
Preparation and Macro-Micro Properties of SBS/REOB Modified-Rejuvenated Asphalt
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.1.1. Base Asphalt
2.1.2. REOB Regenerant
2.1.3. SBS Modifier
2.1.4. Stabilizer
2.1.5. Preparation of the Aged Asphalt Binders
2.2. Design of Orthogonal Test
2.3. Preparation Process
- (a)
- REOB was added to the thermally aged asphalt, and a specific mass fraction of REOB (factor A) was dispersed into the asphalt at 150 °C using a mixer at 2500 r/min for 20 min.
- (b)
- Set the shear speed to 3000 r/min and add the required SBS (factor B) within 5 min. Control the temperature to 190 °C.
- (c)
- After shearing at a certain speed (factor D) for a certain time (factor C), add 6% stabilizer of SBS dosage, and then stir at a low speed of 1000 r/min for 10 min to remove air bubbles.
- (d)
- Dissolution development at 160 °C for 1 h.
2.4. Experimental Method
2.4.1. Routine Performance Test
2.4.2. High-Temperature Rheological Property Test
2.4.3. Low-Temperature Rheological Property Test
2.4.4. Microscopic Test
3. Results and Discussion
3.1. Determination of the Best Preparation Conditions
- (a)
- The matrix sequences are listed in Table 5 Orthogonal test results. Here, the mean value of each group of indicators is taken as the reference sequence, i.e., X0 = (62.10, 63.40, 58.75, 60.38, 64.03, 61.15, 59.75, 66.10, 58.35).
- (b)
- Dimensionless treatment of the index series
- (c)
- Solving the difference series with two polar differences
- (d)
- Calculate the correlation coefficient, degree, and proportion of factors.
- (e)
- Results processing: A weighted average score is given to each indicator factor based on obtaining the proportion of each factor. We call this method the grey correlation composite scoring method.
- (f) Analysis of results.
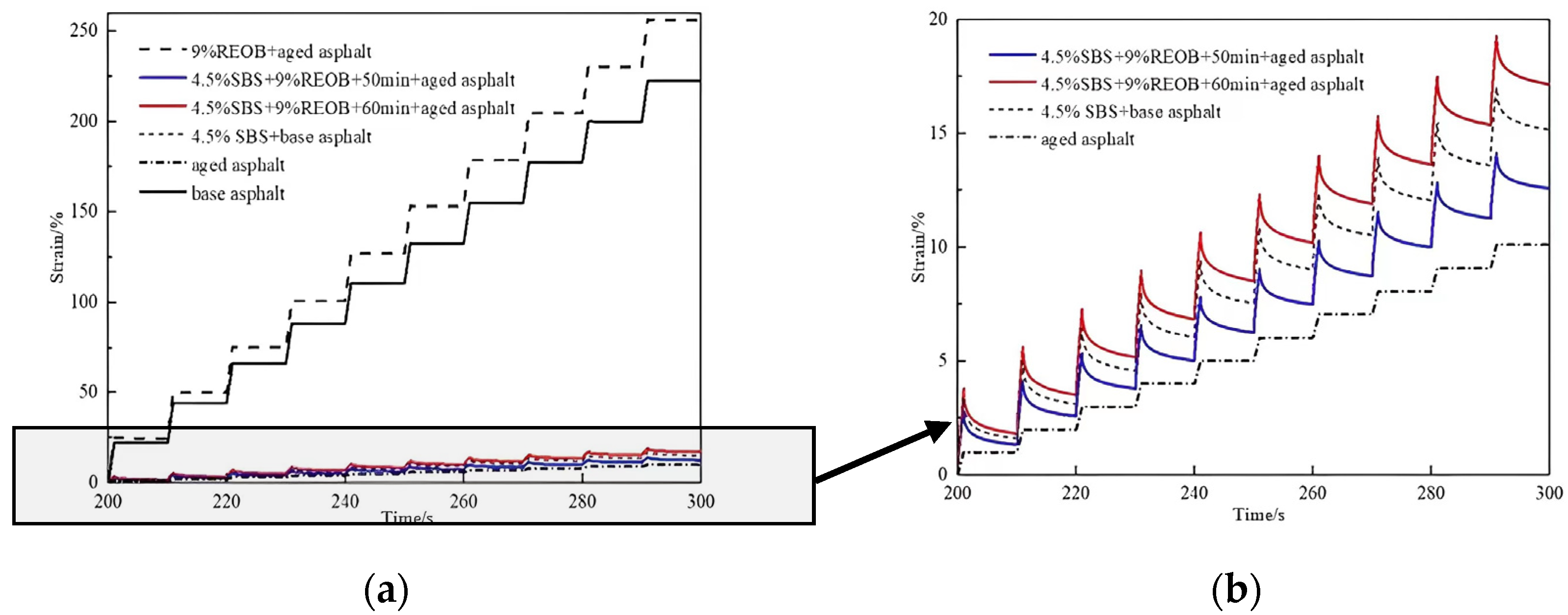
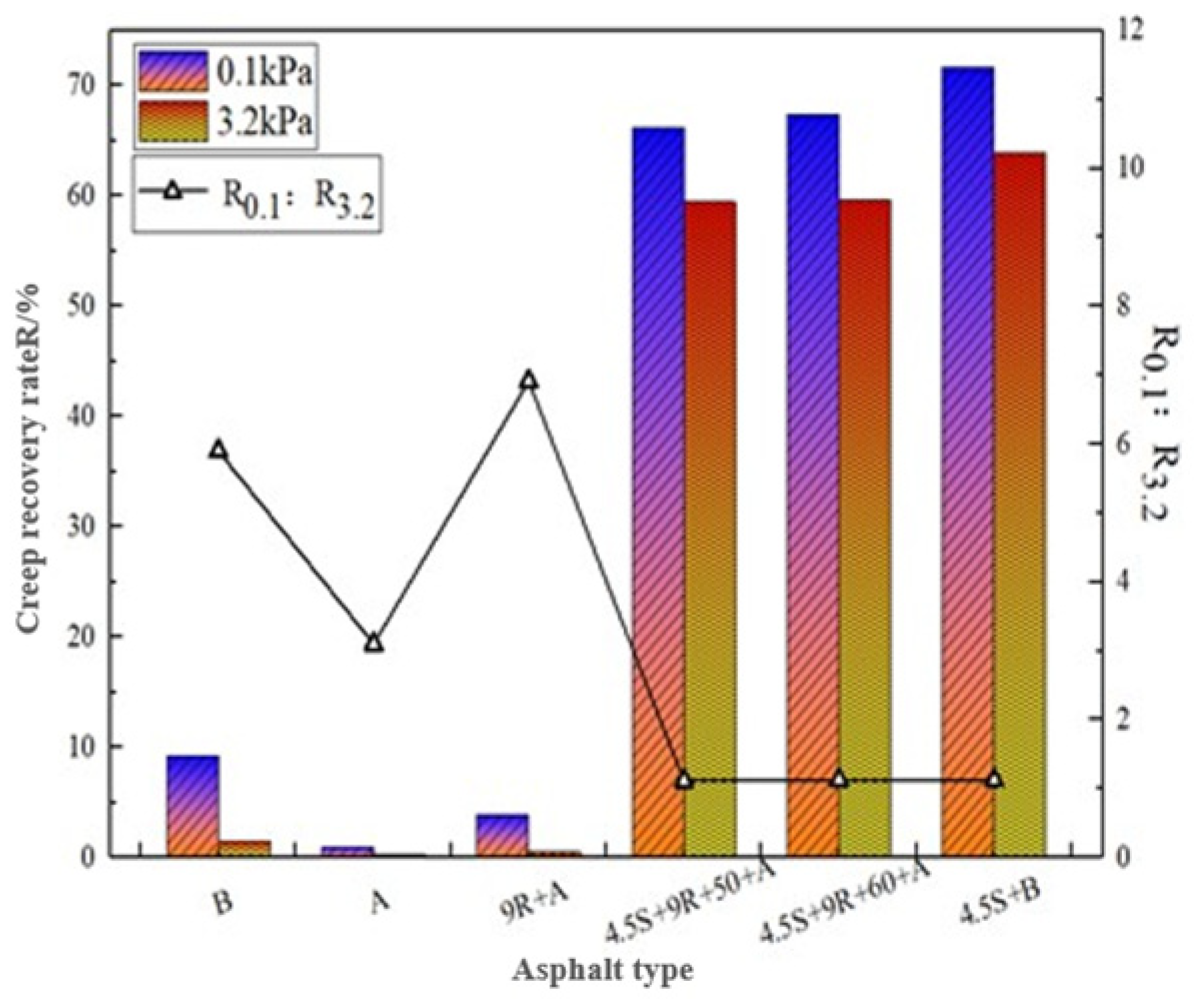
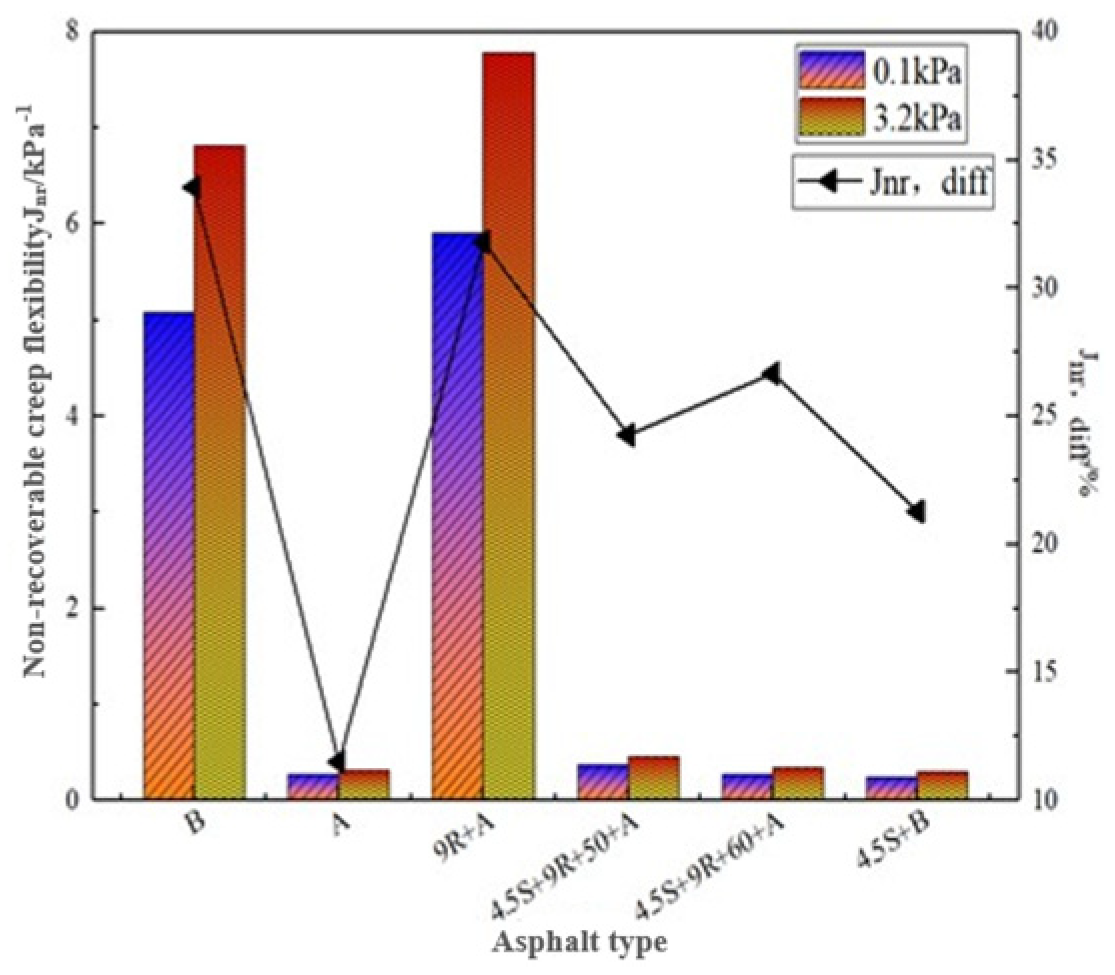
3.2. High-Temperature Rheological Properties
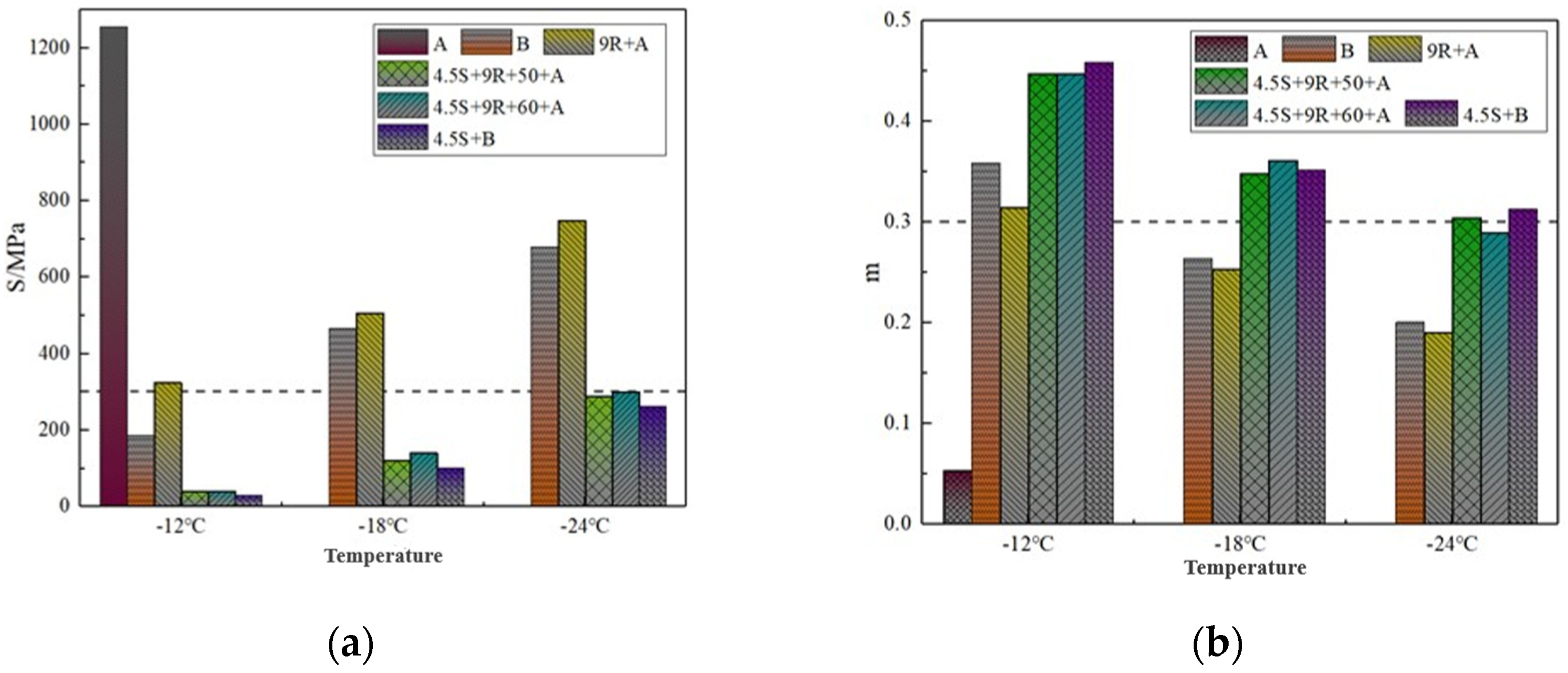
3.3. Low-Temperature Rheological Properties
3.4. Micro-Mechanism Analysis
3.4.1. Four Components
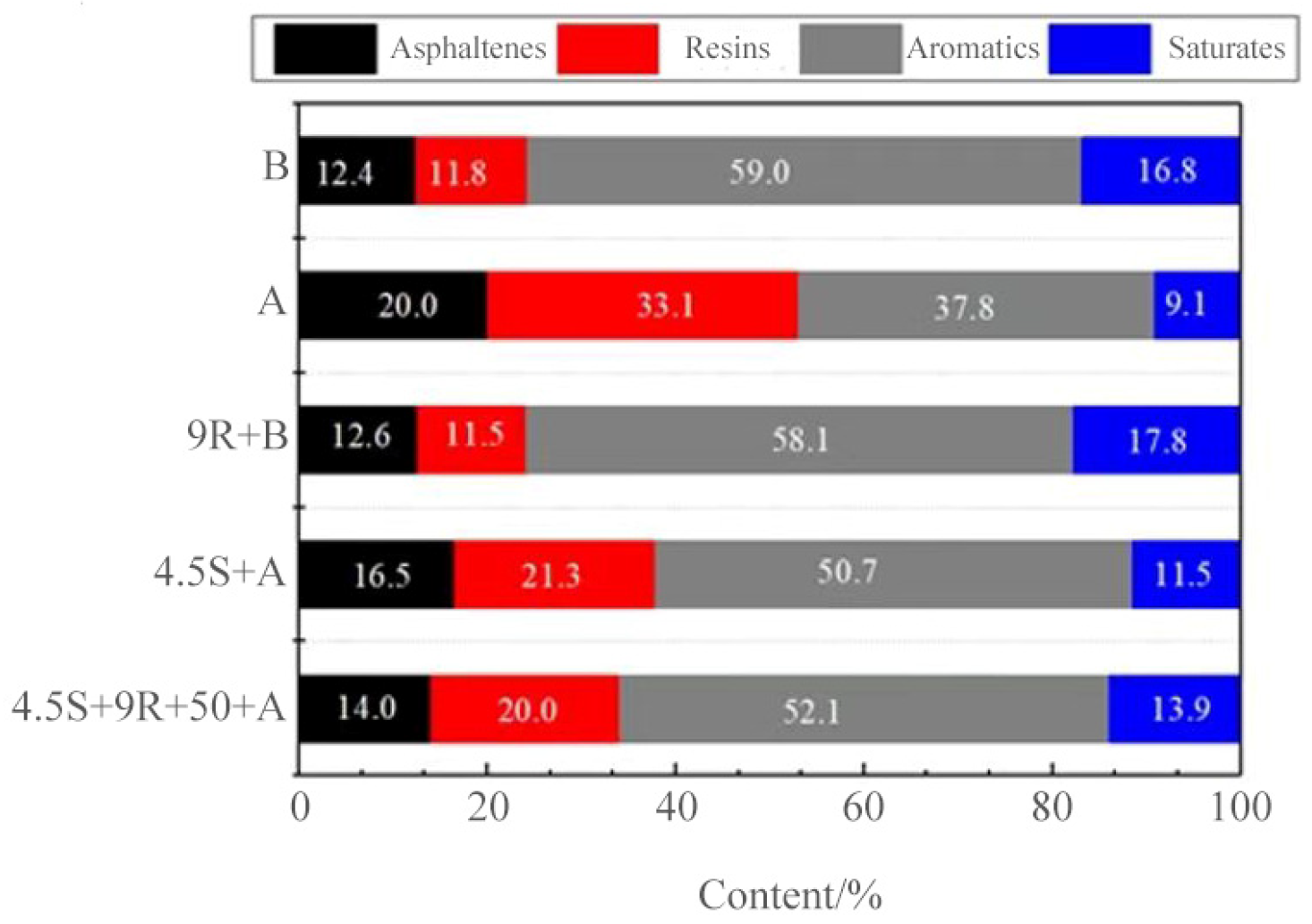
- (1)
- As shown in Figure 6, compared with the base asphalt, the change amounts of asphaltenes resins, aromatics, and saturates in the aged asphalt are 7.6, 21.3, −22.2, and −7.7, respectively, which means that the saturates and aromatics of light components are reduced, and the asphaltene and resins of a recombinant fraction are significantly increased, and component migration occurs. The change of four groups of rejuvenated asphalt compared with aging asphalt is −7.4, −22.6, 20.3, 8.7, the light component increases, and aging asphalt light component loss, which indicates that the high proportion of aromatics contained in REOB can supplement the asphalt in the aging process of the lack of aromatics part, so that the light component content increased, the recombination fraction decreased, to achieve asphalt regeneration, the regeneration has restored the composition of the asphalt components that had changed during the aging process, which resulted in macroscopic performance recovery.
- (2)
- The SBS modification of base asphalt and REOB asphalt also caused the redistribution of the components in asphalt. The proportion of each component is reduced in the light component and increased in the recombination component, in which the light component is mostly aromatics and a small part of saturates, which corresponds to the macroscopic properties of ductility, softening point increase, and penetration decrease, further verifying from the microscopic chemical components that the modified-renewed asphalt is improved by SBS absorption of light component swelling reaction. The same amount of SBS is used in the modified-rejuvenated asphalt, which is less migratory than the directly modified asphalt, indicating that it is more difficult to modify the rejuvenated asphalt, so its performance improvement is limited.
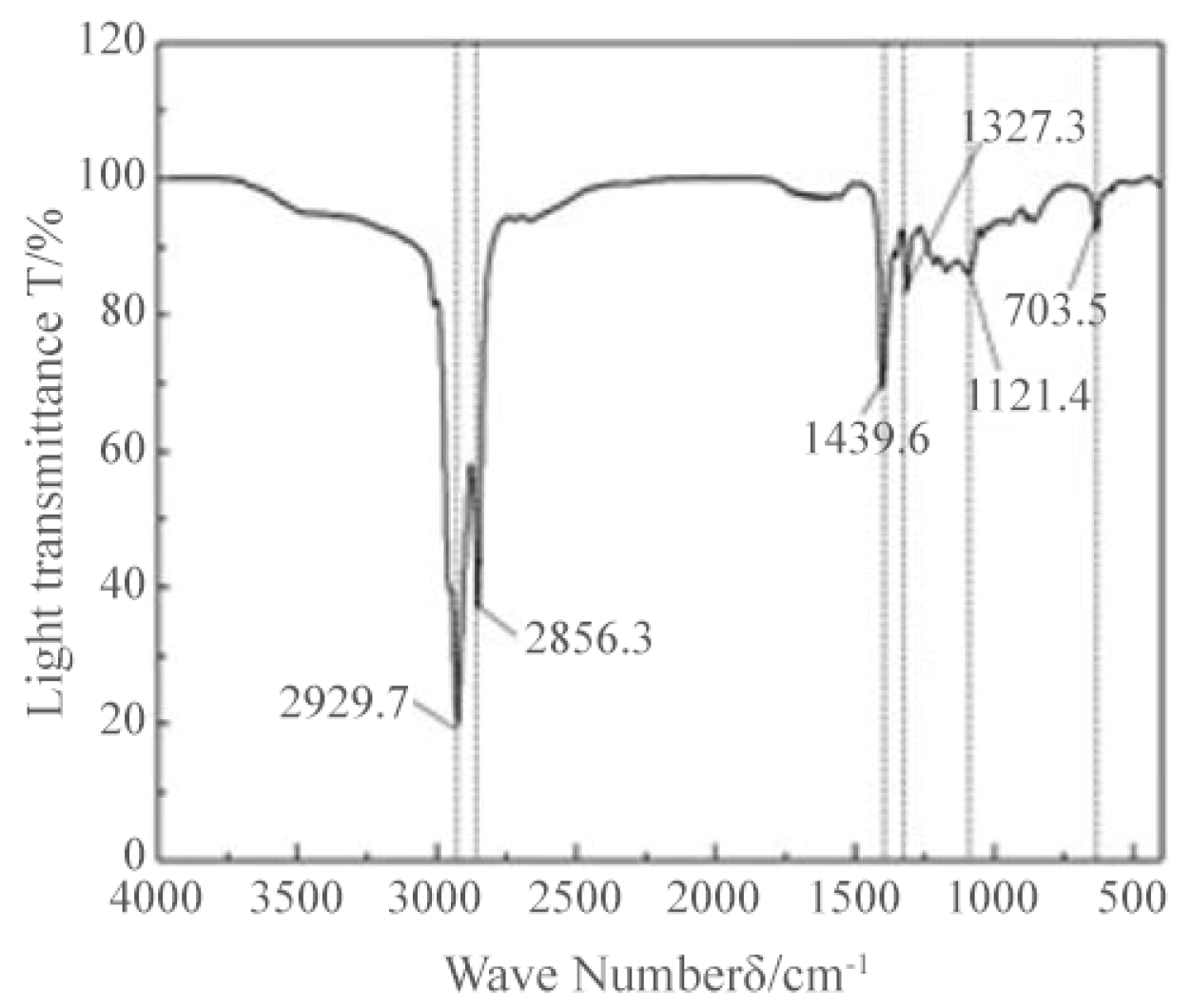
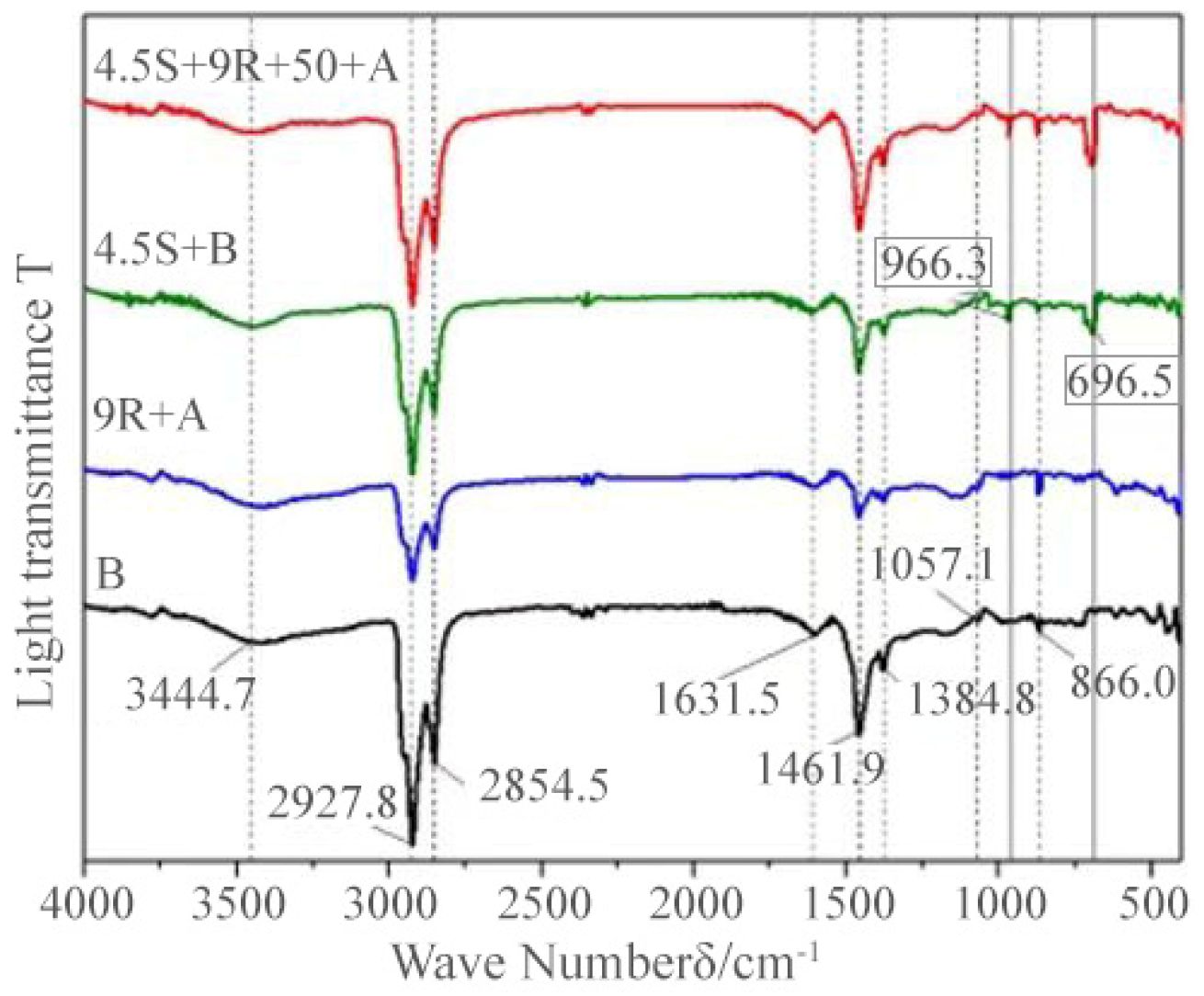
3.4.2. Infrared Spectrum
4. Conclusions
- (1)
- The degree of influence of SBS/REOB modified-rejuvenated asphalt performance using grey correlation analysis is ranked as: REOB dosage > SBS dosage > shear time > shear rate. The recommended vital preparation parameters are “9% REOB + 4.5% SBS dosage, shear at 4500 r/min for 50 min~60 min”.
- (2)
- The addition of SBS modifier helps to improve the creep recovery rate R and reduce the irrecoverable creep flexibility Jnr and Jnr, diff of REOB rejuvenated asphalt, so that the obtained SBS/REOB modified-rejuvenated asphalt has higher elastic recovery performance, higher temperature deformation resistance, and lower stress sensitivity. SBS/REOB modified-rejuvenated asphalt has a lower S value and higher m value than REOB rejuvenated asphalt, which has better low-temperature ductility and flexibility.
- (3)
- The four-component and FTIR tests show that the regeneration of aged asphalt by REOB is a non-complete component reconciliation, and the presence and location of the characteristic peaks of modified-rejuvenated asphalt is a simple superposition of SBS modifier and REOB rejuvenated asphalt. The modification-regeneration mechanism of SBS/REOB on aged asphalt is physically dominated, accompanied by weak chemical reactions.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Yuan, D.; Jiang, W.; Hou, Y.; Xiao, J.; Ling, X.; Xing, C. Fractional derivative viscoelastic response of high-viscosity modified asphalt. Constr. Build. Mater. 2022, 350, 128915. [Google Scholar] [CrossRef]
- Yuan, D.; Jiang, W.; Xiao, J.; Tong, Z.; Jia, M.; Shan, J.; Ogbon, A.W. Assessment of the Aging Process of Finished Product–Modified Asphalt Binder and Its Aging Mechanism. J. Mater. Civ. Eng. 2022, 34, 04022174. [Google Scholar] [CrossRef]
- Al-Saffar, Z.H.; Yaacob, H.; Mohd Satar, M.K.I. The Influence of PelletRAPTM Rejuvenator on the Mechanical Properties of Reclaimed Asphalt Pavement. IOP Conf. Ser. Earth Environ. Sci. 2021, 682, 012071. [Google Scholar] [CrossRef]
- Chelovian, A.; Shafabakhsh, G. Laboratory evaluation of Nano Al2O3 effect on the dynamic performance of stone mastic asphalt. Int. J. Pavement Res. Technol. 2017, 10, 131–138. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.Y.; Xu, C.J.; Kong, Q.M. Research review of waste rubber powder modified asphalt(1). Pet. Asph. 2004, 4, 1–5. [Google Scholar]
- Feng, Z.G.; Zhao, P.X.; Yao, D.D.; Li, X.J. Research progress on application of re-refined engine oil bottom in asphalt mixture. China Sci. 2021, 16, 121–127+143. [Google Scholar]
- Jia, M.; Sha, A.; Jiang, W.; Wang, W. Laboratory evaluation of poly(ethylene glycol) for cooling of asphalt pavements. Constr. Build. Mater. 2020, 273, 121774. [Google Scholar] [CrossRef]
- Herrington, P.R. Use of re-refined oil distillation bottoms as extenders for roading bitumens. J. Mater. Sci. 1992, 27, 6615–6626. [Google Scholar] [CrossRef]
- Ackbarali, D.S.; Maharaj, R. The Viscoelastic Properties of Trinidad Lake Asphalt-Used Engine Oil Blends. Int. J. Appl. Chem. 2011, 7, 1–8. [Google Scholar]
- Zhang, Y.; Chen, M.Z.; Wu, S.P.; Liu, S.Q.; Liu, J.X. Different physical properties and structures of waste grease recycled asphalt. J. Wuhan Univ. Technol. (Transp. Sci. Eng.) 2017, 41, 104–108. [Google Scholar]
- Yu, M.Z. Design and Pavement Performance Test of Recycled Engine Oil Bottom Rejuvenated Asphalt Mixture. Master’s Thesis, Shandong Jiaotong University, Jinan, China, 2019. [Google Scholar]
- Li, J.; Yu, M.; Cui, X.; Li, Y.; Cheng, Y. Anti-aging Performance of Recycled Engine Oil Bottom Rejuvenated Asphalt. J. Build. Mater. 2021, 24, 224–230. [Google Scholar]
- Yu, M.; Li, J.; Wang, W.T.; Guo, D. Analysis of physical rheological properties and components of asphalt recycled from waste motor oil residues. Highway 2020, 65, 6. [Google Scholar]
- Yu, M.; Li, J.; Cui, X.; Guo, D.; Li, X. Antiaging Performance Evaluation of Recycled Engine Oil Bottom Used in Asphalt Rejuvenation. Adv. Mater. Sci. Eng. 2019, 2019, 2947170. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Yu, M.; Cui, X.; Wang, W. Properties and Components of Recycled Engine Oil Bottom Rejuvenated Asphalt and Its Grey Relationship Analysis. Adv. Mater. Sci. Eng. 2019, 2019, 2462487. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.G.; Chen, G.H.; Zhang, H.B.; Ling, Y.Y. Study on the Preparation and Properties of Modified Asphalt by Rubber Powder/SBS and High Viscosity Modifier. Compos. Mater. Rep. 2021, 35, 6093–6099. [Google Scholar]
- Lu, Y.Y.; Yu, L.M.; Yang, J.K.; Zeng, W.S.; Lu, J.Y. Preparation of hydrotalcite/waste rubber powder composite modified asphalt and its performance study. Pet. Process. Petrochem. 2020, 51, 81–86. [Google Scholar]
- Dong, F.; Yu, X.; Liu, S.; Wei, J. Rheological behaviors and microstructure of SBS/CR composite modified hard asphalt. Constr. Build. Mater. 2016, 115, 285–293. [Google Scholar] [CrossRef]
- Angelo, J.D. Guidance on the Use of the MSCR Test with the M320 Specification; Asphalt Institute Technical Advisory Committee: Lexington, KY, USA, 2010. [Google Scholar]
- Guo, Y.M.; Xu, L.; Wu, L.; Shen, X. High-Temperature Performance Evaluation of Modified Asphalts Based on Multiple Stress Creep Recovery Test. J. Build. Mater. 2018, 21, 5. [Google Scholar]
- Jiang, W.; Yuan, D.; Shan, J.; Ye, W.; Lu, H.; Sha, A. Experimental study of the performance of porous ultra-thin asphalt overlay. Int. J. Pavement Eng. 2022, 23, 2049–2061. [Google Scholar] [CrossRef]
- Lei, J.A.; Zheng, N.X.; Xu, X.Q.; Wu, C.; Lü, D. High Temperature Rheological Properties of Warm Mixed Asphalt. J. Build. Mater. 2020, 23, 904–911. [Google Scholar]
- Li, X.; Jian, C.; Que, G. Microstructure and performance of crumb rubber modified asphalt. Constr. Build. Mater. 2009, 23, 3586–3590. [Google Scholar]
- Sha, A.; Jiang, W.; Wang, W.; Lou, B.; Jia, M.; Cao, Y. Design and prospect of new pavement materials for smart road. Chin. Sci. Bull. 2020, 65, 3259–3269. [Google Scholar] [CrossRef]
- Li, L.; Zhang, H.; Chen, Z.; Wei, C. Physical and Theological evaluation of aging behaviors of SBS modified asphalt with thermochromic powders. Constr. Build. Mater. 2018, 193, 135–141. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Project | Test Results | Standard Indicators | |
|---|---|---|---|
| Needle penetration 100 g, 5 s, 25 °C/0.1 mm | 73.2 | 60–80 | |
| Insertion index PI | −1.1 | −1.5~1.0 | |
| Softening point/°C | 49.7 | ≥46 | |
| 60 °C dynamic viscosity/Pa·s | 271 | ≥180 | |
| Viscosity (135 °C) /Pa·s | 0.266 | ||
| 10 °C degrees/cm | 73.0 | ≥25 | |
| 15 °C degrees/cm | >100 | ≥100 | |
| Flash point (COC)/°C | 280 | ≥260 | |
| TFOT (Thin Film) Oven Test) after 163 °C, 5 h | Quality change/% | −0.255 | ≤±0.8 |
| Residual penetration ratio (25 °C) | 68.3 | ≥61 | |
| Residual penetration ratio (25 °C) | 10.6 | ≥6 | |
| Inspection Items | R-1 | RA-1 Regenerant | |
|---|---|---|---|
| Density/(g/cm3) | 0.911 | The measured | |
| Flash point/°C | 258 | ≥220 | |
| Aromatic content/% | 83.1 | The measured | |
| Saturation fraction content/% | 4.6 | ≤30 | |
| TFOT post | Viscosity ratio | 1.29 | ≤3 |
| Quality change /% | −1.89 | −4~4 | |
| Test Project | 48 h Oven Aging | PAV | 5 Years of Recycling Asphalt | 10 Years of Recycling Asphalt |
|---|---|---|---|---|
| Penetration (25 °C)/mm | 22.0 | 26.6 | 24.6 | 17.6 |
| Softening point/°C | 67.6 | 62.3 | 64.9 | 76.6 |
| Ductility (10 °C, 5 cm/min)/cm | 0.2 | 1.7 | 2.1 | brittle break |
| Viscosity (135 °C) /Pa·s | 2.247 | 1.967 | 2.118 | 2.763 |
| Test Group | Horizontal Combinations | Test Factor | |||
|---|---|---|---|---|---|
| A | B | C | D | ||
| REOB Dosage /% | SBS Dosage /% | Shearing Time/min | Shear Rate /(r/min) | ||
| 1 | A1B1C1D1 | 1 (11) | 1 (3.5) | 1 (40) | 1 (3500) |
| 2 | A1B2C2D2 | 1 (11) | 2 (4.0) | 2 (50) | 2 (4500) |
| 3 | A1B3C3D3 | 1 (11) | 3 (4.5) | 3 (60) | 3 (5500) |
| 4 | A2B1C3D2 | 2 (9) | 1 (3.5) | 2 (50) | 3 (5500) |
| 5 | A2B2C3D1 | 2 (9) | 2 (4.0) | 3 (60) | 1 (3500) |
| 6 | A2B3C1D2 | 2 (9) | 3 (4.5) | 1 (40) | 2 (4500) |
| 7 | A3B1C3D2 | 3 (7) | 1 (3.5) | 3 (60) | 2 (4500) |
| 8 | A3B2C1D3 | 3 (7) | 2 (4.0) | 1 (40) | 3 (5500) |
| 9 | A3B3C2D1 | 3 (7) | 3 (4.5) | 2 (50) | 1 (3500) |
| Test Group | Penetration/mm | Softening Point/°C | Ductility/cm | Elastic Recovery/% |
|---|---|---|---|---|
| 1 | 84 | 57.5 | 23.9 | 81 |
| 2 | 80.2 | 61.2 | 25.2 | 84 |
| 3 | 63.8 | 63.9 | 29.3 | 83 |
| 4 | 78.3 | 55.7 | 26.5 | 79 |
| 5 | 76 | 62.3 | 27.2 | 88 |
| 6 | 64.5 | 63.7 | 33.4 | 86 |
| 7 | 76.9 | 58.3 | 26.8 | 77 |
| 8 | 79.1 | 64.1 | 29.8 | 89 |
| 9 | 62.7 | 65.2 | 30.5 | 81 |
| Horizontal Combinations | Test Factor | Rating Fi | |||
|---|---|---|---|---|---|
| A | B | C | D | ||
| REOB Dosage /% | SBS Dosage/% | Shearing Time/min | Shear Rate/(r/min) | ||
| A1B1C1D1 | 1 (11) | 1 (3.5) | 1 (40) | 1 (3500) | 313.73 |
| A1B2C2D2 | 1 (11) | 2 (4.0) | 2 (50) | 2 (4500) | 338.18 |
| A1B3C3D3 | 1 (11) | 3 (4.5) | 3 (60) | 3 (5500) | 370.38 |
| A2B1C3D2 | 2 (9) | 1 (3.5) | 2 (50) | 3 (5500) | 408.58 |
| A2B2C3D1 | 2 (9) | 2 (4.0) | 3 (60) | 1 (3500) | 459.61 |
| A2B3C1D2 | 2 (9) | 3 (4.5) | 1 (40) | 2 (4500) | 489.21 |
| A3B1C3D2 | 3 (7) | 1 (3.5) | 3 (60) | 2 (4500) | 409.39 |
| A3B2C1D3 | 3 (7) | 2 (4.0) | 1 (40) | 3 (5500) | 470.65 |
| A3B3C2D1 | 3 (7) | 3 (4.5) | 2 (50) | 1 (3500) | 475.26 |
| 340.76 | 377.23 | 425.53 | 416.20 | Factor Priorities A > B > C > D | |
| 452.77 | 423.81 | 407.34 | 412.26 | ||
| 451.77 | 444.95 | 413.13 | 417.54 | ||
| Range R | 111.70 | 67.72 | 17.19 | 4.28 | |
| Optimum | A2 | B3 | C1 | D3 | |
| Number | Asphalt Type | R0.1/% | R3.2/% | Jnr,0.1/ kPa−1 | Jnr,3.2/ kPa−1 | Jnr,diff/% |
|---|---|---|---|---|---|---|
| B | Base asphalt | 9.26 | 1.57 | 5.085 | 6.811 | 33.94 |
| A | Aged asphalt | 0.93 | 0.30 | 0.278 | 0.310 | 11.51 |
| 9R + A | 9% REOB + aged asphalt | 3.94 | 0.57 | 5.909 | 7.788 | 31.80 |
| 4.5S + 9R + 50 + A | 4.5% SBS + 9% REOB + 50 min + aged asphalt | 67.34 | 59.65 | 0.375 | 0.466 | 24.27 |
| 4.5S + 9R + 60 + A | 4.5% SBS + 9% REOB + 60 min + aged asphalt | 66.22 | 59.46 | 0.270 | 0.342 | 26.67 |
| 4.5S + B | 4.5% SBS + base asphalt | 71.71 | 63.92 | 0.249 | 0.302 | 21.28 |
| Object | Asphaltenes/% | Resins/% | Aromatics/% | Saturates/% | |
|---|---|---|---|---|---|
| Aged asphalt | 20.0 | 33.1 | 37.8 | 9.1 | |
| REOB | 3.6 | 8.7 | 83.1 | 4.6 | |
| 9% REOB | Measured value | 12.6 | 11.5 | 58.1 | 17.8 |
| Calculated values | 18.6 | 31.1 | 41.5 | 8.7 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhu, L.; Yan, X.; Xin, C.; Yu, M.; Cheng, D. Preparation and Macro-Micro Properties of SBS/REOB Modified-Rejuvenated Asphalt. Polymers 2022, 14, 5071. https://doi.org/10.3390/polym14235071
Li J, Zhu L, Yan X, Xin C, Yu M, Cheng D. Preparation and Macro-Micro Properties of SBS/REOB Modified-Rejuvenated Asphalt. Polymers. 2022; 14(23):5071. https://doi.org/10.3390/polym14235071
Chicago/Turabian StyleLi, Jin, Li Zhu, Xiaozhou Yan, Chongsheng Xin, Miaozhang Yu, and Degang Cheng. 2022. "Preparation and Macro-Micro Properties of SBS/REOB Modified-Rejuvenated Asphalt" Polymers 14, no. 23: 5071. https://doi.org/10.3390/polym14235071