
Generation of Polyamide 12 Coatings on Stainless Steel Substrates by Directed Energy Deposition with a Thulium-Doped Fiber Laser (DED-LB/P)

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
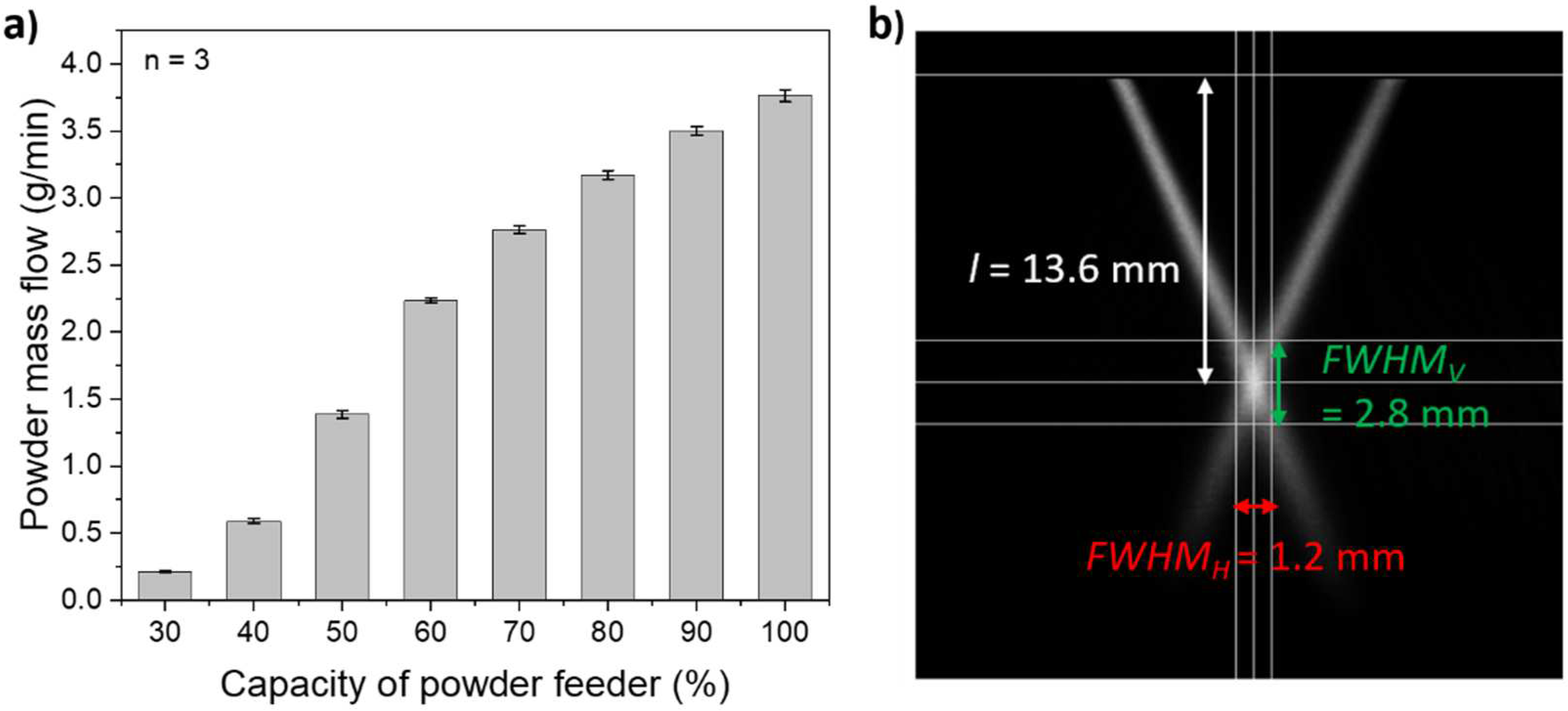
2.1. Powder and Substrate Material
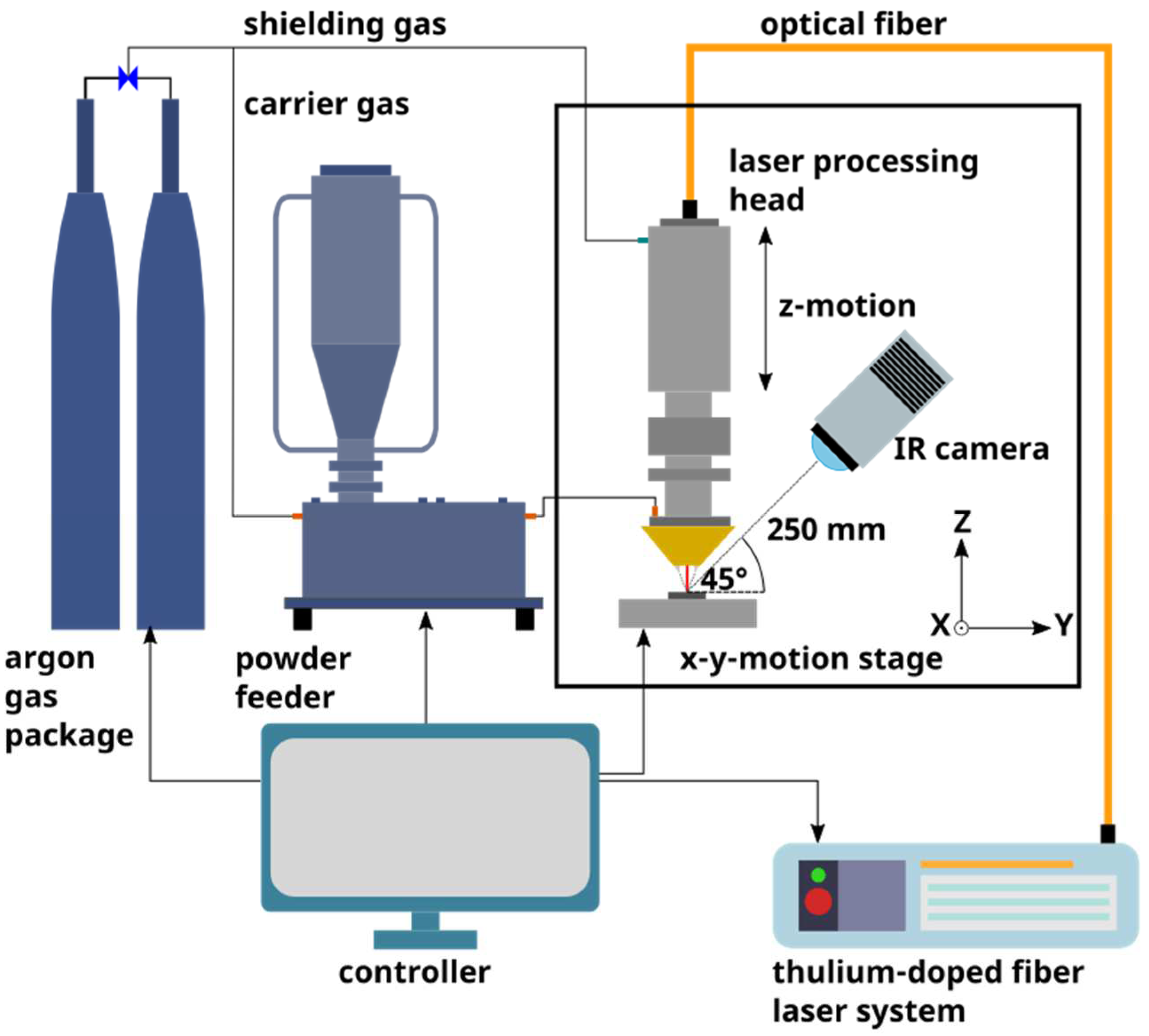
2.2. DED-LB/P Setup
2.3. Deposition of PA12 Coatings
2.4. Analysis of the PA12 Powder and Coatings
3. Results and Discussion
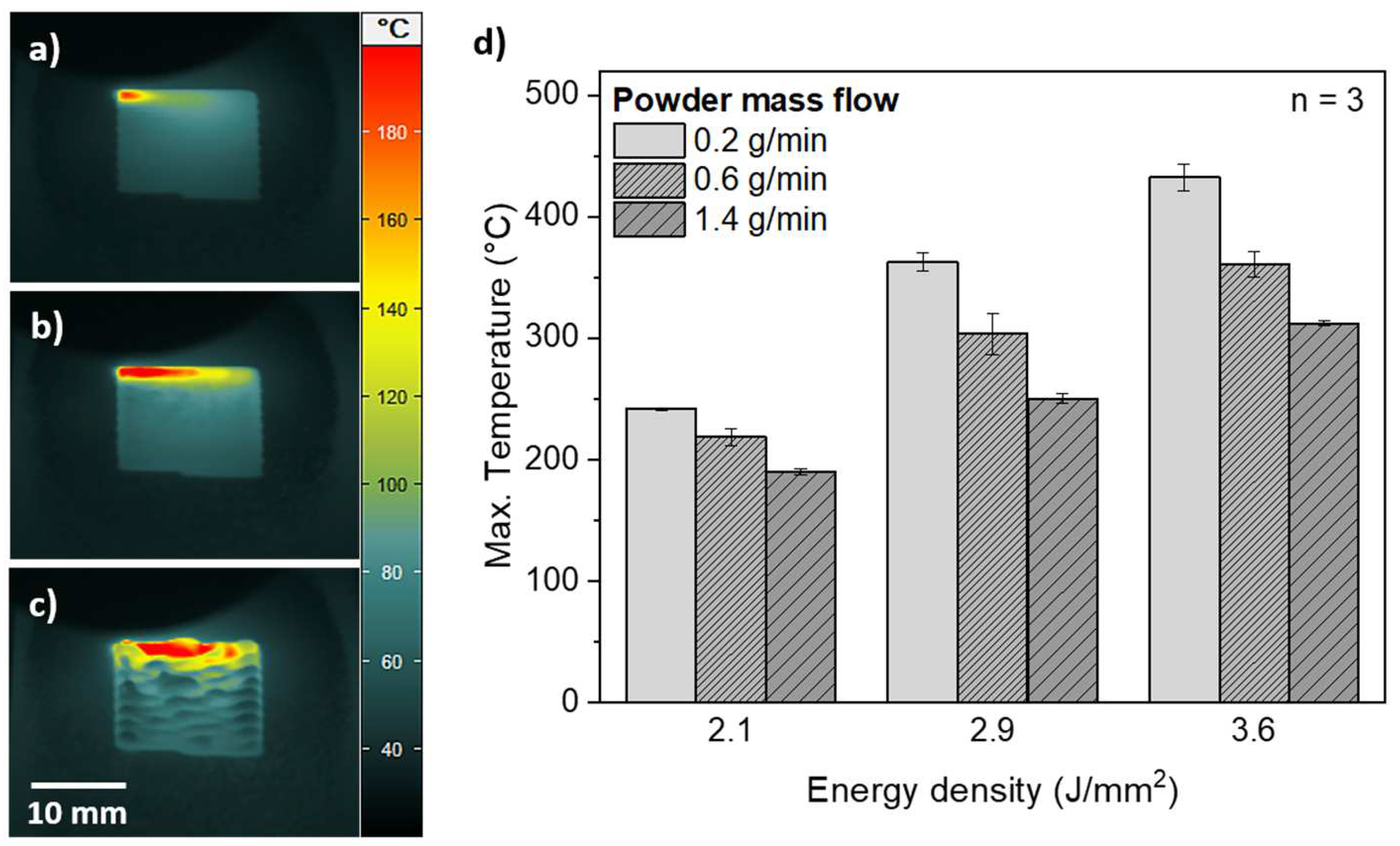
3.1. Infrared Thermography
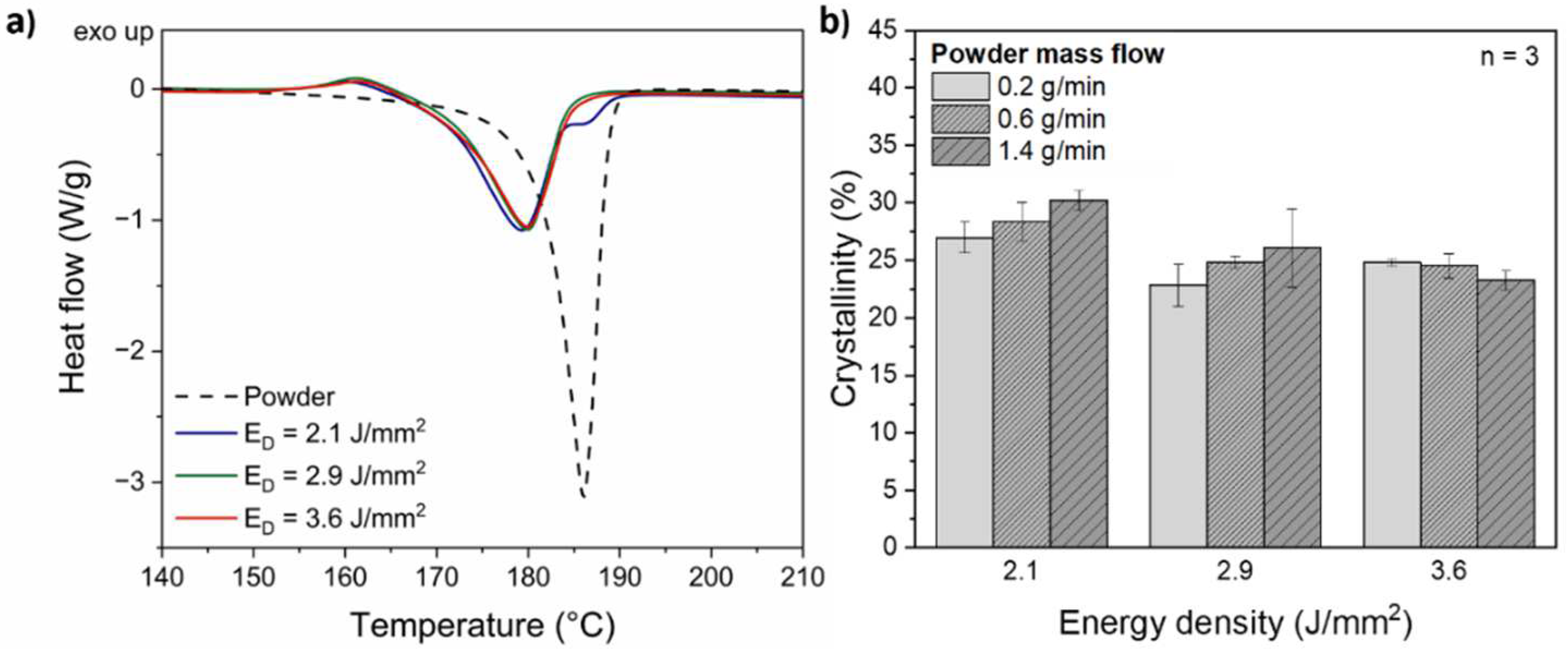
3.2. DSC Analysis
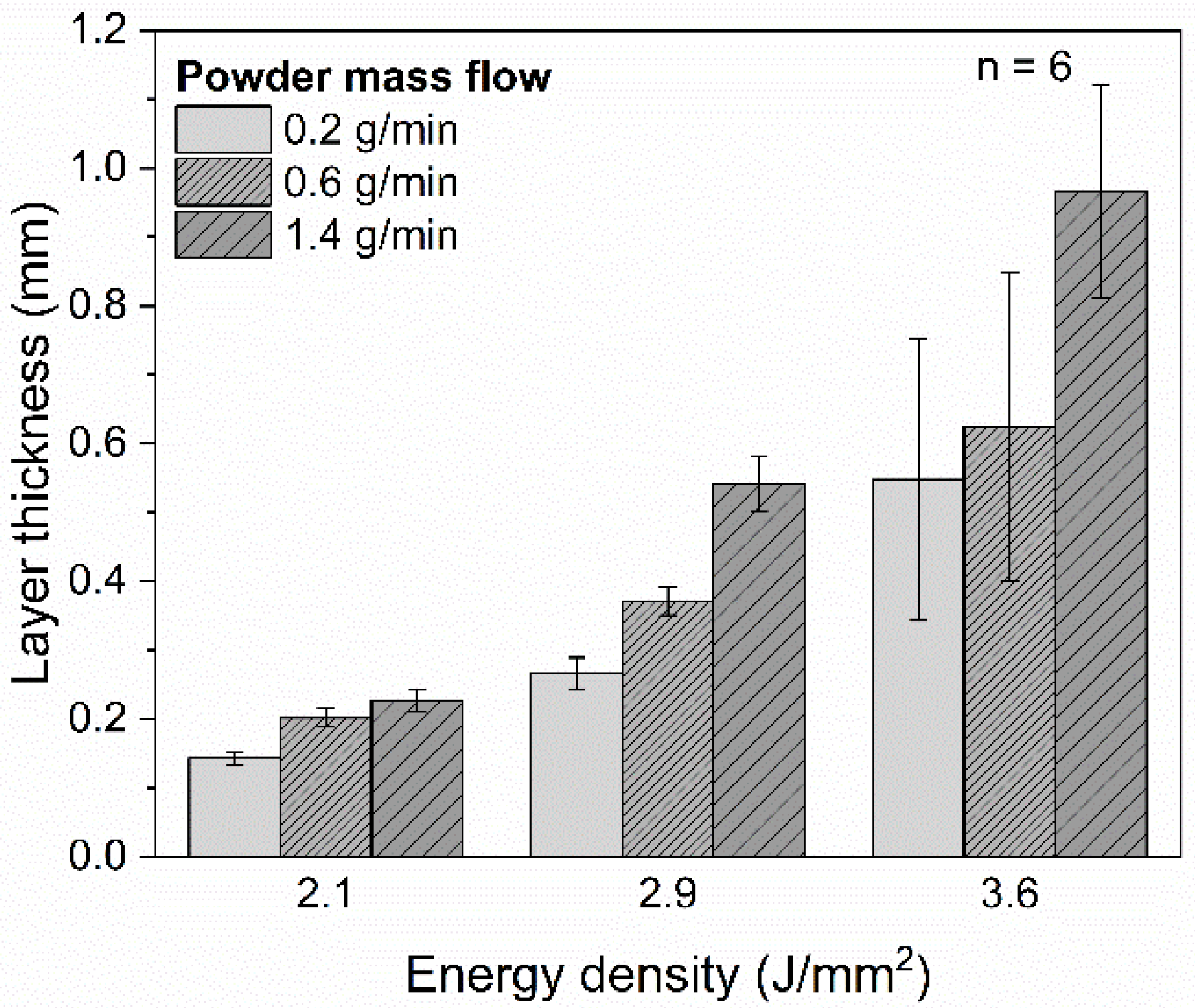
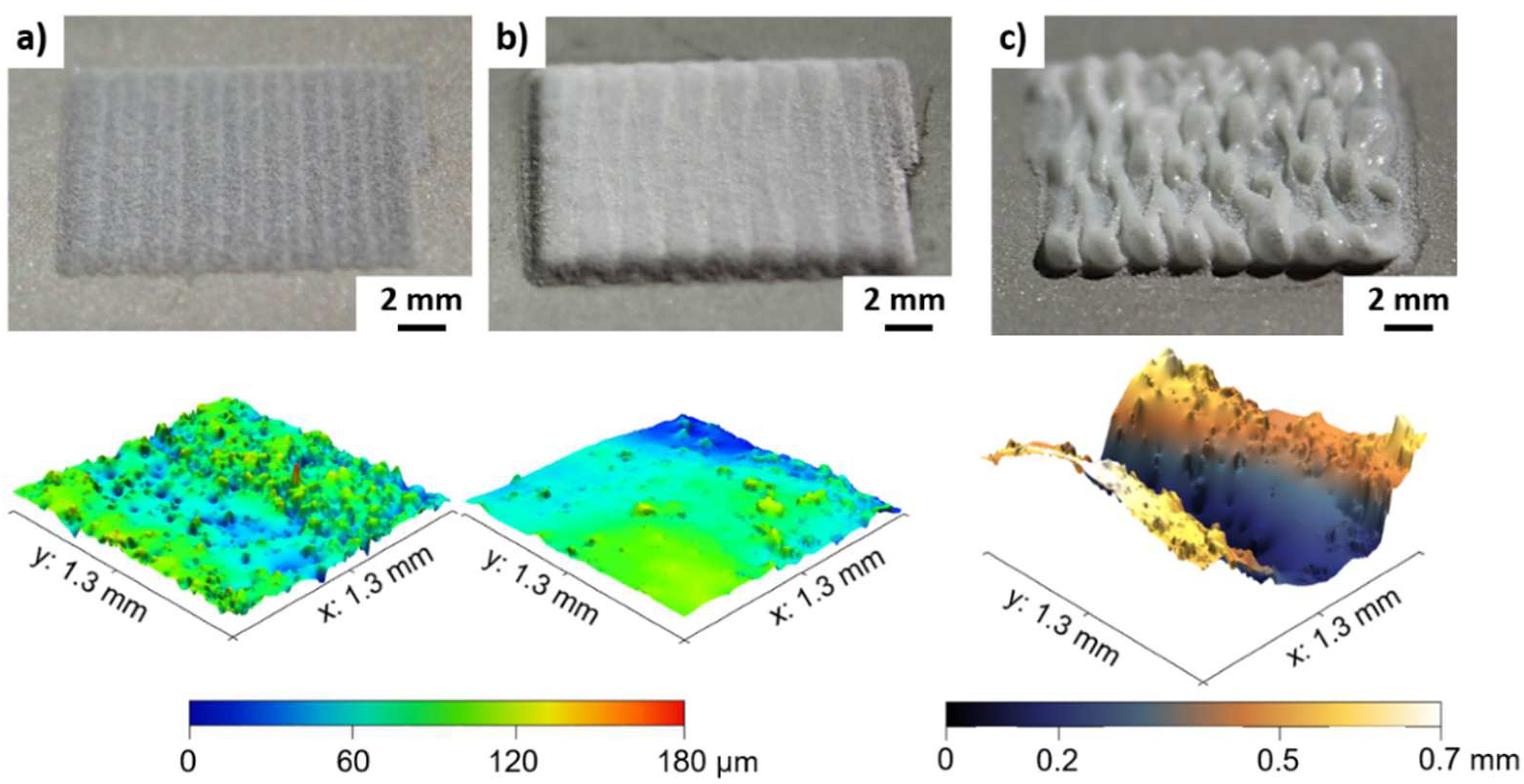
3.3. Layer Height and Surface Topography
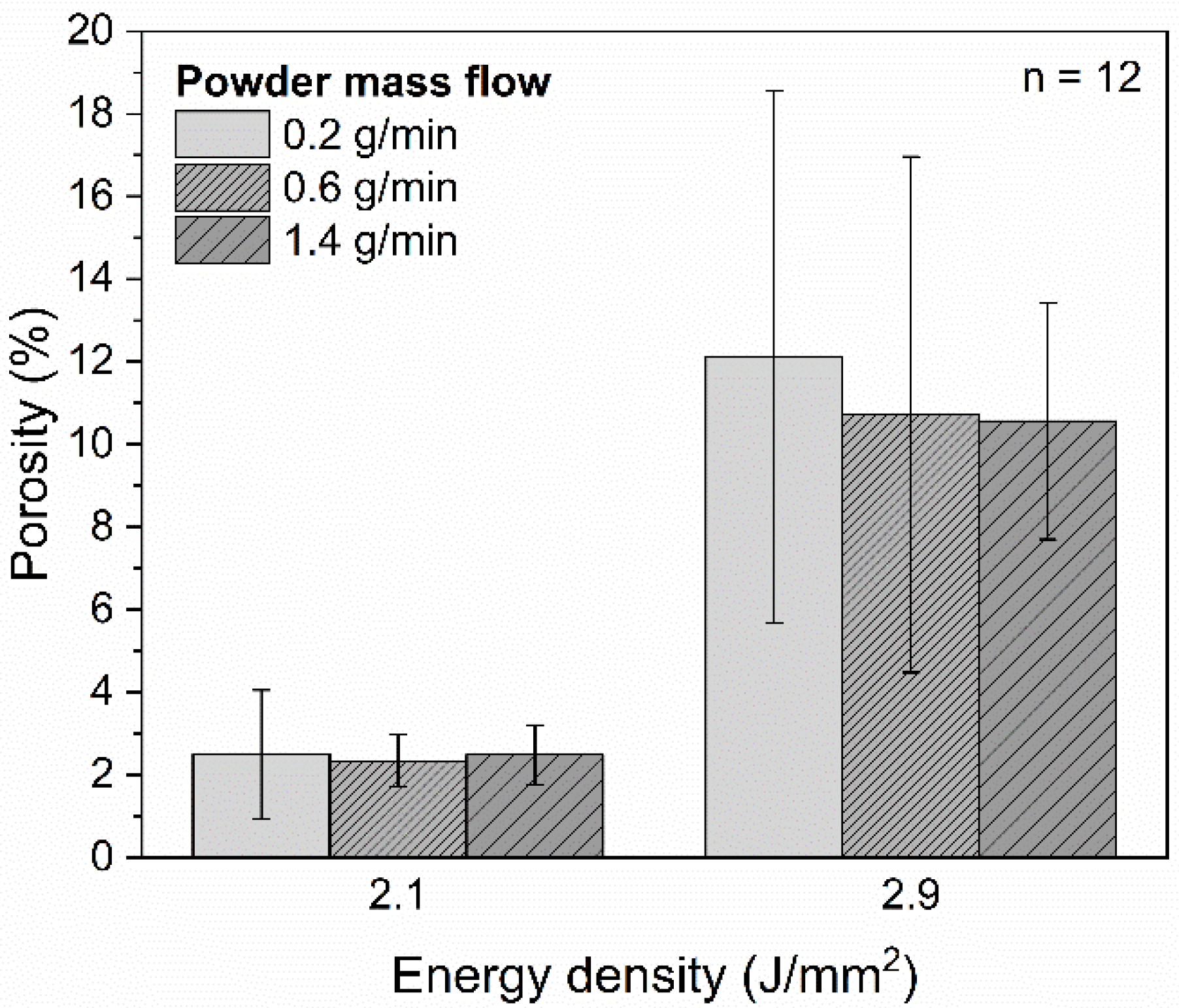
3.4. Porosity of the PA12 Coatings
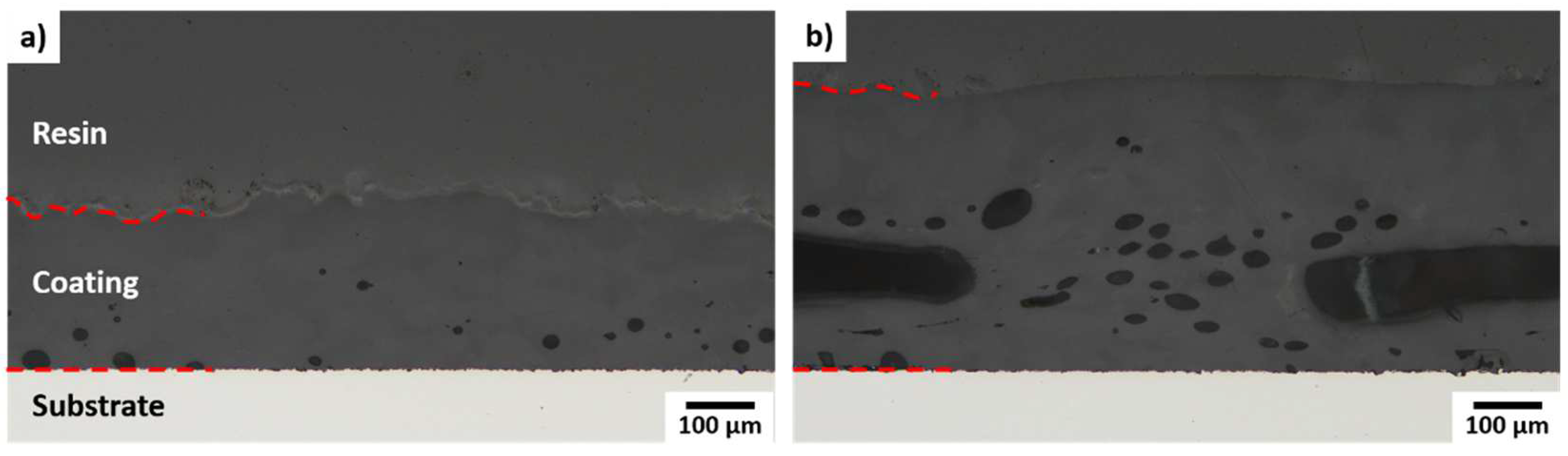
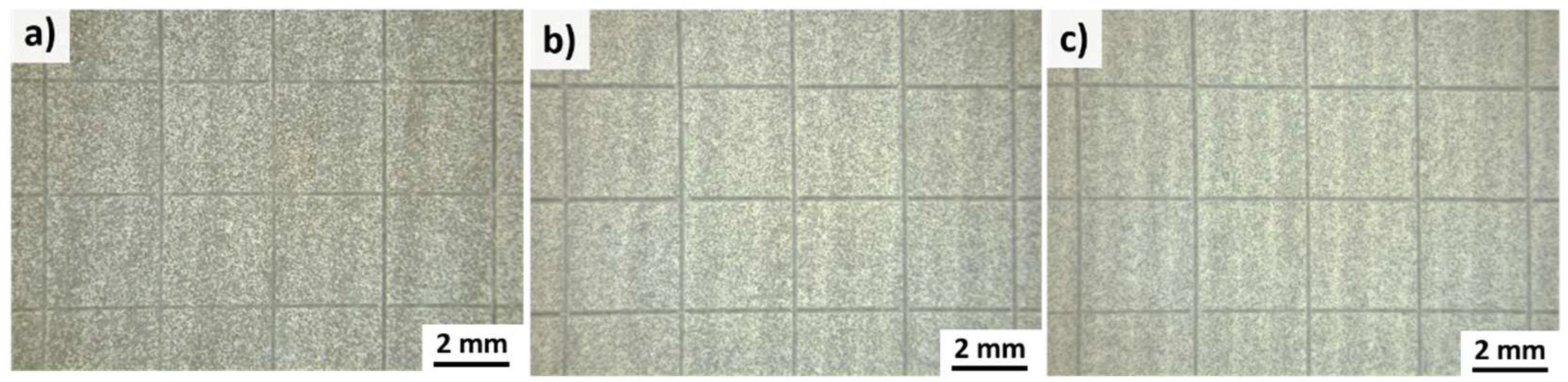
3.5. Coating Adhesion
4. Conclusions
- As a higher number, powder particles are melted in the laser–powder interaction zone, and an increase of the layer height is reached by raising the energy density and powder mass flow. Layer thicknesses in the range from 0.14 ± 0.01 mm to 0.54 ± 0.04 mm can be reproducibly adjusted;
- PA12 coatings exhibiting a porosity of 2.3 ± 0.6% can be achieved by DED-LB/P with an energy density of 2.1 J/mm2. Cross-cutting tests indicate a good bonding between the coating layers and the stainless-steel substrate. The PA12 coatings consolidated by an energy density of 2.1 J/mm2 exhibit a poor surface quality due to unmolten powder particles;
- Smoother surfaces of the PA12 coating are achievable by increasing the energy density to 2.9 J/mm2, leading to a higher degree of particle melt. However, the improvement of the surface quality comes with an increase in porosity (up to 12.1 ± 6.4%);
- An excessive energy input ( = 3.6 J/mm2) results in process instabilities, which cause a heavily rugged surface topography. Infrared thermography is suitable for in-situ detection of these process defects in DED-LB/P.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Domininghaus, H.; Elsner, P.; Eyerer, P.; Hirth, T. Kunststoffe; Springer: Berlin/Heidelberg, Germany, 2012; ISBN 978-3-642-16172-8. [Google Scholar]
- Spyrou, E. Powder Coatings Chemistry and Technology, 3rd ed.; Vincentz Network: Hannover, Germany, 2014; ISBN 978-3-86630-824-4. [Google Scholar]
- Sändker, H. Laser-Based Production of Functional Coatings Made from Particulate Polyetheretherketone; RWTH Aachen University: Aachen, Germany, 2019. [Google Scholar]
- Li, J.; Liao, H.; Coddet, C. Friction and wear behavior of flame-sprayed PEEK coatings. Wear 2002, 252, 824–831. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, G.; Ji, V.; Liao, H.; Costil, S.; Coddet, C. Microstructure and mechanical properties of flame-sprayed PEEK coating remelted by laser process. Prog. Org. Coat. 2009, 66, 248–253. [Google Scholar] [CrossRef]
- Sändker, H.; Stollenwerk, J.; Loosen, P. Laser-based process for polymeric tribological coatings on lightweight components. Surf. Coat. Technol. 2017, 332, 391–398. [Google Scholar] [CrossRef]
- Wittmann, A.; Heberle, J.; Huber, F.; Schmidt, M. Consolidation of thermoplastic coatings by means of a thulium-doped fiber laser. J. Laser Appl. 2021, 33, 42032. [Google Scholar] [CrossRef]
- Azarniya, A.; Colera, X.G.; Mirzaali, M.J.; Sovizi, S.; Bartolomeu, F.; St Weglowski, M.; Wits, W.W.; Yap, C.Y.; Ahn, J.; Miranda, G.; et al. Additive manufacturing of Ti–6Al–4V parts through laser metal deposition (LMD): Process, microstructure, and mechanical properties. J. Alloy. Compd. 2019, 804, 163–191. [Google Scholar] [CrossRef]
- Hentschel, O.; Siegel, L.; Scheitler, C.; Huber, F.; Junker, D.; Gorunow, A.; Schmidt, M. Processing of AISI H11 Tool Steel Powder Modified with Carbon Black Nanoparticles for the Additive Manufacturing of Forging Tools with Tailored Mechanical Properties by Means of Laser Metal Deposition (LMD). Metals 2018, 8, 659. [Google Scholar] [CrossRef]
- Rombouts, M.; Vanhulsel, A.; Komp, A.; Gedopt, J.; Engelen, W.; Persoons, R. Production of low-friction coatings by laser cladding. In International Congress on Applications of Lasers & Electro-Optics, Proceedings of the ICALEO® 2008: 27th International Congress on Laser Materials Processing, Laser Microprocessing and Nanomanufacturing, Temecula, CA, USA, 20–23 October 2008; Laser Institute of America: Orlando, FL, USA, 2008; p. 2101. [Google Scholar]
- Verheyde, B.; Rombouts, M.; Vanhulsel, A.; Havermans, D.; Meneve, J.; Wangenheim, M. Influence of surface treatment of elastomers on their frictional behaviour in sliding contact. Wear 2009, 266, 468–475. [Google Scholar] [CrossRef]
- Kutlu, Y.; Wencke, Y.L.; Luinstra, G.A.; Esen, C.; Ostendorf, A. Directed Energy Deposition of PA12 carbon nanotube composite powder using a fiber laser. Procedia CIRP 2020, 94, 128–133. [Google Scholar] [CrossRef]
- Wencke, Y.L.; Kutlu, Y.; Seefeldt, M.; Esen, C.; Ostendorf, A.; Luinstra, G.A. Additive manufacturing of PA12 carbon nanotube composites with a novel laser polymer deposition process. J. Appl. Polym. Sci. 2021, 138, 50395. [Google Scholar] [CrossRef]
- Thiele, M.; Kutlu, Y.; Dobbelstein, H.; Petermann, M.; Esen, C.; Ostendorf, A. Direct generation of 3D structures by laser polymer deposition. J. Laser Appl. 2021, 33, 22002. [Google Scholar] [CrossRef]
- Mamuschkin, V.; Engelmann, C.; Olowinsky, A. Improvement of Energy Deposition in Absorber-free Laser Welding through Quasi-simultaneous Irradiation. Phys. Procedia 2016, 83, 472–482. [Google Scholar] [CrossRef]
- Böhm, S.; Schmidt, M.; Stichel, T.; Kahlmeyer, M.; Kryukov, I.; Sommer, N. Single-step Laser Plastic Deposition (LPD) using a near-infrared Thulium fiber-laser. Polym. Test. 2020, 81, 106185. [Google Scholar] [CrossRef]
- Mingareev, I.; Weirauch, F.; Olowinsky, A.; Shah, L.; Kadwani, P.; Richardson, M. Welding of polymers using a 2 μm thulium fiber laser. Opt. Laser Technol. 2012, 44, 2095–2099. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Brosda, M.; Nguyen, P.; Olowinsky, A.; Gillner, A. Laserwelding of biopolymers. Procedia CIRP 2018, 74, 548–552. [Google Scholar] [CrossRef]
- Laumer, T.; Stichel, T.; Nagulin, K.; Schmidt, M. Optical analysis of polymer powder materials for Selective Laser Sintering. Polym. Test. 2016, 56, 207–213. [Google Scholar] [CrossRef]
- Patel, K.; Doyle, C.S.; Yonekura, D.; James, B.J. Effect of surface roughness parameters on thermally sprayed PEEK coatings. Surf. Coat. Technol. 2010, 204, 3567–3572. [Google Scholar] [CrossRef]
- Beal, V.E.; Paggi, R.A.; Salmoria, G.V.; Lago, A. Statistical evaluation of laser energy density effect on mechanical properties of polyamide parts manufactured by selective laser sintering. J. Appl. Polym. Sci. 2009, 113, 2910–2919. [Google Scholar] [CrossRef]
- Wegner, A. Theorie Über die Fortführung von Aufschmelzvorgängen als Grundvoraussetzung für Eine Robuste Prozessführung beim Laser-Sintern von Thermoplasten. Ph.D. Thesis, Universitätsbibliothek Duisburg-Essen, Duisburg, Germany, 2015. [Google Scholar]
- Chen, P.; Wu, H.; Zhu, W.; Yang, L.; Li, Z.; Yan, C.; Wen, S.; Shi, Y. Investigation into the processability, recyclability and crystalline structure of selective laser sintered Polyamide 6 in comparison with Polyamide 12. Polym. Test. 2018, 69, 366–374. [Google Scholar] [CrossRef]
- Gogolewski, S.; Czerntawska, K.; Gastorek, M. Effect of annealing on thermal properties and crystalline structure of polyamides. Nylon 12 (polylaurolactam). Colloid Polym. Sci. 1980, 258, 1130–1136. [Google Scholar] [CrossRef]
- Siva Prasad, H.; Brueckner, F.; Kaplan, A.F.H. Powder catchment in laser metal deposition. J. Laser Appl. 2019, 31, 22308. [Google Scholar] [CrossRef]
- Zarringhalam, H.; Hopkinson, N.; Kamperman, N.F.; de Vlieger, J.J. Effects of processing on microstructure and properties of SLS Nylon 12. Mater. Sci. Eng. A 2006, 435–436, 172–180. [Google Scholar] [CrossRef]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative study on 3D printing of polyamide 12 by selective laser sintering and multi jet fusion. J. Mater. Process. Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]
- Majewski, C.; Zarringhalam, H.; Hopkinson, N. Effect of the degree of particle melt on mechanical properties in selective laser-sintered Nylon-12 parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 1055–1064. [Google Scholar] [CrossRef]
- Khanna, Y.P.; Kuhn, W.P. Measurement of crystalline index in nylons by DSC: Complexities and recommendations. J. Polym. Sci. B Polym. Phys. 1997, 35, 2219–2231. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Verbelen, L.; Verkinderen, O.; Strobbe, D.; van Puyvelde, P.; Kruth, J.-P. Effect of PA12 powder reuse on coalescence behaviour and microstructure of SLS parts. Eur. Polym. J. 2017, 92, 250–262. [Google Scholar] [CrossRef]
- Shen, H.; Liao, C.; Zhou, J.; Zhao, K. Two-step laser based surface treatments of laser metal deposition manufactured Ti6Al4V components. J. Manuf. Processes 2021, 64, 239–252. [Google Scholar] [CrossRef]
- Bruzzo, F.; Catalano, G.; Demir, A.G.; Previtali, B. Surface finishing by laser re-melting applied to robotized laser metal deposition. Opt. Lasers Eng. 2021, 137, 106391. [Google Scholar] [CrossRef]
- Wang, J.; Porter, R.S. On the viscosity-temperature behavior of polymer melts. Rheola Acta 1995, 34, 496–503. [Google Scholar] [CrossRef]
- Wen, C.-D.; Mudawar, I. Modeling the effects of surface roughness on the emissivity of aluminum alloys. Int. J. Heat Mass Transf. 2006, 49, 4279–4289. [Google Scholar] [CrossRef]
- Taylor, S.; Wright, J.B.; Forrest, E.C.; Jared, B.; Koepke, J.; Beaman, J. Investigating relationship between surface topography and emissivity of metallic additively manufactured parts. Int. Commun. Heat Mass Transf. 2020, 115, 104614. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value |
|---|---|---|
| mm | 0.9 | |
| mm/s | 5.0 | |
| mm | 1.9 | |
| L/min | 6.0 | |
| L/min | 10.0 | |
| mm | 13.6 | |
| W | 6.0/13.1/20.2/27.3/34.4 | |
| J/mm2 | 0.6/1.4/2.1/2.9/3.6 | |
| g/min | 0.2/0.6/1.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wittmann, A.; Hentschel, O.; Sommereyns, A.; Schmidt, M. Generation of Polyamide 12 Coatings on Stainless Steel Substrates by Directed Energy Deposition with a Thulium-Doped Fiber Laser (DED-LB/P). Polymers 2022, 14, 3729. https://doi.org/10.3390/polym14183729
Wittmann A, Hentschel O, Sommereyns A, Schmidt M. Generation of Polyamide 12 Coatings on Stainless Steel Substrates by Directed Energy Deposition with a Thulium-Doped Fiber Laser (DED-LB/P). Polymers. 2022; 14(18):3729. https://doi.org/10.3390/polym14183729
Chicago/Turabian StyleWittmann, Alexander, Oliver Hentschel, Alexander Sommereyns, and Michael Schmidt. 2022. "Generation of Polyamide 12 Coatings on Stainless Steel Substrates by Directed Energy Deposition with a Thulium-Doped Fiber Laser (DED-LB/P)" Polymers 14, no. 18: 3729. https://doi.org/10.3390/polym14183729