

Electrospun Sound-Absorbing Nanofibrous Webs from Recycled Poly(vinyl butyral)

Abstract
:1. Introduction
- (1)
- The production of new PVB material is relatively cheaper than obtaining recycled PVB from the windscreen foils. However, in this case, it is necessary to take into account other factors such as increasing landfill fees, increasing oil prices, and the impact on the environment. After subtracting these items from the gross processing costs, the reprocessing of re-cycled PVB becomes still more attractive, with acceptable net charges [8,9].
- (2)
- Apart from PVB glass scrap (caused by hydroxyl groups along the polymer and silanol groups on the glass surface [10]), and water impeding the interlayer recycling, the recycling process also contains plasticizers used during PVB sheet production. This problem is intensified by the fact that different manufacturers use different types and quantities of plasticizers [11]. Among plasticizers, dibutyl sebacate is dominantly used (20–25% according to Dhaliwal and Hay [9] and also confirmed by Sonego et al. [12]).
- -
- vibrating air molecules in nanofibrous materials rubbing with the individual nanofibres, which results in the conversion of sound energy into heat and consequent dissipation;
- -
- the penetration of longitudinal sound waves, accompanied by periodic compression and the release of air in the pores contributing to energy transformation; this mechanism is further enhanced by the interconnection of the nanopores enabling the diffusion of sound waves into the whole nanofibrous mats;
- -
- the resonance of individual nanofibres converting sound energy into mechanical and heat energy.
- -
- thickness (prolonging the dissipation path of sound waves and enlarging their contact area with the nanofibres);
- -
- the degree of material elasticity contributing to better resonance;
- -
- the value of the nanofibre diameter strongly influencing a surface-to-volume ratio and the porosity of the mats;
- -
- the quality of the surface of nanofibers; their beadless character improves efficiency of sound energy absorption.
2. Materials and Methods
2.1. Materials
2.2. Solutions Preparation Using Virgin, Recycled and Blends of PVB
2.3. Characterisation of PVB Solutions (Rheology, Electric Conductivity)
- (a)
- conductivity participates in the stretching of viscoelastic jets as a result of higher levels of charge carried by the solution. This participates in the possible appearance of beads along the nanofibers—singularities characterized by the abrupt increase in the nanofibers diameter followed by its sudden reduction. The electric conductivity of the polymer solutions was defined with a Conductivity Meter Lab 960 device (SCHOTT Instruments, Mainz, Germany);
- (b)
- rheological characterization indicating after electrospinning the possible appearance of ‘blobs’ (merged wet agglomerates—abundance of solvent), regular nanofibrous (solvent evaporated), or passage to electrospraying (disintegration into individual drops—insufficient amount of solvent). Rheological characteristics were evaluated using a Physica MCR 501 rotational rheometer (Anton Paar, Graz, Austria), equipped with the concentric cylinders (26.6/28.9 mm inner/outer diameters) at the constant temperature of 25 °C. The linear viscoelastic region (LVE) was determined applying oscillatory measurements (varying frequency and strain), shear viscosity was measured in the range 0.01–300 s−1. Applied shear viscosity was measured at the shear rate of 0.12 s−1 (within the LVE region). Each measurement was repeated at least three times with very good reproducibility.
2.4. Electrospinning of PVB Solutions
2.5. Characterisation of Nanofibrous Webs (SEM, FTIR, DSC, TGA, DMA, WCA)
- -
- rPVB containing web specimens in the range 10–80 °C;
- -
- thin films of virgin PVB in the range 30–110 °C.
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matheson, H.W.; Skirrow, F.W. Vinyl Ester Resins and Process of Making Same. U.S. Patent Office No. 1,725,362, 15 August 1927. Available online: https://www.google.cz/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwiB2sDtrc76AhVFjqQKHTSUDdIQFnoECA0QAQ&url=https%3A%2F%2Fpatentimages.storage.googleapis.com%2F24%2Fe7%2F9e%2F6544d61fea9285%2FUS1725362.pdf&usg=AOvVaw2RLyNzKtVuSdEKEIQaiy2U (accessed on 9 November 2022).
- Andreozzi, L.; Bati, S.B.; Fagone, M.; Ranocchiai, G.; Zulli, F. Weathering action on thermo-viscoelastic properties of polymer interlayers for laminated glass. Constr. Build. Mater. 2015, 98, 757–766. [Google Scholar] [CrossRef]
- European Union. Design and Development of a Demonstrative Pilot Plant for the Recycling of Polyvinyl Butyral (PVB); Project RECYCLED-PVB LIFE09 ENV/ES/000501, 09/2010–08/2013; European Union: Madrid, Spain, 2013; Available online: https://webgate.ec.europa.eu/life/publicWebsite/index.cfm?fuseaction=search.dspPage&n_proj_id=3764 (accessed on 30 October 2022).
- Cunningham, M.F.; Campbell, J.D.; Fu, Z.W.; Bohling, J.; Leroux, J.G.; Mabee, W.; Robert, T. Future green chemistry and sustainability needs in polymeric coatings. Green Chem. 2019, 21, 4919–4926. [Google Scholar] [CrossRef]
- Swain, B.; Park, J.R.; Shin, D.Y.; Park, K.S.; Hong, M.H.; Lee, C.G. Recycling of waste automotive laminated glass and valorization of polyvinyl butyral through mechanochemical separation. Environ. Res. 2015, 142, 615–623. [Google Scholar] [CrossRef] [PubMed]
- Zanjanijam, A.R.; Hakim, S.; Azizi, H. Rheological, mechanical and thermal properties of the PA/PVB blends and their nanocomposites: Structure-property relationships. Polym. Test. 2018, 66, 48–63. [Google Scholar] [CrossRef]
- Farzana, R.; Rajarao, R.; Sahajwalla, V. Characteristics of waste automotive glasses as silica resource in ferrosilicon synthesis. Waste Manag. Res. 2016, 34, 113–121. [Google Scholar] [CrossRef] [PubMed]
- Park, S.W.; Kim, J.C.; Dar, M.A.; Shim, H.W.; Kim, D.W. Superior lithium storage in nitrogen-doped carbon nanofibers with open-channels. Chem. Eng. J. 2017, 315, 1–9. [Google Scholar] [CrossRef]
- Dhaliwal, A.K.; Hay, J.N. The characterization of polyvinyl butyral by thermal analysis. Thermochim. Acta 2002, 391, 245–255. [Google Scholar] [CrossRef]
- Galuppi, L.; Royer-Carfagni, G.F. Effective thickness of laminated glass beams: New expression via a variational approach. Eng. Struct. 2012, 38, 53–67. [Google Scholar] [CrossRef]
- Tupy, M.; Mokrejs, P.; Merinska, D.; Svoboda, P.; Zvonicek, J. Windshield recycling focused on effective separation of PVB sheet. J. Appl. Polym. Sci. 2014, 131, 39879. [Google Scholar] [CrossRef]
- Sonego, M.; Costa, L.C.; Ambrosio, J.D. Polyvinyl butyral chemically modified with a silane agent in the molten state. Polym. Eng. Sci. 2016, 56, 971–979. [Google Scholar] [CrossRef]
- Martin, M.; Centelles, X.; Sole, A.; Barreneche, C.; Fernandez, A.I.; Cabeza, L.F. Polymeric interlayer materials for laminated glass: A review. Constr. Build. Mater. 2020, 230, 116897. [Google Scholar] [CrossRef]
- Park, S.W.; Kim, J.C.; Dar, M.A.; Shim, H.W.; Kim, D.W. Enhanced cycle stability of silicon coated with waste poly(vinyl butyral)-directed carbon for lithium-ion battery anodes. J. Alloys Compd. 2017, 698, 525–531. [Google Scholar] [CrossRef]
- Wang, H.; Xie, C.; Yu, W.T.; Fu, J.G. Efficient combined method of selective dissolution and evaporation for recycling waste polyvinylbutyral films. Plast. Rubber Compos. 2012, 41, 8–12. [Google Scholar] [CrossRef]
- Wang, H.; Chen, K.D.; Fu, J.G. Extracting plasticizer from polyvinylbutyral plastics by supercritical fluid. In Advances in Chemical Engineering II; Liu, Z., Peng, F., Liu, X., Eds.; Trans. Tech. Publications Ltd.: Stafa-Zurich, Switzerland, 2012; Parts 1–4; Volumes 550–553, pp. 908–913. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Hakim, S.; Azizi, H. Morphological, dynamic mechanical, rheological and impact strength properties of the PP/PVB blends: The effect of waste PVB as a toughener. RSC Adv. 2016, 6, 44673–44686. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Hakim, S.; Azizi, H. Migration of the plasticizer in the compatibilized PP/PVB blends: Characterization and thermodynamic calculations. Polym. Bull. 2018, 75, 4671–4689. [Google Scholar] [CrossRef]
- Bendaoud, A.; Carrot, C.; Charbonnier, J.; Pillon, C. Blends of plasticized polyvinyl butyral and polyvinyl chloride: Morphology analysis in view of recycling. Macromol. Mater. Eng. 2013, 298, 1259–1268. [Google Scholar] [CrossRef]
- Burmistrov, I.; Panova, L.; Yusupov, K.; Ermolenko, A.; Yakovlev, E.; Godymchuk, A.; Yudintseva, T. Secondary Polyvinyl Butyral Modified with Potassium Polytitanate for Coatings with Improved Mechanical Properties. In Prospects of Fundamental Sciences Development; Godymchuk, A., Rieznichenko, L., Eds.; American Institute of Physics: Melville, NY, USA, 2016; Volume 1772, p. 030013. [Google Scholar] [CrossRef] [Green Version]
- Park, S.W.; Kim, J.C.; Kim, B.K.; Kim, D.W. Synthesis of silicon carbide nanocrystals using waste poly(vinyl butyral) sheet. J. Am. Ceram. Soc. 2016, 99, 1885–1888. [Google Scholar] [CrossRef]
- Cha, Y.J.; Lee, C.H.; Choe, S. Morphology and mechanical properties of Nylon 6 toughened with waste poly(vinyl butyral) film. J. Appl. Polym. Sci. 1998, 67, 1531–1540. [Google Scholar] [CrossRef]
- Lee, C.H.; Cha, Y.J.; Choe, S. Effects of recycled poly(vinyl butyral) film on the morphology and mechanical properties of the blends containing polypropylene and Nylon 6. J. Ind. Eng. Chem. 1998, 4, 161–169. [Google Scholar]
- Valera, T.S.; Demarquette, N.R. Polymer toughening using residue of recycled windshields: PVB film as impact modifier. Eur. Polym. J. 2008, 44, 755–768. [Google Scholar] [CrossRef]
- Sonego, M.; Costa, L.C.; Ambrosio, J.D. Flexible thermoplastic composite of polyvinyl butyral (PVB) and waste of rigid polyurethane foam. Polimeros 2015, 25, 175–180. [Google Scholar] [CrossRef] [Green Version]
- Tsonev, T.; Herzog, M.; Nenkova, S. Shape memory polyurethanes based on recycled polyvinyl butyral. I. Synthesis and morphology. Cent. Eur. J. Chem. 2013, 11, 2058–2065. [Google Scholar] [CrossRef]
- Ambrosio, J.D.; Lucas, A.A.; Otaguro, H.; Costa, L.C. Preparation and characterization of poly (vinyl butyral)-leather fiber composites. Polym. Compos. 2011, 32, 776–785. [Google Scholar] [CrossRef]
- Brendgen, R.; Grassmann, C.; Grethe, T.; Mahltig, B.; Schwarz-Pfeiffer, A. Coatings with recycled polyvinyl butyral on polyester and polyamide mono- and multifilament yarns. J. Coat. Technol. Res. 2021, 18, 819–829. [Google Scholar] [CrossRef]
- Park, J.C.; Kim, J.C.; Park, S.; Kim, D.W. Efficient waste polyvinyl(butyral) and cellulose composite enabled carbon nanofibers for oxygen reduction reaction and water remediation. Appl. Surf. Sci. 2020, 510, 145505. [Google Scholar] [CrossRef]
- Crocker, M.J.; Arenas, J.P. Use of Sound-Absorbing Materials. In Handbook of Noise and Vibration Control; John Wiley & Sons: Hoboken, NJ, USA, 2007; pp. 696–713. [Google Scholar] [CrossRef]
- Rahimabady, M.; Statharas, E.C.; Yao, K.; Mirshekarloo, M.S.; Chen, S.; Tay, F.E.H. Hybrid local piezoelectric and conductive functions for high performance airborne sound absorption. Appl. Phys. Lett. 2017, 111, 241601. [Google Scholar] [CrossRef]
- Peng, L.M.; Song, B.Q.; Wang, J.F.; Wang, D. Mechanic and acoustic properties of the sound-absorbing material made from natural fiber and polyester. Adv. Mater. Sci. Eng. 2015, 2015, 274913. [Google Scholar] [CrossRef] [Green Version]
- Tang, X.N.; Yan, X. Acoustic energy absorption properties of fibrous materials: A review. Compos. Part A 2017, 101, 360–380. [Google Scholar] [CrossRef]
- Peer, P.; Stenicka, M.; Pavlinek, V.; Filip, P. The storage stability of polyvinylbutyral solutions from an electrospinnability standpoint. Polym. Degrad. Stabil. 2014, 105, 134–139. [Google Scholar] [CrossRef]
- McKee, M.G.; Wilkes, G.L.; Colby, R.H.; Long, T.E. Correlations of solution rheology with electrospun fiber formation of linear and branched polyesters. Macromolecules 2004, 37, 1760–1767. [Google Scholar] [CrossRef]
- Thompson, C.J.; Chase, G.G.; Yarin, A.L.; Reneker, D.H. Effects of parameters on nanofiber diameter determined from electrospinning model. Polymer 2007, 48, 6913–6922. [Google Scholar] [CrossRef]
- Yener, F.; Yalcinkaya, B. Electrospinning of polyvinyl butyral in different solvents. e-Polymers 2013, 13, 021. [Google Scholar] [CrossRef]
- Qin, X.X.; Cheng, Z.L. Application of ionic liquids as a catalyst in the synthesis of polyvinyl butyral (PVB) polymer. Chin. Chem. Lett. 2016, 27, 145–148. [Google Scholar] [CrossRef]
- Lehmann, J.; Liang, B.Q.; Solomon, D.; Lerotic, M.; Luizao, F.; Kinyangi, J.; Schafer, S.; Wirick, T.; Jacobsen, C. Near-edge X-ray absorption fine structure (NEXAFS) spectroscopy for mapping nano-scale distribution of organic carbon forms in soil: Application to black carbon particles. Glob. Biogeochem. Cycle 2005, 19, GB1013. [Google Scholar] [CrossRef]
- Hajian, M.; Reisi, M.R.; Koohmareh, G.A.; Jam, A.R.Z. Preparation and characterization of polyvinylbutyral/graphene nanocomposite. J. Polym. Res. 2012, 19, 9966. [Google Scholar] [CrossRef]
- Liau, L.C.K.; Yang, T.C.K.; Viswanath, D.S. Reaction pathways and kinetic analysis of PVB thermal degradation using TG/FT-IR. Appl. Spectrosc. 1996, 50, 1058–1065. [Google Scholar] [CrossRef]
- Kingston, G.C.; Yuen, H.K. Application of evolved gas analysis to the study of poly(vinyl butyral) thermal stability. Thermochim. Acta 1987, 116, 317–327. [Google Scholar] [CrossRef]
- Honary, S.; Orafai, H. The effect of different plasticizer molecular weights and concentrations on mechanical and thermomechanical properties of free films. Drug Dev. Ind. Pharm. 2002, 28, 711–715. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Perdiguero, M.; Fiori, S.; Kenny, J.M.; Peponi, L. Biodegradable electrospun PLA-PHB fibers plasticized with oligomeric lactic acid. Polym. Degrad. Stabil. 2020, 179, 109226. [Google Scholar] [CrossRef]
- Balogh, A.; Drávavölgyi, G.; Faragó, K.; Farkas, A.; Vigh, T.; Sóti, P.L.; Wagner, I.; Madarász, J.; Pataki, H.; Marosi, G.; et al. Plasticized drug-loaded melt electrospun polymer mats: Characterization, thermal degradation, and release kinetics. J. Pharm. Sci. 2014, 103, 1278–1287. [Google Scholar] [CrossRef]
- Yang, S.B.; Karim, M.R.; Jungeon Lee, J.; Yeum, J.H.; Yeasmin, S. Alkaline treatment variables to characterize poly(vinyl alcohol)/poly(vinyl butyral/vinyl alcohol) blend films. Polymers 2022, 14, 3916. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Peng, Y.; He, Y.; Zhang, C.; Zhang, D.; Liu, Y. Research progress on sound absorption of electrospun fibrous composite materials. Nanomaterials 2022, 12, 1123. [Google Scholar] [CrossRef] [PubMed]
- Zong, D.; Zhang, X.; Yin, X.; Wang, F.; Yu, J.; Zhang, S.; Ding, B. Electrospun fibrous sponges: Principle, fabrication, and applications. Adv. Fiber Mater. 2022; early view. [Google Scholar] [CrossRef]
- Tang, X.N. Recent advances on nanofibrous acoustic materials for noise reduction applications. J. Text. Inst, 2022; early view. [Google Scholar] [CrossRef]
- Feng, L.P. Modified impedance tube measurements and energy dissipation inside absorptive materials. Appl. Acoust. 2013, 74, 1480–1485. [Google Scholar] [CrossRef]
- ASTM C423-07: Standard Test Method for Sound Absorption and Sound Absorption Coefficients by the Reverberation Room Method. 2017. Available online: https://www.astm.org/c0423-07.html (accessed on 30 October 2022).
- Ren, X. Chapter 16—Acoustic and Thermal Insulating Materials. In Building Decorative Materials; Li, Y., Ren, S., Eds.; Woodhead Publishing: Cambridge, UK, 2011; pp. 359–374. [Google Scholar] [CrossRef]
- Sambaer, W.; Zatloukjal, M.; Kimmer, D. 3D modeling of filtration process via polyurethane nanofiber based nonwoven filters prepared by electrospinning process. Chem. Eng. Sci. 2011, 66, 613–623. [Google Scholar] [CrossRef] [Green Version]
- Hall, D.E. Musical Acoustics; Brooks/Cole Publishing Company: Pacific Grove, CA, USA, 2002. [Google Scholar]
- Soliman, S.; Sant, S.; Nichol, J.W.; Khabiry, M.; Traversa, E.; Khademhosseini, A. Controlling the porosity of fibrous scaffolds by modulating the fiber diameter and packing density. J. Biomed. Mater. Res. Part A 2011, 96, 566–574. [Google Scholar] [CrossRef]
- Tang, X.; Yan, X. Multi-layer fibrous structures for noise reduction. J. Text. Inst. 2017, 108, 2096–2106. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Used Material | Application | Reference |
|---|---|---|
| PP/rPVB | a higher impact strength compared to the pure PP, improvement of the impact resistance of brittle polymers | Zanjanijam et al. [17,18] |
| PVC/rPVB | flooring applications | Bendaoud et al. [19] |
| modified rPVB potassium polytitanate | improvement of mechanical properties of composite coatings | Burmistrov et al. [20] |
| rPVB as a carbon source | prepare silicon carbide nanocrystals and carbon-coated Si as an anode for lithium ion batteries | Park et al. [21], Park et al. [8] |
| rPVB | an efficient toughening agent of Nylon 6 | Cha et al. [22], Lee et al. [23] |
| rPVB | improvement of toughness of polyamide 6 | Zanjanijam et al. [6], Valera and Demarquette [24] |
| rPVB/polyurethane | improvement of pure polyurethane properties | Sonego et al. [25] |
| rPVB/polyurethane | shape memory | Tsonev et al. [26] |
| rPVB/leather | analysis of sheet composites | Ambrosio et al. [27] |
| rPVB | used for yarn coating | Brendgen et al. [28] |
| rPVB/vinyl trimethoxysilane silanation | improvement of solvent resistance to organic solvents | Sonego et al. [12] |
| Sample Code | rPVB Concentr. [wt.%] | vPVB Concentr. [wt.%] | Weight Ratio [-] | Final Solution Concentration [wt.%] |
|---|---|---|---|---|
| PVB8-08(2:1) | 8 | 8 | 2:1 | 8.00 |
| PVB8-08(1:1) | 8 | 8 | 1:1 | 8.00 |
| PVB8-08(1:2) | 8 | 8 | 1:2 | 8.00 |
| PVB8-10(2:1) | 8 | 10 | 2:1 | 8.66 |
| PVB8-10(1:1) | 8 | 10 | 1:1 | 9.00 |
| PVB8-10(1:2) | 8 | 10 | 1:2 | 9.33 |
| PVB8-12(2:1) | 8 | 12 | 2:1 | 9.33 |
| PVB8-12(1:1) | 8 | 12 | 1:1 | 10.00 |
| PVB8-12(1:2) | 8 | 12 | 1:2 | 10.66 |
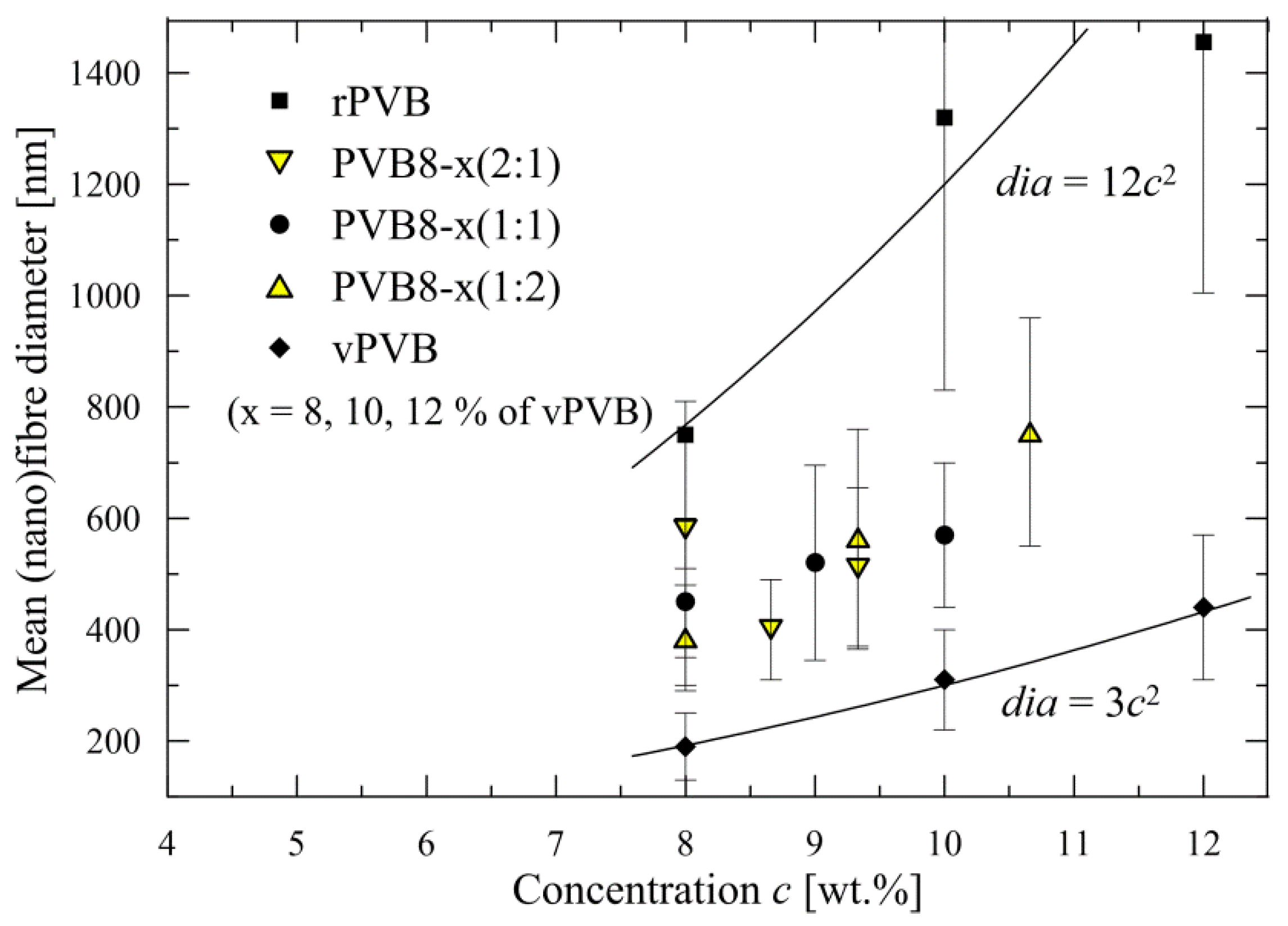
| wt.% | rPVB [nm] | PVB8-x(2:1) [nm] | PVB8-x(1:1) [nm] | PVB8-x(1:2) [nm] | vPVB [nm] |
|---|---|---|---|---|---|
| 8 | 750 ± 240 | 585 ± 200 | 450 ± 150 | 285 ± 95 | 190 ± 60 |
| 8.66 | 435 ± 110 | ||||
| 9 | 520 ± 175 | ||||
| 9.33 | 485 ± 135 | 565 ± 195 | |||
| 10 | 1320 ± 490 | 570 ± 130 | 310 ± 90 | ||
| 10.66 | 755 ± 205 | ||||
| 12 | 1455 ± 450 | 440 ± 130 |
| Wavenumber [cm−1] | Characteristic Absorption Bands of the PVB Based Polymer |
|---|---|
| 1760–1640 | C=O stretching of carboxyl-C and evidences of ketones and esters |
| 1645 | C=O conjugated and quin ketones |
| 1470, 1376 | C–H bending vibration |
| 1106, 1056 | C–O–C stretching vibrations of acetal group and hexatomic cyclic acetal group |
| 1240, 995 | C–O–C stretching vibration of acetate group |
| 880–680 | C–H out-of-plane bending |
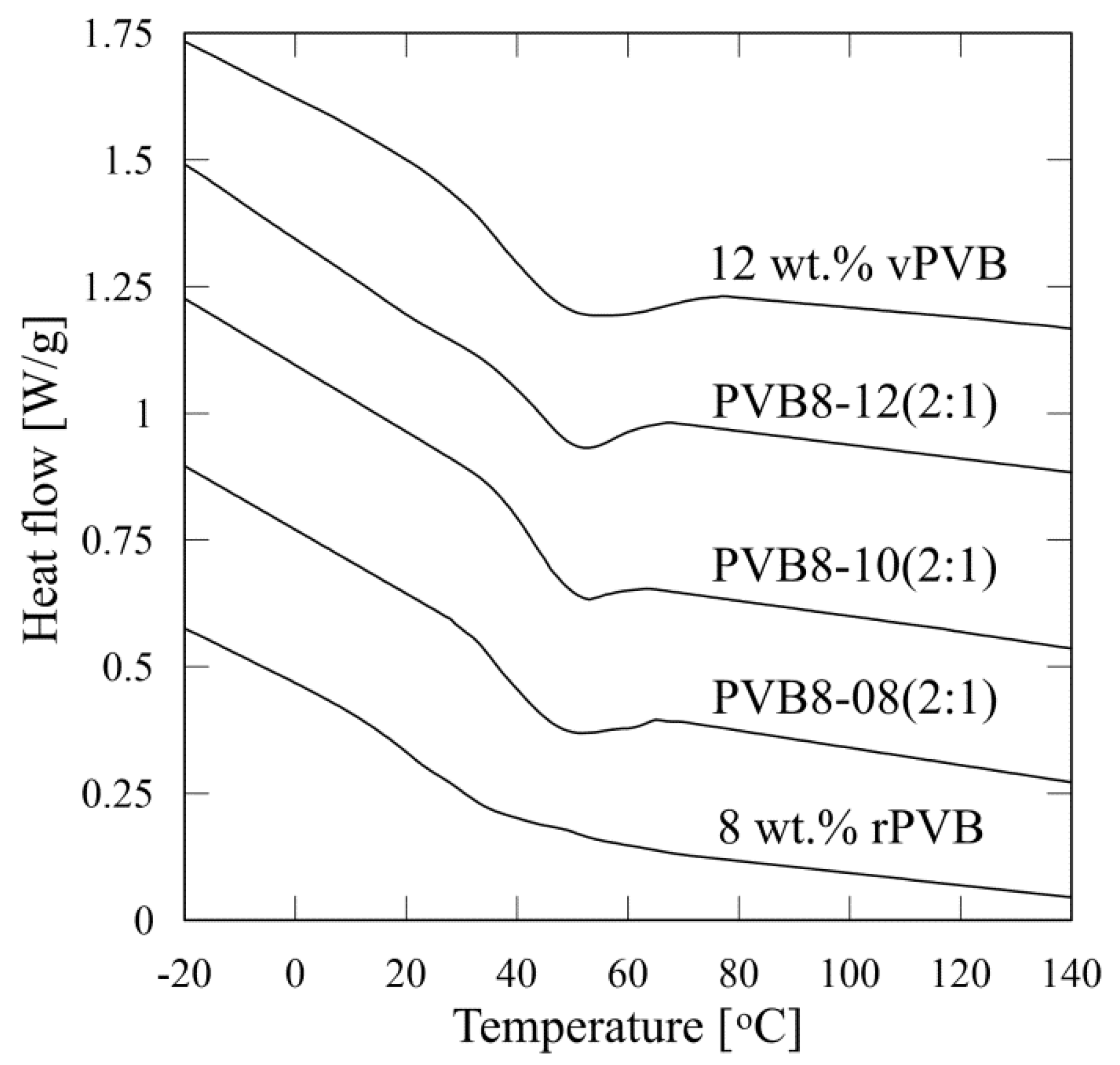
| Sample Code | Final Solution Concentration [wt.%] | Tg [°C] | Change of Heat Flow [J/g.K] |
|---|---|---|---|
| rPVB | 8.00 | 26.7 | 0.44 |
| PVB8-08(2:1) | 8.00 | 39.3 | 0.56 |
| PVB8-10(2:1) | 8.66 | 45.8 | 0.62 |
| PVB8-12(2:1) | 9.33 | 46.8 | 0.30 |
| vPVB | 12.00 | 38.3 | 0.58 |
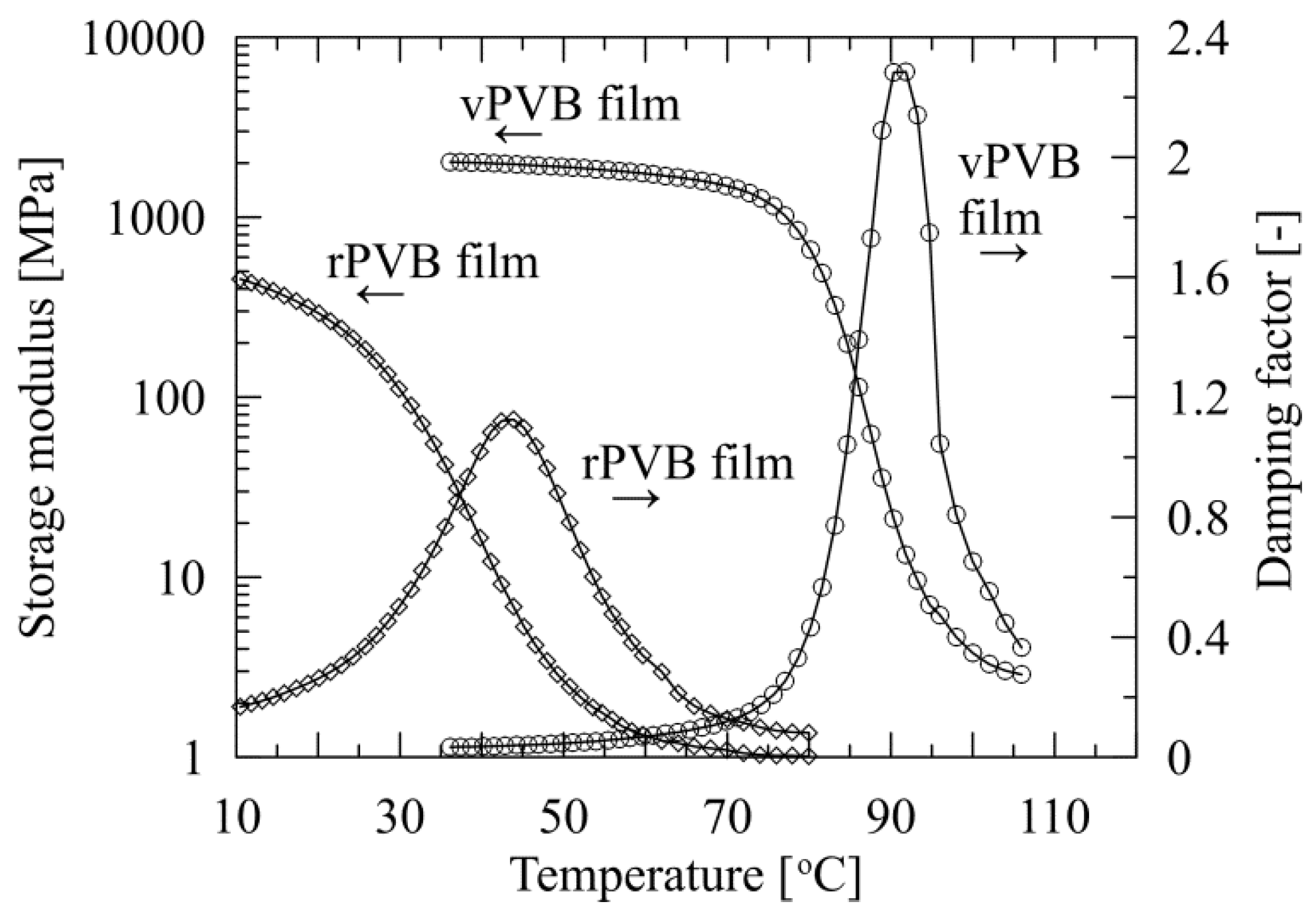
| Sample Code | Tested Sample form | Final Solution Concentration [%] | Tg [°C] | tan(delta) [-] |
|---|---|---|---|---|
| rPVB | film | 43.8 | 1.14 | |
| rPVB | web | 8.00 | 39.9 | 1.22 |
| PVB8-08(2:1) | web | 8.00 | 56.8 | 1.46 |
| PVB8-10(2:1) | web | 8.66 | 58.4 | 1.82 |
| PVB8-12(2:1) | web | 9.33 | 59.9 | 1.97 |
| vPVB | film | 92.5 | 2.29 |
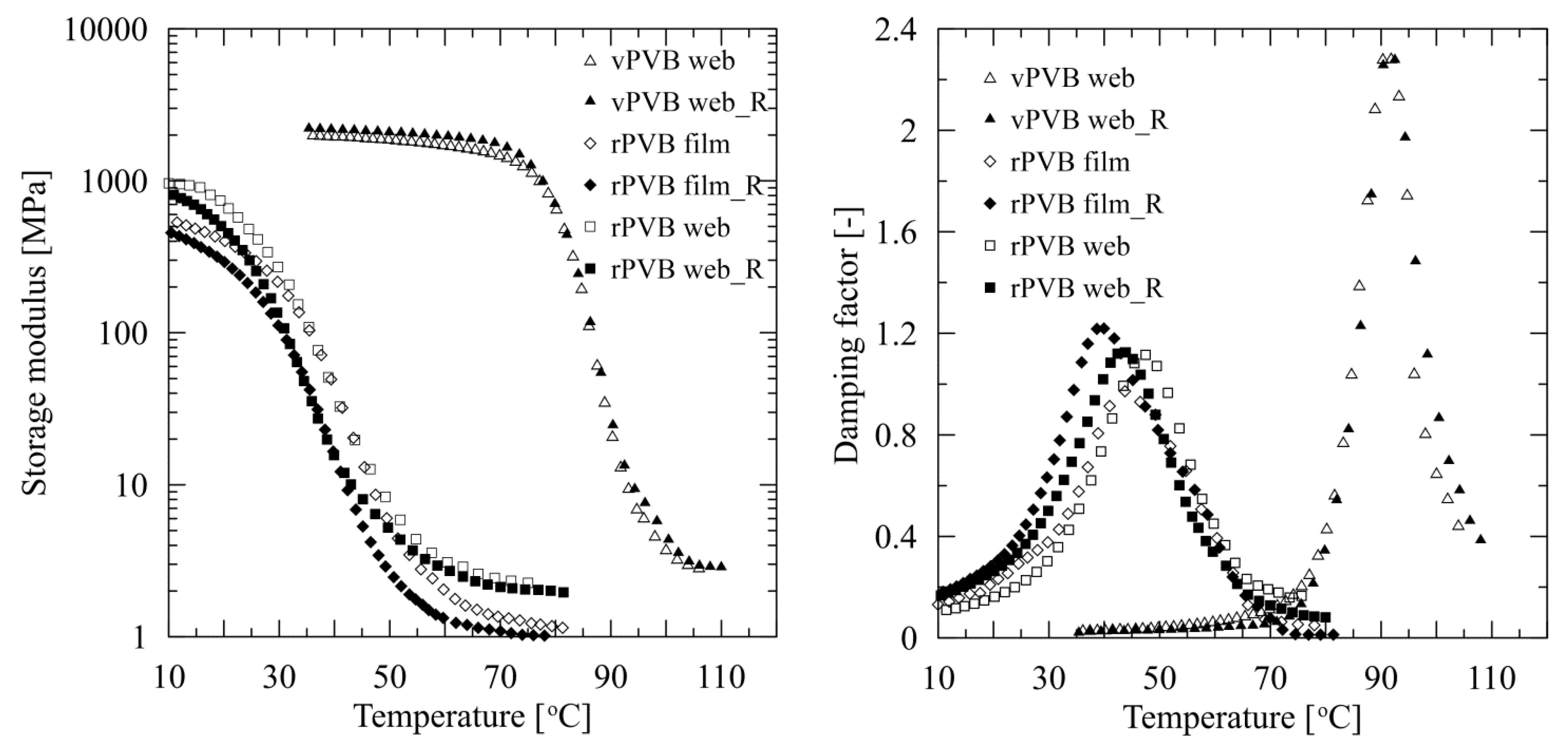
| Sample Code | Tested Sample form | Final Solution Concentration [%] | Tg [°C] | tan(delta) [-] |
|---|---|---|---|---|
| rPVB | film | 39.9 | 1.2 | |
| rPVB_R | film | 43.4 | 0.9 | |
| rPVB | web | 8 | 43.8 | 1.1 |
| rPVB_R | web | 8 | 47.4 | 1.1 |
| vPVB | film | 91.8 | 2.3 | |
| vPVB_R | film | 92.4 | 2.3 |
| Sample Code | Mean Fibre dia [nm] | Mean Pore Size [µm] | Maximum Pore Size [µm] |
|---|---|---|---|
| rPVB | 750 ± 240 | 2.08 ± 1.02 | 5.6 |
| PVB8-08(2:1) | 580 ± 230 | 1.95 ± 0.38 | 2.7 |
| PVB8-10(2:1) | 400 ± 90 | 0.94 ± 0.30 | 1.5 |
| PVB8-12(2:1) | 510 ± 145 | 1.35 ± 0.40 | 2.1 |
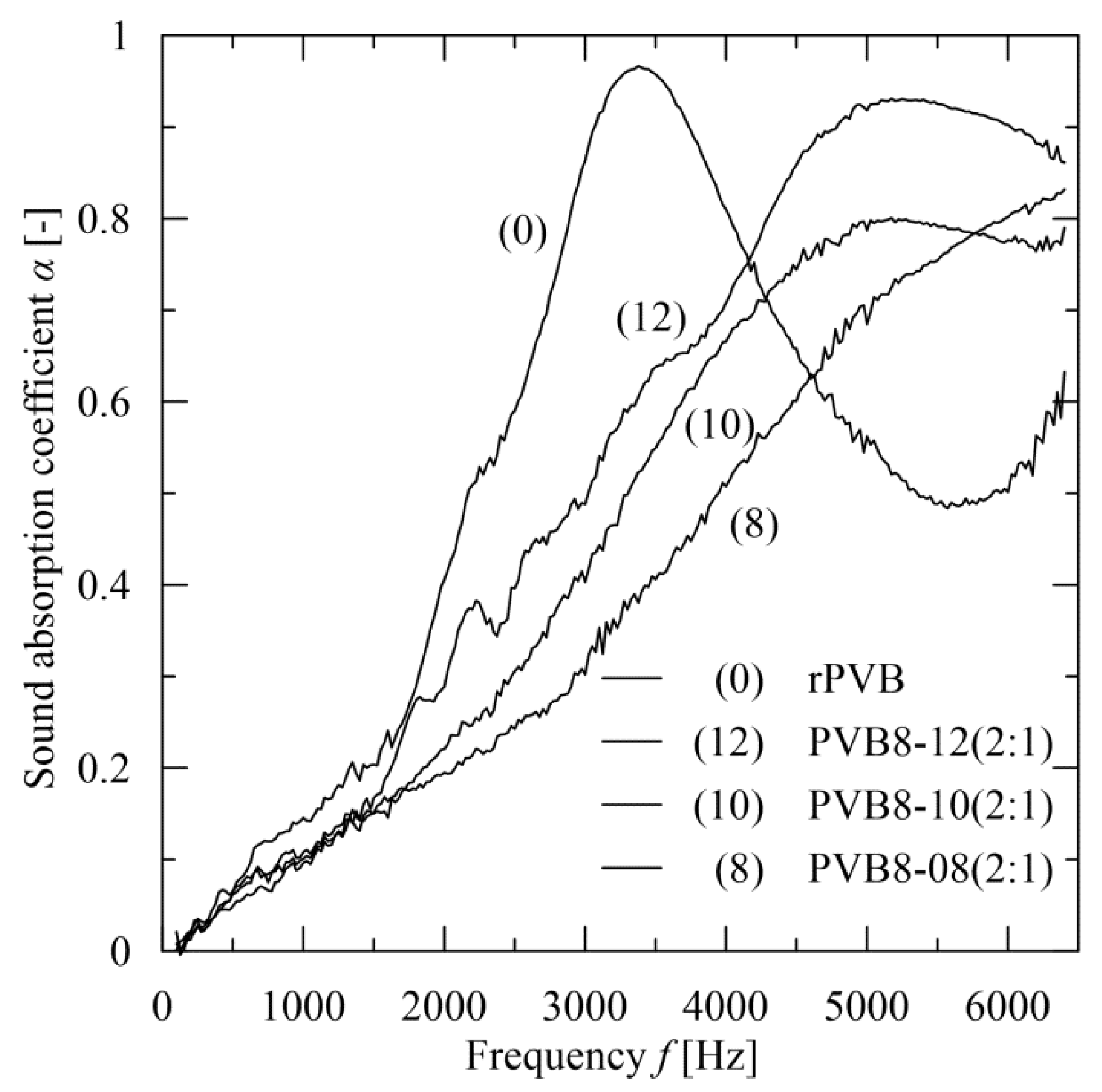
| Sample Code | NRC [-] | SAA [-] | 6-Point [-] | αmax [-] |
|---|---|---|---|---|
| rPVB | 0.15 | 0.16 | 0.24 | 0.97 at 3376 Hz |
| PVB8-08(2:1) | 0.10 | 0.10 | 0.15 | 0.83 at 6392 Hz |
| PVB8-10(2:1) | 0.10 | 0.10 | 0.18 | 0.80 at 5176 Hz |
| PVB8-12(2:1) | 0.10 | 0.13 | 0.20 | 0.93 at 5288 Hz |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Filip, P.; Sedlacek, T.; Peer, P.; Juricka, M. Electrospun Sound-Absorbing Nanofibrous Webs from Recycled Poly(vinyl butyral). Polymers 2022, 14, 5049. https://doi.org/10.3390/polym14225049
Filip P, Sedlacek T, Peer P, Juricka M. Electrospun Sound-Absorbing Nanofibrous Webs from Recycled Poly(vinyl butyral). Polymers. 2022; 14(22):5049. https://doi.org/10.3390/polym14225049
Chicago/Turabian StyleFilip, Petr, Tomas Sedlacek, Petra Peer, and Martin Juricka. 2022. "Electrospun Sound-Absorbing Nanofibrous Webs from Recycled Poly(vinyl butyral)" Polymers 14, no. 22: 5049. https://doi.org/10.3390/polym14225049