
Analysis of Wear Phenomena Produced by Erosion with Abrasive Particles against Fluoropolymeric Coatings

Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
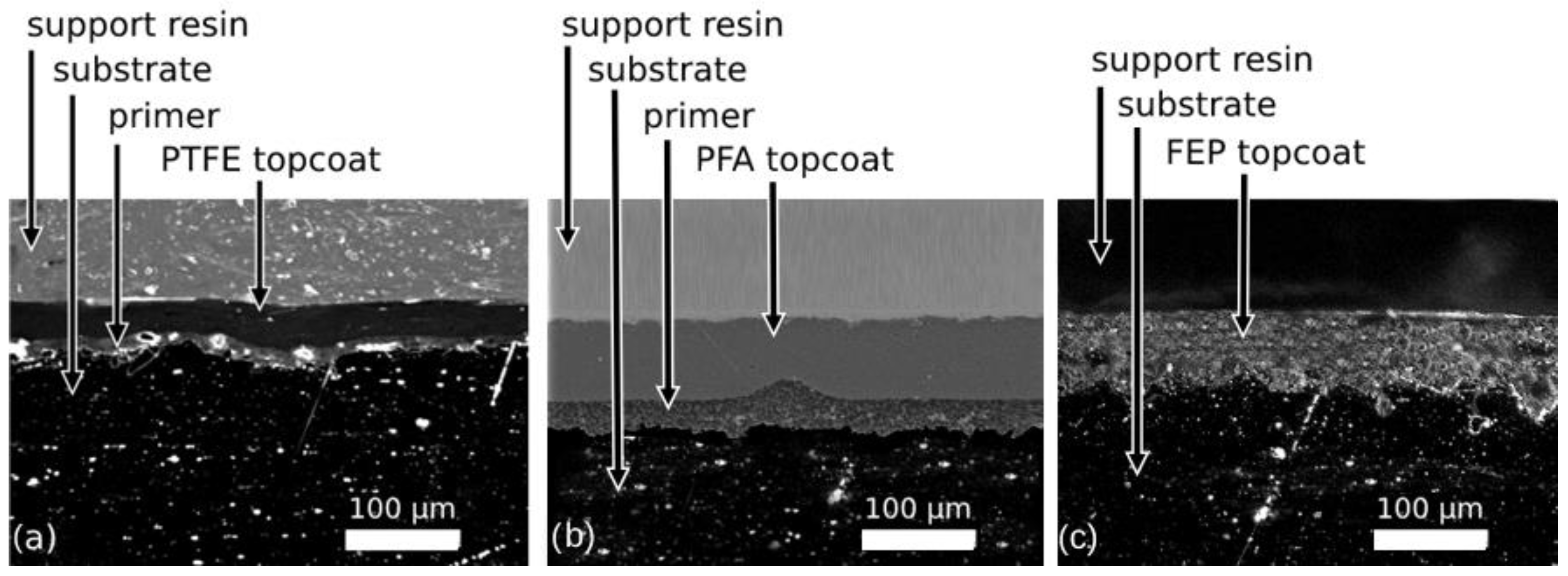
2.2. Coatings
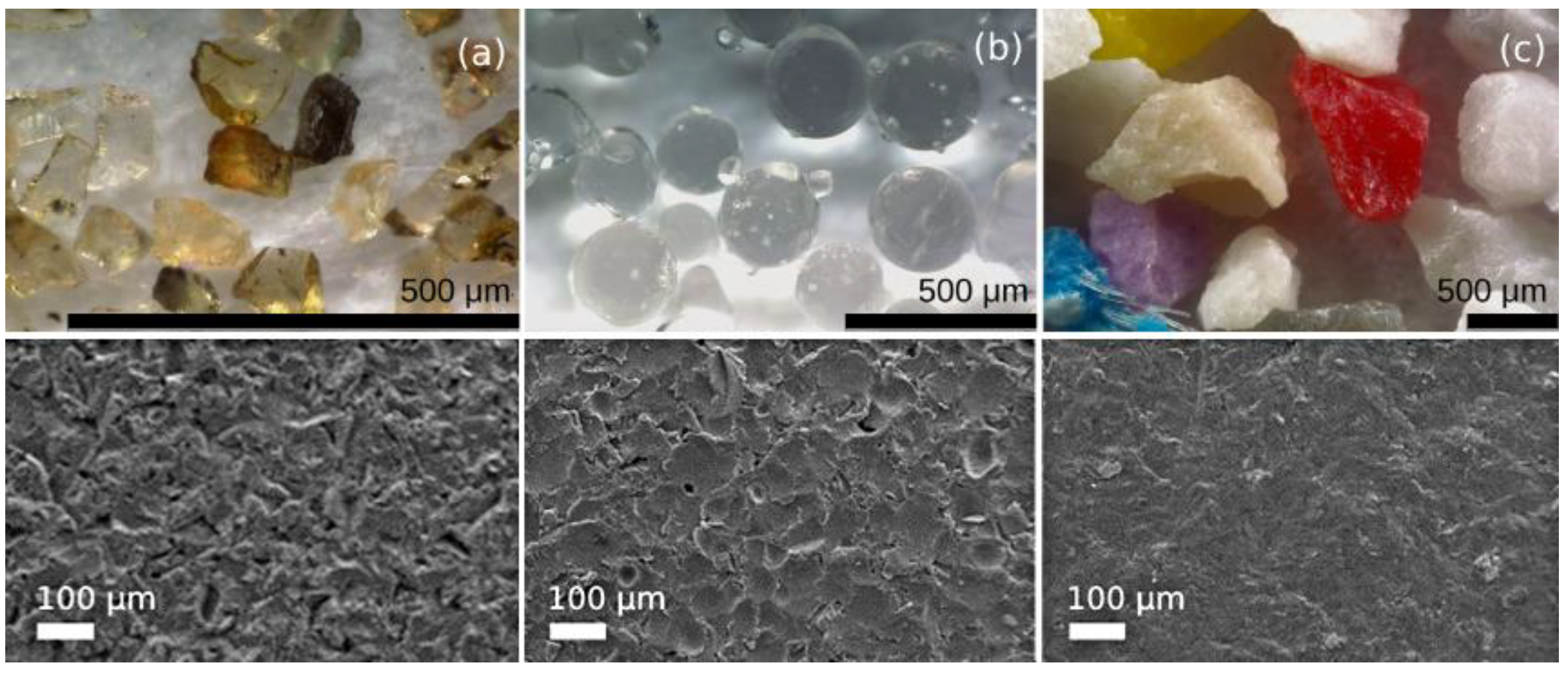
2.3. Particle Projection, Equipment, and Abrasives
2.4. Properties Analyzed after the Wear Process
3. Results and Discussion
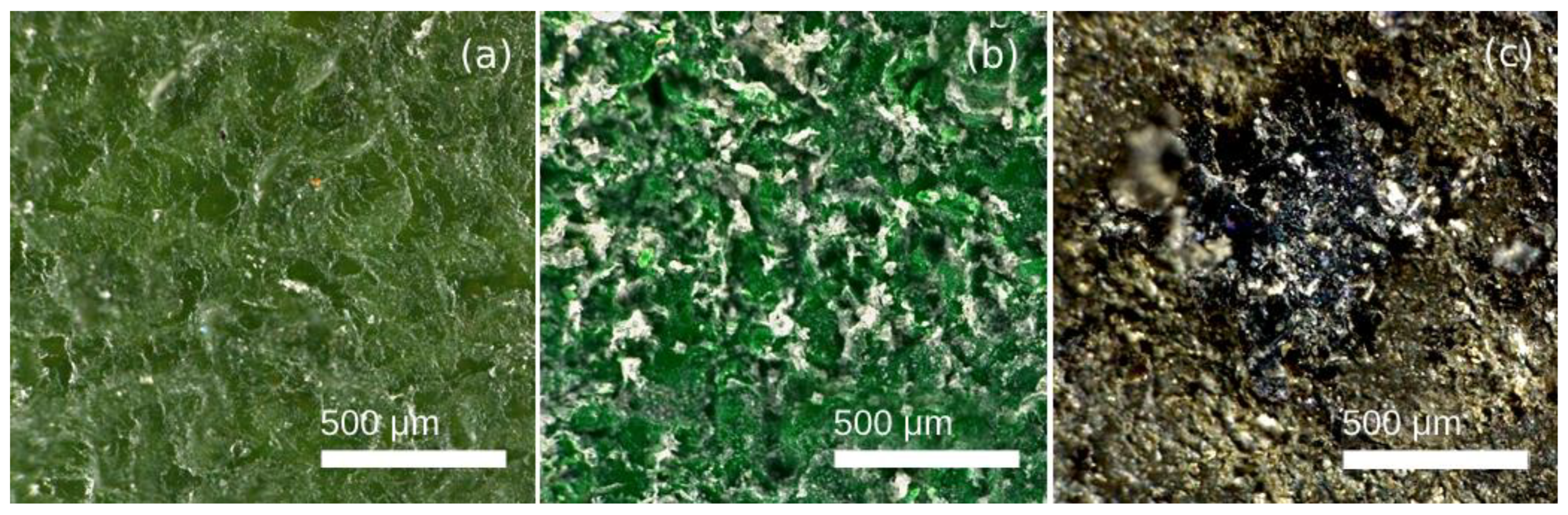
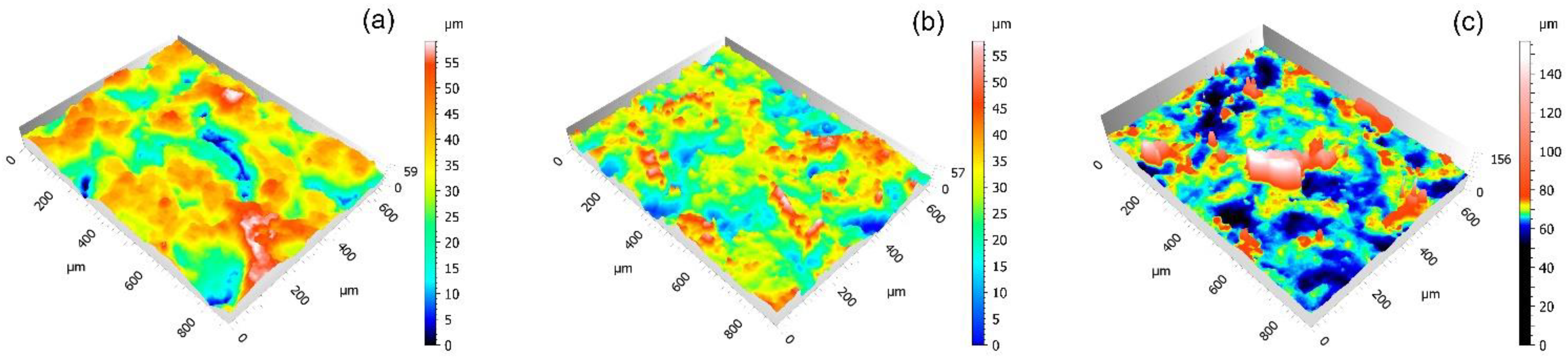
3.1. Wear Phenomena
3.2. Wear Produced by Brown Corundum Particles Projection
3.3. Wear Produced by Glass Microspheres Projection
3.4. Wear Produced by Plastic-Polymeric Particles Projection
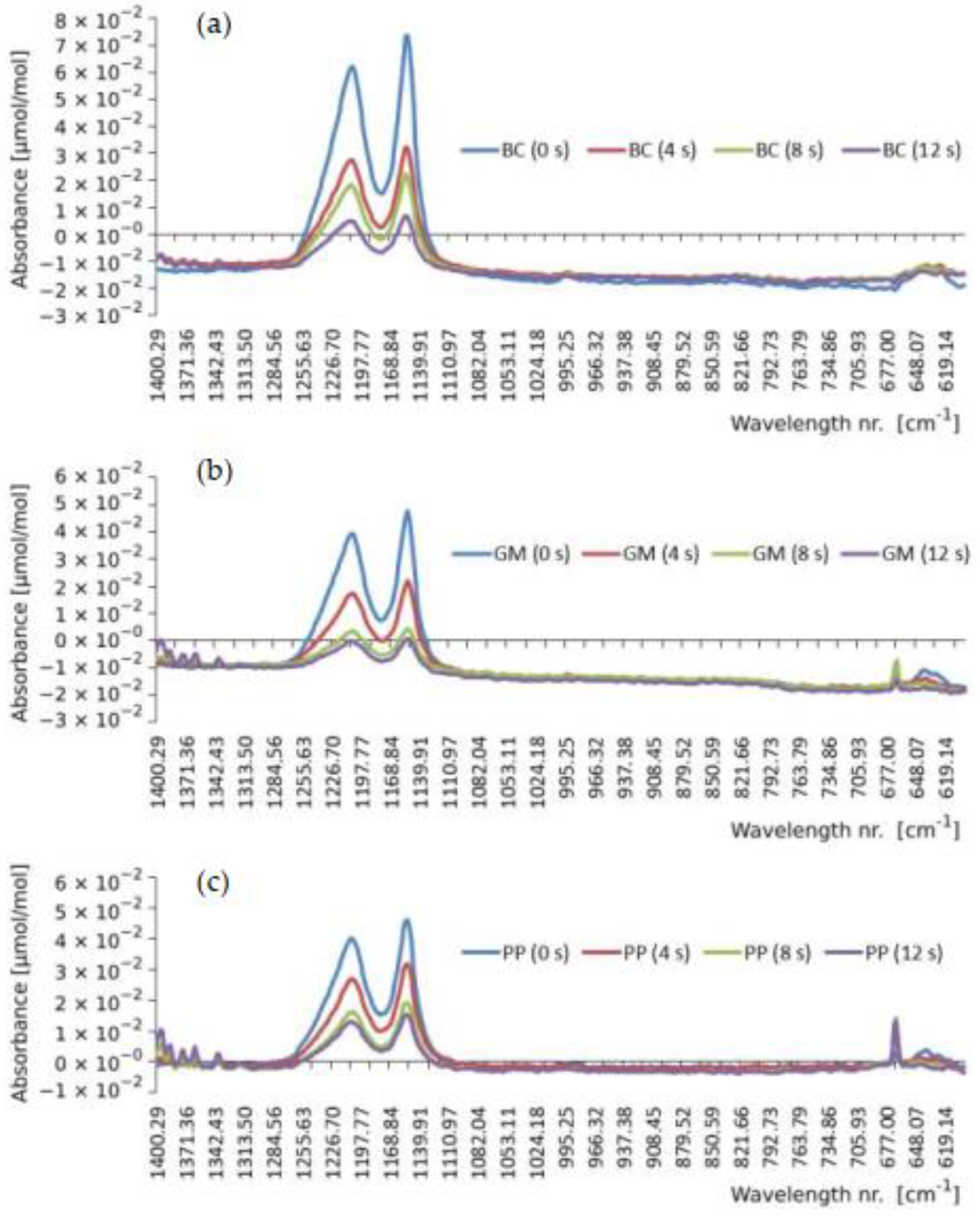
3.5. FTIR Analysis
4. Conclusions
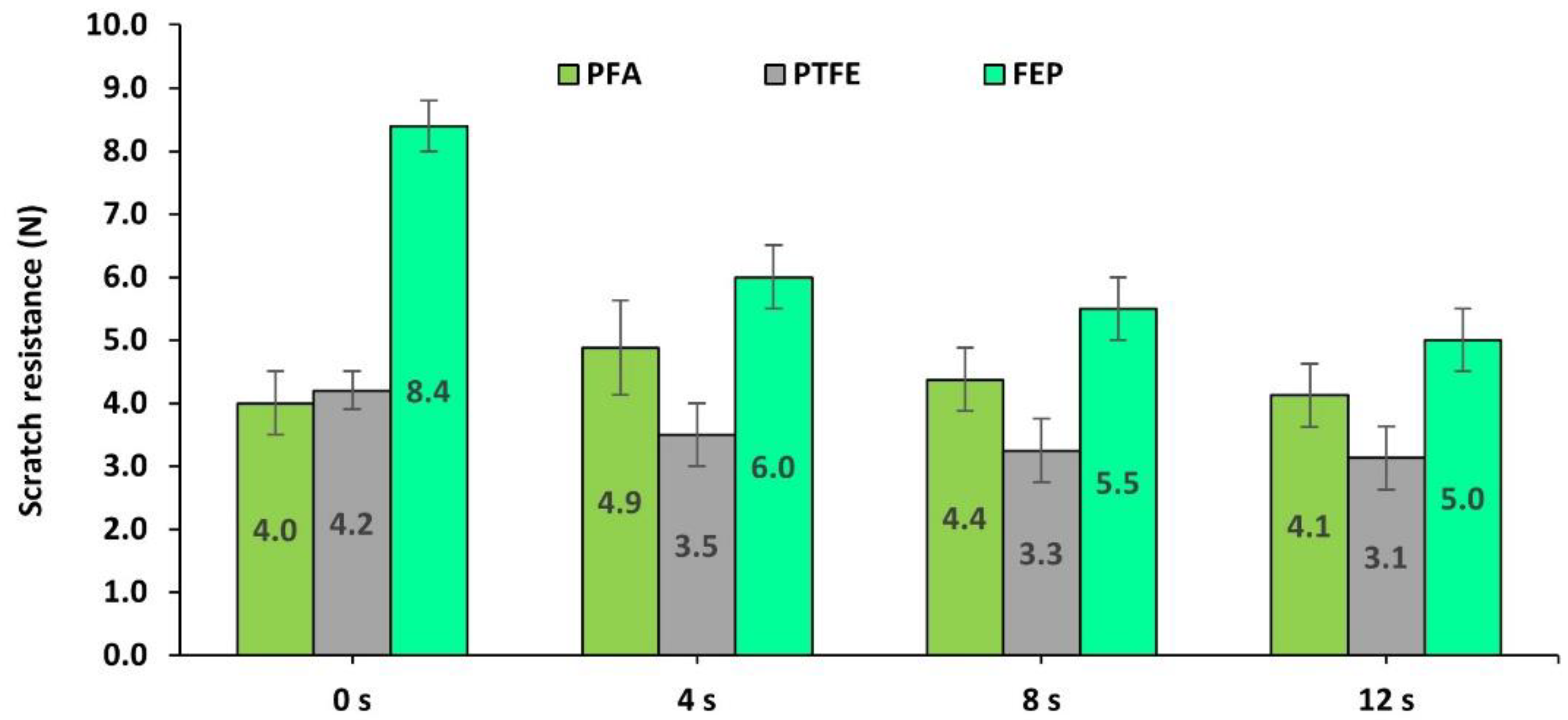
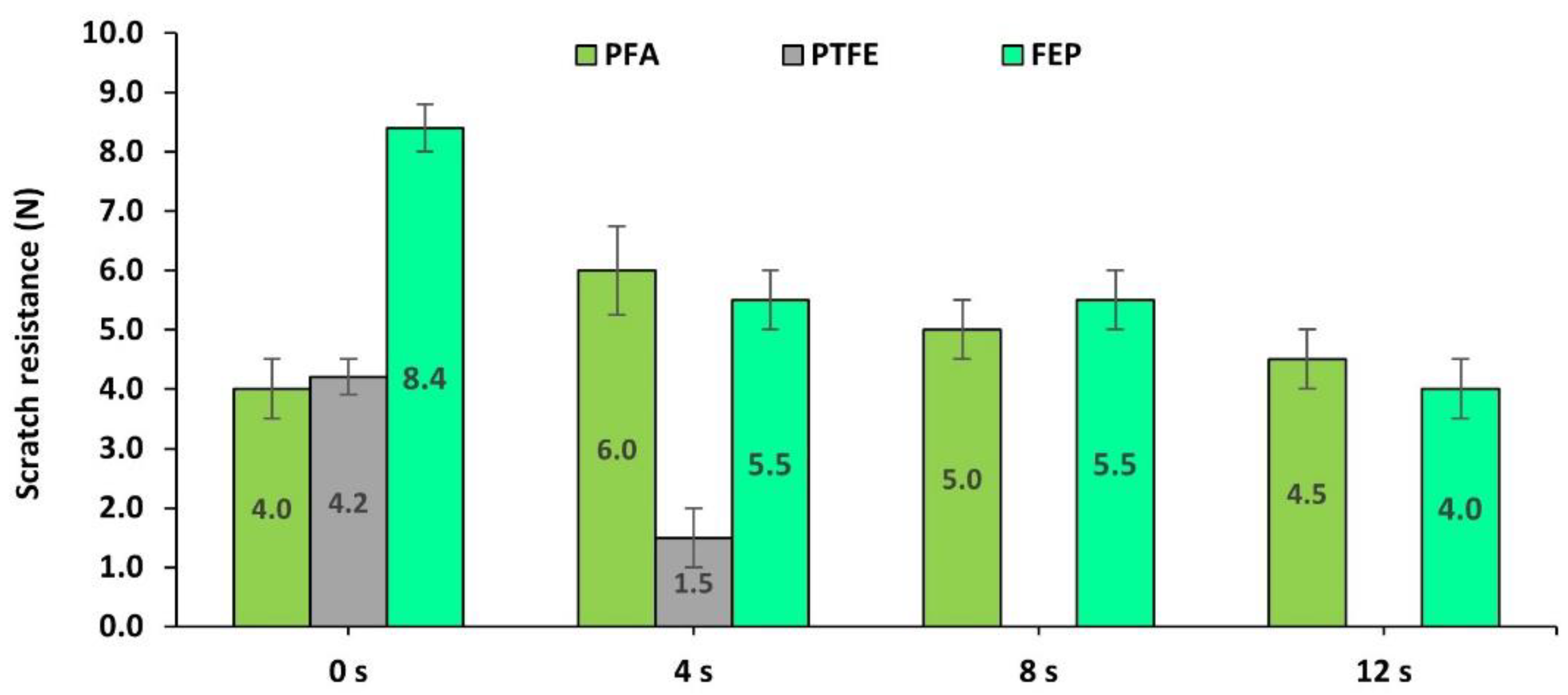
- In the type of wear due to impact and shearing (brown corundum), the best option is the PFA fluoropolymer coating, and the FEP-based coating is second.
- When the coatings have been subjected to prolonged wear cycles with brown corundum, the FEP coating showed greater integrity for this use. PTFE should not be used for this type of wear.
- In the type of wear generated by the compressive effect (glass microspheres), PTFE-based coatings have shown the best performance. As a second option, the FEP coating could be selected.
- The higher relative thicknesses of the FEP coating could be more advantageous than the lower thickness of PTFE for applications in which the integrity of the coating is required after a long duration of exposure to the type of wear induced by the pressure application of glass microspheres.
- In the type of wear due to stretching until delamination (polymeric particles), PFA has shown the best performance followed by FEP.
- Even in applications with long wear times induced by plastic particles, the PFA coating has shown the best behaviour. PTFE should not be used in these conditions since is very sensitive to this type of wear.
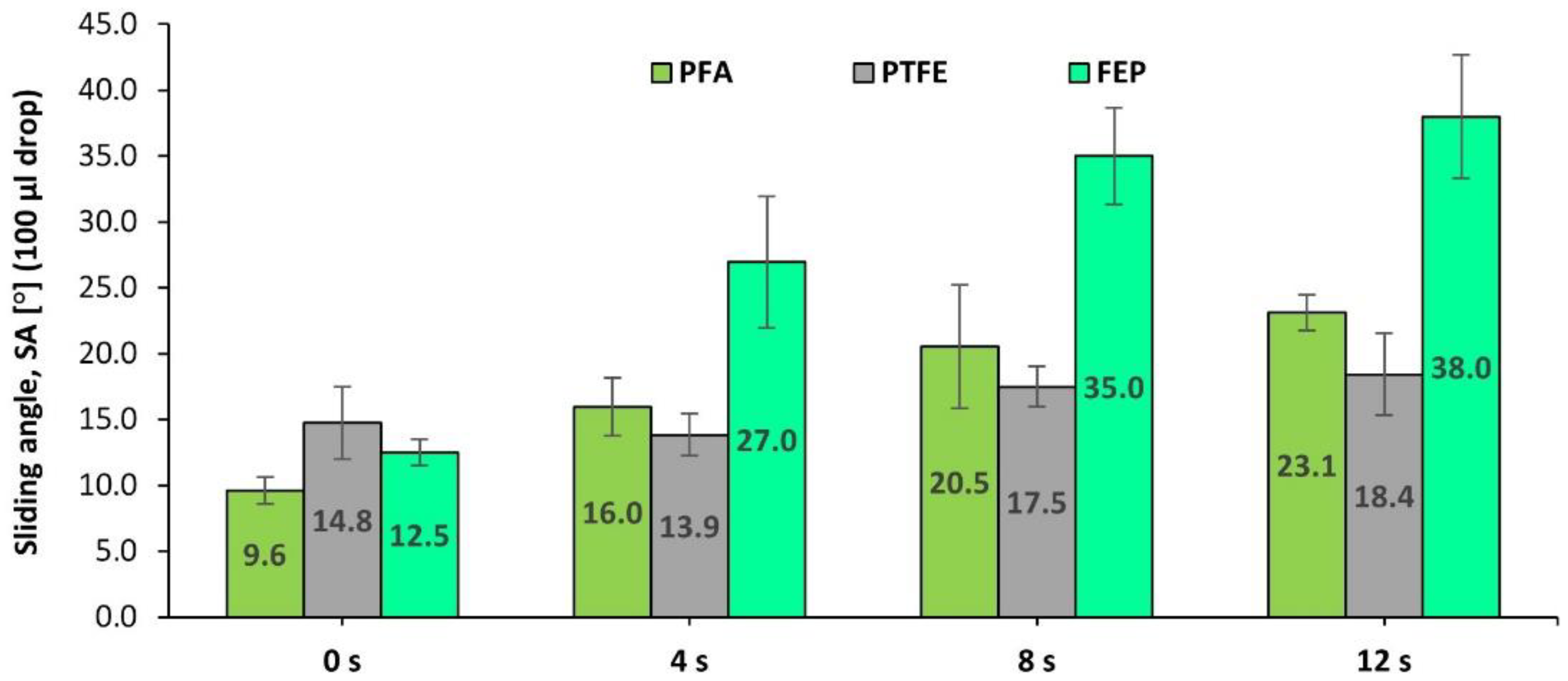
- The sliding angle (SA) was significantly worsened by the effects of abrasion that separates the coatings from the substrate by shearing or stretching (brown corundum and plastic particles).
- On the contrary, the hydrophobic yield remained much less altered when the effect of wear was reduced to a purely compressive effect (glass microspheres).
- FTIR analysis has identified the fluoropolymers and shows results consistent with the levels of wear associated with the blasting parameters.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Gardiner, J. Fluoropolymers: Origin, Production, and Industrial and Commercial Applications. Aust. J. Chem. 2015, 68, 13. [Google Scholar] [CrossRef]
- Hougham, G.; Cassidy, P.E.; Johns, K.; Davidson, T. (Eds.) Fluoropolymers 2. Propierties; Kluwer Academic Publisher: Alphen aan den Rijn, The Netherlands, 2002; ISBN 0306469197. [Google Scholar]
- Drobny, J.G. Technology of Fluoropolymers, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2008; Volume 71, ISBN 978-1-42-006317-2. [Google Scholar]
- Thomas, P. The Use of Fluoropdymers for Non-Stick Cooking Utensils. Surf. Coat. Int. 1998, 12, 604–609. [Google Scholar] [CrossRef]
- Guerrero-Vaca, G.; Carrizo-Tejero, D.; Rodríguez-Alabanda, Ó.; Romero, P.E.; Molero, E. Experimental Study for the Stripping of PTFE Coatings on Al-Mg Substrates Using Dry Abrasive Materials. Materials 2020, 13, 799. [Google Scholar] [CrossRef] [Green Version]
- Ameduri, B. Fluoropolymers: The Right Material for the Right Applications. Chem.–A Eur. J. 2018, 24, 18830–18841. [Google Scholar] [CrossRef]
- Peng, H. Synthesis and Application of Fluorine-Containing Polymers with Low Surface Energy. Polym. Rev. 2019, 59, 739–757. [Google Scholar] [CrossRef]
- Andreatta, F.; Lanzutti, A.; Aneggi, E.; Gagliardi, A.; Rondinella, A.; Simonato, M.; Fedrizzi, L. Degradation of PTFE Non-Stick Coatings for Application in the Food Service Industry. Eng. Fail. Anal. 2020, 115, 104652. [Google Scholar] [CrossRef]
- Ebnesajjad, S. Fluoroplastics, Volume 2: Melt Processible Fluoropolymers—The Definitive User’s Guide and Data Book; Plastics Design Library; Elsevier Science: Amsterdam, The Netherlands, 2015; ISBN 9781455731985. [Google Scholar]
- Barhoumi, N.; Khlifi, K.; Maazouz, A.; Lamnawar, K. Fluorinated Ethylene Propylene Coatings Deposited by a Spray Process: Mechanical Properties, Scratch and Wear Behavior. Polymers 2022, 14, 347. [Google Scholar] [CrossRef]
- Teng, H. Overview of the Development of the Fluoropolymer Industry. Appl. Sci. 2012, 2, 496–512. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Zhang, J.; Lu, Z.; Park, H.-Y.; Jung, Y.-G.; Park, H.; Koo, D.D.; Sinatra, R.; Zhang, J. Removal and Repair Techniques for Thermal Barrier Coatings: A Review. Trans. IMF 2020, 98, 121–128. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Casais, R.B.; Martinho, R.P.; Baptista, A.P.M. Role of Abrasive Material on Micro-Abrasion Wear Tests. Wear 2011, 271, 2632–2639. [Google Scholar] [CrossRef]
- Stewart, D.A.; Shipway, P.H.; McCartney, D.G. Abrasive Wear Behaviour of Conventional and Nanocomposite HVOF-Sprayed WC–Co Coatings. Wear 1999, 225, 789–798. [Google Scholar] [CrossRef]
- Thakare, M.R.; Wharton, J.A.; Wood, R.J.K.; Menger, C. Effect of Abrasive Particle Size and the Influence of Microstructure on the Wear Mechanisms in Wear-Resistant Materials. Wear 2012, 276, 16–28. [Google Scholar] [CrossRef]
- Wu, L.; Guo, X.; Zhang, J. Abrasive Resistant Coatings—A Review. Lubricants 2014, 2, 66–89. [Google Scholar] [CrossRef] [Green Version]
- De Pellegrin, D.V.; Torrance, A. Characterisation of Abrasive Particles and Surfaces in Grinding. In Proceedings of the Diamond at Work Conference, Barcelona, Spain, 18–23 June 2006; Available online: http://hdl.handle.net/2262/10918 (accessed on 27 September 2022).
- da Silva, W.M.; Costa, H.L.; de Mello, J.D.B. Transitions in Abrasive Wear Mechanisms: Effect of the Superimposition of Interactions. Wear 2011, 271, 977–986. [Google Scholar] [CrossRef]
- Guerrero-Vaca, G.; Rodríguez-Alabanda, Ó.; Romero, P.E.; Soriano, C.; Molero, E.; Lambarri, J. Stripping of PFA Fluoropolymer Coatings Using a Nd:YAG Laser (Q-Switch) and an Yb Fiber Laser (CW). Polymers 2019, 11, 1738. [Google Scholar] [CrossRef] [Green Version]
- Zouari, B.; Touratier, M. Simulation of Organic Coating Removal by Particle Impact. Wear 2002, 253, 488–497. [Google Scholar] [CrossRef] [Green Version]
- Hutchings, I.M. Mechanisms of Wear in Powder Technology: A Review. Powder Technol. 1993, 76, 3–13. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Khaladkar, P.R. Fluoropolymer Applications in the Chemical Processing Industries: The Definitive User’s Guide and Databook; Plastics Design Library Fluorocarbon; Elsevier Science: Amsterdam, The Netherlands, 2004; ISBN 978-0-81-551729-0. [Google Scholar]
- Guzanová, A.; Brezinová, J.; Draganovská, D.; Jaš, F. A Study of the Effect of Surface Pre-Treatment on the Adhesion of Coatings. J. Adhes. Sci. Technol. 2014, 28, 1754–1771. [Google Scholar] [CrossRef]
- Matsubara, V.H.; Leong, B.W.; Leong, M.J.L.; Lawrence, Z.; Becker, T.; Quaranta, A. Cleaning Potential of Different Air Abrasive Powders and Their Impact on Implant Surface Roughness. Clin. Implant Dent. Relat. Res. 2020, 22, 96–104. [Google Scholar] [CrossRef]
- Stachowiak, G.W. Particle Angularity and Its Relationship to Abrasive and Erosive Wear. Wear 2000, 241, 214–219. [Google Scholar] [CrossRef]
- Sari, N.Y. Influence of Erodent Particle Types on Solid Particle Erosion of Polyphenylene Sulphide Composite under Low Particle Speed. Polym. Compos. 2009, 30, 1442–1449. [Google Scholar] [CrossRef]
- Nobuaki, A.; Keiichi, Y.; Takashi, S. Effects of Air Abrasion with Alumina or Glass Beads on Surface Characteristics of CAD/CAM Composite Materials and the Bond Strength of Resin Cements. J. Appl. Oral Sci. 2015, 23, 629–636. [Google Scholar] [CrossRef]
- Lennon, J.J.; Mallon, P.J. Investigation of the Effects of Plastic Media Blasting (PMB) on Advanced Composites. Key Eng. Mater. 1992, 72, 323–330. [Google Scholar] [CrossRef]
- Üner, Ü.; Orak, S.; Sofuoğlu, M.A. Effect of Plastic Media Blasting Method on Mechanical Properties of Al 2024-T6 Alloy. J. Mech. Sci. Technol. 2016, 30, 4559–4564. [Google Scholar] [CrossRef]
- Zhu, Y.S.; Sun, D.; Lu, W.Z.; Ko, T.J. Development of Coating Removing from GFRP Surface by Abrasive Air Jet Using Amino Thermoset Plastic Abrasive. Int. J. Precis. Eng. Manuf. Technol. 2022, 1–16. [Google Scholar] [CrossRef]
- Sprang, N.; Theirich, D.; Engemann, J. Surface modification of fluoropolymers by microwave plasmas: FTIR investigations. Surf. Coat. Technol. 1998, 98, 865–871. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Resin | RAL Colour | Thickness (μm) | Scratch Resistance (N) | Roughness Ra (μm) | Sliding Angle SA (°) |
|---|---|---|---|---|---|---|
| TF-76521 | PFA | 130 40 20 | 115.9 ± 14.7 | 4.0 ± 0.5 | 0.77 ± 0.12 | 9.6 ± 1.0 |
| TF-3531 | FEP | 140 40 30 | 77.9 ± 12.8 | 8.4 ± 0.4 | 0.81 ± 0.09 | 12.52 ± 1.0 |
| TF-851 E | PTFE | 220 20 05 | 30.11 ± 5.4 | 4.2 ± 0.3 | 0.83 ± 0.10 | 14.75 ± 2.7 |
| Abrasive | Mohs Hardness | Grain Size (μm) | Specific Weight (g/cm3) |
|---|---|---|---|
| Brown corundum | 9 | 106–150 | 3.9–4.0 |
| Glass microspheres | 6 | 300–200 | 2.5 |
| Polymeric plastic particles | 4 | 850–600 | 1.5–1.6 |
| Coating | % Thickness Variation (μm) | % Scratch Resistance Variation (N) | Roughness Ra (μm) | Sliding Angle SA for 100 µL Drop (°) |
|---|---|---|---|---|
| PFA | −11.6 | +12.2 | 2.70 | 25.6 |
| FEP | −13.1 | −28.7 | 1.47 | >30 |
| PTFE | −23.9 | −19.1 | 1.69 | 21.4 |
| Coating | % Thickness Variation (μm) | % Scratch Resistance Variation (N) | Roughness Ra (μm) | Sliding Angle SA for 100 µL Drop (°) |
|---|---|---|---|---|
| PFA | −14.6 | −12.5 | 3.07 | 16.0 |
| FEP | −11.2 | −10.9 | 1.95 | 27.0 |
| PTFE | −10.2 | −11.6 | 2.75 | 13.9 |
| Coating | % Thickness Variation (μm) | % Scratch Resistance Variation (N) | Roughness Ra (μm) | Sliding Angle SA for 100 µL Drop (°) |
|---|---|---|---|---|
| PFA | −8.08 | +33.3 | 7.74 | 23.03 |
| FEP | −8.94 | −34.52 | 7.73 | 23.31 |
| PTFE | −70.11 | −58.54 | 9.33 | >30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guerrero-Vaca, G.; Rodríguez-Alabanda, O. Analysis of Wear Phenomena Produced by Erosion with Abrasive Particles against Fluoropolymeric Coatings. Polymers 2022, 14, 4617. https://doi.org/10.3390/polym14214617
Guerrero-Vaca G, Rodríguez-Alabanda O. Analysis of Wear Phenomena Produced by Erosion with Abrasive Particles against Fluoropolymeric Coatings. Polymers. 2022; 14(21):4617. https://doi.org/10.3390/polym14214617
Chicago/Turabian StyleGuerrero-Vaca, Guillermo, and Oscar Rodríguez-Alabanda. 2022. "Analysis of Wear Phenomena Produced by Erosion with Abrasive Particles against Fluoropolymeric Coatings" Polymers 14, no. 21: 4617. https://doi.org/10.3390/polym14214617