
Reducing Magnesium within Seawater Used in Mineral Processing to Improve Water Recovery and Rheological Properties When Dewatering Clay-Based Tailings

 , , and
, , and
Abstract
:1. Introduction
2. Methodology
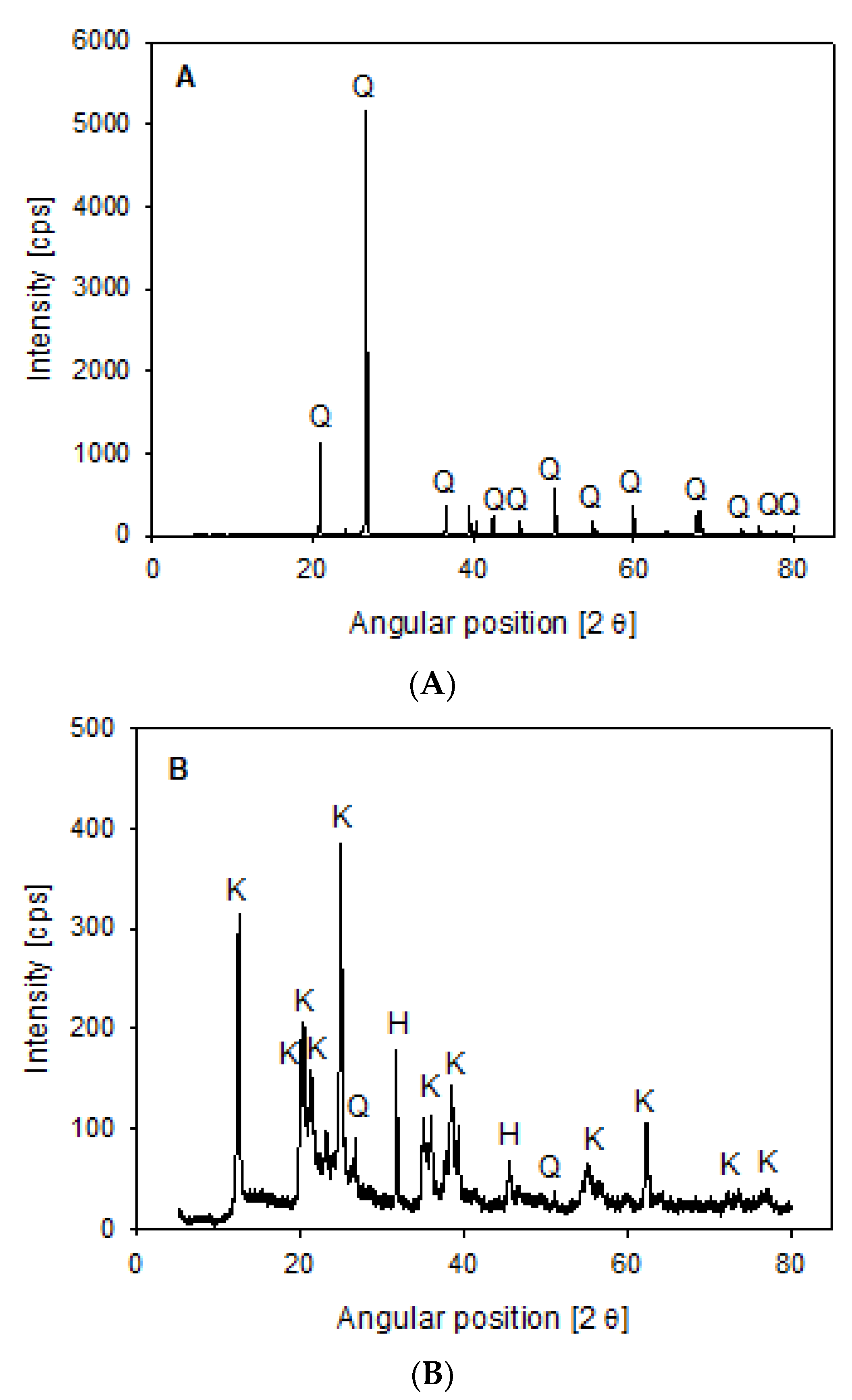
2.1. Materials
2.2. Magnesium Removal Treatment
2.3. Aggregate Characterization
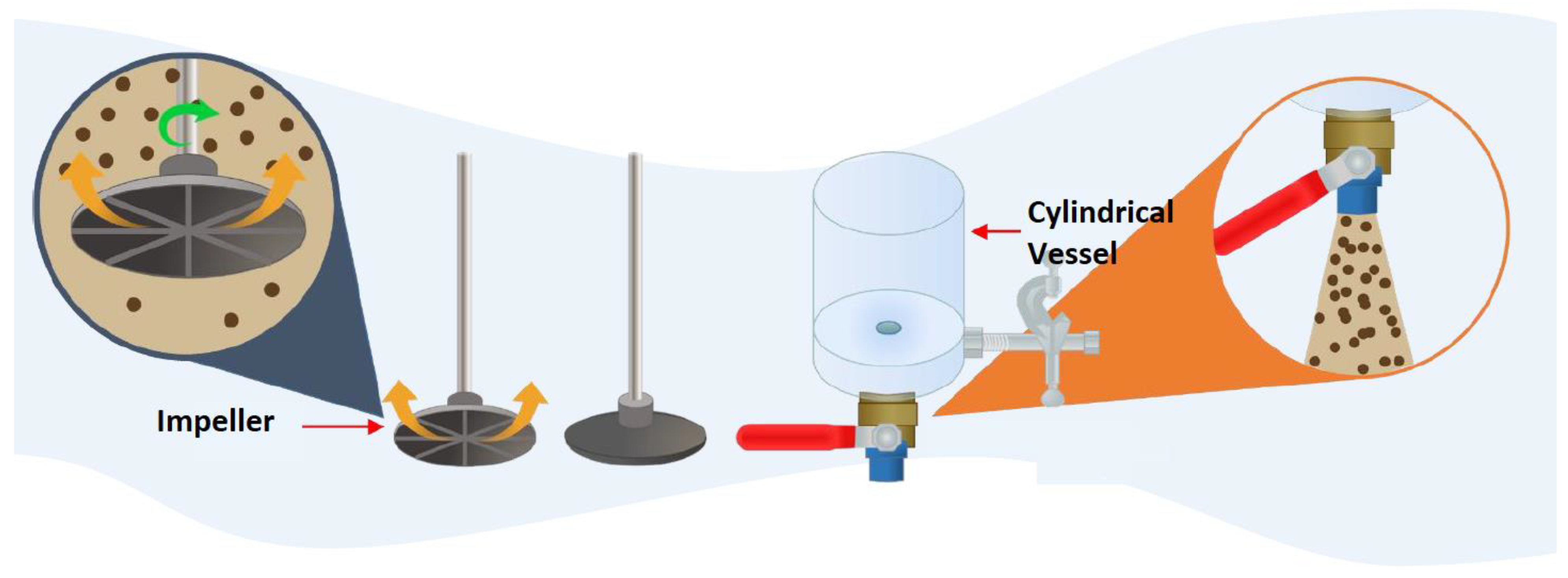
2.4. Settling Tests
2.5. Yield Stress
3. Results and Analysis
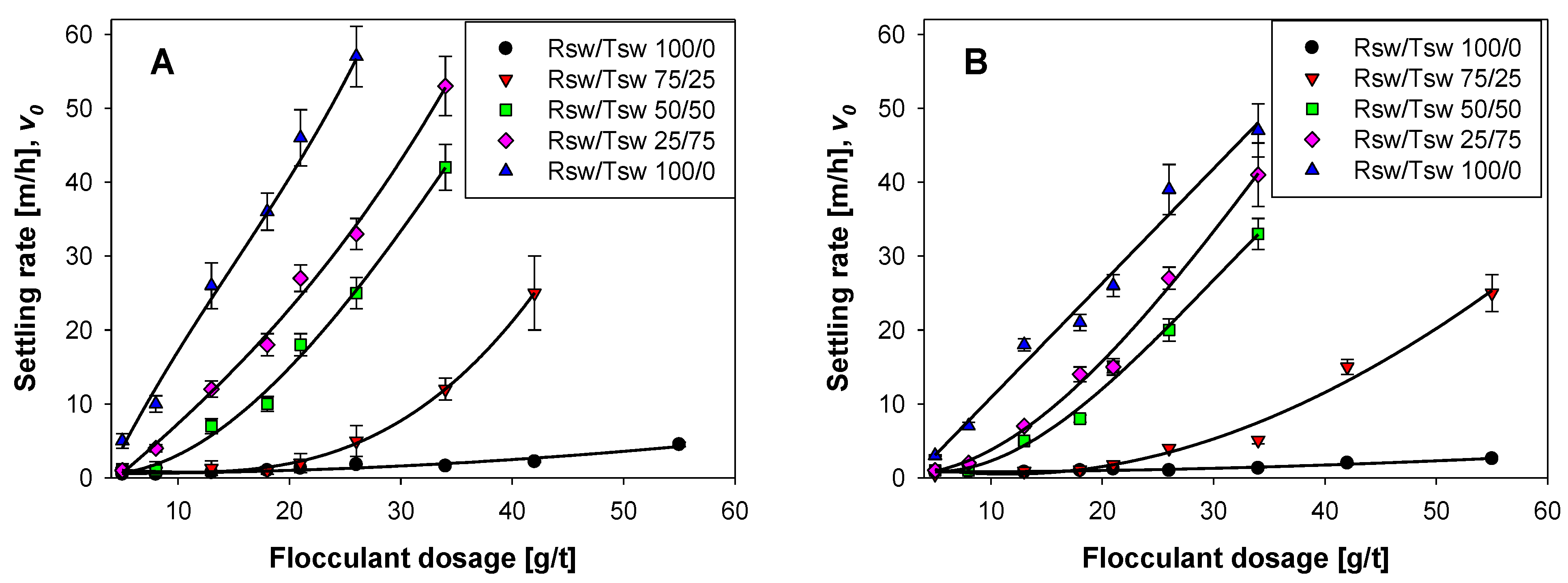
3.1. Sedimentation
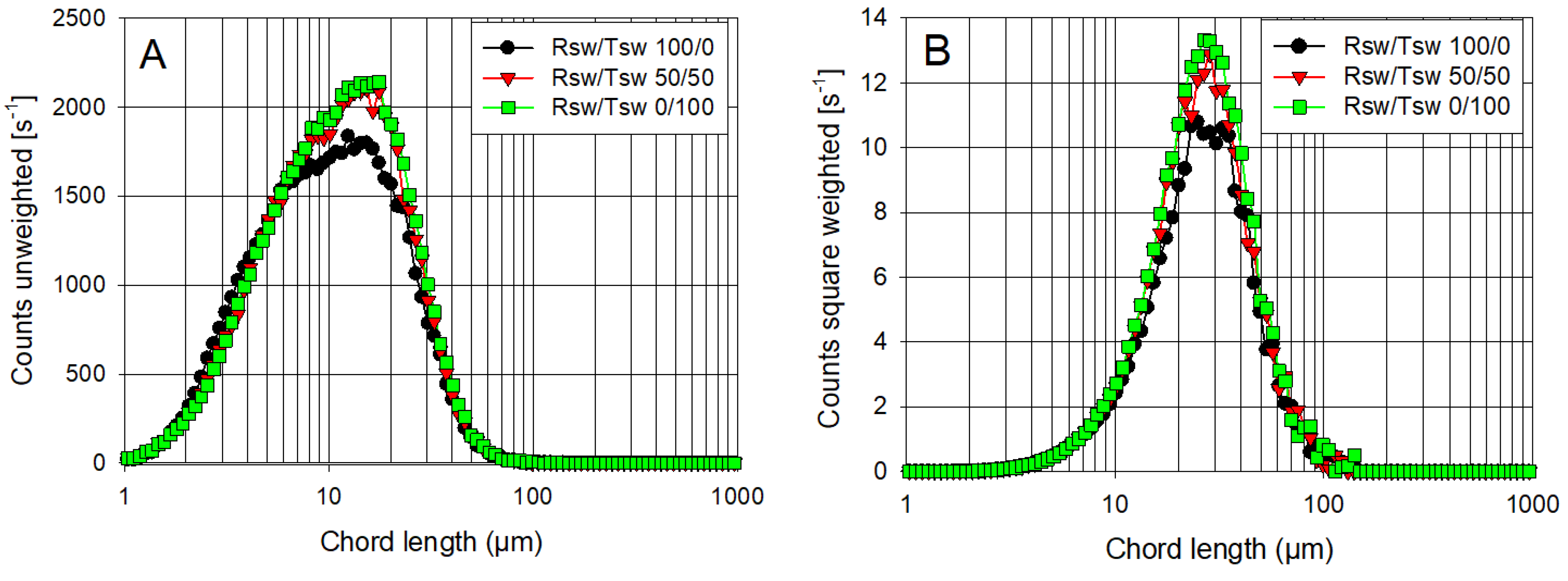
3.2. Particle and Aggregate Characterization
3.3. Rheological Behavior
- (i.)
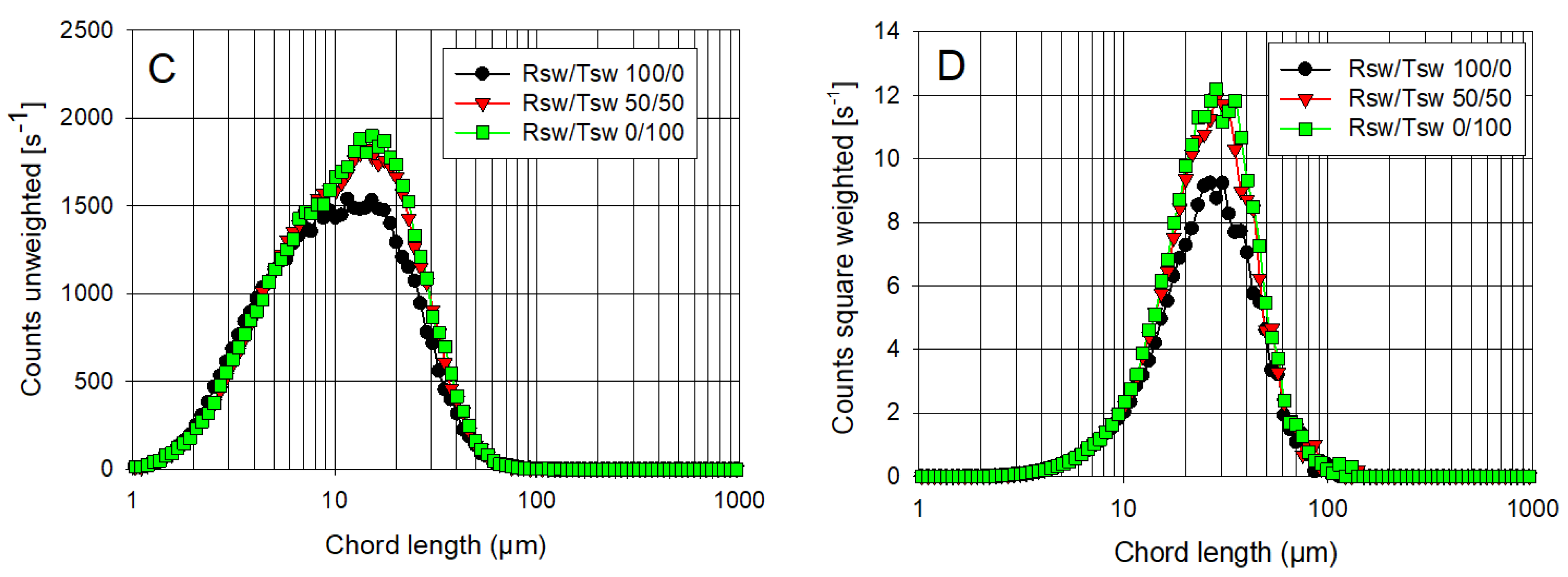
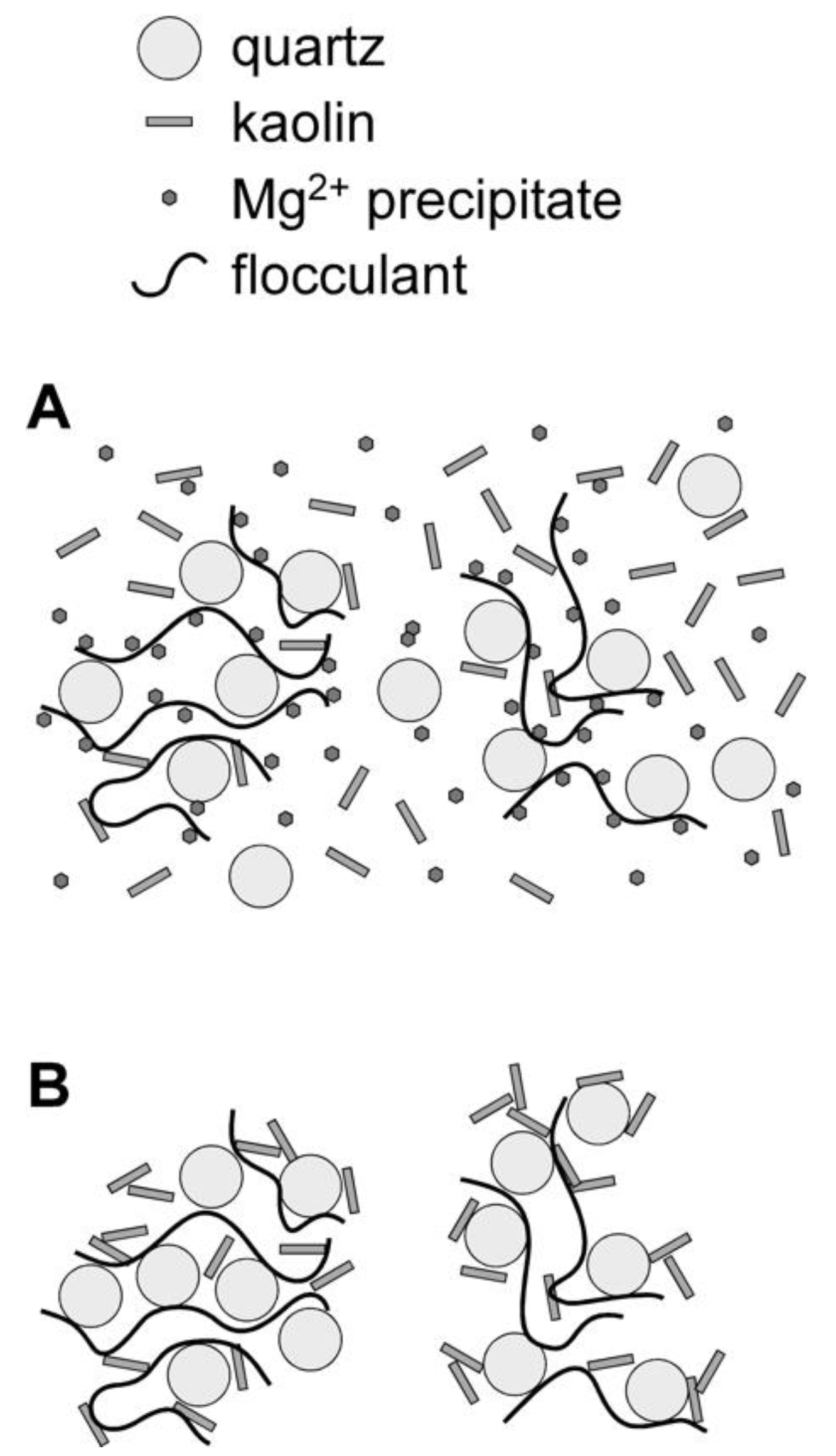
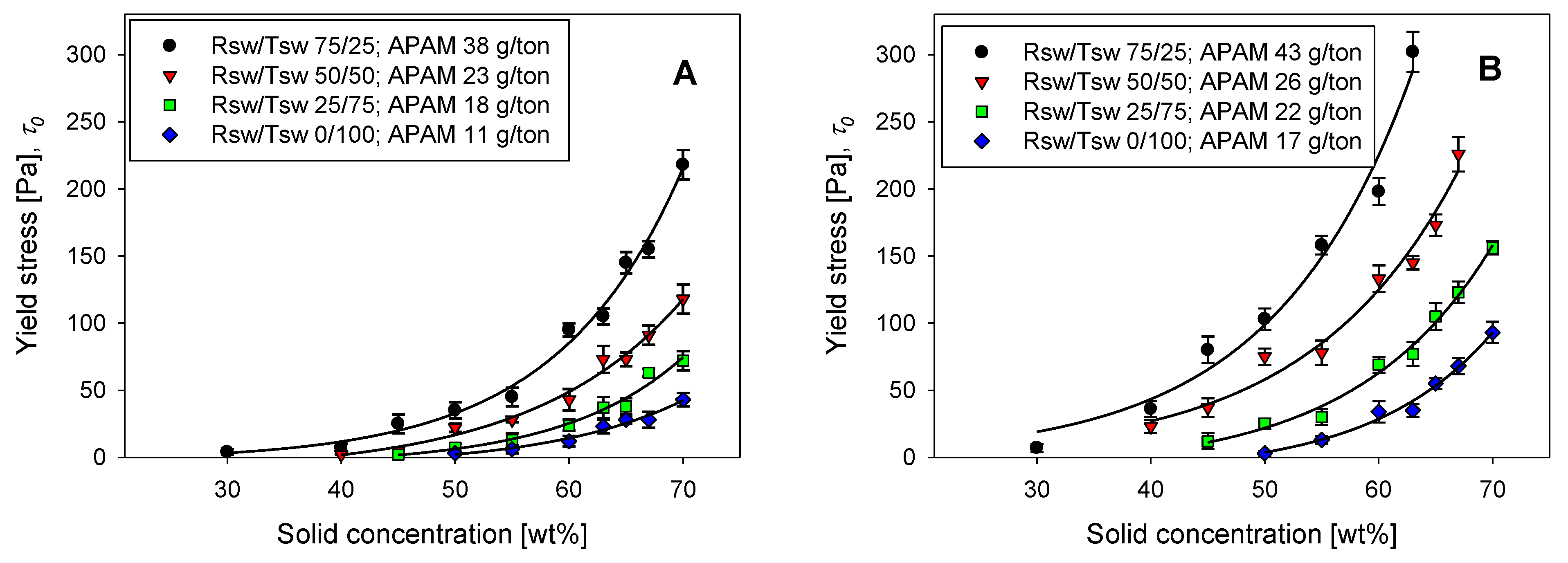
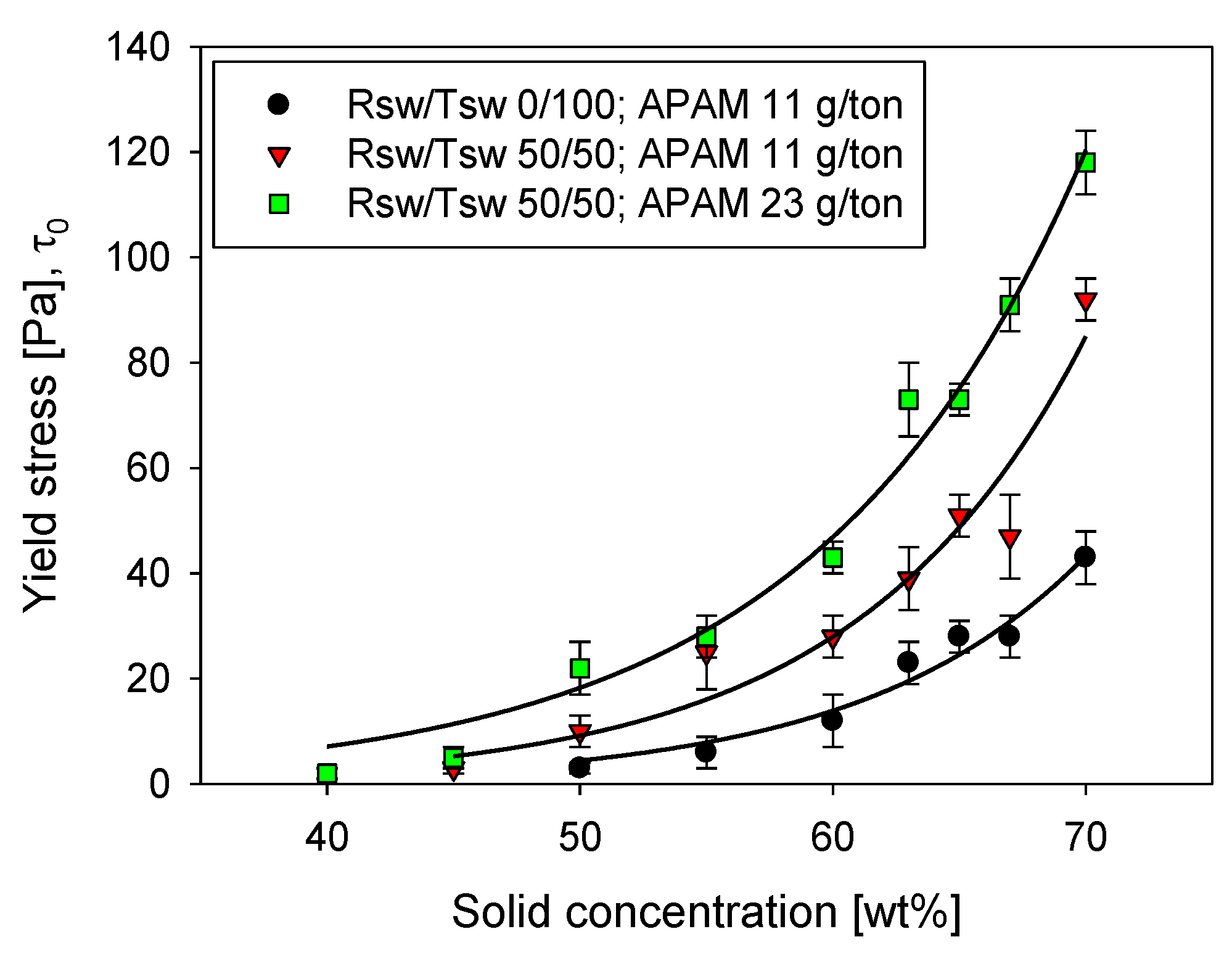
- The presence of precipitates implies a higher proportion of fine solids in the suspension. The solid concentrations in Figure 10 were calculated based on the synthetic tailings solids only, with the total mass of the formed precipitates themselves only then accounting for a shift in the order of 0.2–0.3 wt%. However, rheological responses within mineral systems are dominated by the fines fraction [16,17], and the capture of such fines during flocculation, as illustrated in Figure 9, will also lead to lower density aggregates, with higher effective aggregate volumes for a given mass.
- (ii.)
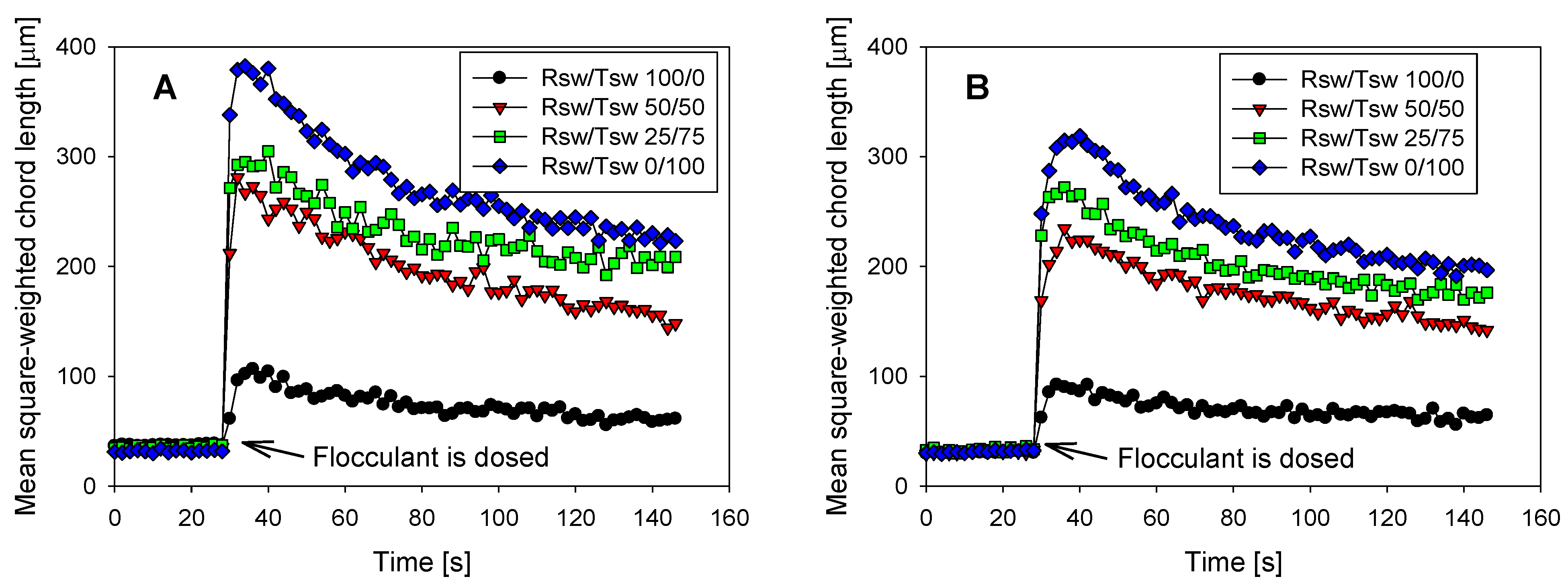
- As the magnesium content within the water used to prepare the suspension was lowered, the flocculant dosage then required to achieve the targeted settling rate (20 m/h) reduced, more than halving, going from 25 to 100% Tsw. Therefore, there is a direct effect on the amount of flocculant in each system, with the impact of higher dosages during initial flocculation persisting after sedimentation and consolidation to impact the strength of the particle networks within the high solids suspensions [25,37,38].
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Northey, S.A.; Mudd, G.M.; Werner, T.T.; Jowitt, S.M.; Haque, N.; Yellishetty, M.; Weng, Z. The exposure of global base metal resources to water criticality, scarcity and climate change. Glob. Environ. Chang. 2017, 44, 109–124. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.-J.; Loizidou, M. Desalination brine disposal methods and treatment technologies—A review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef] [PubMed]
- Sadhwani, J.J.; Veza, J.M.; Santana, C. Case studies on environmental impact of seawater desalination. Desalination 2005, 185, 1–8. [Google Scholar] [CrossRef]
- Cornejo, P.K.; Santana, M.V.E.; Hokanson, D.R.; Mihelcic, J.R.; Zhang, Q. Carbon footprint of water reuse and desalination: A review of greenhouse gas emissions and estimation tools. J. Water Reuse Desalin. 2014, 4, 238–252. [Google Scholar] [CrossRef]
- Cisternas, L.A.; Gálvez, E.D. The use of seawater in mining. Miner. Process. Extr. Metall. Rev. 2018, 39, 18–33. [Google Scholar] [CrossRef]
- Mu, Y.; Peng, Y.; Lauten, R.A. The depression of pyrite in selective flotation by different reagent systems—A Literature review. Miner. Eng. 2016, 96–97, 143–156. [Google Scholar] [CrossRef]
- Zanin, M.; Lambert, H.; du Plessis, C.A. Lime use and functionality in sulphide mineral flotation: A review. Miner. Eng. 2019, 143, 105922. [Google Scholar] [CrossRef]
- Jeldres, R.I.; Arancibia-Bravo, M.P.; Reyes, A.; Aguirre, C.E.; Cortes, L.; Cisternas, L.A. The impact of seawater with calcium and magnesium removal for the flotation of copper-molybdenum sulphide ores. Miner. Eng. 2017, 109, 10–13. [Google Scholar] [CrossRef]
- Castro, S.; Lopez-Valdivieso, A.; Laskowski, J.S. Review of the flotation of molybdenite. Part I: Surface properties and floatability. Int. J. Miner. Process. 2016, 148, 48–58. [Google Scholar] [CrossRef]
- Ramos, J.J.; Leiva, W.H.; Castillo, C.N.; Ihle, C.F.; Fawell, P.D.; Jeldres, R.I. Seawater flocculation of clay-based mining tailings: Impact of calcium and magnesium precipitation. Miner. Eng. 2020, 154, 106417. [Google Scholar] [CrossRef]
- Castro, S. Use of seawater and other saline water (salinity between 1–7%) pre-treated with lime or other alkalinizing reagents, on mineral flotation process, where the pre-treatment removes the ions of seawater hardness without significantly altering its salinity. Chil. Pat. 2010, 52248. [Google Scholar]
- Jeldres, M.; Piceros, E.C.; Toro, N.; Robles, P.; Nieto, S.; Quezada, G.R.; Jeldres, R.I. Enhancing the sedimentation of clay-based tailings in seawater by magnesium removal treatment. Sep. Purif. Technol. 2020, 242, 116762. [Google Scholar] [CrossRef]
- Cruz, C.; Ramos, J.; Robles, P.; Leiva, W.H.; Jeldres, R.I.; Cisternas, L.A. Partial seawater desalination treatment for improving chalcopyrite floatability and tailing flocculation with clay content. Miner. Eng. 2020, 151, 106307. [Google Scholar] [CrossRef]
- Arias, D.; Villca, G.; Pánico, A.; Cisternas, L.A.; Jeldres, R.I.; González-Benito, G.; Rivas, M. Partial desalination of seawater for mining processes through a fluidized bed bioreactor filled with immobilized cells of Bacillus subtilis LN8B. Desalination 2020, 482, 114388. [Google Scholar] [CrossRef]
- Nguyen, Q.D.; Boger, D.V. Application of rheology to solving tailings disposal problems. Int. J. Miner. Process. 1998, 54, 217–233. [Google Scholar] [CrossRef]
- Boger, D.V. Rheology of slurries and environmental impacts in the mining industry. Annu. Rev. Chem. Biomol. Eng. 2013, 4, 239–257. [Google Scholar] [CrossRef]
- Sofrá, F.; Boger, D.V. Environmental rheology for waste minimisation in the minerals industry. Chem. Eng. J. 2002, 86, 319–330. [Google Scholar] [CrossRef]
- Boger, D.V. Rheology and the minerals industry. Miner. Process. Extr. Metall. Rev. 2000, 20, 1–25. [Google Scholar] [CrossRef]
- Adiansyah, J.S.; Rosano, M.; Vink, S.; Keir, G. A framework for a sustainable approach to mine tailings management: Disposal strategies. J. Clean. Prod. 2015, 108, 1050–1062. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Harbottle, D.; Liu, Q.; Xu, Z. Current state of fine mineral tailings treatment: A critical review on theory and practice. Miner. Eng. 2014, 58, 113–131. [Google Scholar] [CrossRef]
- Johnson, S.B.; Franks, G.V.; Scales, P.J.; Boger, D.V.; Healy, T.W. Surface chemistry-rheology relationships in concentrated mineral suspensions. Int. J. Miner. Process. 2000, 58, 267–304. [Google Scholar] [CrossRef]
- Zhou, Y.; Yu, H.; Wanless, E.J.; Jameson, G.J.; Franks, G.V. Influence of polymer charge on the shear yield stress of silica aggregated with adsorbed cationic polymers. J. Colloid Interface Sci. 2009, 336, 533–543. [Google Scholar] [CrossRef]
- Jeldres, R.I.; Piceros, E.C.; Leiva, W.H.; Toledo, P.G.; Herrera, N. Viscoelasticity and yielding properties of flocculated kaolinite sediments in saline water. Colloids Surf. A Physicochem. Eng. Asp. 2017, 529, 1009–1015. [Google Scholar] [CrossRef]
- Neelakantan, R.; Vaezi, G.F.; Sanders, R.S. Effect of shear on the yield stress and aggregate structure of flocculant-dosed, concentrated kaolinite suspensions. Miner. Eng. 2018, 123, 95–103. [Google Scholar] [CrossRef]
- Jeldres, M.; Piceros, E.C.; Toro, N.; Torres, D.; Robles, P.; Leiva, W.H.; Jeldres, R.I. Copper tailing flocculation in seawater: Relating the yield stress with fractal aggregates at varied mixing conditions. Metals 2019, 9, 1295. [Google Scholar] [CrossRef] [Green Version]
- Avadiar, L.; Leong, Y.K.; Fourie, A.; Nugraha, T.; Clode, P.L. Source of Unimin kaolin rheological variation-Ca2+ concentration. Colloids Surf. A Physicochem. Eng. Asp. 2014, 459, 90–99. [Google Scholar] [CrossRef]
- Avadiar, L.; Leong, Y.K.; Fourie, A. Physicochemical behaviors of kaolin slurries with and without cations-Contributions of alumina and silica sheets. Colloids Surf. A Physicochem. Eng. Asp. 2015, 468, 103–113. [Google Scholar] [CrossRef]
- Jeldres, M.; Piceros, E.; Robles, P.A.; Toro, N.; Jeldres, R.I. Viscoelasticity of quartz and kaolin slurries in seawater: Importance of magnesium precipitates. Metals 2019, 9, 1120. [Google Scholar] [CrossRef] [Green Version]
- El-Manharawy, S.; Hafez, A. Study of seawater alkalization as a promising RO pretreatment method. Desalination 2003, 153, 109–120. [Google Scholar] [CrossRef]
- Irving, L. The precipitation of calcium and magnesium from sea water. J. Mar. Biol. Assoc. UK 1926, 14, 441–446. [Google Scholar] [CrossRef]
- Ayoub, G.M.; Zayyat, R.M.; Al-Hindi, M. Precipitation softening: A pretreatment process for seawater desalination. Environ. Sci. Pollut. Res. 2014, 21, 2876–2887. [Google Scholar] [CrossRef] [PubMed]
- Taylor, M.L.; Morris, G.E.; Self, P.G.; Smart, R.S.C. Kinetics of adsorption of high molecular weight anionic polyacrylamide onto kaolinite: The flocculation process. J. Colloid Interface Sci. 2002, 250, 28–36. [Google Scholar] [CrossRef] [PubMed]
- Grabsch, A.F.; Yahyaei, M.; Fawell, P.D. Number-sensitive particle size measurements for monitoring flocculation responses to different grinding conditions. Miner. Eng. 2020, 145, 106088. [Google Scholar] [CrossRef]
- Quezada, G.R.; Jeldres, M.; Toro, N.; Robles, P.; Toledo, P.G.; Jeldres, R.I. Understanding the flocculation mechanism of quartz and kaolinite with polyacrylamide in seawater: A molecular dynamics approach. Colloids Surf. A Physicochem. Eng. Asp. 2021, 608, 125576. [Google Scholar] [CrossRef]
- Fawell, P. Solid—Liquid separation of clay tailings. In Clays in the Minerals Processing Value Chain; Grafe, M., Klauber, C., McFarlane, A.J., Robinson, D.J., Eds.; Cambridge University Press: Cambridge, UK, 2017; pp. 327–380. [Google Scholar]
- Heath, A.R.; Bahri, P.A.; Fawell, P.D.; Farrow, J.B. Polymer flocculation of calcite: Relating the aggregate size to the settling rate. AIChE J. 2006, 52, 1987–1994. [Google Scholar] [CrossRef]
- Benn, F.A.; Fawell, P.D.; Halewood, J.; Austin, P.J.; Costine, A.D.; Jones, W.G.; Francis, N.S.; Druett, D.C.; Lester, D. Sedimentation and consolidation of different density aggregates formed by polymer-bridging flocculation. Chem. Eng. Sci. 2018, 184, 111–125. [Google Scholar] [CrossRef]
- Ofori, P.; Nguyen, A.V.; Firth, B.; McNally, C.; Ozdemir, O. Shear-induced floc structure changes for enhanced dewatering of coal preparation plant tailings. Chem. Eng. J. 2011, 172, 914–923. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Solubility Product Constant (Kps) |
|---|---|
| Tailings 1: Qz/Kao 90/10 | Tailings 2: Qz/Kao 75/25 | ||
|---|---|---|---|
| Type of Water (Rsw/Tsw) | Dosage (g/t) | Type of Water (Rsw/Tsw) | Dosage (g/t) |
| 75/25 | 38 | 75/25 | 43 |
| 50/50 | 23 | 50/50 | 26 |
| 25/75 | 18 | 25/75 | 22 |
| 0/100 | 11 | 0/100 | 17 |
| Type of Water | Calcium (Ca2+) | Magnesium (Mg2+) |
|---|---|---|
| Raw seawater (Rsw) | 335 mg/L | 70 mg/L |
| Treated seawater (Tsw) | 2210 mg/L | 10 mg/L |
| Mixed seawater (Msw) (Tsw/Rsw = 50/50) | 1215 mg/L | 56 mg/L |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeldres, M.; Toro, N.; Gallegos, S.; Robles, P.; Salazar, I.; Fawell, P.D.; Jeldres, R.I. Reducing Magnesium within Seawater Used in Mineral Processing to Improve Water Recovery and Rheological Properties When Dewatering Clay-Based Tailings. Polymers 2022, 14, 339. https://doi.org/10.3390/polym14020339
Jeldres M, Toro N, Gallegos S, Robles P, Salazar I, Fawell PD, Jeldres RI. Reducing Magnesium within Seawater Used in Mineral Processing to Improve Water Recovery and Rheological Properties When Dewatering Clay-Based Tailings. Polymers. 2022; 14(2):339. https://doi.org/10.3390/polym14020339
Chicago/Turabian StyleJeldres, Matías, Norman Toro, Sandra Gallegos, Pedro Robles, Iván Salazar, Phillip D. Fawell, and Ricardo I. Jeldres. 2022. "Reducing Magnesium within Seawater Used in Mineral Processing to Improve Water Recovery and Rheological Properties When Dewatering Clay-Based Tailings" Polymers 14, no. 2: 339. https://doi.org/10.3390/polym14020339