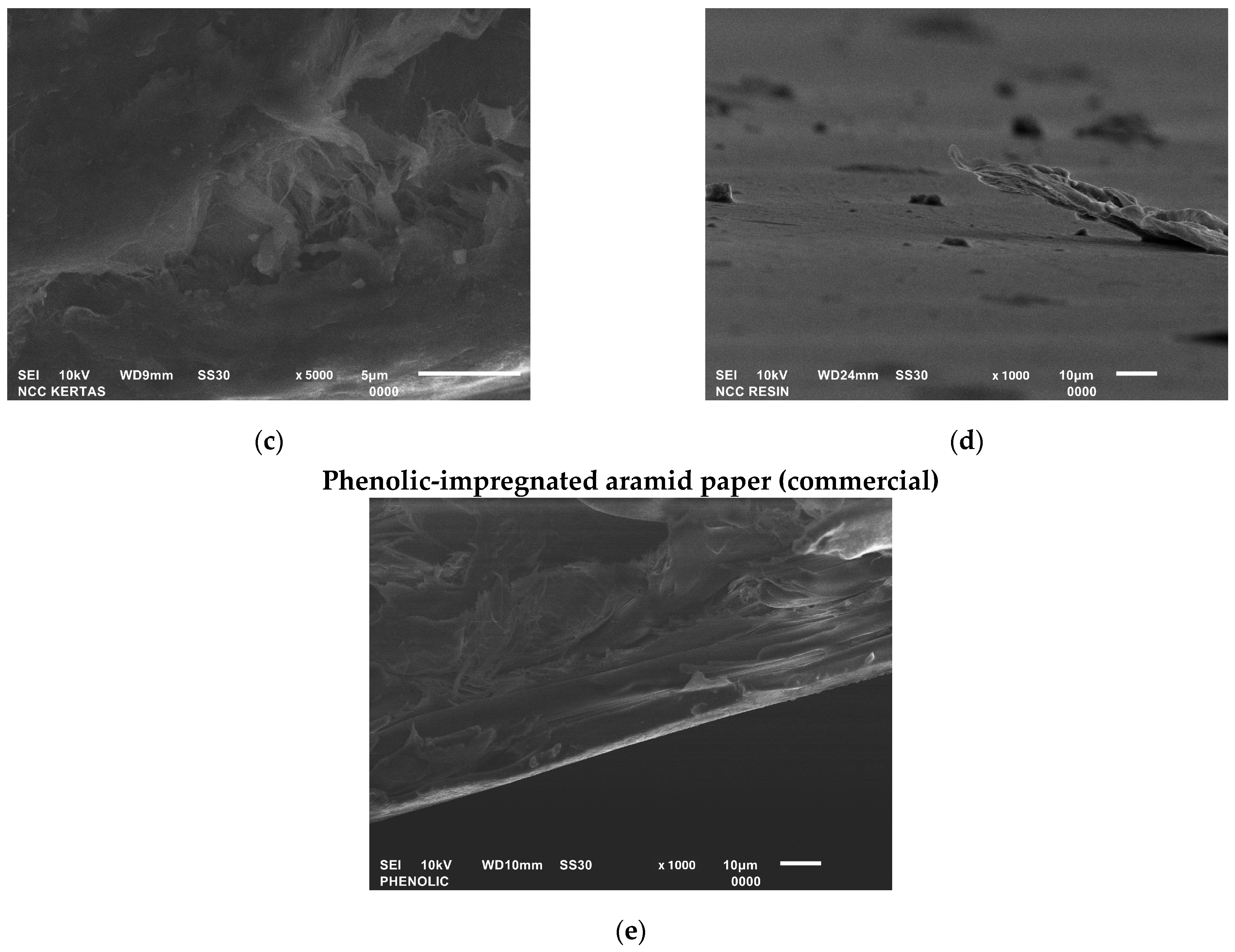
3.5. Epoxy-Impregnated MCC and NCC Paper
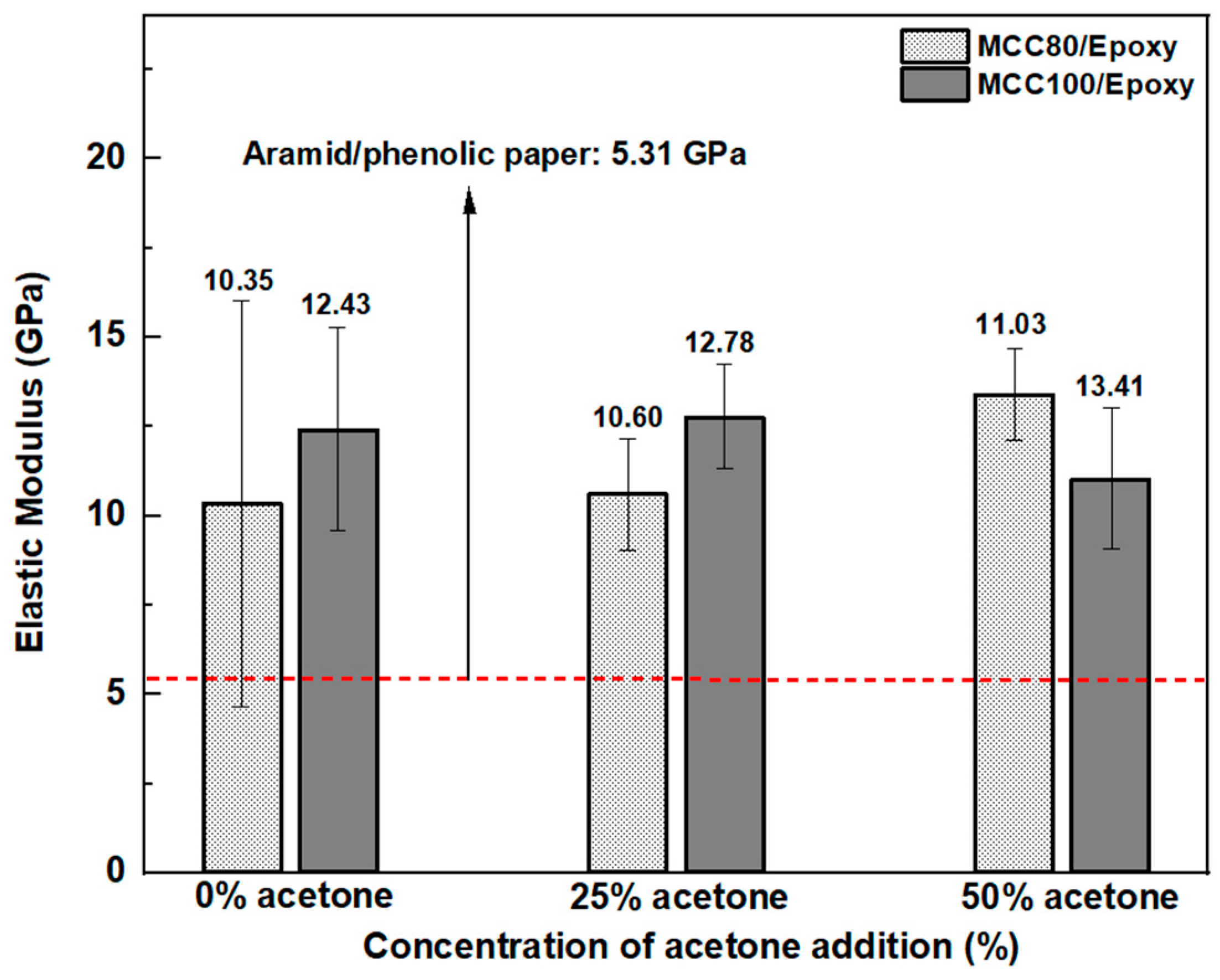
3.5.1. Epoxy-Impregnated MCC Paper
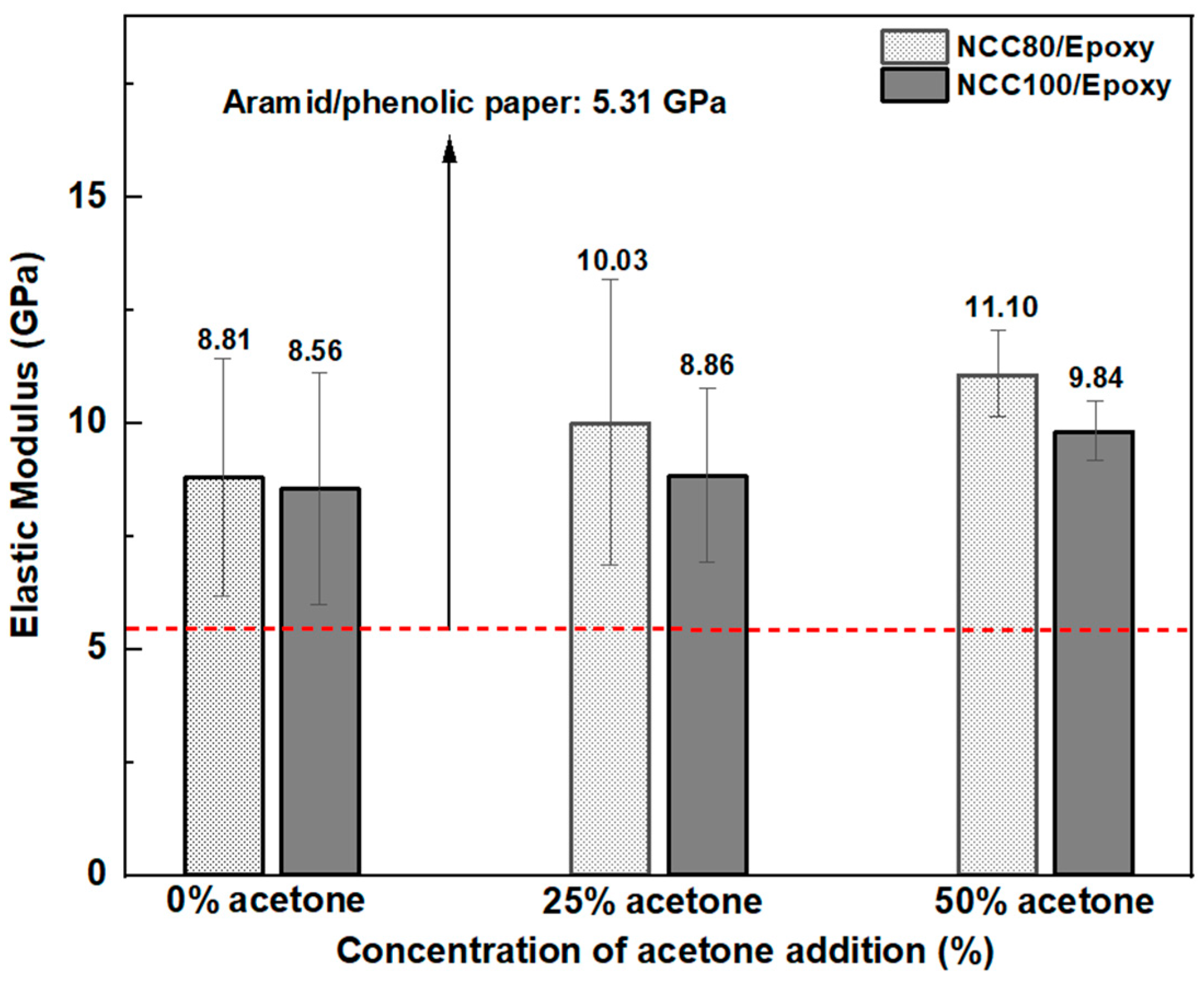
3.5.2. Epoxy-Impregnated NCC Paper
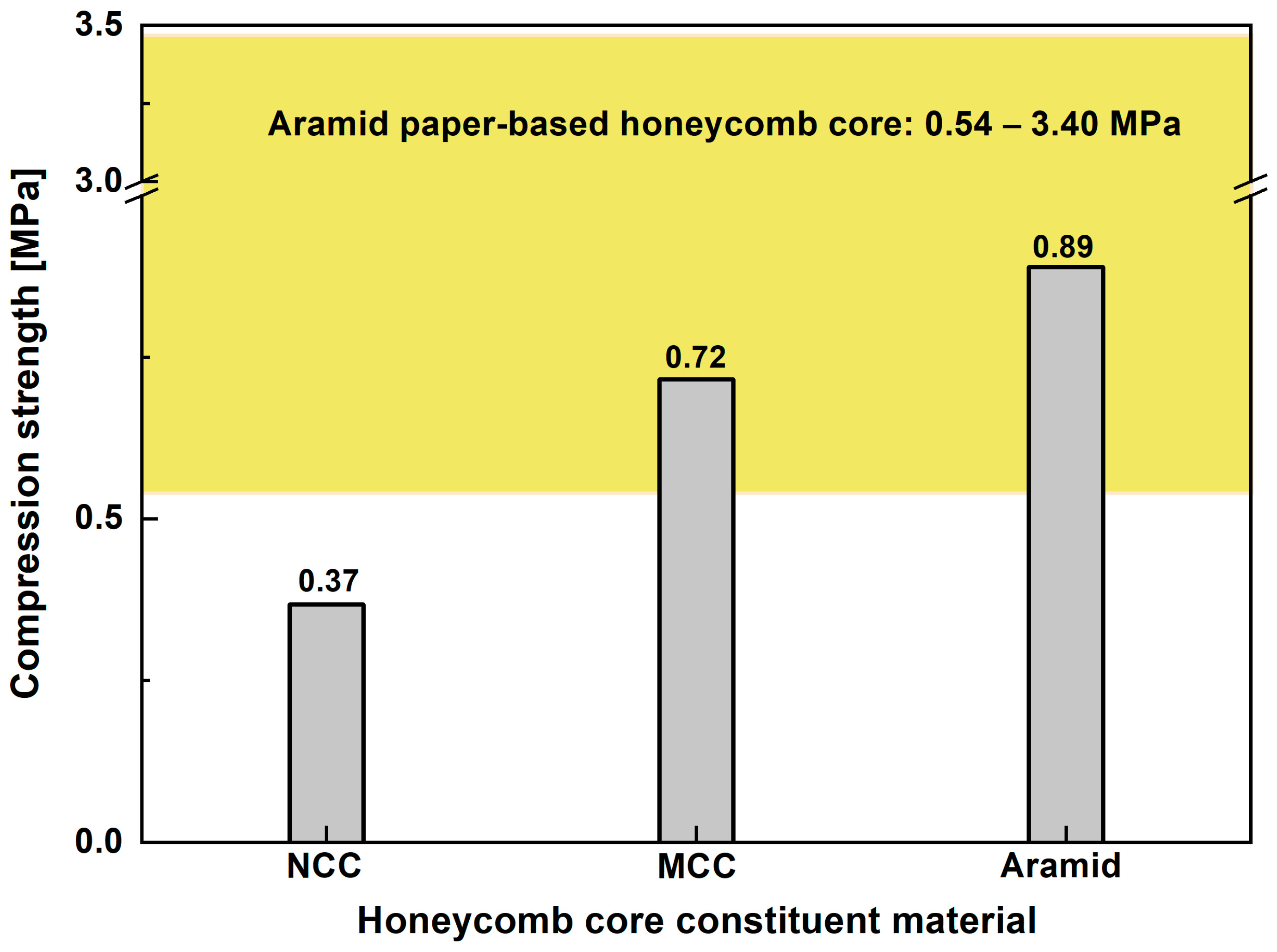
3.6. The Compression Strength of MCC- and NCC-Paper-Based Honeycomb Core
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Castanie, B.; Bouvet, C.; Ginot, M. Review of Composite Sandwich Structure in Aeronautic Applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 2014; ISBN 9781139878326. [Google Scholar]
- Fan, J.; Njuguna, J. An Introduction to Lightweight Composite Materials and Their Use in Transport Structures. In Lightweight Composite Structures in Transport: Design, Manufacturing, Analysis and Performance; Njuguna, J., Ed.; Woodhead Publishing: Duxford, UK, 2016; pp. 3–34. ISBN 9781782423430. [Google Scholar]
- Nunes, J.P.; Silva, J.F. Sandwiched composites in aerospace engineering. In Advanced Composite Materials for Aerospace Engineering; Rana, S., Fangueiro, R., Eds.; Woodhead Publishing: Duxford, UK, 2016; pp. 129–174. ISBN 9780081000373. [Google Scholar]
- Eugeni, M.; Quercia, T.; Bernabei, M.; Boschetto, A.; Costantino, F.; Lampani, L.; Spaccamela, A.M.; Lombardo, A.; Mecella, M.; Querzoni, L.; et al. An industry 4.0 approach to large scale production of satellite constellations. The case study of composite sandwich panel manufacturing. Acta Astronaut. 2022, 192, 276–290. [Google Scholar] [CrossRef]
- Nagesh, A.; Rashwan, O.; Abu-Ayyad, M.M. Optimization of the Composite Airplane Fuselage for an Optimum Structural Integrity. In Proceedings of the 2018 International Mechanical Engineering Congress&Exposition (IMECE2018), Pittsburgh, PA, USA, 9–15 November 2018; American Society of Mechanical Engineers: Pittsburgh, PA, USA, 2018. [Google Scholar]
- Sutherland, L.S.; Soares, C.G. Impact resistance of cork-skinned marine PVC/GRP sandwich laminates. Thin-Walled Struct. 2022, 180, 109830. [Google Scholar] [CrossRef]
- Koštial, P.; Jančíková, Z.K.; Ružiak, I.; Gajtanska, M. Case study of chosen sandwich-structured composite materials for means of transport. Coatings 2020, 10, 750. [Google Scholar] [CrossRef]
- Heimbs, S.; Strobl, F.; Middendorf, P.; Gardner, S.; Eddington, B.; Key, J. Crash Simulation of an F1 Racing Car Front Impact Structure. In Proceedings of the 7th European LS-DYNA Users Conference, Salzburg, Austria, 14–15 May 2009. [Google Scholar]
- Zaini, E.S.; Azaman, M.D.; Jamali, M.S.; Ismail, K.A. Synthesis and characterization of natural fiber reinforced polymer composites as core for honeycomb core structure: A review. J. Sandw. Struct. Mater. 2020, 22, 525–550. [Google Scholar] [CrossRef]
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 266, 113864. [Google Scholar] [CrossRef]
- Vinson, J. The Behavior of Sandwich Structures of Isotropic and Composite Materials. Available online: https://www.perlego.com/book/1491306/the-behavior-of-sandwich-structures-of-isotropic-and-composite-materials-pdf (accessed on 13 January 2020).
- Zhang, Y.; Liu, T.; Tizani, W. Experimental and numerical analysis of dynamic compressive response of Nomex honeycombs. Compos. Part B 2018, 148, 27–39. [Google Scholar] [CrossRef]
- Zhang, Q.; Yang, X.; Li, P.; Huang, G. Bioinspired engineering of honeycomb structure—Using nature to inspire human innovation. J. Prog. Mater. Sci. 2015, 74, 332–400. [Google Scholar] [CrossRef]
- Korupolu, D.K.; Budarapu, P.R.; Vusa, V.R.; Pandit, M.K.; Reddy, J.N. Impact analysis of hierarchical honeycomb core sandwich structures. Compos. Struct. 2022, 280, 114827. [Google Scholar] [CrossRef]
- Nazeer, S.; Allabakshu, S. Design and Analysis of Honey Comb Structures with Different Cases. Int. J. Eng. Dev. Res. 2015, 3, 144–156. [Google Scholar]
- Liu, Y.; Gao, W.; Liu, W.; Hua, Z. Numerical analysis and mechanical properties of NomexTM Honeycomb core. In Proceedings of the ASME 2017 International Mechanical Engineering Congress and Exposition, Tampa, FL, USA, 3–9 November 2017; Volume 14, p. V014T11A006. [Google Scholar] [CrossRef]
- DuPont Technical Guide for NOMEX Brand Fiber. Available online: https://www.dupont.com/content/dam/dupont/amer/us/en/personal-protection/public/documents/en/Nomex(R)%20Fiber%20Technical%20Guide.pdf (accessed on 13 January 2020).
- Sikkema, D.J. Chapter 4: Rigid-chain polymers: Aromatic polyamides, heterocyclic rigid rod polymers, and polyesters. Adv. Ind. Eng. Polym. Res. 2022, 5, 80–89. [Google Scholar] [CrossRef]
- Khare, R.; Khare, S. Polymer and its effect on environment. J. Indian Chem. Soc. 2023, 100, 100821. [Google Scholar] [CrossRef]
- Neznalová, K.; Sajdl, P.; Švorčík, V.; Slepička, P. Cellulose acetate honeycomb-like pattern created by improved phase separation. eXPRESS Polym. Lett. 2020, 14, 1078–1088. [Google Scholar] [CrossRef]
- Zugenmaier, P. Crystalline Cellulose and Cellulose Derivatives; Timell, T.E., Wimmer, R., Eds.; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 9783540739333. [Google Scholar]
- Heinze, T. Cellulose : Structure and Properties. In Cellulose Chemistry and Properties: Fibers, Nanocelluloses and Advanced Materials; Rojas, O.J., Ed.; Springer: Cham, Switzerland; Jena, Germany, 2015; pp. 1–52. ISBN 978-3-319-26015-0. [Google Scholar]
- Santos, F.A.; Iulianelli, G.C.V.; Tavares, M.I.B. Effect of microcrystalline and nanocrystals cellulose fillers in materials based on PLA matrix. Polym. Test. 2017, 61, 280–288. [Google Scholar] [CrossRef]
- Samiee, S.; Ahmadzadeh, H.; Hosseini, M.; Lyon, S. Algae as a Source of Microcrystalline Cellulose; Hosseini, M., Ed.; Woodhead Publishing: Duxford, UK, 2019; ISBN 9780128179413. [Google Scholar]
- Sucaldito, M.R.; Camacho, D.H. Characteristics of unique HBr-hydrolyzed cellulose nanocrystals from freshwater green algae (Cladophora rupestris) and its reinforcement in starch-based film. Carbohydr. Polym. 2017, 169, 315–323. [Google Scholar] [CrossRef]
- Kim, J.; Jung, W.; Jo, C.H.; Shelton, J.; Craft, W. Mechanical properties of cellulose-based electro-active paper. Part C J. Mech. Eng. Sci. 2007, 222, 577–583. [Google Scholar] [CrossRef]
- Huang, Q.; Xu, M.; Sun, R.; Wang, X. Large scale preparation of graphene oxide/cellulose paper with improved mechanical performance and gas barrier properties by conventional papermaking method. Ind. Crop. Prod. 2020, 85, 198–203. [Google Scholar] [CrossRef]
- Chang, Z.; Huang, A.; An, X.; Qian, X. Design and fabrication of high performance supercapacitor with cellulosic paper electrode and plant-derived redox active molecules. Carbohydr. Polym. 2020, 244, 116442. [Google Scholar] [CrossRef]
- Ratajczak, K.; Stobiecka, M. High-performance modified cellulose paper-based biosensors for medical diagnostics and early cancer screening : A concise review. Carbohydr. Polym. 2020, 229, 115463. [Google Scholar] [CrossRef]
- Zhou, S.; Nyholm, L.; Strømme, M.; Wang, Z. Cladophora Cellulose: Unique Biopolymer Nanofibrils for Emerging Energy, Environmental, and Life Science Applications. Acc. Chem. Res. 2019, 52, 2232–2243. [Google Scholar] [CrossRef]
- Baweja, P.; Kumar, S.; Sahoo, D.; Levine, I. Biology of Seaweeds; Fleurence, J., Levine, I., Eds.; Academic Press: London, UK, 2016; ISBN 9780128027721. [Google Scholar]
- Mihranyan, A. Cellulose from Cladophorales Green Algae : From Environmental Problem to High-Tech Composite Materials. J. Appl. Polym. Sci. 2011, 119, 2449–2460. [Google Scholar] [CrossRef]
- Prasetia, I.G.N.J.A.; Deviana, S.; Damayanti, T.; Cahyadi, A.; Wirasuta, I.M.A.G. The Effect of NaOH Concentration in Delignification Process on Microcrystalline Cellulose from Green Algae (Cladophora sp.) as the Renewable Marine Product. J. Pharm. Sci. Community 2018, 15, 68–71. [Google Scholar] [CrossRef] [Green Version]
- Mihranyan, A.; Edsman, K.; Strømme, M. Rheological properties of cellulose hydrogels prepared from Cladophora cellulose powder. Food Hydrocoll. 2007, 21, 267–272. [Google Scholar] [CrossRef]
- Pan, R.; Cheung, O.; Wang, Z.; Tammela, P.; Huo, J.; Strømme, M.; Nyholm, L.; Lindh, J.; Edstr, K. Mesoporous Cladophora cellulose separators for lithium-ion batteries. J. Power Sources 2016, 321, 185–192. [Google Scholar] [CrossRef]
- Gelin, K.; Mihranyan, A.; Razaq, A.; Nyholm, L.; Strømme, M. Potential controlled anion absorption in a novel high surface area composite of Cladophora cellulose and polypyrrole. Electrochim. Acta 2009, 54, 3394–3401. [Google Scholar] [CrossRef]
- Bajpai, P. Pulp Bleaching. In Biermann’s Handbook of Pulp and Paper Volume 1: Raw Material and Pulp Making; Elsevier: Amsterdam, The Netherlands, 2018; pp. 465–491. ISBN 9780128142400. [Google Scholar]
- Purkait, M.K.; Haldar, D. Value-added products derived from lignocellulosic biomass. In Lignocellulosic Biomass to Value-Added Products; Elsevier: Oxford, UK; Cambridge, MA, USA, 2021; pp. 125–140. ISBN 978-0-12-823534-8. [Google Scholar]
- Roy, R.; Park, S.J.; Kweon, J.H.; Choi, J.H. Characterization of Nomex honeycomb core constituent material mechanical properties. Compos. Struct. 2014, 117, 255–266. [Google Scholar] [CrossRef]
- Foo, C.C.; Chai, G.B.; Seah, L.K. Mechanical properties of Nomex material and Nomex honeycomb structure. Compos. Struct. 2007, 80, 588–594. [Google Scholar] [CrossRef]
- CEL Components Nomex® Honeycomb—Commercial Data Sheet. Available online: https://www.honeycombpanels.eu/en/products/honeycomb/nomex-honeycomb-commercial-grade (accessed on 13 January 2020).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample’s Name | Acid Concentration [M] | Hydrolysis Time [h] |
|---|---|---|
| NCC2M15h | 2 | 15 |
| NCC3M15h | 3 | 15 |
| NCC5M5h | 5 | 5 |
| NCC5M10h | 10 | |
| NCC5M15h | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mardiyati, Y.; Fauza, A.N.; Steven, S.; Rachman, O.A.; Dirgantara, T.; Hariyanto, A. High-Performance Cladophora-Algae-Based Paper for Honeycomb Core in Sandwich-Structured Composite: Preparation and Characterizations. Polymers 2023, 15, 1359. https://doi.org/10.3390/polym15061359
Mardiyati Y, Fauza AN, Steven S, Rachman OA, Dirgantara T, Hariyanto A. High-Performance Cladophora-Algae-Based Paper for Honeycomb Core in Sandwich-Structured Composite: Preparation and Characterizations. Polymers. 2023; 15(6):1359. https://doi.org/10.3390/polym15061359
Chicago/Turabian StyleMardiyati, Yati, Anna Niska Fauza, Steven Steven, Onny Aulia Rachman, Tatacipta Dirgantara, and Arief Hariyanto. 2023. "High-Performance Cladophora-Algae-Based Paper for Honeycomb Core in Sandwich-Structured Composite: Preparation and Characterizations" Polymers 15, no. 6: 1359. https://doi.org/10.3390/polym15061359