
Lightweight Glass Fiber-Reinforced Polymer Composite for Automotive Bumper Applications: A Review

 , , , and
, , , and
Abstract
:1. Introduction
2. Role of Composite in the Automotive Industry
3. Polymer Composite Materials
Petroleum-Based Polymer Matrix
4. Glass Fiber-Reinforced Polymer Composite
4.1. Classification of GFRP Composites
4.2. Manufacturing Methods
4.2.1. Hand Lay-Up Method
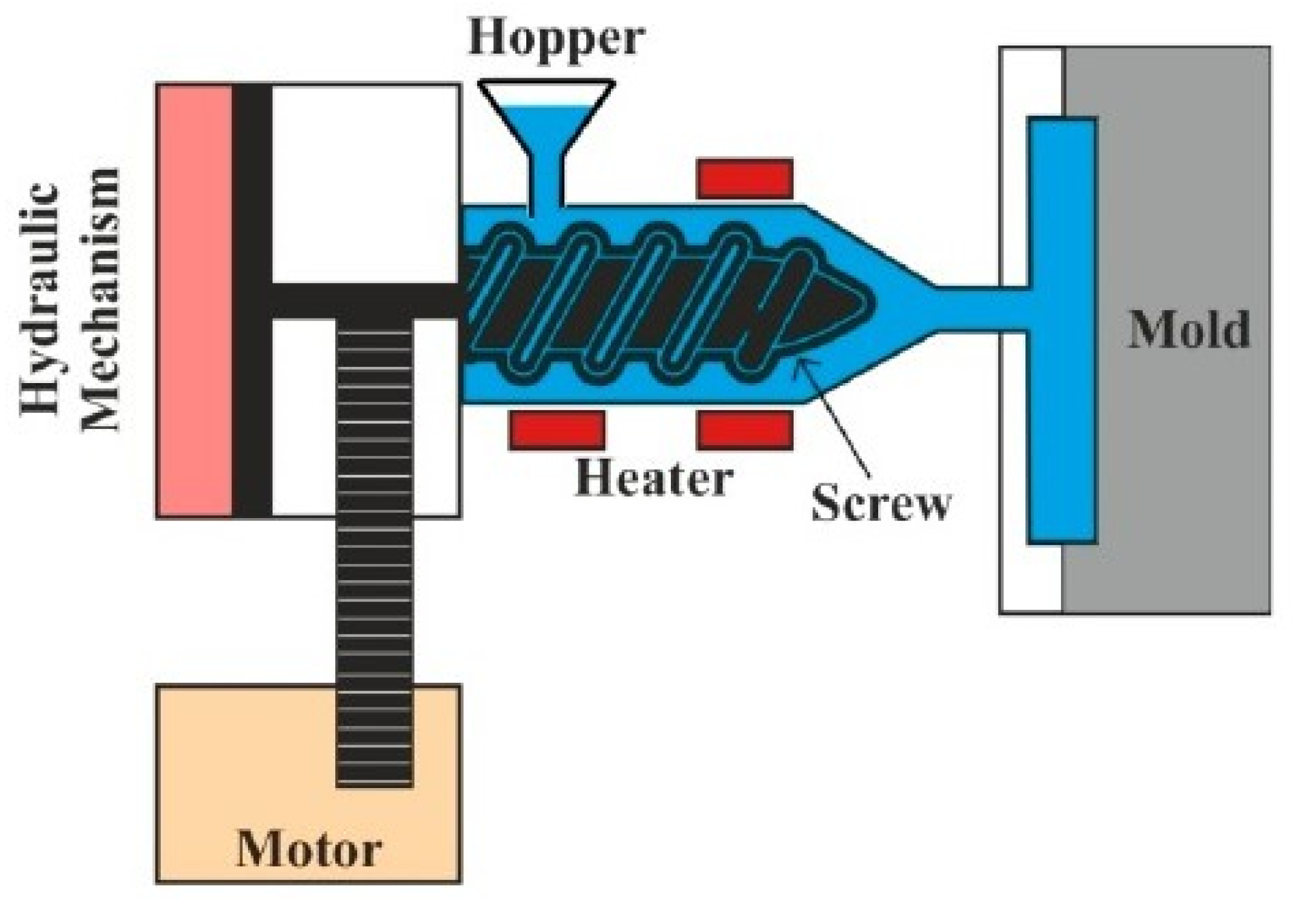
4.2.2. Injection Molding Method
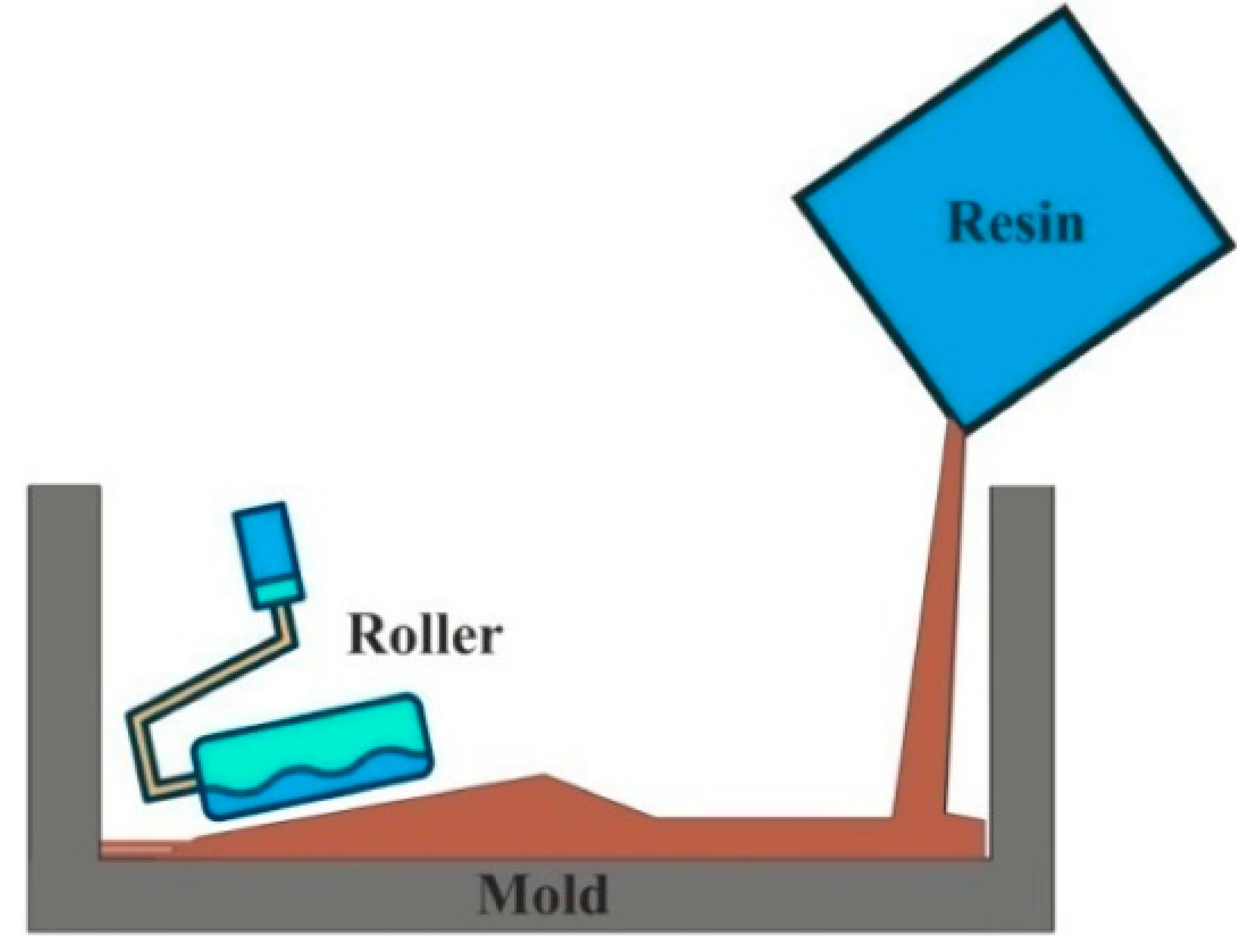
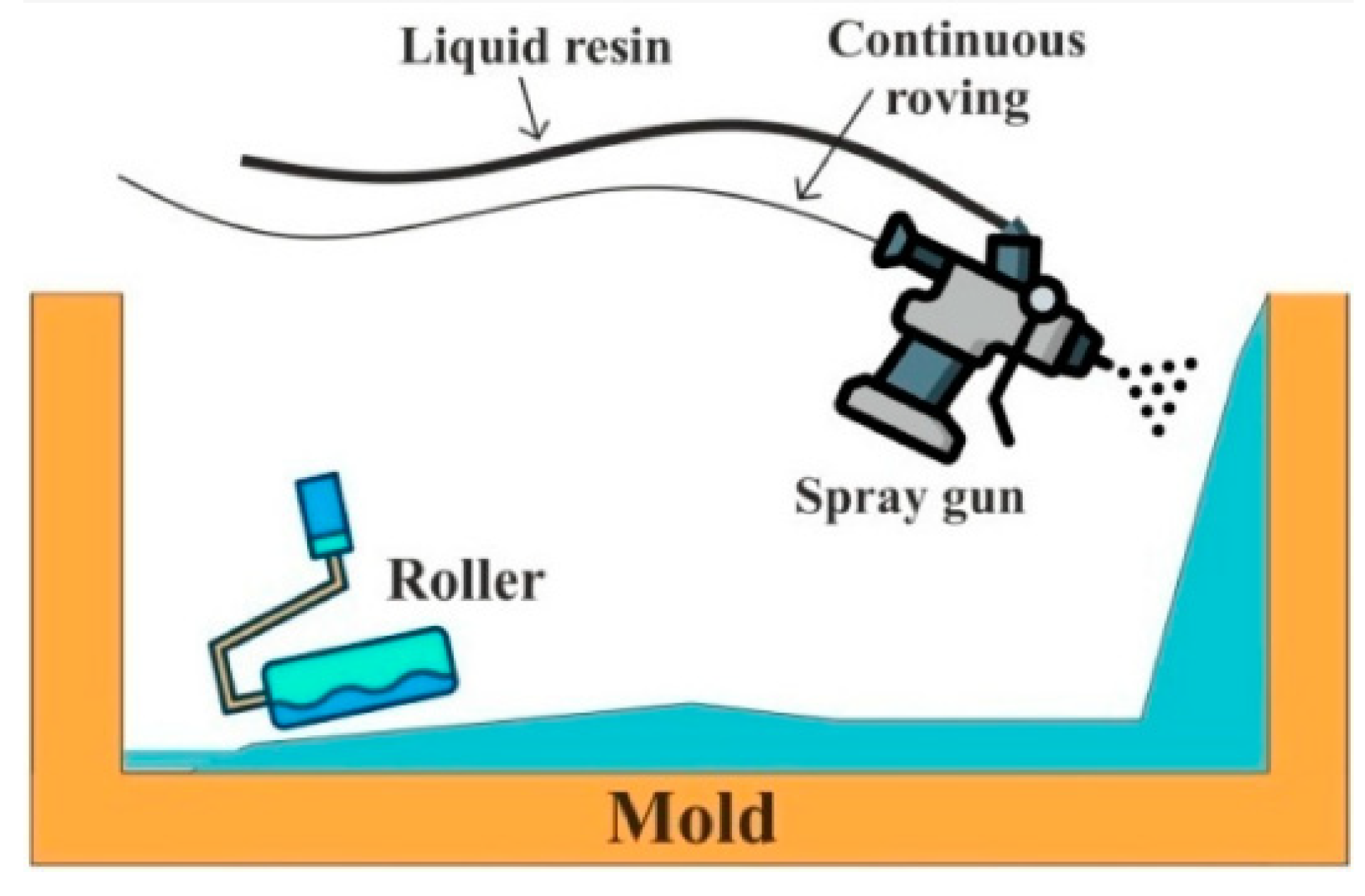
4.2.3. Spray Lay-Up Method
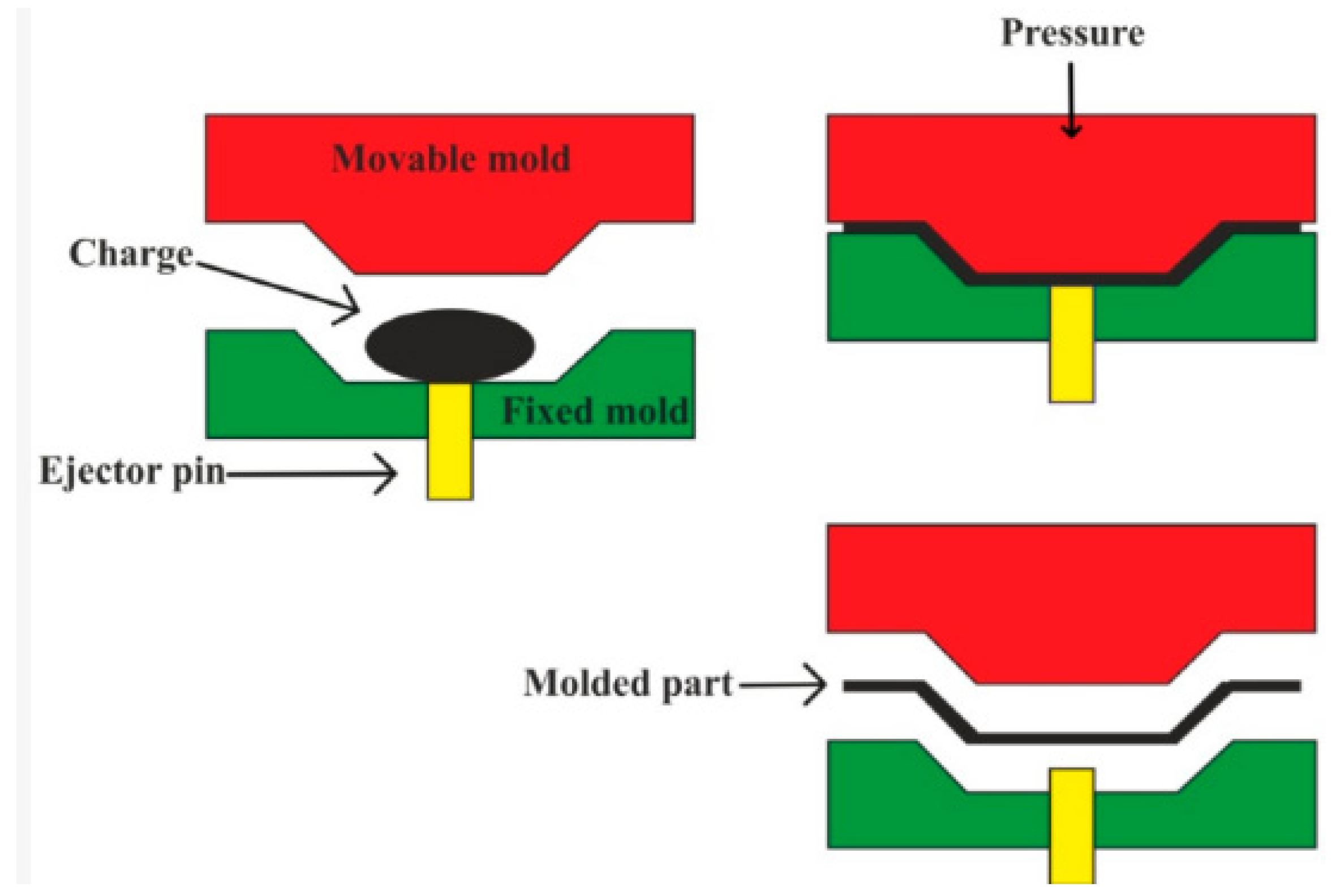
4.2.4. Compression Molding Method
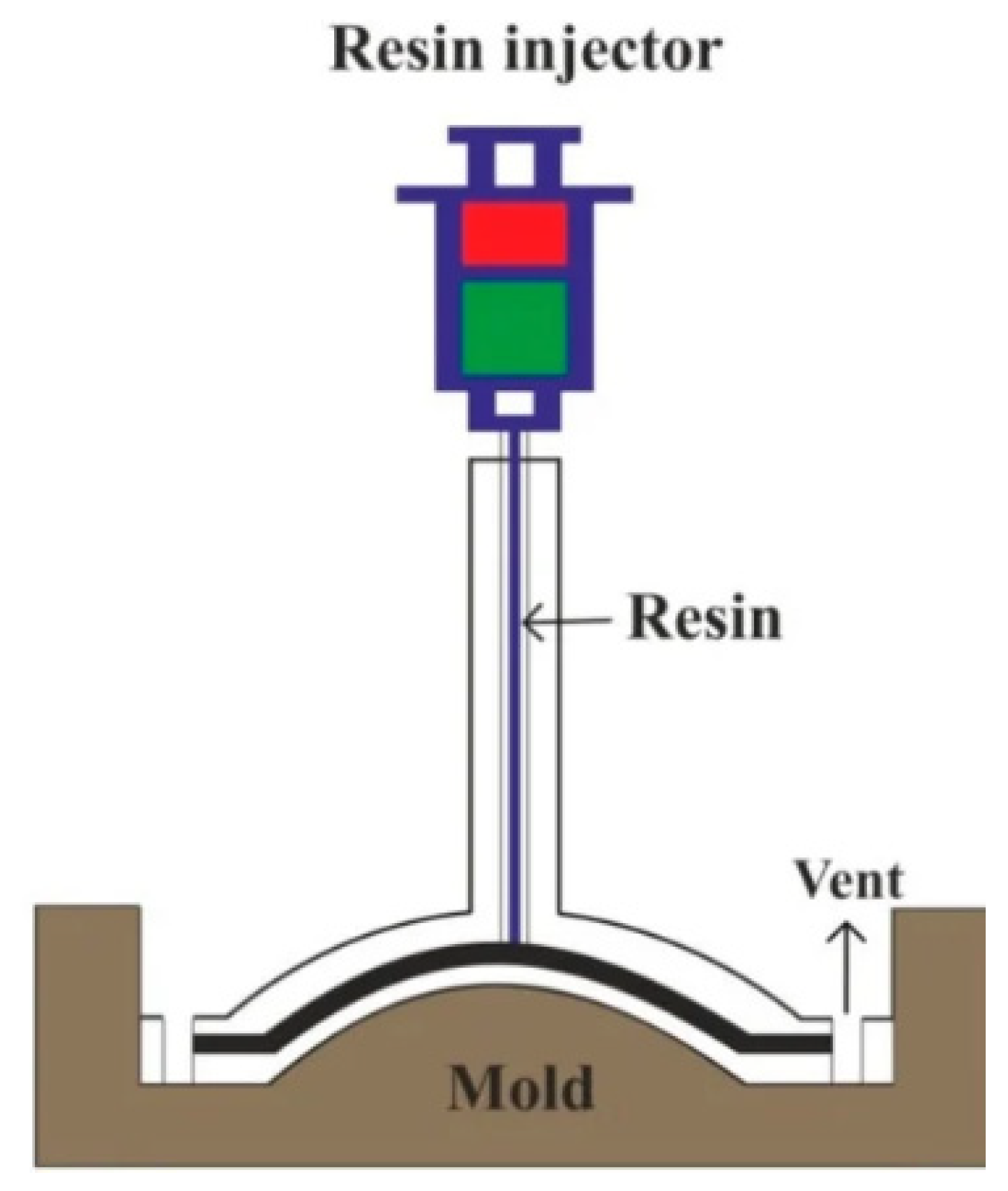
4.2.5. Resin Transfer Molding Technique
5. Crashworthiness of GFRP Composite Structures
6. Polymer Composite for Automotive Bumper Beam
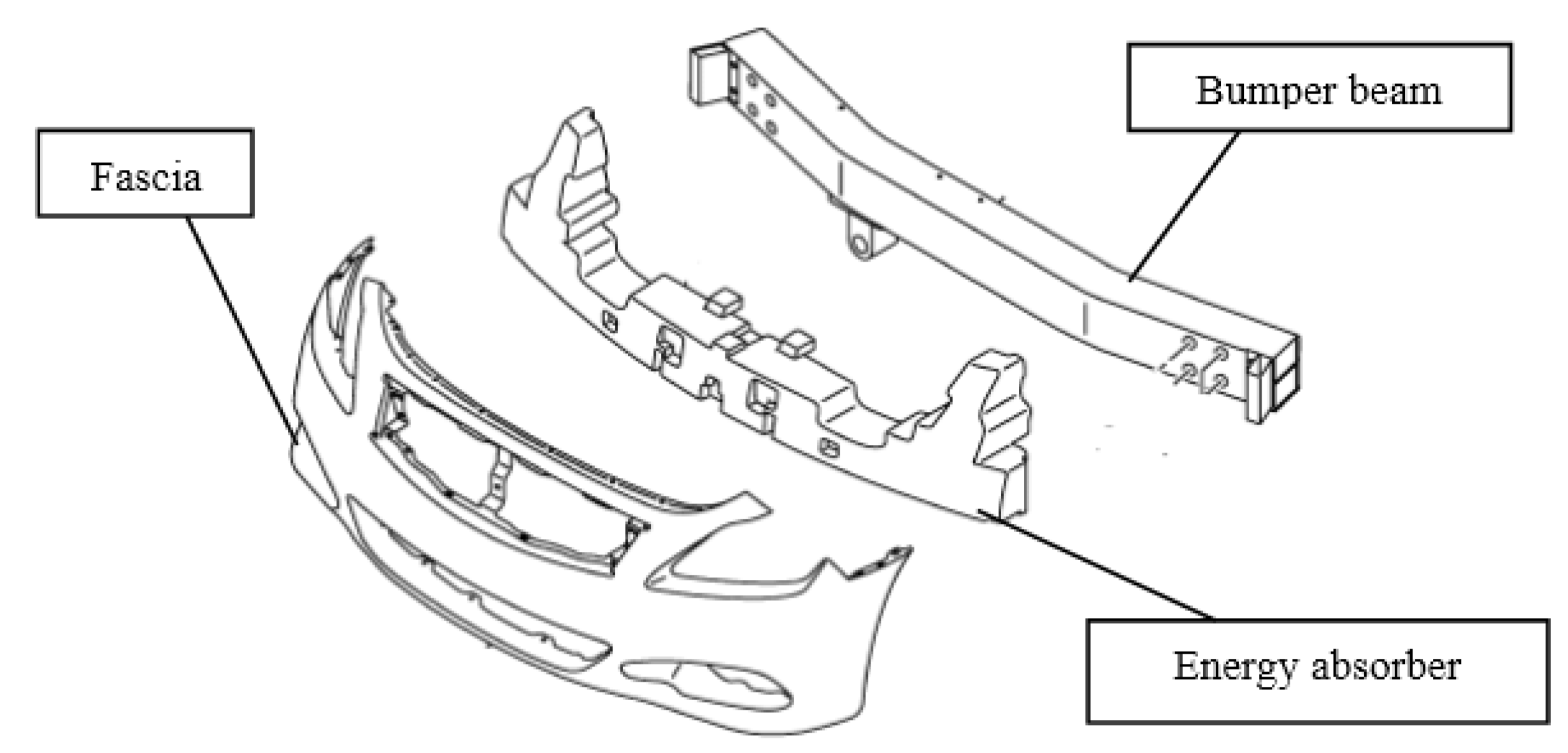
6.1. Bumper System
6.2. Material Selection for Bumper Beam
6.3. Computer-Aided Analysis
6.4. Glass Fiber Reinforced Polymer Composite Bumper Beam

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Fabrication Technique | Major Findings | References |
|---|---|---|---|
| Kenaf/glass fiber-reinforced epoxy | Sheet molding | Lower impact resistance than GMT | [181] |
| CBT-toughened Kenaf/glass fiber-reinforced epoxy | Sheet molding | Significant increase in impact resistance | [182] |
| PBT-toughened Kenaf/glass fiber-reinforced epoxy | Sheet molding | Lower impact resistance compared to GMT | [192] |
| Twisted kenaf/glass fiber-reinforced plastic | Injection molding | Higher impact resistance than commercial LFT | [7] |
| Glass/carbon fiber-reinforced thermoplastics | – | 33% weight reduction with improved impact performance | [139] |
| Jute/glass fiber-reinforced polypropylene | Hand lay-up | Superior impact resistance than commercial long glass fiber filled | [179] |
| Abaca/glass fiber-reinforced epoxy resin | Hand lay-up | Superior impact resistance compared to Jute/abaca glass fiber-reinforced epoxy resin | [191] |
7. Impact Response of GFRP Composite Materials
8. Conclusions and Future Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- John, A.; Alex, S. A review on the composite materials used for automotive bumper in passenger vehicles. Int. J. Eng. Manag. Res. 2014, 4, 98–101. [Google Scholar]
- Isaac, C.; Oluwole, O. Finite element comparative analysis of the crushing behaviour of square steel tubes. Int. J. Sci. Eng. Res. 2015, 6, 1650–1655. [Google Scholar]
- Salehghaffari, S.; Tajdari, M.; Panahi, M.; Mokhtarnezhad, F. Attempts to improve energy absorption characteristics of circular metal tubes subjected to axial loading. Thin-Walled Struct. 2010, 48, 379–390. [Google Scholar] [CrossRef]
- Mazumdar, S. Composites Manufacturing: Materials, Product, and Process Engineering; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Mishra, J.; Panigrahi, R. Mini-Review on structural performance of fiber reinforced geopolymer concrete. Int. J. Innov. Technol. Interdiscip. Sci. 2020, 3, 435–442. [Google Scholar]
- Jeyanthi, S.; Paul ChandraKumar, J.; Rajesh Kumar, N.; Dhinakaran, S.; Hari Prasad, K. An investigation on dynamic mechanical analysis and low velocity impact analysis of natural thermoplastic composite frontal beams. Int. J. Appl. Eng. Res. 2014, 9, 13709–13718. [Google Scholar]
- Jeyanthi, S.; Rani, J.J. Development of natural long fiber thermoplastic composites for automotive frontal beams. Indian J. Eng. Mater. Sci. 2014, 21, 580–584. [Google Scholar]
- Kim, J.-W.; Kim, H.-S.; Lee, D.-G. Manufacturing and characterization of glass fiber/polypropylene prepreg for automotive bumper beam. J. Comput. Theor. Nanosci. 2015, 12, 842–846. [Google Scholar] [CrossRef]
- Farokhi Nejad, A.; Bin Salim, M.Y.; Rahimian Koloor, S.S.; Petrik, S.; Yahya, M.Y.; Abu Hassan, S.; Mohd Shah, M.K. Hybrid and Synthetic FRP Composites under Different Strain Rates: A Review. Polymers 2021, 13, 3400. [Google Scholar] [CrossRef]
- Mlýnek, J.; Petrů, M.; Martinec, T.; Rahimian Koloor, S.S. Fabrication of high-quality polymer composite frame by a new method of fiber winding process. Polymers 2020, 12, 1037. [Google Scholar] [CrossRef]
- Hou, W.; Xu, X.; Wang, H.; Tong, L. Bending behavior of single hat-shaped composite T-joints under out-of-plane loading for lightweight automobile structures. J. Reinf. Plast. Compos. 2018, 37, 808–823. [Google Scholar] [CrossRef] [Green Version]
- Mcauley, J.W. Global sustainability and key needs in future automotive design. Environ. Sci. Technol. 2003, 37, 5414–5416. [Google Scholar] [CrossRef]
- Muhammad, A.; Rahman, M.R.; Baini, R.; Bakri, M.K.B. Applications of sustainable polymer composites in automobile and aerospace industry. In Advances in Sustainable Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 185–207. [Google Scholar]
- D’Errico, F.; Ranza, L. Guidelines for the market competitiveness of sustainable lightweight design by magnesium solution: A new Life Cycle Assessment integrated approach. In Proceedings of the IMA‘s 72nd World Magnesium Conference, Vancouver, Canada, 17–19 May 2015; pp. 22–27. [Google Scholar]
- Njuguna, J. Lightweight Composite Structures in Transport: Design, Manufacturing, Analysis and Performance; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar]
- Boria, S.; Belingardi, G. Numerical investigation of energy absorbers in composite materials for automotive applications. Int. J. Crashworthiness 2012, 17, 345–356. [Google Scholar] [CrossRef]
- Botkin, M.E. Modelling and optimal design of a carbon fibre reinforced composite automotive roof. Eng. Comput. 2000, 16, 16–23. [Google Scholar] [CrossRef]
- Selver, E.; Potluri, P.; Soutis, C.; Hogg, P. Healing potential of hybrid materials for structural composites. Compos. Struct. 2015, 122, 57–66. [Google Scholar] [CrossRef]
- Mansor, M.A.; Ahmad, Z.; Abdullah, M.R. Crashworthiness capability of thin-walled fibre metal laminate tubes under axial crushing. Engineering Structures. Eng. Struct. 2022, 252, 113660. [Google Scholar] [CrossRef]
- Pickering, K. Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- United States Environemntal Protection Agency (EPA), Hightlights of Automotive Trends Report. Available online: https://www.epa.gov/automotive-trends/highlights-automotive-trends-report#Highlight2 (accessed on 12 December 2022).
- Xiong, F.; Wang, D.; Ma, Z.; Chen, S.; Lv, T.; Lu, F. Structure-material integrated multi-objective lightweight design of the front end structure of automobile body. Struct. Multidiscip. Optim. 2018, 57, 829–847. [Google Scholar] [CrossRef]
- Zuo, W.; Xu, T.; Zhang, H.; Xu, T. Fast structural optimization with frequency constraints by genetic algorithm using adaptive eigenvalue reanalysis methods. Struct. Multidiscip. Optim. 2011, 43, 799–810. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 266, 113864. [Google Scholar] [CrossRef]
- Osokoya, O. An evaluation of polymer composites for car bumper beam. Int. J. Automot. Compos. 2017, 3, 44–60. [Google Scholar] [CrossRef]
- Kim, H.-S.; Kim, J.-W.; Seo, J.; Lee, D.-G.; Sim, J.-K. Fabrication and Characterization Evaluation of Prepreg with Unidirectional Glass Fibers for use of Automobile Bumper Beams. J. Korean Soc. Manuf. Technol. Eng. 2013, 22, 806–811. [Google Scholar]
- Koloor, S.; Karimzadeh, A.; Abdullah, M.; Petrů, M.; Yidris, N.; Sapuan, S.; Tamin, M. Linear-Nonlinear Stiffness Responses of Carbon Fiber-Reinforced Polymer Composite Materials and Structures: A Numerical Study. Polymers 2021, 13, 344. [Google Scholar] [CrossRef] [PubMed]
- Todor, M.-P.; Kiss, I. Systematic approach on materials selection in the automotive industry for making vehicles lighter, safer and more fuel-efficient. Appl. Eng. Lett. 2016, 1, 91–97. [Google Scholar]
- Rajak, D.K.; Pagar, D.; Behera, A.; Menezes, P.L. Role of Composite Materials in Automotive Sector: Potential Applications. In Advances in Engine Tribology; Springer: Berlin/Heidelberg, Germany, 2022; pp. 193–217. [Google Scholar]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Sawston, UK, 2020. [Google Scholar]
- Kurihara, Y. Polymer matrix composite materials in automobile industries. Adv. Compos. Mater. 1995, 4, 209–219. [Google Scholar] [CrossRef]
- Airale, A.; Ferraris, A.; Xu, S.; Sisca, L.; Massai, P. Function integration concept design applied on CFRP cross leaf spring suspension. Int. J. Automot. Compos. 2017, 3, 276–293. [Google Scholar] [CrossRef]
- Selwyn, T.S. Formation, characterization and suitability analysis of polymer matrix composite materials for automotive bumper. Mater. Today Proc. 2021, 43, 1197–1203. [Google Scholar] [CrossRef]
- Harilaos, V.; Ignacio, M. Polymer composites for automotive sustainability. SusChem. 2015, 18–19. [Google Scholar]
- Sreerama, P.; Rao, K. Design and impact analysis on front bumper beam crash box for a sedan car using glass fiber reinforced polymer. Int J Comput. Sci Math Eng. 2016, 3, 1–6. [Google Scholar]
- Hayder, N.M.; Mahmood, I.A. Improving the Mechanical Properties of a Car Bumper by Using Glass Fiber Reinforced Composite Laminates and Nano-ceramic Filler. Iraqi J. Ind. Res. 2022, 9, 100–108. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [Green Version]
- Stickel, J.M.; Nagarajan, M. Glass Fiber-Reinforced Composites: From Formulation to Application. Int. J. Appl. Glass Sci. 2012, 3, 122–136. [Google Scholar] [CrossRef]
- JyotiKalita, J.; Singh, K.K. Tribological Properties of Different Synthetic Fiber Reinforced Polymer Matrix Composites-A review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Telangana, India, 13–14 July 2018; p. 012134. [Google Scholar]
- Olhan, S.; Khatkar, V.; Behera, B. Textile-based natural fibre-reinforced polymeric composites in automotive lightweighting. J. Mater. Sci. 2021, 56, 18867–18910. [Google Scholar] [CrossRef]
- Bassani, F.; Leidl, G.; Wyder, P. Encyclopedia of Condensed Matter Physics (6 Volume Set). MRS Bull. 2006, 31, 192–208. [Google Scholar]
- Friedrich, K.; Almajid, A.A. Manufacturing Aspects of Advanced Polymer Composites for Automotive Applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Francisco, W.; Menezes, B.R.; Brito, F.S.; Coutinho, A.S.; Cividanes, L.S.; Coutinho, A.R.; Thim, G.P. Correlation of surface treatment, dispersion and mechanical properties of HDPE/CNT nanocomposites. Appl. Surf. Sci. 2016, 389, 921–929. [Google Scholar] [CrossRef]
- Burakowski, L.; Rezende, M.C. Modificação da rugosidade de fibras de carbono por método químico para aplicação em compósitos poliméricos. Polímeros 2001, 11, 51–57. [Google Scholar] [CrossRef]
- Fatima, B.; Rathi, G.; Ahmad, R.; Chaudhry, S.A. Composites: Types, Method of Preparation and Application as An Emerging Tool for Environmental Remediation. In Composites for Environmental Engineering; Wiley: Hoboken, NJ, USA, 2019; pp. 1–31. [Google Scholar]
- Van der Woude, J. (EuCIA) Recycling, Status and Developments in Europe. In Proceedings of the International Glass Fiber Symposium, Aachen, Germany, 29–30 October 2018. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Madhusudhan, T.; Senthilkumar, M.; Athith, D. Mechanical characteristics and tribological behaviour study on natural-glass fiber reinforced polymer hybrid composites: A review. Int. Res. J. Eng. Technol. 2016, 3, 2243–2246. [Google Scholar]
- Khan, M.; Abbas, Y.; Fares, G. Review of high and ultrahigh performance cementitious composites incorporating various combinations of fibers and ultrafines. J. King Saud Univ. Eng. Sci. 2017, 29, 339–347. [Google Scholar] [CrossRef]
- Hapuarachchi, T.; Ren, G.; Fan, M.; Hogg, P.; Peijs, T. Fire retardancy of natural fibre reinforced sheet moulding compound. Appl. Compos. Mater. 2007, 14, 251–264. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K.; Gupta, R.K. Raw natural fiber–based polymer composites. Int. J. Polym. Anal. Charact. 2014, 19, 256–271. [Google Scholar] [CrossRef]
- Gassan, J.; Gutowski, V.S. Effects of corona discharge and UV treatment on the properties of jute-fibre epoxy composites. Compos. Sci. Technol. 2000, 60, 2857–2863. [Google Scholar] [CrossRef]
- Hirai, Y.; Hamada, H.; Kim, J.-K. Impact response of woven glass-fabric composites—I.: Effect of fibre surface treatment. Compos. Sci. Technol. 1998, 58, 91–104. [Google Scholar] [CrossRef]
- Wong, K.J.; Johar, M.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Moisture absorption effects on mode II delamination of carbon/epoxy composites. Polymers 2020, 12, 2162. [Google Scholar] [CrossRef] [PubMed]
- Reddy, R.A.; Yoganandam, K.; Mohanavel, V. Effect of chemical treatment on natural fiber for use in fiber reinforced composites–Review. Mater. Today Proc. 2020, 33, 2996–2999. [Google Scholar] [CrossRef]
- Santulli, C. Impact properties of glass/plant fibre hybrid laminates. J. Mater. Sci. 2007, 42, 3699–3707. [Google Scholar] [CrossRef]
- Chandgude, S.; Salunkhe, S. In state of art: Mechanical behavior of natural fiber-based hybrid polymeric composites for application of automobile components. Polym. Compos. 2021, 42, 2678–2703. [Google Scholar] [CrossRef]
- Grand View Research, Automotive Polymer Composites Market Size Report By Resin (Epoxy, Polyurethane, Polyamide, Polypropylene, Polyethylene), By Application, By Product, By End-Use, By Manufacturing, And Segment Forecasts, 2018–2025. Historical Range: 2014–2016. Available online: https://www.grandviewresearch.com/industry-analysis/automotive-polymer-composites-market (accessed on 12 December 2022).
- Wang, R.-M.; Zheng, S.-R.; Zheng, Y.-P.G. Polymer Matrix Composites and Technology; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Costas, M.; Morin, D.; Langseth, M.; Romera, L.; Díaz, J. Axial crushing of aluminum extrusions filled with PET foam and GFRP. An experimental investigation. Thin-Walled Struct. 2016, 99, 45–57. [Google Scholar] [CrossRef] [Green Version]
- Aktay, L.; Toksoy, A.K.; Güden, M. Quasi-static axial crushing of extruded polystyrene foam-filled thin-walled aluminum tubes: Experimental and numerical analysis. Mater. Des. 2006, 27, 556–565. [Google Scholar] [CrossRef] [Green Version]
- Boria, S.; Scattina, A.; Belingardi, G. Axial crushing of metal-composite hybrid tubes: Experimental analysis. Procedia Struct. Integr. 2018, 8, 102–117. [Google Scholar] [CrossRef] [Green Version]
- Fang, H.; Mao, Y.; Liu, W.; Zhu, L.; Zhang, B. Manufacturing and evaluation of large-scale composite bumper system for bridge pier protection against ship collision. Compos. Struct. 2016, 158, 187–198. [Google Scholar] [CrossRef]
- Garcia-Gonzalez, D.; Rodriguez-Millan, M.; Rusinek, A.; Arias, A. Low temperature effect on impact energy absorption capability of PEEK composites. Compos. Struct. 2015, 134, 440–449. [Google Scholar] [CrossRef] [Green Version]
- Malcom, A.; Aronson, M.; Deshpande, V.; Wadley, H. Compressive response of glass fiber composite sandwich structures. Compos. Part A Appl. Sci. Manuf. 2013, 54, 88–97. [Google Scholar] [CrossRef]
- Campilho, R.D. Natural Fiber Composites; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Mahesh, V.; Joladarashi, S.; Kulkarni, S.M. A comprehensive review on material selection for polymer matrix composites subjected to impact load. Def. Technol. 2021, 17, 257–277. [Google Scholar] [CrossRef]
- Turner, T.; Robitaille, F.; Warrior, N.; Rudd, C.; Cooper, E. Effect of resin formulation on crash energy absorbing composite structures made by RTM. Plast. Rubber Compos. 2002, 31, 49–57. [Google Scholar] [CrossRef]
- Darvizeh, A.; Darvizeh, M.; Ansari, R.; Meshkinzar, A. Effect of low density, low strength polyurethane foam on the energy absorption characteristics of circumferentially grooved thick-walled circular tubes. Thin-Walled Struct. 2013, 71, 81–90. [Google Scholar] [CrossRef]
- Chiu, L.N.; Falzon, B.G.; Ruan, D.; Xu, S.; Thomson, R.S.; Chen, B.; Yan, W. Crush responses of composite cylinder under quasi-static and dynamic loading. Compos. Struct. 2015, 131, 90–98. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.; Xu, P.; Xie, S.; Feng, Z.; Wang, D. Mechanical performance and energy absorption properties of structures combining two Nomex honeycombs. Compos. Struct. 2018, 185, 524–536. [Google Scholar] [CrossRef]
- Niknejad, A.; Assaee, H.; Elahi, S.A.; Golriz, A. Flattening process of empty and polyurethane foam-filled E-glass/vinylester composite tubes–An experimental study. Compos. Struct. 2013, 100, 479–492. [Google Scholar] [CrossRef]
- Sinha, R. Outlines of Polymer Technology: Manufacture of Polymers; PHI Learning Pvt. Ltd.: New Delhi, India, 2004. [Google Scholar]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. Jom. 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Sastri, V.R. 3–Materials Used in Medical Devices. In Plastics in Medical Devices, 3rd ed.; Sastri, V.R., Ed.; William Andrew Publishing: New York, NY, USA, 2021; pp. 41–64. [Google Scholar]
- Kellersztein, I.; Dotan, A. Chemical surface modification of wheat straw fibers for polypropylene reinforcement. Polym. Compos. 2016, 37, 2133–2141. [Google Scholar] [CrossRef]
- Khan, M.Z.; Srivastava, S.K.; Gupta, M. Tensile and flexural properties of natural fiber reinforced polymer composites: A review. J. Reinf. Plast. Compos. 2018, 37, 1435–1455. [Google Scholar] [CrossRef]
- Benzait, Z.; Trabzon, L. A review of recent research on materials used in polymer–matrix composites for body armor application. J. Compos. Mater. 2018, 52, 3241–3263. [Google Scholar] [CrossRef]
- Aymerich, F.; Dalla Via, A.; Quaresimin, M. Energy absorption capability of nanomodified glass/epoxy laminates. Procedia Eng. 2011, 10, 780–785. [Google Scholar] [CrossRef]
- Ramzan, E.; Ehsan, E. Effect of various forms of glass fiber reinforcements on tensile properties of polyester matrix composite. Fac. Eng. Technol. 2009, 16, 33–39. [Google Scholar]
- Mathew, M.; Padaki, N.V.; Rocha, L.; Gomes, J.; Alagirusamy, R.; Deopura, B.; Fangueiro, R. Tribological properties of the directionally oriented warp knit GFRP composites. Wear 2007, 263, 930–938. [Google Scholar] [CrossRef] [Green Version]
- Sajan, S.; Philip Selvaraj, D. A review on polymer matrix composite materials and their applications. Mater. Today Proc. 2021, 47, 5493–5498. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites–A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Luo, H.; Yan, Y.; Zhang, T. Gradually failure simulation and energy absorption characteristics of GFRP composite tubes subjected to axial dynamic impact. Polym. Compos. 2019, 40, 1545–1555. [Google Scholar] [CrossRef]
- Virgillito, E.; Airale, A.; Ferraris, A.; Sisca, L.; Carello, M. Specific Energy Absorption Evaluation on GFRP Laminate Plate by Optical, Thermographic and Tomographic Analysis. Exp. Tech. 2019, 43, 15–24. [Google Scholar] [CrossRef]
- Marmol, G.; Ferreira, D.P.; Fangueiro, R. Automotive and construction applications of fiber reinforced composites. In Fiber Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 785–819. [Google Scholar]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Zouggar, K.; Boukhoulda, F.; Haddag, B.; Nouari, M. Numerical and experimental investigations of S-Glass/Polyester composite laminate plate under low energy impact. Compos. Part B Eng. 2016, 89, 169–186. [Google Scholar] [CrossRef]
- Chen, Y. Glass Fiber-Reinforced Polymer Composites for Power Equipment. In Polymer Composites for Electrical Engineering; Wiley: Hoboken, NJ, USA, 2021; pp. 377–417. [Google Scholar]
- Morampudi, P.; Namala, K.K.; Gajjela, Y.K.; Barath, M.; Prudhvi, G. Review on glass fiber reinforced polymer composites. Mater. Today Proc. 2021, 43, 314–319. [Google Scholar] [CrossRef]
- Mlýnek, J.; Rahimian Koloor, S.S.; Martinec, T.; Petrů, M. Fabrication of High-Quality Straight-Line Polymer Composite Frame with Different Radius Parts Using Fiber Winding Process. Polymers 2021, 13, 497. [Google Scholar] [CrossRef]
- Verma, D.; Sharma, S. Green biocomposites: A prospective utilization in automobile industry. In Green Biocomposites; Springer: Berlin/Heidelberg, Germany, 2017; pp. 167–191. [Google Scholar]
- Advani, S.G.; Hsiao, K.-T. Manufacturing Techniques for Polymer Matrix Composites (PMCs); Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Gupta, M.; Srivastava, R. Mechanical properties of hybrid fibers-reinforced polymer composite: A review. Polym. Plast. Technol. Eng. 2016, 55, 626–642. [Google Scholar] [CrossRef]
- Sebe, G.; Cetin, N.S.; Hill, C.A.; Hughes, M. RTM hemp fibre-reinforced polyester composites. Appl. Compos. Mater. 2000, 7, 341–349. [Google Scholar] [CrossRef]
- Richardson, M.; Zhang, Z. Experimental investigation and flow visualisation of the resin transfer mould filling process for non-woven hemp reinforced phenolic composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1303–1310. [Google Scholar] [CrossRef]
- Farokhi Nejad, A.; Alipour, R.; Shokri Rad, M.; Yazid Yahya, M.; Rahimian Koloor, S.S.; Petrů, M. Using Finite Element Approach for Crashworthiness Assessment of a Polymeric Auxetic Structure Subjected to the Axial Loading. Polymers 2020, 12, 1312. [Google Scholar] [CrossRef]
- Muhammad Nasiruddin, S.; Hambali, A.; Rosidah, J.; Widodo, W.; Ahmad, M. A review of energy absorption of automotive bumper beam. Int. J. Appl. Eng. Res. 2017, 12, 238–245. [Google Scholar]
- Cheon, S.S.; Lim, T.S. Impact energy absorption characteristics of glass fiber hybrid composites. Compos. Struct. 1999, 46, 267–278. [Google Scholar] [CrossRef]
- Mouti, Z.; Westwood, K.; Long, D.; Njuguna, J. An experimental investigation into localised low-velocity impact loading on glass fibre-reinforced polyamide automotive product. Compos. Struct. 2013, 104, 43–53. [Google Scholar] [CrossRef]
- Solaimurugan, S.; Velmurugan, R. Crashworthiness of Glass/Polyester Composite Tubular Structures. Int. J. Veh. Struct. Syst. (IJVSS) 2015, 7, 118. [Google Scholar] [CrossRef]
- Kathiresan, M.; Manisekar, K.; Manikandan, V. Crashworthiness analysis of glass fibre/epoxy laminated thin walled composite conical frusta under axial compression. Compos. Struct. 2014, 108, 584–599. [Google Scholar] [CrossRef]
- Hu, D.; Zhang, C.; Ma, X.; Song, B. Effect of fiber orientation on energy absorption characteristics of glass cloth/epoxy composite tubes under axial quasi-static and impact crushing condition. Compos. Part A Appl. Sci. Manuf. 2016, 90, 489–501. [Google Scholar] [CrossRef]
- Nia, A.B.; Nejad, A.F.; Xin, L.; Ayob, A.; Yahya, M.Y. Energy absorption assessment of conical composite structures subjected to quasi-static loading through optimization based method. Mech. Ind. 2020, 21, 113. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Sun, W.; Zhao, Y.; Hou, S. Crashworthiness of different composite tubes by experiments and simulations. Compos. Part B Eng. 2018, 143, 86–95. [Google Scholar] [CrossRef]
- Ghafari-Namini, N.; Ghasemnejad, H. Effect of natural stitched composites on the crashworthiness of box structures. Mater. Des. 2012, 39, 484–494. [Google Scholar] [CrossRef]
- Bakar, M.S.A.; Salit, M.S.; Yusoff, M.Z.M.; Zainudin, E.S.; Ya, H.H. The crashworthiness performance of stacking sequence on filament wound hybrid composite energy absorption tube subjected to quasi-static compression load. J. Mater. Res. Technol. 2020, 9, 654–666. [Google Scholar] [CrossRef]
- Khan, M.S.; Abdul-Latif, A.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Representative cell analysis for damage-based failure model of polymer hexagonal honeycomb structure under the out-of-plane loadings. Polymers 2020, 13, 52. [Google Scholar] [CrossRef]
- Farokhi Nejad, A.; Rahimian Koloor, S.S.; Syed Hamzah, S.M.S.A.; Yahya, M.Y. Mechanical Behaviour of Pin-Reinforced Foam Core Sandwich Panels Subjected to Low Impact Loading. Polymers 2021, 13, 3627. [Google Scholar] [CrossRef]
- Khan, M.S.; Koloor, S.S.R.; Tamin, M.N. Effects of cell aspect ratio and relative density on deformation response and failure of honeycomb core structure. Mater. Res. Express. 2020, 7, 015332. [Google Scholar] [CrossRef]
- Tarlochan, F.; Ramesh, S. Composite sandwich structures with nested inserts for energy absorption application. Compos. Struct. 2012, 94, 904–916. [Google Scholar] [CrossRef]
- Bouchet, J.; Jacquelin, E.; Hamelin, P. Static and dynamic behavior of combined composite aluminium tube for automotive applications. Compos. Sci. Technol. 2000, 60, 1891–1900. [Google Scholar] [CrossRef]
- Tarlochan, F.; Ramesh, S.; Harpreet, S. Advanced composite sandwich structure design for energy absorption applications: Blast protection and crashworthiness. Compos. Part B Eng. 2012, 43, 2198–2208. [Google Scholar] [CrossRef]
- Esnaola, A.; Ulacia, I.; Elguezabal, B.; Del Pozo De Dios, E.; Alba, J.; Gallego, I. Design, manufacturing and evaluation of glass/polyester composite crash structures for lightweight vehicles. Int. J. Automot. Technol. 2016, 17, 1013–1022. [Google Scholar] [CrossRef]
- Toksoy, A.K. Optimization of the Axial Crushing Behavior of Closed-Cell Aluminum Foam Filled Welded 1050 al Square-Cross Section Crashboxes. Ph.D. Thesis, Izmir Institute of Technology, Izmir, Turkey, 2009. [Google Scholar]
- Chatterjee, V.A.; Verma, S.K.; Bhattacharjee, D.; Biswas, I.; Neogi, S. Enhancement of energy absorption by incorporation of shear thickening fluids in 3D-mat sandwich composite panels upon ballistic impact. Compos. Struct. 2019, 225, 111148. [Google Scholar] [CrossRef]
- Silva, F.; Njuguna, J.; Sachse, S.; Pielichowski, K.; Leszczynska, A.; Giacomelli, M. The influence of multiscale fillers reinforcement into impact resistance and energy absorption properties of polyamide 6 and polypropylene nanocomposite structures. Mater. Des. 2013, 50, 244–252. [Google Scholar] [CrossRef] [Green Version]
- Sapuan, S.; Suddin, N.; Maleque, M. A critical review of polymer-based composite automotive bumper systems. Polym. Polym. Compos. 2002, 10, 627–636. [Google Scholar] [CrossRef]
- Zindani, D.; Maity, S.R.; Bhowmik, S. A Decision-Making Approach for Material Selection of Polymeric Composite Bumper Beam. In Composites and Advanced Materials for Industrial Applications; Kumar, K., Davim, J.P., Eds.; IGI Global: Hershey, PA, USA, 2018; pp. 112–128. [Google Scholar] [CrossRef]
- Belingardi, G.; Beyene, A.; Koricho, E.; Martorana, B. Alternative lightweight materials and component manufacturing technologies for vehicle frontal bumper beam. Compos. Struct. 2015, 120, 483–495. [Google Scholar] [CrossRef]
- Belingardi, G.; Beyene, A.T.; Koricho, E.; Martorana, B. Lightweight solutions for vehicle frontal bumper: Crash design and manufacturing issues. In Dynamic Response and Failure of Composite Materials and Structures; Elsevier: Amsterdam, The Netherlands, 2017; pp. 365–393. [Google Scholar]
- Sapuan, S.; Maleque, M.; Hameedullah, M.; Suddin, M.; Ismail, N. A note on the conceptual design of polymeric composite automotive bumper system. J. Mater. Process. Technol. 2005, 159, 145–151. [Google Scholar] [CrossRef]
- Alghamdi, A. Smart frictional impact energy absorber. Int. J. Crashworthiness 2000, 5, 169–178. [Google Scholar] [CrossRef]
- Davoodi, M.; Sapuan, S.; Yunus, R. Conceptual design of a polymer composite automotive bumper energy absorber. Mater. Des. 2008, 29, 1447–1452. [Google Scholar] [CrossRef]
- Park, D.-K. A development of simple analysis model on bumper barrier impact and new IIHS bumper impact using the dynamically equivalent beam approach. J. Mech. Sci. Technol. 2011, 25, 3107–3114. [Google Scholar] [CrossRef]
- Deb, A.; Naravane, A.; Chirwa, E. An offset rigid barrier-based test: Equivalence to the insurance institute for highway safety frontal offset impact safety test. Int. J. Crashworthiness 2006, 11, 281–290. [Google Scholar] [CrossRef]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Sapuan, S. A computer-aided material selection for design of automotive safety critical components with novel materials. Malays. J. Comput. Sci. 1999, 12, 37–46. [Google Scholar]
- Edwards, K. Strategic substitution of new materials for old: Applications in automotive product development. Mater. Des. 2004, 25, 529–533. [Google Scholar] [CrossRef]
- Mansor, M.R.; Sapuan, S.; Hambali, A.; Zainudin, E.; Nuraini, A. Materials selection of hybrid bio-composites thermoset matrix for automotive bumper beam application using TOPSIS method. Adv. Environ. Biol. 2014, 8, 3138–3143. [Google Scholar]
- Hambali, A.; Sapuan, S.; Ismail, N.; Nukman, Y. Material selection of polymeric composite automotive bumper beam using analytical hierarchy process. J. Cent. South Univ. Technol. 2010, 17, 244–256. [Google Scholar] [CrossRef]
- Sudin, M.N.; Harun, M.R.; Hamzah, A.T.; Anuar, S. A prototype of KBS for material selection in bumper beam design. J. Sci. Technol. 2007, 14, 215–222. [Google Scholar]
- Senthilnathan, A.A.; Mehta, S.R.; Kabir, G. Bumper Beam Composite Material Selection using Fuzzy Multi-Criteria Analysis. In Proceedings of the 2022 International Conference on Decision Aid Sciences and Applications (DASA), Chiangrai, Thailand, 23–25 March 2022; pp. 243–247. [Google Scholar]
- Zindani, D.; Maity, S.R.; Bhowmik, S.; Chakraborty, S. A material selection approach using the TODIM (TOmada de Decisao Interativa Multicriterio) method and its analysis. Int. J. Mater. Res. 2017, 108, 345–354. [Google Scholar] [CrossRef]
- Hosseinzadeh, R.; Shokrieh, M.M.; Lessard, L.B. Parametric study of automotive composite bumper beams subjected to low-velocity impacts. Compos. Struct. 2005, 68, 419–427. [Google Scholar] [CrossRef]
- Zeng, F.; Xie, H.; Liu, Q.; Li, F.; Tan, W. Design and optimization of a new composite bumper beam in high-speed frontal crashes. Struct. Multidiscip. Optim. 2016, 53, 115–122. [Google Scholar] [CrossRef]
- Bohn, B.; Garcke, J.; Iza-Teran, R.; Paprotny, A.; Peherstorfer, B.; Schepsmeier, U.; Thole, C.-A. Analysis of car crash simulation data with nonlinear machine learning methods. Procedia Comput. Sci. 2013, 18, 621–630. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, H.-G.; Kim, H.-S. Design optimization and manufacture of hybrid glass/carbon fiber reinforced composite bumper beam for automobile vehicle. Compos. Struct. 2015, 131, 742–752. [Google Scholar] [CrossRef]
- Cheon, S.S.; Choi, J.H.; Lee, D.G. Development of the composite bumper beam for passenger cars. Compos. Struct. 1995, 32, 491–499. [Google Scholar] [CrossRef]
- Marzbanrad, J.; Alijanpour, M.; Kiasat, M.S. Design and analysis of an automotive bumper beam in low-speed frontal crashes. Thin-Walled Struct. 2009, 47, 902–911. [Google Scholar] [CrossRef]
- Belingardi, G.; Beyene, A.T.; Koricho, E.G. Geometrical optimization of bumper beam profile made of pultruded composite by numerical simulation. Compos. Struct. 2013, 102, 217–225. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in innovative light-weight car design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef] [Green Version]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Belingardi, G.; Koricho, E.G.; Martorana, B. Implementation of composite and recyclable thermoplastic materials for automotive bumper subsystem. Int. J. Automot. Compos. 2014, 1, 67–89. [Google Scholar] [CrossRef]
- Richardson, M.; Wisheart, M. Review of low-velocity impact properties of composite materials. Compos. Part A Appl. Sci. Manuf. 1996, 27, 1123–1131. [Google Scholar] [CrossRef]
- Steenkamer, D.A.; Sullivan, J.L. On the recyclability of a cyclic thermoplastic composite material. Compos. Part B Eng. 1998, 29, 745–752. [Google Scholar] [CrossRef]
- Clark, C.L.; Bals, C.K.; Layson, M.A. Effects of Fiber and Property Orientation on “C” Shaped Cross Sections; 0148-7191; SAE Technical Paper: Southfield, MI, USA, 1991. [Google Scholar]
- Prabhakaran, S.; Chinnarasu, K.; Kumar, M.S. Design and fabrication of composite bumper for light passenger vehicles. Int. J. Mod. Eng. Res. 2012, 2, 2552–2556. [Google Scholar]
- Shakirudeen, Y.B.; Felix, A.; Solomon, A.; Olayinka, A.J. Application of Glass Fibre Reinforced Composite in the Production of Light Weight Car Bumper (A Case Study of the Mechanical Properties). Int. J. Eng. Res. Technol. 2017, 6, 575–579. [Google Scholar]
- Dakina, S.M. Using of fiber composite of polypropylene to manufacturing cars bumpers. Acad. Res. Int. 2012, 3, 111. [Google Scholar]
- Witayakran, S.; Kongtud, W.; Boonyarit, J.; Smitthipong, W.; Chollakup, R. Development of oil palm empty fruit bunch fiber reinforced epoxy composites for bumper beam in automobile. In Key Engineering Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2017; Volume 751, pp. 779–784. [Google Scholar]
- El Hajj, N.; Seif, S.; Zgheib, N. Recycling of poly (propylene)-based car bumpers as carrier resin for short glass fiber composites. J. Mater. Cycles Waste Manag. 2021, 23, 288–300. [Google Scholar] [CrossRef]
- Du, B.; Li, Z.; Bai, H.; Li, Q.; Zheng, C.; Liu, J.; Qiu, F.; Fan, Z.; Hu, H.; Chen, L. Mechanical Property of Long Glass Fiber Reinforced Polypropylene Composite: From Material to Car Seat Frame and Bumper Beam. Polymers 2022, 14, 1814. [Google Scholar] [CrossRef]
- Duan, S.; Yang, X.; Tao, Y.; Mo, F.; Xiao, Z.; Wei, K. Experimental and numerical investigation of Long Glass Fiber Reinforced Polypropylene composite and application in automobile components. Transport 2018, 33, 1135–1143. [Google Scholar] [CrossRef]
- Joo, S.-J.; Yu, M.-H.; Kim, W.S.; Lee, J.-W.; Kim, H.-S. Design and manufacture of automotive composite front bumper assemble component considering interfacial bond characteristics between over-molded chopped glass fiber polypropylene and continuous glass fiber polypropylene composite. Compos. Struct. 2020, 236, 111849. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kang, S.-Y.; Kim, H.-J.; Kim, H.-S. Strain rate dependent mechanical behavior of glass fiber reinforced polypropylene composites and its effect on the performance of automotive bumper beam structure. Compos. Part B Eng. 2019, 166, 483–496. [Google Scholar] [CrossRef]
- Li, Y.; Lin, Z.; Jiang, A.; Chen, G. Experimental study of glass-fiber mat thermoplastic material impact properties and lightweight automobile body analysis. Mater. Des. 2004, 25, 579–585. [Google Scholar] [CrossRef]
- Koricho, E.; Belingardi, G.; Tekalign, A.; Roncato, D.; Martorana, B. Crashworthiness Analysis of Composite and Thermoplastic Foam Structure for Automotive Bumper Subsystem. In Advanced Composite Materials for Automotive Applications; Wiley: West Sussex, UK, 2013; pp. 129–148. [Google Scholar]
- Raj Kumar, G.; Balasubramaniyam, S.; Senthil Kumar, M.; Vijayanandh, R.; Raj Kumar, R.; Varun, S. Crash analysis on the automotive vehicle bumper. Int. J. Eng. Adv. Technol. 2019, 8, 1602–1607. [Google Scholar]
- Xue, Y.; Zhao, H.; Zhang, Y.; Gao, Z.; Zhai, D.; Li, Q.; Zhao, G. Design and multi-objective optimization of the bumper beams prepared in long glass fiber-reinforced polypropylene. Polym. Compos. 2021, 42, 2933–2947. [Google Scholar] [CrossRef]
- Basith, M.A.; Reddy, N.C.; Uppalapati, S.; Jani, S.P. Crash analysis of a passenger car bumper assembly to improve design for impact test. Mater. Today Proc. 2021, 45, 1684–1690. [Google Scholar] [CrossRef]
- Campbell, F.C. Chapter 11—Commercial Composite Processes: These Commercial Processes Produce Far More Parts than the High-performance Processes. In Manufacturing Processes for Advanced Composites; Campbell, F.C., Ed.; Elsevier Science: Amsterdam, The Netherlands, 2004; pp. 399–438. [Google Scholar] [CrossRef]
- Mallick, P.K. Chapter 5—Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing: Sawston, UK, 2021; pp. 187–228. [Google Scholar] [CrossRef]
- Mallick, P. Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Elsevier: Amsterdam, The Netherlands, 2021; pp. 187–228. [Google Scholar]
- Thwe, M.M.; Liao, K. Durability of bamboo-glass fiber reinforced polymer matrix hybrid composites. Compos. Sci. Technol. 2003, 63, 375–387. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Xu, G.; Mai, Y.-W. On the elastic modulus of hybrid particle/short-fiber/polymer composites. Compos. Part B Eng. 2002, 33, 291–299. [Google Scholar] [CrossRef]
- Sreekala, M.; George, J.; Kumaran, M.; Thomas, S. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with glass and oil palm fibres. Compos. Sci. Technol. 2002, 62, 339–353. [Google Scholar] [CrossRef]
- Chen, Y.; Li, T.; Jia, Z.; Scarpa, F.; Yao, C.-W.; Wang, L. 3D printed hierarchical honeycombs with shape integrity under large compressive deformations. Mater. Des. 2018, 137, 226–234. [Google Scholar] [CrossRef] [Green Version]
- Andrew, J.J.; Arumugam, V. Effect of patch hybridization on the tensile behavior of patch repaired glass/epoxy composite laminates using acoustic emission monitoring. Int. J. Adhes. Adhes. 2017, 74, 155–166. [Google Scholar] [CrossRef]
- Pegoretti, A.; Fabbri, E.; Migliaresi, C.; Pilati, F. Intraply and interply hybrid composites based on E-glass and poly (vinyl alcohol) woven fabrics: Tensile and impact properties. Polym. Int. 2004, 53, 1290–1297. [Google Scholar] [CrossRef]
- Andrew, J.J.; Arumugam, V.; Ramesh, C.; Poorani, S.; Santulli, C. Quasi-static indentation properties of damaged glass/epoxy composite laminates repaired by the application of intra-ply hybrid patches. Polym. Test. 2017, 61, 132–145. [Google Scholar] [CrossRef]
- Hung, P.-y.; Lau, K.-t.; Cheng, L.-k.; Leng, J.; Hui, D. Impact response of hybrid carbon/glass fibre reinforced polymer composites designed for engineering applications. Compos. Part B Eng. 2018, 133, 86–90. [Google Scholar] [CrossRef]
- Dong, C. Review of natural fibre-reinforced hybrid composites. J. Reinf. Plast. Compos. 2018, 37, 331–348. [Google Scholar] [CrossRef] [Green Version]
- Sanjay, M.R.; Arpitha, G.; Yogesha, B. Study on mechanical properties of natural-glass fibre reinforced polymer hybrid composites: A review. Mater. Today Proc. 2015, 2, 2959–2967. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Rout, J.; Misra, M.; Tripathy, S.; Nayak, S.; Mohanty, A. The influence of fibre treatment on the performance of coir-polyester composites. Compos. Sci. Technol. 2001, 61, 1303–1310. [Google Scholar] [CrossRef]
- Khalil, H.A.; Hanida, S.; Kang, C.; Fuaad, N.N. Agro-hybrid composite: The effects on mechanical and physical properties of oil palm fiber (EFB)/glass hybrid reinforced polyester composites. J. Reinf. Plast. Compos. 2007, 26, 203–218. [Google Scholar] [CrossRef]
- Olorunnishola, A.; Adubi, E. A comparative analysis of a blend of natural jute and glass fibers with synthetic glass fibers composites as car bumper materials. IOSR J. Mech. Civ. Eng. 2018, 15, 67–71. [Google Scholar]
- Perumal, C.I.; Sarala, R.; Muthuraja, R.; Senthilraja, R. A review on characteristic of polymer composites with natural fiber used as a reinforcement material. Int. J. Res. Appl. Sci. Eng. Technol. 2018, 6, 1213–1217. [Google Scholar] [CrossRef]
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Ali, A.; Khalina, A.; Jonoobi, M. Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater. Des. 2010, 31, 4927–4932. [Google Scholar] [CrossRef]
- Davoodi, M.M.; Sapuan, S.M.; Ali, A.; Ahmad, D.; Khalina, A. Thermoplastic impact property improvement in hybrid natural fibre epoxy composite bumper beam. IOP Conf. Ser. Mater. Sci. Eng. 2010, 11, 012013. [Google Scholar] [CrossRef] [Green Version]
- Mishra, S.; Mohanty, A.K.; Drzal, L.T.; Misra, M.; Parija, S.; Nayak, S.K.; Tripathy, S.S. Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites. Compos. Sci. Technol. 2003, 63, 1377–1385. [Google Scholar] [CrossRef]
- Arvind, T.R.; Dayal, D.R.R.; Krishna, K.H.; Survesh, S. Mechanical characterization and comparison of glass fibre and glass fibre reinforced with aluminium alloy (GFRAA) for automotive application. Mater. Today Proc. 2021, 46, 1181–1186. [Google Scholar] [CrossRef]
- David, A.O.; Chukwuemeka, I.S.; Osther, E.E.; Salihu, G.N. Development and characterization of hybrid coconut/glass fibers reinforced low density polyethylene composites for bumper application. Metall. Mater. Eng. 2021, 27, 89–104. [Google Scholar] [CrossRef]
- Paramasivam, C.; Venugopal, R. Design and development of glass/basalt fiber reinforced composite material for automobile applications. J. Ind. Text. 2022, 51, 1668S–1681S. [Google Scholar] [CrossRef]
- Nachippan, N.M.; Alphonse, M.; Raja, V.B.; Palanikumar, K.; Kiran, R.S.U.; Krishna, V.G. Numerical analysis of natural fiber reinforced composite bumper. Mater. Today Proc. 2021, 46, 3817–3823. [Google Scholar] [CrossRef]
- Atiqah, A.; Maleque, M.; Jawaid, M.; Iqbal, M. Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications. Compos. Part B Eng. 2014, 56, 68–73. [Google Scholar] [CrossRef]
- Kwon, D.-J.; Jang, Y.-J.; Choi, H.H.; Kim, K.; Kim, G.-H.; Kong, J.; Nam, S.Y. Impacts of thermoplastics content on mechanical properties of continuous fiber-reinforced thermoplastic composites. Compos. Part B Eng. 2021, 216, 108859. [Google Scholar] [CrossRef]
- Bakkal, M.; Savas, M. Development of natural fiber reinforced laminated hybrid composites. Adv. Mater. Res. 2012, 628, 15–20. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Kokan, S.J.; Raja, R.N.; Sathyanarayanan, R.; Elanchezhian, C.; Prasad, A.R.; Manickavasagam, V. Evaluation of mechanical properties of abaca–jute–glass fibre reinforced epoxy composite. Mater. Des. 2013, 51, 357–366. [Google Scholar] [CrossRef]
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Aidy, A.; Khalina, A.; Jonoobi, M. Effect of polybutylene terephthalate (PBT) on impact property improvement of hybrid kenaf/glass epoxy composite. Mater. Lett. 2012, 67, 5–7. [Google Scholar] [CrossRef]
- Andrew, J.J.; Arumugam, V.; Saravanakumar, K.; Dhakal, H.N.; Santulli, C. Compression after impact strength of repaired GFRP composite laminates under repeated impact loading. Compos. Struct. 2015, 133, 911–920. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Patel, S.; Sachan, Y.; Alagirusamy, R.; Bhatnagar, N.; Ahmad, S. Low velocity impact response of 3D angle-interlock Kevlar/basalt reinforced polypropylene composites. Mater. Des. 2016, 105, 323–332. [Google Scholar] [CrossRef]
- Low, K.O.; Johar, M.; Sung, A.N.; Mohd Nasir, M.N.; Rahimian Koloor, S.S.; Petrů, M.; Israr, H.A.; Wong, K.J. Displacement rate effects on mixed-mode I/II delamination of laminated carbon/epoxy composites. Polym. Test. 2022, 108, 107512. [Google Scholar] [CrossRef]
- Azizan, A.; Johar, M.; Karam Singh, S.S.; Abdullah, S.; Koloor, S.S.R.; Petrů, M.; Wong, K.J.; Tamin, M.N. An Extended Thickness-Dependent Moisture Absorption Model for Unidirectional Carbon/Epoxy Composites. Polymers 2021, 13, 440. [Google Scholar] [CrossRef]
- Joshani, M.; Koloor, S.; Abdullah, R. Damage Mechanics Model for Fracture Process of Steel-concrete Composite Slabs. Appl. Mech. Mater. 2012, 165, 339–345. [Google Scholar] [CrossRef]
- Koloor, S.; Abdul-Latif, A.; Tamin, M.N. Mechanics of composite delamination under flexural loading. Key Eng. Mater. 2011, 462, 726–731. [Google Scholar] [CrossRef]
- Safri, S.; Sultan, M.T.H.; Aminanda, Y. Impact characterisation of Glass Fibre Reinforced Polymer (GFRP) type C-600 and E-800 using a drop weight machine. Appl. Mech. Mater. 2017, 629, 461–466. [Google Scholar] [CrossRef]
- Safri, S.; Sultan, M.; Cardona, F. Impact damage evaluation of Glass-Fiber Reinforced Polymer (GFRP) using the drop test rig–an experimental based approach. ARPN J. Eng. Appl. Sci. 2015, 10, 9916–9928. [Google Scholar]
- Hancox, N. An Overview of the Impact Behaviour of Fibre-Reinforced Composites; Woodhead Publishing: Cambridge, UK, 2000. [Google Scholar]
- Andrew, J.J.; Srinivasan, S.M.; Arockiarajan, A.; Dhakal, H.N. Parameters influencing the impact response of fiber-reinforced polymer matrix composite materials: A critical review. Compos. Struct. 2019, 224, 111007. [Google Scholar] [CrossRef]
- Grytten, F. Low-Velocity Penetration of Aluminium Plates. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2008. [Google Scholar]
- Alcock, B.; Cabrera, N.; Barkoula, N.-M.; Wang, Z.; Peijs, T. The effect of temperature and strain rate on the impact performance of recyclable all-polypropylene composites. Compos. Part B Eng. 2008, 39, 537–547. [Google Scholar] [CrossRef]
- Naik, N.; Shrirao, P.; Reddy, B. Ballistic impact behaviour of woven fabric composites: Formulation. Int. J. Impact Eng. 2006, 32, 1521–1552. [Google Scholar] [CrossRef]
- Agrawal, S.; Singh, K.K.; Sarkar, P. Impact damage on fibre-reinforced polymer matrix composite–A review. J. Compos. Mater. 2014, 48, 317–332. [Google Scholar] [CrossRef]
- Jefferson, A.J.; Arumugam, V.; Dhakal, H.N. Repair of Polymer Composites: Methodology, Techniques, and Challenges; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Jefferson, A.J.; Srinivasan, S.M.; Arockiarajan, A. Effect of multiphase fiber system and stacking sequence on low-velocity impact and residual tensile behavior of glass/epoxy composite laminates. Polym. Compos. 2019, 40, 1450–1462. [Google Scholar] [CrossRef]
- Andrew, J.J.; Srinivasan, S.M.; Arockiarajan, A. Influence of patch lay-up configuration and hybridization on low velocity impact and post-impact tensile response of repaired glass fiber reinforced plastic composites. J. Compos. Mater. 2019, 53, 3–17. [Google Scholar] [CrossRef]
- Low, K.O.; Johar, M.; Israr, H.A.; Gan, K.W.; Rahimian Koloor, S.S.; Petrů, M.; Wong, K.J. Displacement Rate Effects on the Mode II Shear Delamination Behavior of Carbon Fiber/Epoxy Composites. Polymers 2021, 13, 1881. [Google Scholar] [CrossRef]
- Koloor, S.; Ayatollahi, M.; Tamin, M. Elastic-damage deformation response of fiber-reinforced polymer composite laminates with lamina interfaces. J. Reinf. Plast. Compos. 2017, 36, 832–849. [Google Scholar] [CrossRef]
- Safri, S.N.A.; Sultan, M.T.H.; Jawaid, M.; Jayakrishna, K. Impact behaviour of hybrid composites for structural applications: A review. Compos. Part B Eng. 2018, 133, 112–121. [Google Scholar] [CrossRef]
- Karimzadeh, A.; Ayatollahi, M.R.; Rahimian Koloor, S.S.; Bushroa, A.R.; Yahya, M.Y.; Tamin, M.N. Assessment of compressive mechanical behavior of Bis-GMA polymer using hyperelastic models. Polymers 2019, 11, 1571. [Google Scholar] [CrossRef]
- Ragupathi, P.; Sivaram, N.; Vignesh, G.; Selvam, M.D. Enhancement of impact strength of a car bumper using natural fiber composite made of jute. I-Manag. J. Mech. Eng. 2018, 8, 39. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM International. Standard Test Method for Determining the Charpy Impact Resistance of Notched Specimens of Plastics; ASTM International: West Conshohocken, PA, USA, 2008. [Google Scholar]









| Application | Manufacturer | Highlights | Reference |
|---|---|---|---|
| Leaf spring | GM Corvette | 80% weight reduction compared to steel counterpart | [32] |
| Leaf spring | Chevrolet Corvette C4 | 15 kg weight reduction | [33] |
| Suspension spring | Audi AG | 40% weight reduction compared to steel counterpart | [34] |
| Instrument and indoor panel modules | Landover Evoque | – | [35] |
| Door module | Faurecia Jeep Liberty SU V | – | [35] |
| Fluid filter module | Daimler AGT–Mercedes | – | [35] |
| Bumper beam | Sedan | 36% reduction in weight compared to structural steel | [36] |
| Bumper beam | – | significant increase in impact resistance | [37] |
| Properties | Synthetic Fiber | Natural Fiber | Reference |
|---|---|---|---|
| Impact | High | Poor | [57] |
| Cost | High | Low | [58] |
| Strength | High | Low | [50] |
| Recyclability | Poor | High | [41] |
| Properties | Thermoset | Thermoplastic | Reference |
|---|---|---|---|
| Viscosity | Low | High | [58] |
| Impact strength | Low | High | [76] |
| Melting point | High | Low | [58] |
| Modulus | High | Low | [48] |
| Matrix | Strength (MPa) | Reference |
|---|---|---|
| Polypropylene | 26.41 | [77] |
| Polyethylene | 20–35 | [78] |
| Nylon | 500 | [79] |
| Polyether ether ketone | 100 | [78] |
| Polyester | 55–60 | [78] |
| Polystyrene | 25–69 | [78] |
| Phenolic | 35–60 | [78] |
| Epoxy | 50–100 | [80] |
| Fiber | Density (g/cm3) | Tensile Strength (GPa) |
|---|---|---|
| E–glass | 2.58 | 3.44 |
| C–glass | 2.52 | 3.31 |
| S–glass | 2.46 | 4.89 |
| A–glass | 2.44 | 3.31 |
| D–glass | 2.11 | 2.41 |
| R–glass | 2.54 | 4.13 |
| Software | Study | Findings | Reference |
|---|---|---|---|
| LS DYNA | Crashworthiness of SMC and GMT composite bumper beam | Th increase in the thickness of the bumper beam and the addition of ribs increased the rigidity and impact force of bumper | [141] |
| ABAQUS | Crashworthiness of frusta made up of glass fiber/epoxy laminated thin-walled composite | A close match between the experimental results and the FEA modeling | [103] |
| ABAQUS | E–Glass/epoxy pultruded bumper beam | Comparable energy-absorbing capability with steel while showing better progressive failure with reduced peak | [142] |
| ANSYS LS-DYNA | Analysis of the impact behavior of GMT, aluminum, and steel under low-velocity impact | Very good impact behavior compared to aluminum and steel | [136] |
| ANSYS | Mechanical properties of glass fiber epoxy composite bumper beam | 30% reduction in weight compared to steel bumper beam | [140] |
| Composite | Manufacturing | Control | Major Findings | Reference |
|---|---|---|---|---|
| Glass fiber-reinforced epoxy | – | Steel | 36% weight reduction and 14% increase in deformation | [36] |
| Long E-glass Fiber-reinforced polypropylene | Air-lay process | Steel | 51–58% weight reduction and two times greater SEA | [155] |
| GMT | Compression molding | Steel, Aluminium | Good impact behavior reduction of material, ease of manufacturing | [136] |
| E-glass epoxy pultruded | Pultrusion | Steel, E-glass fabric | Comparable energy absorption with steel and E-Glass fabric, better progressive failure mode, and reduced peak load | [122,142] |
| Over-molded chopped glass fiber polypropylene/continuous glass fiber polypropylene composite | 3D Tow-printing | – | Explicit predication of mechanical behavior by FEA | [156] |
| Glass fiber-reinforced polypropylene | Prepreg impregnation | – | Accurate prediction of impact response through strain rate-dependent mechanical properties | [157] |
| GMT | Compression molding | Steel | Little effect on the crashworthiness and 41 kg weight reduction | [158] |
| Glass fiber-reinforced polyamide | Injection molding | Steel | 45% weight reduction and better recyclability | [159] |
| E–glass fiber-reinforced epoxy resin | Hand lay-up | Steel | 64% increase in a safety factor and higher load-withstanding capability | [160] |
| E–glass fiber-reinforced polyester | UV–cured pultrusion | Steel, aluminum | Significantly higher SEA | [115] |
| Glass fiber-reinforced polypropylene | Pultrusion | Steel | Cost-competitive and higher specific strength | [26] |
| Long glass fiber-reinforced polyamide | Injection molding | Steel, aluminum | Higher SEA, lighter weight, and lower cost | [154] |
| Long glass fiber-reinforced polypropylene | Hot-melt impregnation | Aluminum | 6% increase in SEA, 69% decrease in cost, and reduced peak force | [161] |
| E-glass reinforced-epoxy resin bidirectional laminate | Hand lay-up | Steel | 60% weight reduction and higher impact resistance | [150] |
| E-glass reinforced-epoxy bidirectional laminate | Hand lay-up | Steel | 53.8% weight reduction | [149] |
| Glass fiber fabric-reinforced epoxy | Prepreg impregnation | Steel | 30% weight reduction | [140] |
| GMT | Compression molding | Chromium-coated mild steel, aluminum | Higher impact resistance and low deformation | [162] |
| Material | Impact Test | ASTM | Impact Resistance (J/m) | Control | Impact Resistance (J/m) | Reference |
|---|---|---|---|---|---|---|
| hybrid Kenaf/glass fiber-reinforced epoxy composite | Izod | D256–04 | 26 | Commercial GMT | 50 | [181] |
| CBT-toughened Kenaf/glass fiber-reinforced epoxy | Izod | D256–04 | 40.2 | Commercial GMT | 50 | [182] |
| PBT-toughened Kenaf/glass fiber-reinforced epoxy | Izod | D256–04 | 40.2 | Commercial GMT and hybrid Kenaf/glass | 50 26 | [192] |
| Twisted kenaf/glass fiber-reinforced plastic | Izod | D256–04 | 140 | Commercial LFT | 120 | [7] |
| Jute/glass fiber-reinforced polypropylene | Izod | D256–04 | 12.6 | Commercial GF–C | 9.6 | [179] |
| NaOH-treated coir-polyester/glass fiber mat Acrylonitrile-grafted coir-polyester/glass fiber mat | Izod | D256–04 | 687.8 629.8 | Untreated Untreated | 576.0 576.0 | [177] |
| PALF/glass fiber-reinforced polyester and sisal/glass fiber-reinforced polyester hybrid composite | Izod | D256–04 | 128 148.5 | PALF/polyester Sisal/polyester | 68.12 110.25 | [183] |
| GFRP is comprised of glass fibers and epoxy resin and glass fibers and epoxy resin containing aluminum | Charpy | – | 20 | GFRP | 14 | [184] |
| RLDPE/coconut fiber/glass fiber | Charpy | 578/D578M | 4.8 | RLDPE/coconut fiber | 3.6 | [185] |
| GFRP/abaca | Charpy | D256.0 | 16 | GFRP/jute GFRP/jute/abaca | 15 12 | [191] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammadi, H.; Ahmad, Z.; Mazlan, S.A.; Faizal Johari, M.A.; Siebert, G.; Petrů, M.; Rahimian Koloor, S.S. Lightweight Glass Fiber-Reinforced Polymer Composite for Automotive Bumper Applications: A Review. Polymers 2023, 15, 193. https://doi.org/10.3390/polym15010193
Mohammadi H, Ahmad Z, Mazlan SA, Faizal Johari MA, Siebert G, Petrů M, Rahimian Koloor SS. Lightweight Glass Fiber-Reinforced Polymer Composite for Automotive Bumper Applications: A Review. Polymers. 2023; 15(1):193. https://doi.org/10.3390/polym15010193
Chicago/Turabian StyleMohammadi, Hossein, Zaini Ahmad, Saiful Amri Mazlan, Mohd Aidy Faizal Johari, Geralt Siebert, Michal Petrů, and Seyed Saeid Rahimian Koloor. 2023. "Lightweight Glass Fiber-Reinforced Polymer Composite for Automotive Bumper Applications: A Review" Polymers 15, no. 1: 193. https://doi.org/10.3390/polym15010193