
Nucleating Agents to Enhance Poly(l-Lactide) Fiber Crystallization during Industrial-Scale Melt Spinning


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fiber Spinning
2.3. Tensile Testing
2.4. Gel Permeation Chromatography
2.5. Differential Scanning Calorimetry
2.6. Wide-Angle X-ray Diffraction
3. Results and Discussion
3.1. Preliminary Adjustments
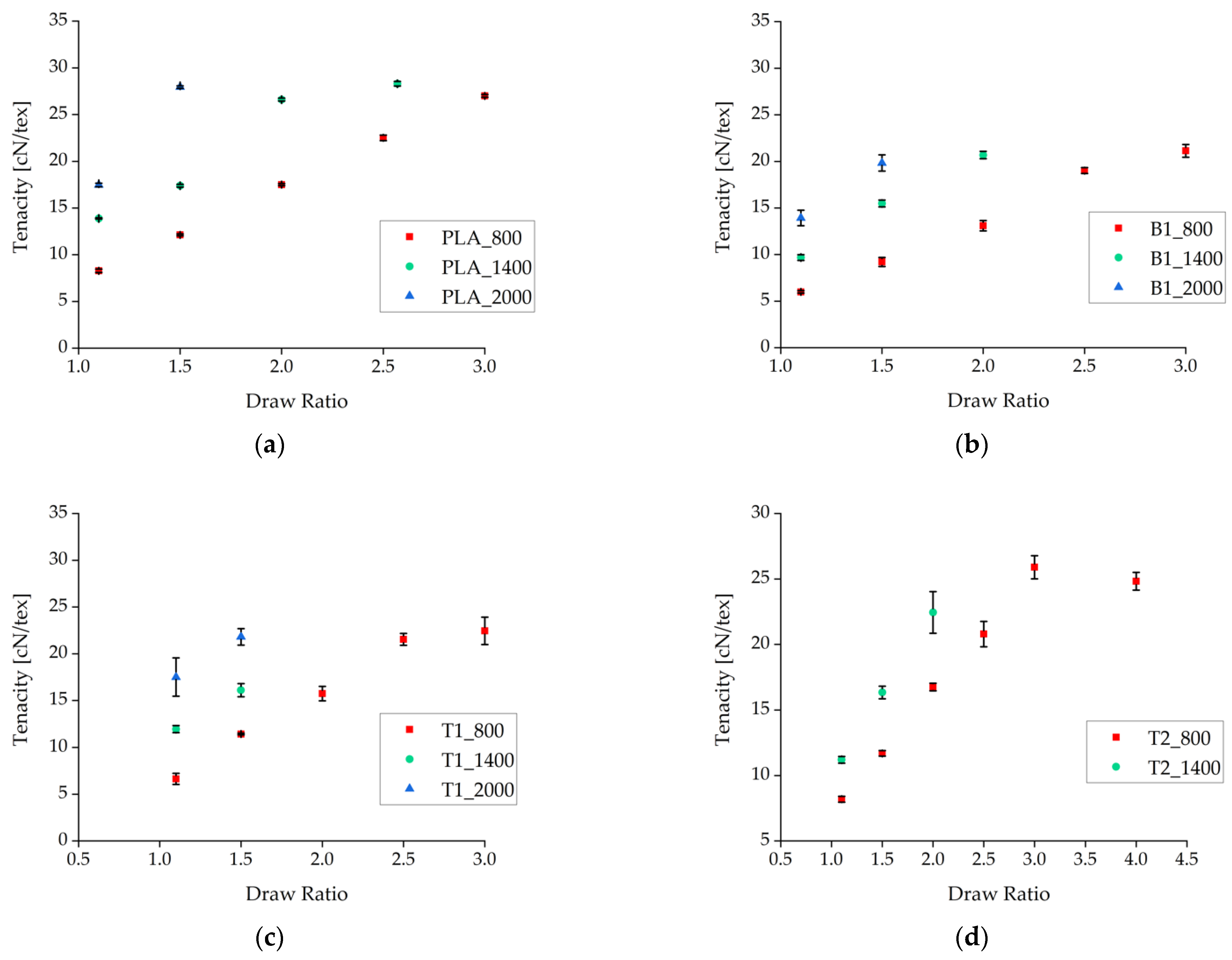
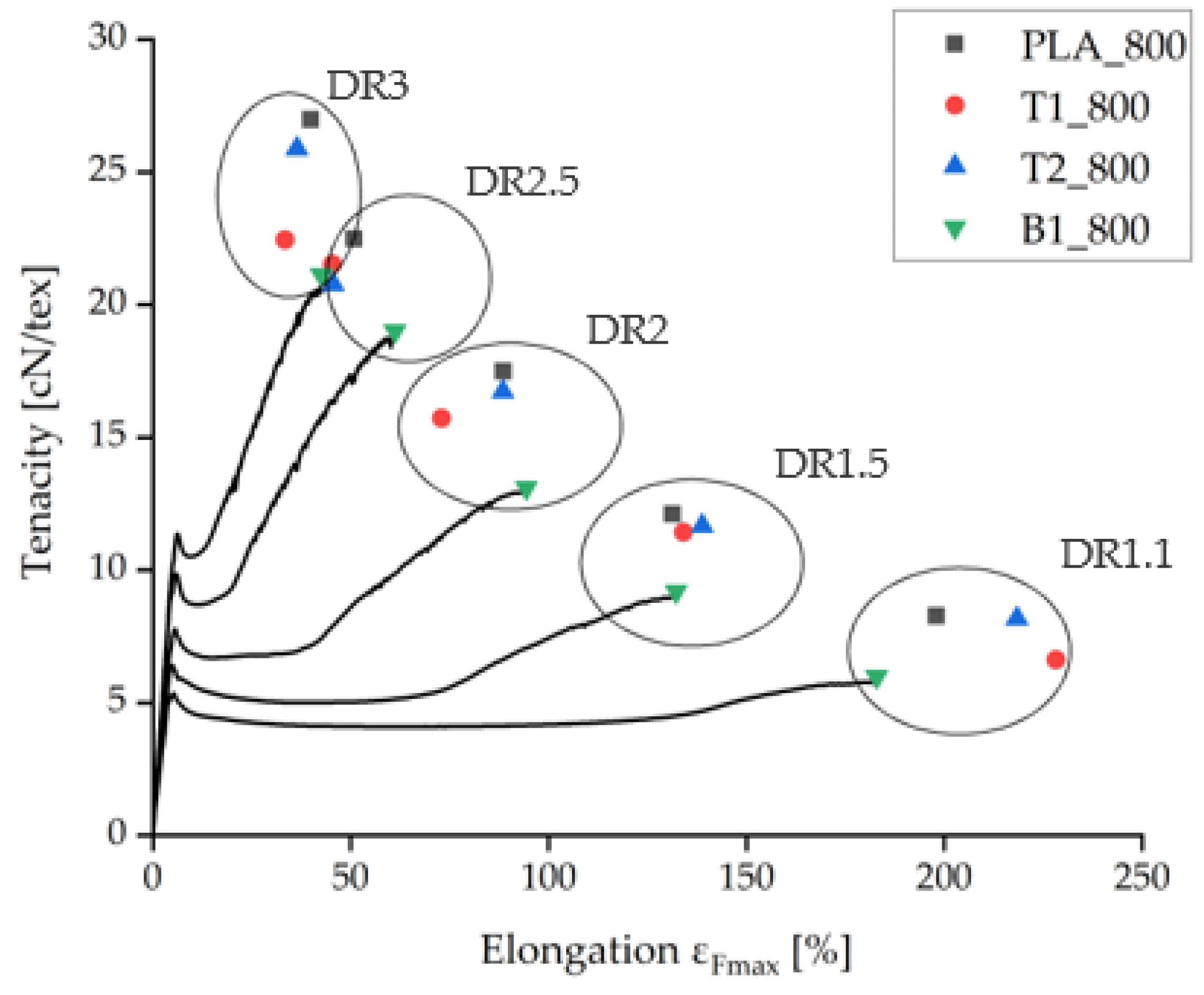
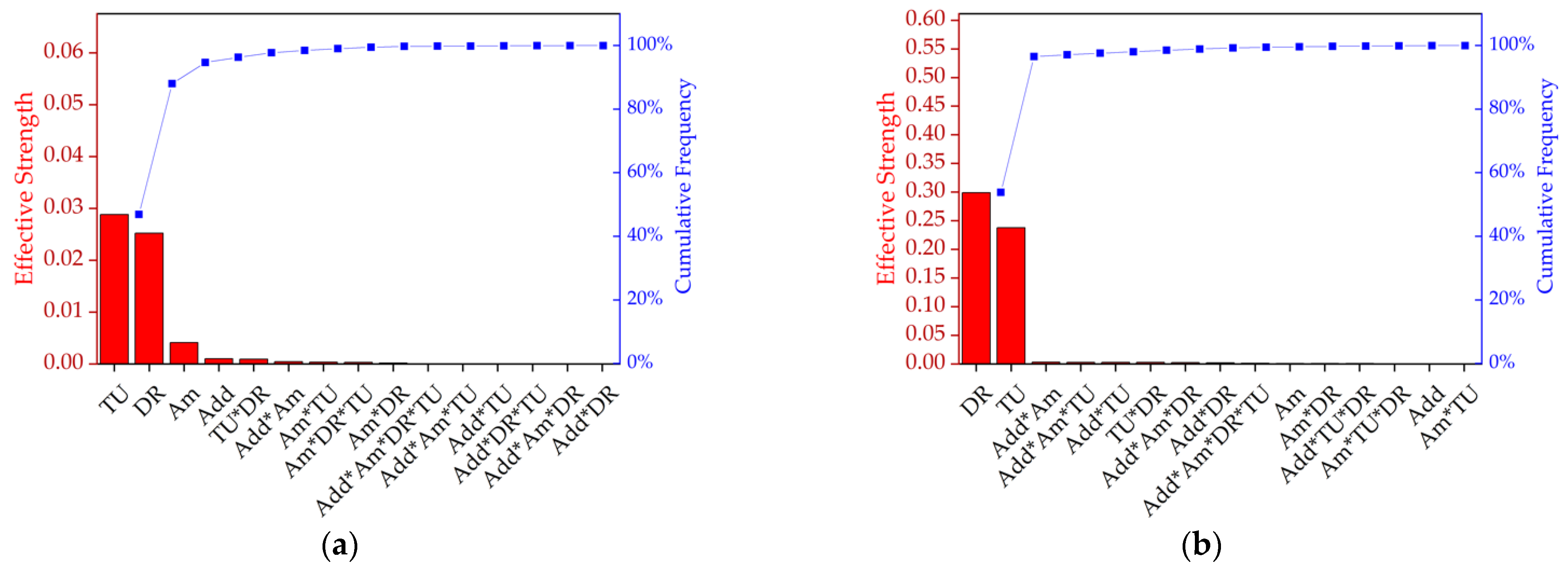
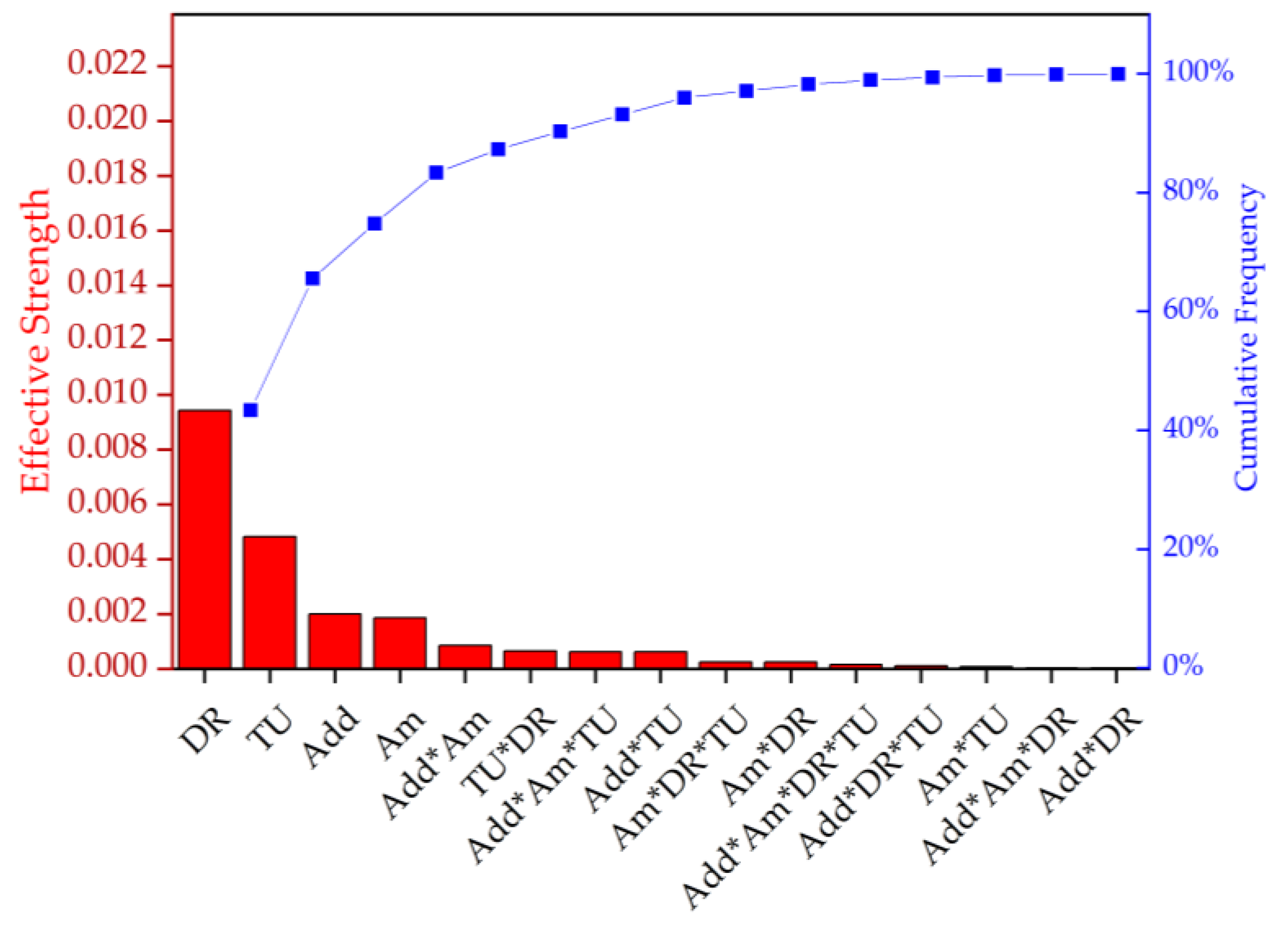
3.2. Tensile Testing
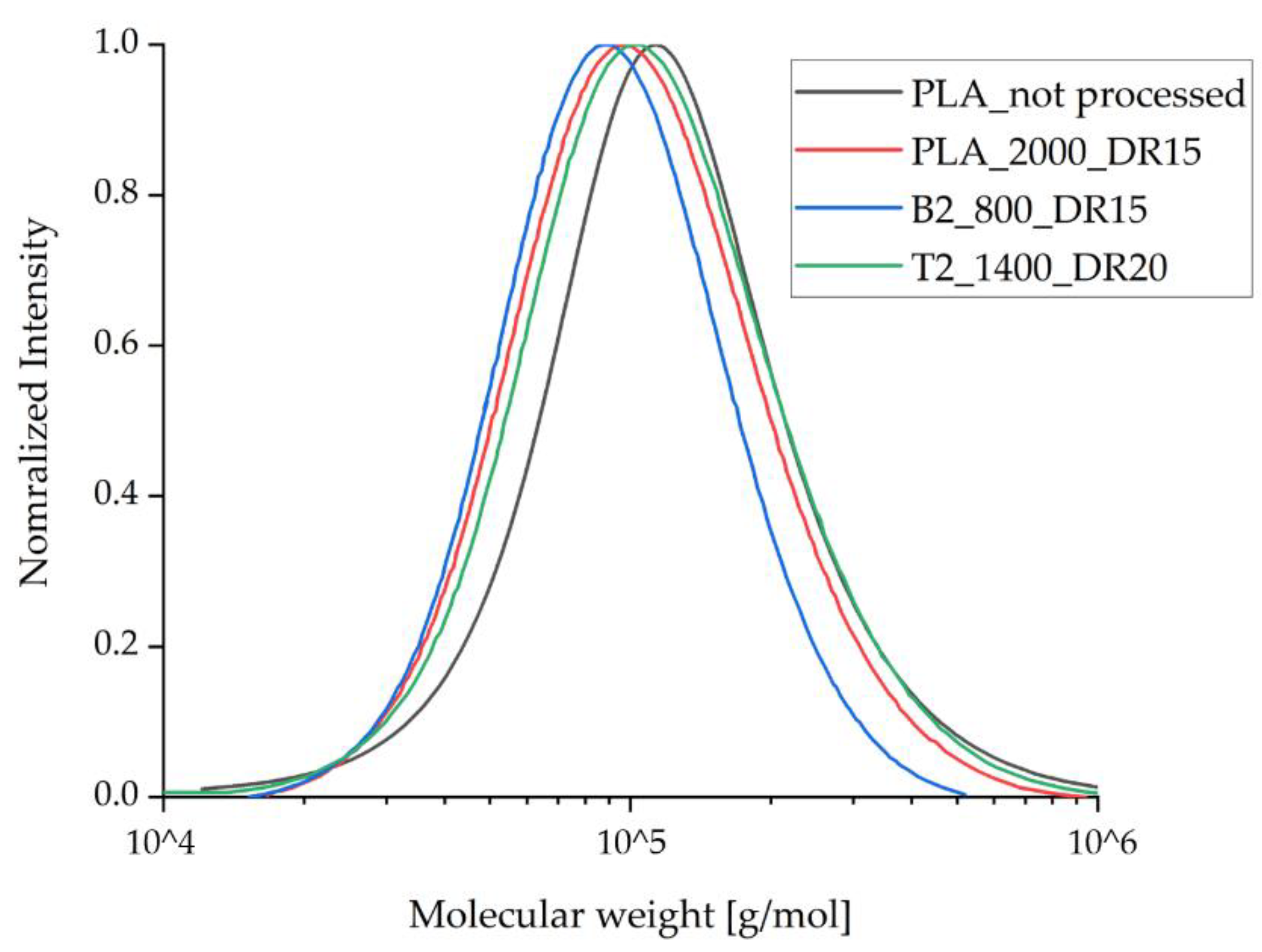
3.3. Gas Permeation Chromatography
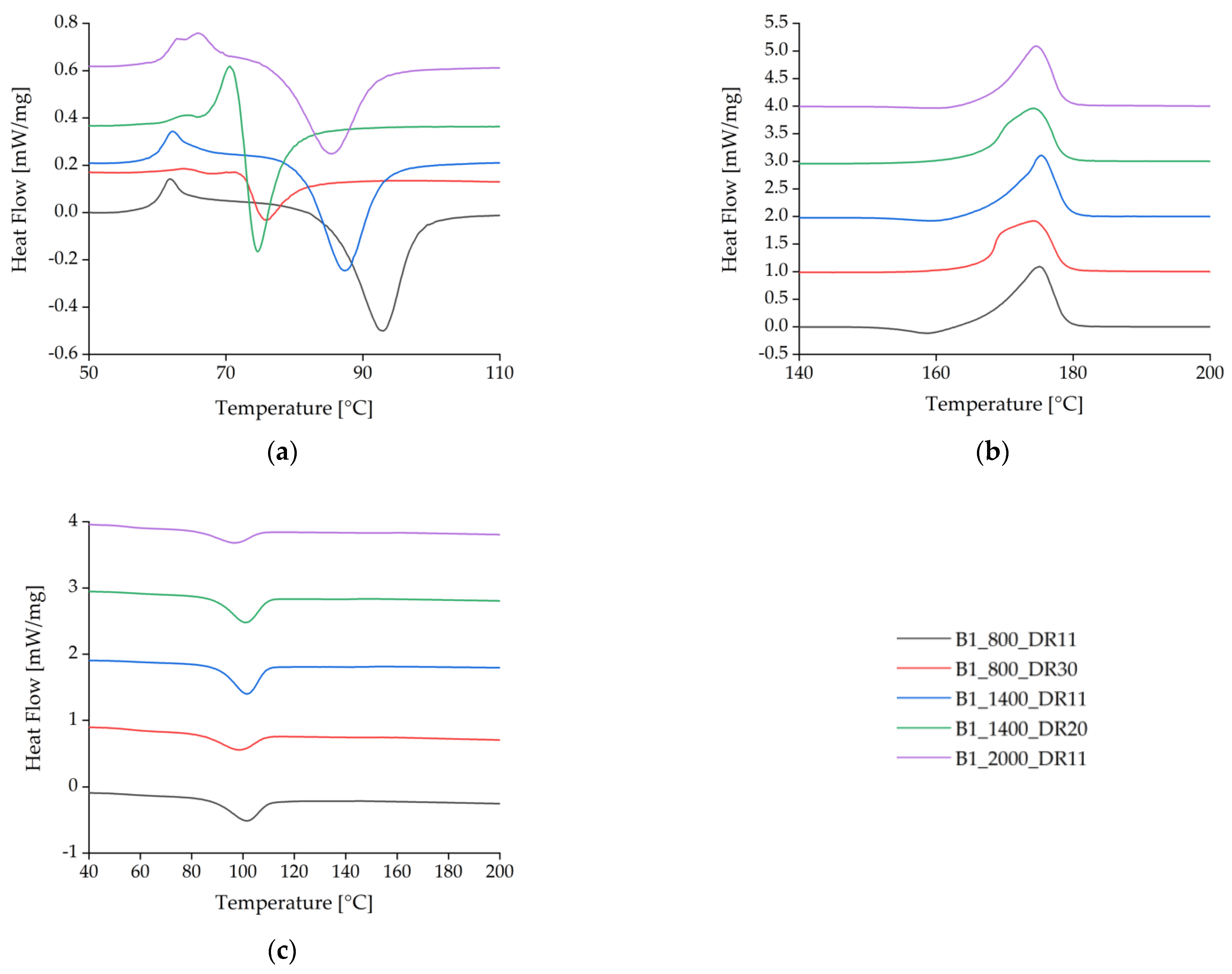
3.4. Differential Scanning Calorimetry
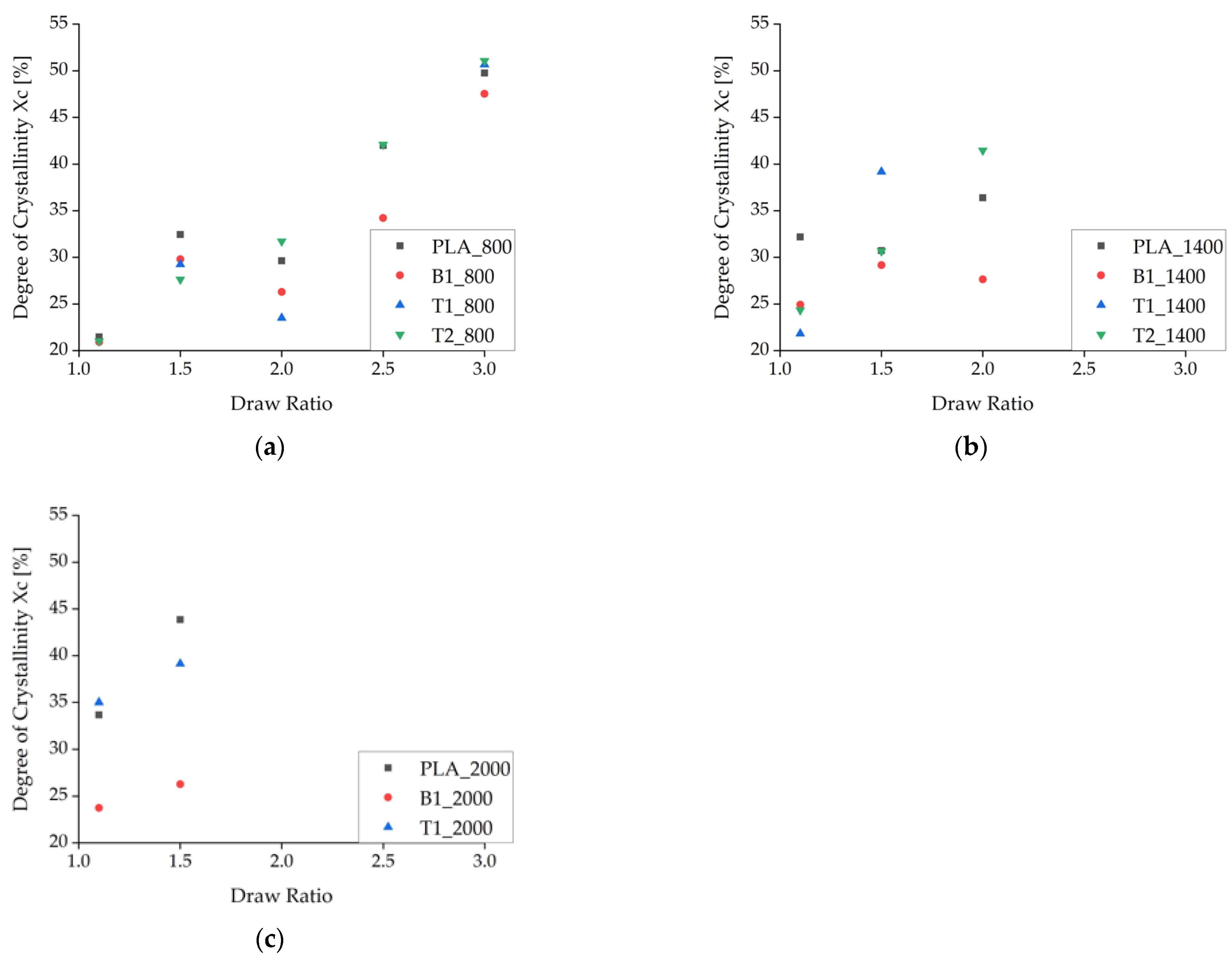
3.5. Wide-Angle X-ray Diffraction
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- EUBP. Global Prodcution Capacities of Bioplastic 2020 (by Material Type). Available online: https://www.european-bioplastics.org/news/publications/#MarketData (accessed on 18 August 2021).
- Saeidlou, S.; Huneault, M.A.; Li, H.; Park, C.B. Poly(lactic acid) crystallization. Prog. Polym. Sci. 2012, 37, 1657–1677. [Google Scholar] [CrossRef]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly(lactic acid) fiber: An overview. Prog. Polym. Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Choi, J.-H.; Seo, W.-Y. Coloration of Poly(lactic acid) with Disperse Dyes. Comparison to Poly(ethylene terephthalate) of Dyeability, Shade and Fastness. Fibers Polym. 2006, 7, 270–275. [Google Scholar] [CrossRef]
- Auras, R.A.; Lim, L.-T.; Selke, S.E.M.; Tsuji, H. Poly(Lactic Acid): Synthesis, Structures, Properties, Processing, and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Deopura, B.L.; Alagirusamy, R.; Joshi, M.; Gupta, B. Polyesters and Polyamides, 1st ed.; Deopura, B.L., Alagirusamy, R., Joshi, M., Gupta, B., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2008. [Google Scholar]
- Groot, W.J.; Boren, T. Life cycle assessment of the manufacture of lactide and PLA biopolymers from sugarcane in Thailand. Int. J. Life Cycle Assess. 2010, 15, 970–984. [Google Scholar] [CrossRef]
- Avinc, O.; Khoddami, A. Overview of Poly(lactic acid) (PLA) fibre Part I: Production, Properties, Performance, Environmental Impact, and End-use Applications of Poly(lactic acid) Fibres. Fibre Chem. 2009, 41, 391–401. [Google Scholar] [CrossRef]
- Farrington, D.W.; Lunt, J.; Davies, S.; Blackburn, R.S. Poly(lactic acid) fibers. In Biodegradable and Sustainable Fibres; Blackburn, R., Ed.; Woodhead Publishing Limited: Cambride, UK, 2005; pp. 191–220. [Google Scholar]
- Dugan, J.S. Novel Properties of PLA Fibers. Int. Nonwovens J. 2001, 10. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Zhang, S.; Zhang, L.; Liu, L.; Bai, Y. Uniaxial stretching of polylactide with different initial crystalline morphologies and temperature effect. Eur. Polym. J. 2014, 61, 83–92. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.; Oksman, K.; Mathew, A.P. Melt-spun polylactic acid fibers: Effect of cellulose nanowhiskers on processing and properties. J. Appl. Polym. Sci. 2013, 127, 274–281. [Google Scholar] [CrossRef]
- Yang, Y.; Huda, S. Dyeing conditions and their effects on mechanical properties of polylactide fabric. AATCC Rev. 2003, 3, 56–61. [Google Scholar]
- Ma, P.; Xu, Y.; Wang, D.; Dong, W.; Chen, M. Rapid Crystallization of Poly(lactic acid) by Using Tailor-Made Oxalamide Derivatives as Novel Soluble-Type Nucleating Agents. Ind. Eng. Chem. Res. 2014, 53, 12888–12892. [Google Scholar] [CrossRef]
- Zhang, X.; Meng, L.; Li, G.; Liang, N.; Zhang, J.; Zhu, Z.; Wang, R. Effect of nucleating agents on the crystallization behavior and heat resistance of poly(l-lactide). J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Total Corbion PLA, T.C. Processing Guide—Replacing Standard PLA with PLA-Homopolymers. 2019. Available online: https://www.totalenergies-corbion.com/media/tx4lqpfb/processing-guide-replacing-standard-pla-with-pla-homopolymers-190507.pdf (accessed on 18 December 2021).
- Andjelic, S.; Scogna, R.C. Polymer crystallization rate challenges: The art of chemistry and processing. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef] [Green Version]
- Henton, D.E.; Gruber, P.; Lunt, J.; Randall, J. Polylactic Acid Technology. In Natural Fibers, Biopolymers, and Biocomposites, 1st ed.; Mohanty, A.K., Misra, M., Drzal, L.T., Eds.; Taylor & Francis Group: Boca Raton, FL, USA, 2005. [Google Scholar]
- Baird, D.G.; Collias, D.I. Polymer Processing—Principles and Design, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014. [Google Scholar]
- Schmack, G.; Tändler, B.; Optiz, G.; Vogel, R.; Komber, H.; Häußler, L.; Voigt, D.; Weinmann, S.; Heinemann, M.; Fritz, H.-G. High-Speed Melt Spinning of Various Grades of Polylactides. J. Appl. Polym. Sci. 2004, 91, 800–806. [Google Scholar]
- Kokturk, G.; Serhatkulu, T.F.; Cakmak, M.; Piskin, E. Evolution of phase behavior and orientation in uniaxially deformed polylactic acid films. Polym. Eng. Sci. 2002, 42, 1619–1628. [Google Scholar] [CrossRef]
- Kotek, R.; Afshari, M.; Harbison, V.; Gupta, A. Production methods for polyolefin fibers. In Polyolefin Fibres, 2nd ed.; Ugbolue, S.C., Ed.; Woodhead Publishing: Sawston, UK, 2009. [Google Scholar]
- Bai, H.; Huang, C.; Xiu, H.; Zhang, Q.; Fu, Q. Enhancing mechanical performance of polylactide by tailoring crystal morphology and lamellae orientation with the aid of nucleating agent. Polymer 2014, 55, 6924–6934. [Google Scholar] [CrossRef]
- Harris, A.M.; Lee, E.C. Improving mechanical performance of injection molded PLA by controlling crystallinity. J. Appl. Polym. Sci. 2008, 107, 2246–2255. [Google Scholar] [CrossRef]
- Kolstad, J.J. Crystallization Kinetics of Poly(i-lactide-co-meso-lactid. J. Appl. Polym. Sci. 1996, 62, 1079–1091. [Google Scholar] [CrossRef]
- Li, H.; Huneault, M.A. Effect of nucleation and plasticization on the crystallization of poly(lactic acid). Polymer 2007, 48, 6855–6866. [Google Scholar] [CrossRef] [Green Version]
- Tsuji, H.; Takai, H.; Fukuda, N.; Takikawa, H. Non-Isothermal Crystallization Behavior of Poly(L-lactic acid) in the Presence of Various Additives. Macromol. Mater. Eng. 2006, 291, 325–335. [Google Scholar] [CrossRef]
- Qiu, Z.; Li, Z. Effect of Orotic Acid on the Crystallization Kinetics and Morphology of Biodegradable Poly(l-lactide) as an Efficient Nucleating Agent. Ind. Eng. Chem. Res. 2011, 50, 12299–12303. [Google Scholar] [CrossRef]
- Kawamoto, N.; Sakai, A.; Horikoshi, T.; Urushihara, T.; Tobita, E. Nucleating agent for poly(L-lactic acid)—An optimization of chemical structure of hydrazide compound for advanced nucleation ability. J. Appl. Polym. Sci. 2007, 103, 198–203. [Google Scholar] [CrossRef]
- Bai, H.; Zhang, W.; Deng, H.; Zhang, Q.; Fu, Q. Control of Crystal Morphology in Poly(l-lactide) by Adding Nucleating Agent. Macromolecules 2011, 44, 1233–1237. [Google Scholar] [CrossRef]
- Kovalcik, A.; Pérez-Camargo, R.A.; Fürst, C.; Kucharczyk, P.; Müller, A.J. Nucleating efficiency and thermal stability of industrial non-purified lignins and ultrafine talc in poly(lactic acid) (PLA). Polym. Degrad. Stab. 2017, 142, 244–254. [Google Scholar] [CrossRef]
- Kang, K.S.; Lee, S.I.; Lee, T.J.; Narayan, R.; Shin, B.Y. Effect of biobased and biodegradable nucleating agent on the isothermal crystallization of poly(lactic acid). Korean J. Chem. Eng. 2008, 25, 599–608. [Google Scholar] [CrossRef]
- Gui, Z.; Lu, C.; Cheng, S. Comparison of the effects of commercial nucleation agents on the crystallization and melting behaviour of polylactide. Polym. Test. 2013, 32, 15–21. [Google Scholar] [CrossRef]
- Song, P.; Wei, Z.; Liang, J.; Chen, G.; Zhang, W. Crystallization behavior and nucleation analysis of poly(l-lactic acid) with a multiamide nucleating agent. Polym. Eng. Sci. 2012, 52, 1058–1068. [Google Scholar] [CrossRef]
- Leoné, N.; Roy, M.; Saidi, S.; de Kort, G.; Hermida-Merino, D.; Wilsens, C.H.R.M. Improving Processing, Crystallization, and Performance of Poly-l-lactide with an Amide-Based Organic Compound as Both Plasticizer and Nucleating Agent. ACS Omega 2019, 4, 10376–10387. [Google Scholar] [CrossRef]
- Zhang, H.; Bai, H.; Liu, Z.; Zhang, Q.; Fu, Q. Toward High-Performance Poly(l-lactide) Fibers via Tailoring Crystallization with the Aid of Fibrillar Nucleating Agent. ACS Sustain. Chem. Eng. 2016, 4, 3939–3947. [Google Scholar] [CrossRef]
- Castro-Aguirre, E.; Iniguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)-Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef] [Green Version]
- Tsuji, H.; Ikada, Y. Crystallization from the melt of poly(1actide)s with different optical purities and their blends. Macromol. Chem. Phys. 1996, 197, 3483–3499. [Google Scholar] [CrossRef]
- Androsch, R.; Di Lorenzo, M.L.; Schick, C. Crystal nucleation in random l/d-lactide copolymers. Eur. Polym. J. 2016, 75, 474–485. [Google Scholar] [CrossRef]
- Thakur, K.A.M.; Kean, R.T.; Zupfer, J.M.; Buehler, N.U. Solid State 13C CP-MAS NMR Studies of the Crystallinity and Morphology of Poly(L-lactide). Macromolecules 1996, 29, 8844–8851. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of poly(lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Miyata, T.; Masukob, T. Crystallization behaviour of poly(L-lactide). Polymer 1998, 39, 5515–5521. [Google Scholar] [CrossRef]
- Kalish, J.P.; Aou, K.; Yang, X.; Hsu, S.L. Spectroscopic and thermal analyses of α′ and α crystalline forms of poly(l-lactic acid). Polymer 2011, 52, 814–821. [Google Scholar] [CrossRef]
- Wojdyr, M. Fityk: A general-purpose peak fitting program. J. Appl. Crystallogr. 2010, 43, 1126–1128. [Google Scholar] [CrossRef]
- Xu, S.; Tahon, J.F.; De-Waele, I.; Stoclet, G.; Gaucher, V. Brittle-to-ductile transition of PLA induced by macromolecular orientation. Express Polym. Lett. 2020, 14, 1034–1047. [Google Scholar] [CrossRef]
- Stoclet, G.; Seguela, R.; Lefebvre, J.M.; Elkoun, S.; Vanmansart, C. Strain-Induced Molecular Ordering in Polylactide upon Uniaxial Stretching. Macromolecules 2010, 43, 1488–1498. [Google Scholar] [CrossRef]
- Stoclet, G.; Seguela, R.; Lefebvre, J.M.; Rochas, C. New Insights on the Strain-Induced Mesophase of Poly(d,l-lactide):In SituWAXS and DSC Study of the Thermo-Mechanical Stability. Macromolecules 2010, 43, 7228–7237. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tenacity | Elongation | Sample | Tenacity Fmax | Elongation | ||
|---|---|---|---|---|---|---|---|
| Fmax [cN/tex] | SD | εFmax [%] | Fmax [cN/tex] | SD | εFmax [%] | ||
| PLA_800_DR11 | 8.3 | 0.171 | 198.1 | B1_800_DR11 | 6.0 | 0.121 | 183.0 |
| PLA_800_DR15 | 12.1 | 0.103 | 131.3 | B1_800_DR15 | 9.2 | 0.486 | 132.3 |
| PLA_800_DR20 | 17.5 | 0.110 | 88.6 | B1_800_DR20 | 13.1 | 0.556 | 94.4 |
| PLA_800_DR25 | 22.5 | 0.298 | 50.9 | B1_800_DR25 | 19.0 | 0.312 | 61.2 |
| PLA_800_DR30 | 27.0 | 0.142 | 39.9 | B1_800_DR30 | 21.1 | 0.684 | 42.6 |
| T1_800_DR11 | 6.6 | 0.598 | 228.3 | T2_800_DR11 | 8.2 | 0.228 | 218.4 |
| T1_800_DR15 | 11.4 | 0.089 | 134.1 | T2_800_DR15 | 11.7 | 0.214 | 138.9 |
| T1_800_DR20 | 15.7 | 0.772 | 73.0 | T2_800_DR20 | 16.7 | 0.288 | 88.5 |
| T1_800_DR25 | 21.5 | 0.634 | 45.4 | T2_800_DR25 | 20.8 | 0.969 | 45.7 |
| T1_800_DR30 | 22.5 | 1.460 | 33.4 | T2_800_DR30 | 25.9 | 0.888 | 36.5 |
| Factor | Significance Level (p) Tenacity | Significance Level (p) Elongation |
|---|---|---|
| Add | 0.000 | 0.033 |
| Am | 0.000 | 0.874 |
| TU | 0.000 | 0.000 |
| DR | 0.000 | 0.000 |
| Add*Am | 0.000 | 0.140 |
| Add*TU | 0.056 | 0.000 |
| Add*DR | 0.073 | 0.004 |
| Am*TU | 0.000 | 0.021 |
| Am*DR | 0.159 | 0.981 |
| TU*DR | 0.000 | 0.001 |
| Add*Am*TU | 0.122 | 0.000 |
| Add*Am*DR | 0.040 | 0.126 |
| Am*DR*TU | 0.303 | 0.091 |
| Add*Am*DR*TU | 0.375 | 0.877 |
| Sample | Mw [g/mol] | Mn [g/mol] | Polydispersity |
|---|---|---|---|
| PLA_Reference | 1.51 × 105 | 9.70 × 104 | 1.56 |
| PLA_2000_DR15 | 1.27 × 105 | 8.71 × 104 | 1.46 |
| B2_800_DR15 | 1.10 × 105 | 7.58 × 104 | 1.45 |
| T1_2000_DR15 | 1.32 × 105 | 8.79 × 104 | 1.50 |
| T2_1400_DR20 | 1.37 × 105 | 8.95 × 104 | 1.53 |
| Sample | Tg [°C] | Tcc [°C] | Tm [°C] | Tc [°C] |
|---|---|---|---|---|
| B1_800_DR11 | 65.2 | 92.0 | 174.3 | 99.7 |
| B1_800_DR30 | 66.0 | 76.0 | 174.3 | 98.4 |
| B1_1400_DR11 | 60.9 | 87.3 | 175.4 | 101.3 |
| B1_1400_DR20 | 62.3 | 74.6 | 174.3 | 100.9 |
| B1_2000_DR11 | 63.6 | 85.4 | 174.6 | 96.6 |
| Sample | Tg [°C] | Tcc [°C] | Tm [°C] | Tc [°C] |
|---|---|---|---|---|
| B1_800_DR11 | 65.2 | 92.0 | 174.3 | 99.7 |
| PLA_800_DR11 | 61.2 | 90.8 | 174.7 | 102.9 |
| T1_800_DR11 | 65.0 | 90.0 | 174.7 | 110.0 |
| T2_800_DR11 | 59.2 | 91.0 | 175.4 | 113.7 |
| B1_2000_DR11 | 63.6 | 85.4 | 174.6 | 96.6 |
| PLA_2000_DR11 | 61.1 | 75.1 | 173.8 | 102.0 |
| T1_2000_DR11 | 59.4 | 74.5 | 174.4 | 112.2 |
| Factor | Significance Level (p) |
|---|---|
| Add | 0.000 |
| Am | 0.888 |
| TU | 0.000 |
| DR | 0.000 |
| Add*Am | 0.003 |
| Add*TU | 0.010 |
| Add*DR | 0.614 |
| Am*TU | 0.188 |
| Am*DR | 0.073 |
| TU*DR | 0.809 |
| Add*Am*TU | 0.214 |
| Add*Am*DR | 0.799 |
| Am*DR*TU | 0.199 |
| Add*Am*DR*TU | 0.831 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siebert, S.; Berghaus, J.; Seide, G. Nucleating Agents to Enhance Poly(l-Lactide) Fiber Crystallization during Industrial-Scale Melt Spinning. Polymers 2022, 14, 1395. https://doi.org/10.3390/polym14071395
Siebert S, Berghaus J, Seide G. Nucleating Agents to Enhance Poly(l-Lactide) Fiber Crystallization during Industrial-Scale Melt Spinning. Polymers. 2022; 14(7):1395. https://doi.org/10.3390/polym14071395
Chicago/Turabian StyleSiebert, Stefan, Johannes Berghaus, and Gunnar Seide. 2022. "Nucleating Agents to Enhance Poly(l-Lactide) Fiber Crystallization during Industrial-Scale Melt Spinning" Polymers 14, no. 7: 1395. https://doi.org/10.3390/polym14071395