
Current Prospects for Plastic Waste Treatment

 ,
,  , , ,
, , , 
Abstract
:1. Introduction
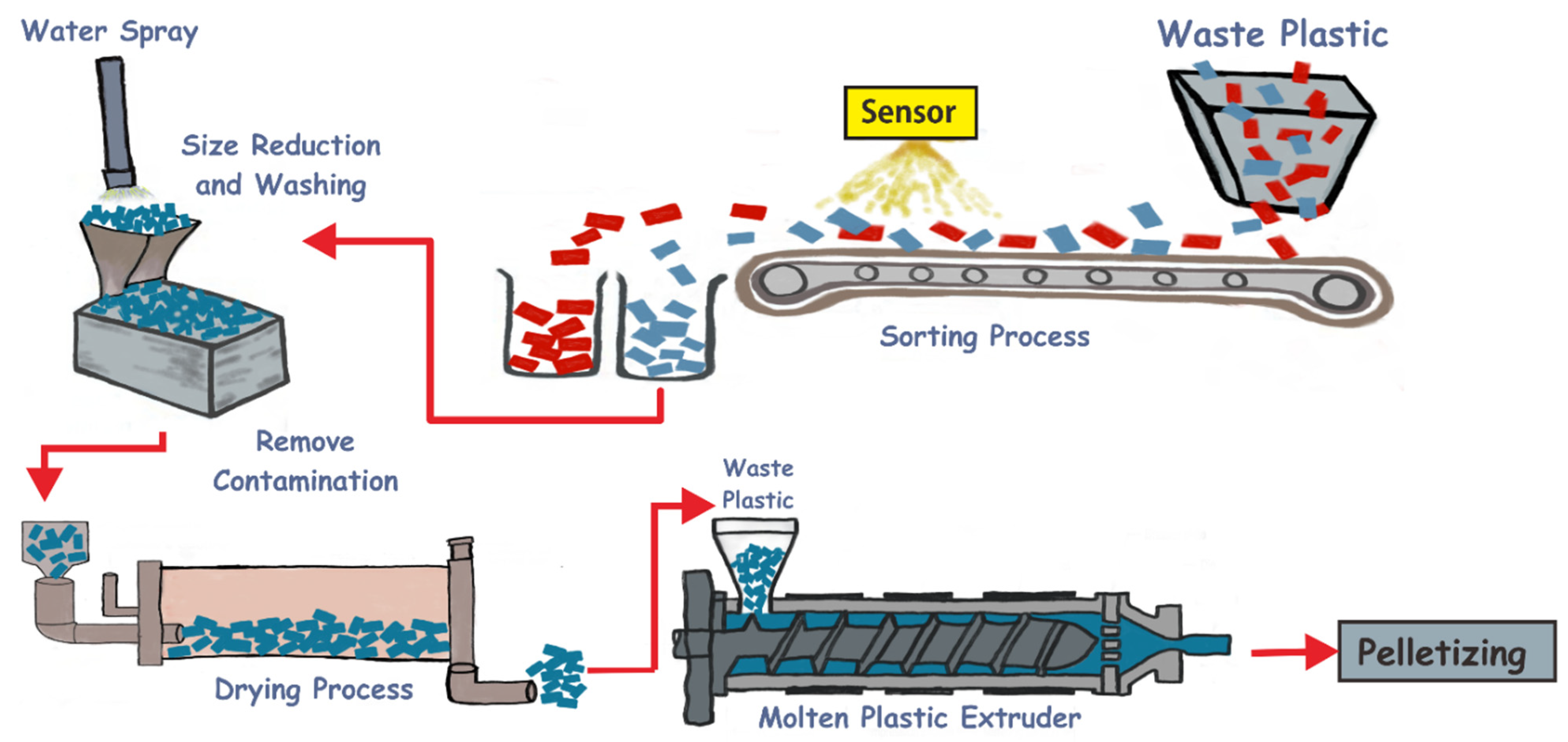
2. Waste Plastic Recycling and Technology
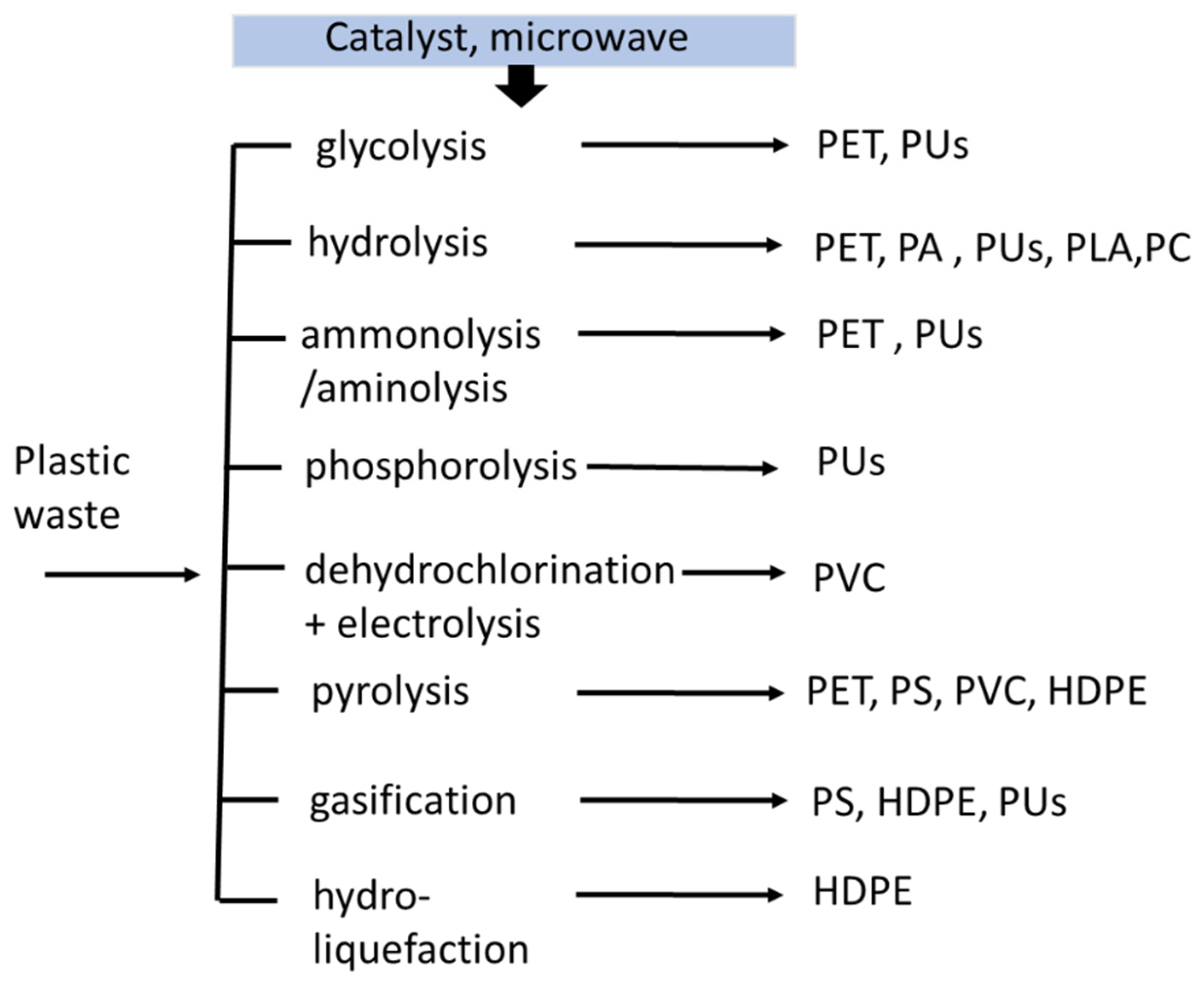
- (a)
- Gasification: the polymer is utilized as a refuse-derived fuel using high temperature. It is converted to syngas with an H2/CO molar ratio of 2:1 in a gasifier; the syngas produced depend on the various polymers.
- (b)
- Pyrolysis: the plastic waste is converted to pyrolytic oil, which is equivalent to diesel oil. In this chemical recycling, the calorific value of the polymer affects the energy content of the diesel [26].
- (c)
- Glycolysis: the ethylene glycol and waste plastic are added in the presence of a catalyst. The long polymer chain is degraded into building blocks, which can be recycled to produce new polymers.
- (d)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste Plastics | Analyzer | Chemometric Tool | Wavenumber, nm | Accuracy, % | Ref. |
|---|---|---|---|---|---|
| Waste electrical and electronic equipment plastic (PP, PS, ABS, ABS/PC) | NIR512 by Ocean Optics | PLS-DA PCA-LDA | 900–1700 | 99 | [51] |
| Household waste (PE, PP) | Specim ImSpector N17 | PLS-DA | 1000–1700 | 100 | [52] |
| Standard plastic samples (PE, PET, ABS, PS, PC, PP, and PVC) | NIR | PCA-SVM PCA-KNN PCA-ANN | 900–1700 | 100 | [53] |
| PS, PP, and ABS | RS | PCA-SVM | 100–3300 cm−1 | 95 | [54] |
| Waste plastics (PS, PP, PET, PVC, LDPE, HDPE) | MicroNIR | PLS-DA | 900–1700 | 100 | [55] |
| Black waste plastics (PS, PET, PP) | ATR FT-IR | FRBFNN | 695–1376 cm−1 | 99 | [56] |
| Black waste plastics (PS, PET, PP) | RS | FRBFNN | 410–2871 cm−1 | 95 | [56] |
| Waste plastics (PE, PP, PET, PVC, PS) | HSI-NIR | PLS-DA | 1000–1700 | 100 | [57] |
| Plastic solid waste (PET, PMMA, PP, PE, PS) | NIR | PCA-SVM | 1000–1700 | 97.5 | [58] |
| Black waste plastics (PET, PP, and PS) | RS | FRBFNN | 200–3000 cm−1 | 95 | [59] |
| Electronic household appliances (PP, ABS, PS) | RS | NA | 1000 cm−1 | 94 | [60] |
2.1. Recycling Polypropylene
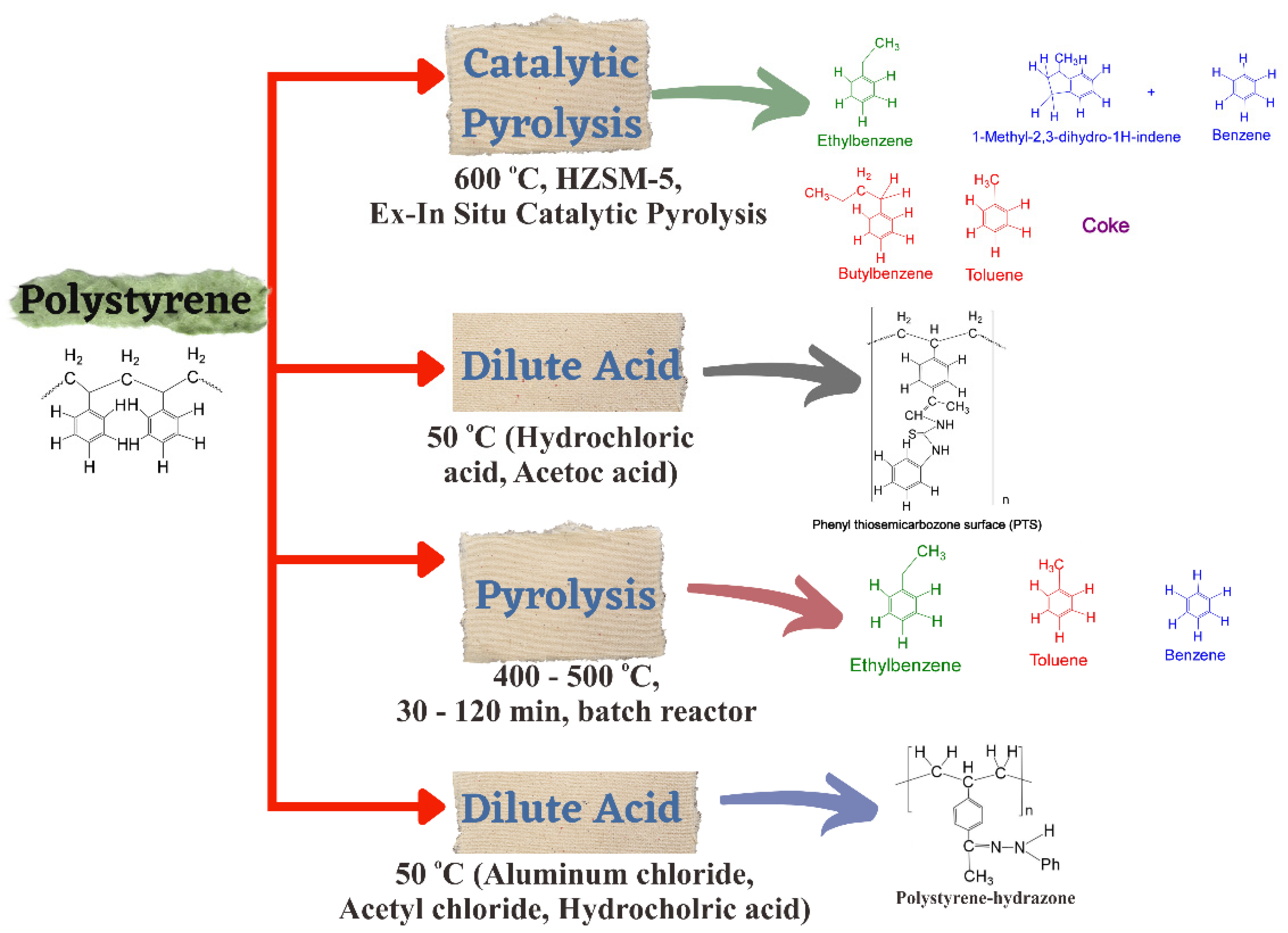
2.2. Recycling Polystyrene
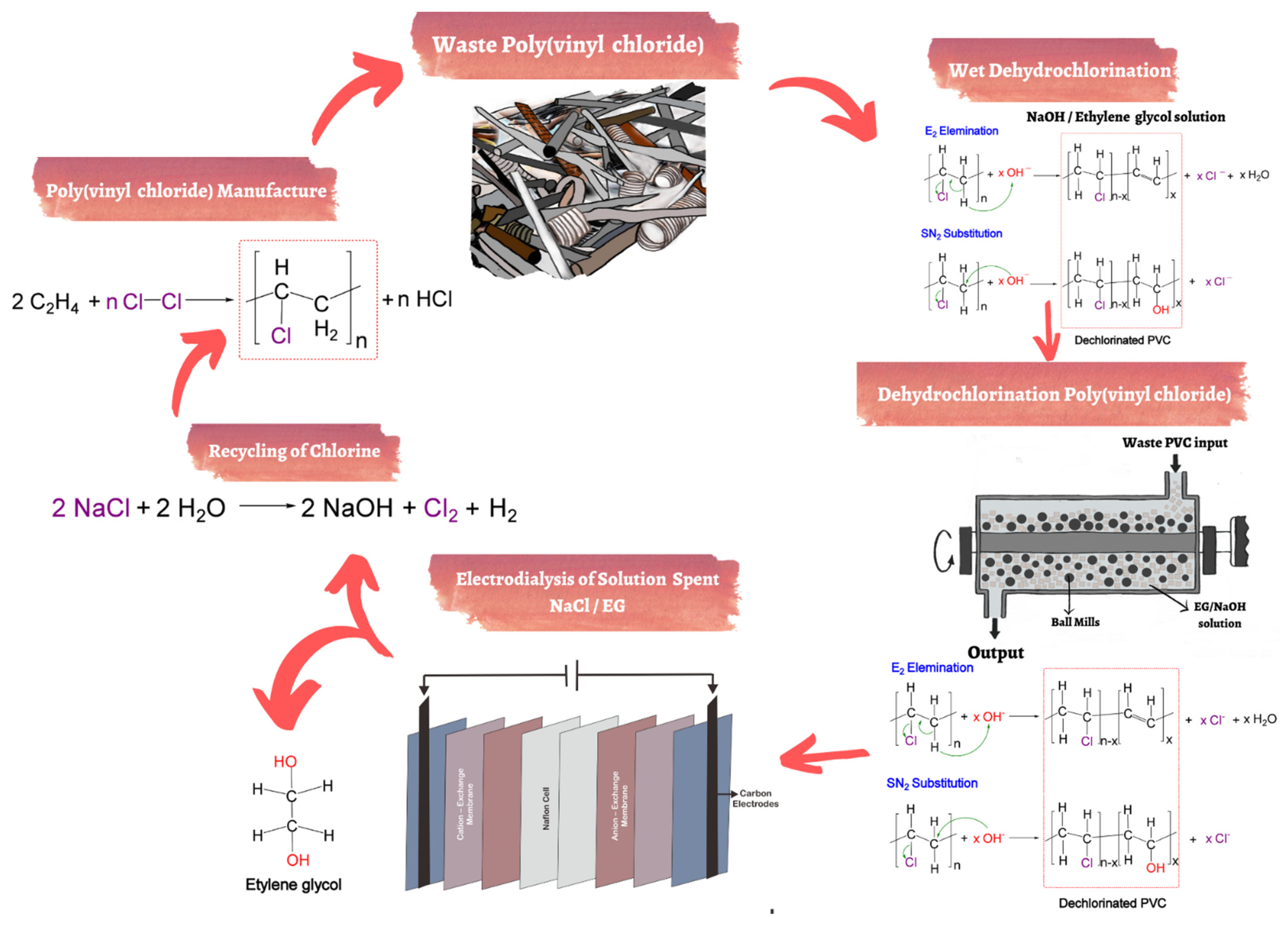
2.3. Recycling of Polyvinyl Chloride

2.4. Recycling of High-Density Polyethylene and Low-Density Polyethylene

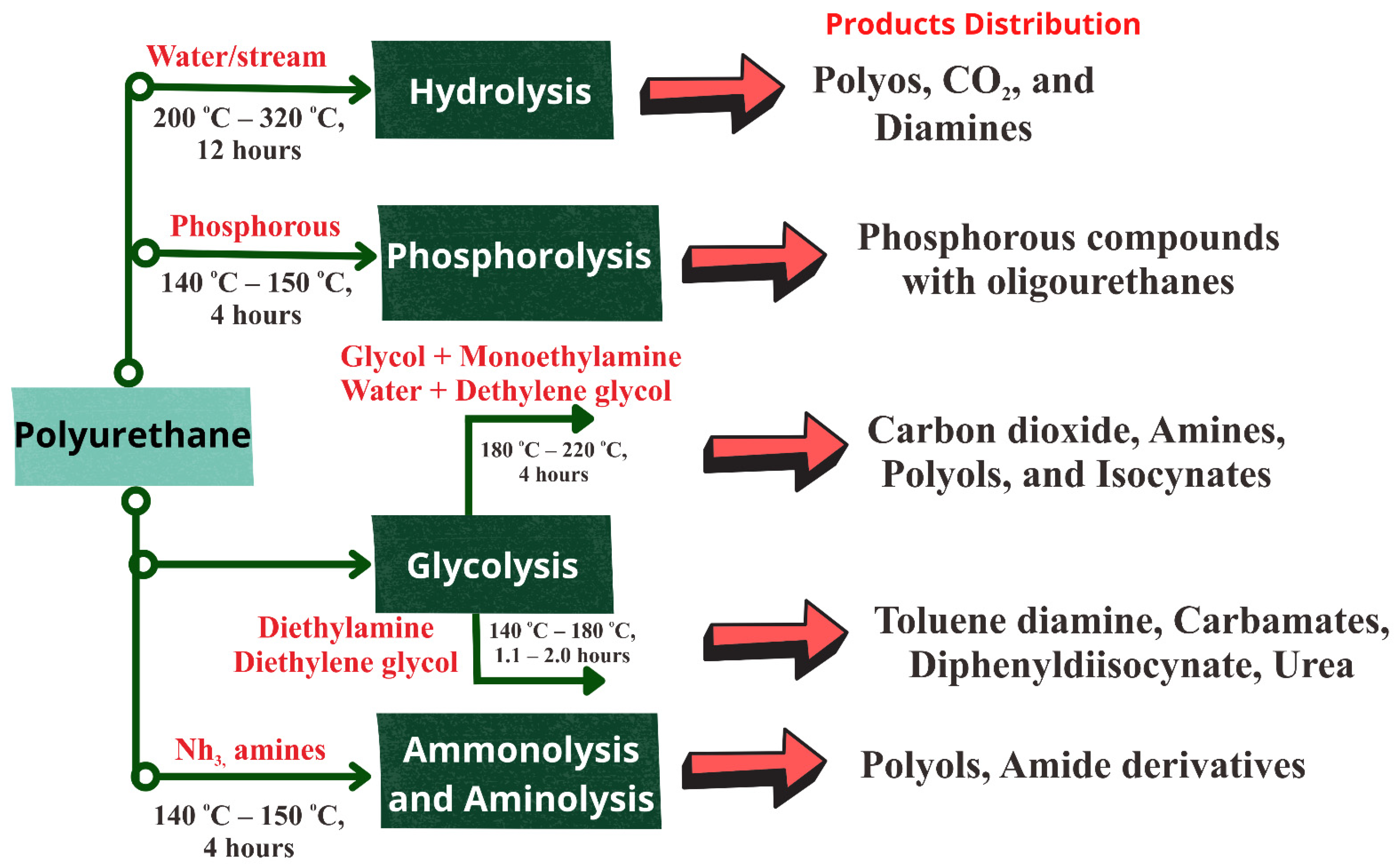
2.5. Recycling of Polyurethanes Waste
2.6. Recycling of Polyethylene Terephthalate
3. Down Stream Problem
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABS | Acrylonitrile butadiene styrene |
| EG | Ethylene glycol |
| FRP | Fiber-reinforced polymers |
| HDPE | High-density polyethylene |
| HRR | Rockwell R-scale hardness |
| LDA | Linear discrimination analysis |
| LDPE | Low-density polyethylene |
| LIBS | Laser-induced breakdown spectroscopy |
| PA | Polycaprolactam |
| PAHs | Polycyclic aromatic hydrocarbons |
| PBX | Plastic bonded explosive |
| PC | Polycarbonate |
| PCA-SVM | Principal component analysis |
| PE | Polyethylene |
| PLS | Partial least squares regression |
| PLS-DA | Partial least squares discrimination analysis |
| PET | Polyethylene terephthalate |
| PMMA | Poly(methyl methacrylate) |
| PP | Polypropylene |
| PVC | Polyvinyl chloride |
| PS | Polystyrene |
| PU | polyurethane |
| SERS | Surface-enhanced Raman spectroscopy |
References
- Evode, N.; Qamar, S.A.; Bilal, M.; Barceló, D.; Iqbal, H.M. Plastic waste and its management strategies for environmental sustainability. Case Stud. Chem. Environ. Eng. 2021, 4, 100142. [Google Scholar] [CrossRef]
- Lai, Y.-Y.; Lee, Y.-M. Management strategy of plastic wastes in Taiwan. Sustain. Environ. Res. 2022, 32, 11. [Google Scholar] [CrossRef]
- Joseph, B.; James, J.; Kalarikkal, N.; Thomas, S. Recycling of medical plastics. Adv. Ind. Eng. Polym. Res. 2021, 4, 199–208. [Google Scholar] [CrossRef]
- Oberoi, G.; Garg, A. Single-Use Plastics: A Roadmap for Sustainability? Supremo Amic. 2021, 24, 585. [Google Scholar]
- Prajapati, R.; Kohli, K.; Maity, S.K.; Sharma, B.K. Recovery and Recycling of Polymeric and Plastic Materials. In Recent Developments in Plastic Recycling; Springer: Singapore, 2021; pp. 15–41. [Google Scholar]
- Abbate, E.; Rovelli, D.; Andreotti, M.; Brondi, C.; Ballarino, A. Plastic packaging substitution in industry: Variability of LCA due to manufacturing countries. Procedia CIRP 2022, 105, 392–397. [Google Scholar] [CrossRef]
- Pan, D.; Su, F.; Liu, C.; Guo, Z. Research progress for plastic waste management and manufacture of value-added products. Adv. Compos. Hybrid Mater. 2020, 3, 443–461. [Google Scholar] [CrossRef]
- Oehlmann, J.; Schulte-Oehlmann, U.; Kloas, W.; Jagnytsch, O.; Lutz, I.; Kusk, K.O.; Wollenberger, L.; Santos, E.M.; Paull, G.C.; Van Look, K.J. A critical analysis of the biological impacts of plasticizers on wildlife. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2047–2062. [Google Scholar] [CrossRef] [Green Version]
- Astrup, T.; Møller, J.; Fruergaard, T. Incineration and co-combustion of waste: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. 2009, 27, 789–799. [Google Scholar] [CrossRef] [PubMed]
- Wu, G.; Li, J.; Xu, Z. Triboelectrostatic separation for granular plastic waste recycling: A review. Waste Manag. 2013, 33, 585–597. [Google Scholar] [CrossRef]
- Standard D5033; Standard Guide to Development of ASTM Standards Relating to Recycling and Use of Recycled Plastics. American Society for Testing and Materials (ASTM) International: West Conshohocken, PA, USA, 2000. [CrossRef]
- Al-Salem, S. Energy production from plastic solid waste (PSW). In Plastics to Energy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 45–64. [Google Scholar]
- Pan, D.; Su, F.; Liu, H.; Liu, C.; Umar, A.; Castañeda, L.C.; Algadi, H.; Wang, C.; Guo, Z. Research Progress on Catalytic Pyrolysis and Reuse of Waste Plastics and Petroleum Sludge. ES Mater. Manuf. 2021, 11, 3–15. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Davidson, M.G.; Furlong, R.A.; McManus, M.C. Developments in the life cycle assessment of chemical recycling of plastic waste—A review. J. Clean. Prod. 2021, 293, 126163. [Google Scholar] [CrossRef]
- Al-Sabagh, A.; Yehia, F.; Eshaq, G.; Rabie, A.; ElMetwally, A. Greener routes for recycling of polyethylene terephthalate. Egypt. J. Pet. 2016, 25, 53–64. [Google Scholar] [CrossRef] [Green Version]
- Lerici, L.C.; Renzini, M.S.; Pierella, L.B. Chemical catalyzed recycling of polymers: Catalytic conversion of PE, PP and PS into fuels and chemicals over HY. Procedia Mater. Sci. 2015, 8, 297–303. [Google Scholar] [CrossRef] [Green Version]
- Mazhandu, Z.S.; Muzenda, E.; Mamvura, T.A.; Belaid, M. Integrated and consolidated review of plastic waste management and bio-based biodegradable plastics: Challenges and opportunities. Sustainability 2020, 12, 8360. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Damayanti; Wu, H.S. Strategic possibility routes of recycled PET. Polymers 2021, 13, 1475. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- de Camargo, R.V.; Saron, C. Mechanical–chemical recycling of low-density polyethylene waste with polypropylene. J. Polym. Environ. 2020, 28, 794–802. [Google Scholar] [CrossRef]
- Serranti, S.; Bonifazi, G. Techniques for separation of plastic wastes. In Use of Recycled Plastics in Eco-Efficient Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 9–37. [Google Scholar]
- Quienne, B.; Cuminet, F.; Pinaud, J.; Semsarilar, M.; Cot, D.; Ladmiral, V.; Caillol, S. Upcycling Biobased Polyurethane Foams into Thermosets: Toward the Closing of the Loop. ACS Sustain. Chem. Eng. 2022, 10, 7041–7049. [Google Scholar] [CrossRef]
- Garcia, J.M.; Robertson, M.L. The future of plastics recycling. Science 2017, 358, 870–872. [Google Scholar] [CrossRef]
- Fulgencio-Medrano, L.; Garcia-Fernandez, S.; Asueta, A.; Lopez-Urionabarrenechea, A.; Perez-Martinez, B.B.; Arandes, J.M. Oil Production by Pyrolysis of Real Plastic Waste. Polymers 2022, 14, 553. [Google Scholar] [CrossRef] [PubMed]
- Vollmer, I.; Jenks, M.J.; Roelands, M.C.; White, R.J.; van Harmelen, T.; de Wild, P.; van Der Laan, G.P.; Meirer, F.; Keurentjes, J.T.; Weckhuysen, B.M. Beyond mechanical recycling: Giving new life to plastic waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [Green Version]
- Schwarz, A.; Ligthart, T.; Bizarro, D.G.; De Wild, P.; Vreugdenhil, B.; van Harmelen, T. Plastic recycling in a circular economy; determining environmental performance through an LCA matrix model approach. Waste Manag. 2021, 121, 331–342. [Google Scholar] [CrossRef]
- Siddiqui, M.N. Conversion of hazardous plastic wastes into useful chemical products. J. Hazard. Mater. 2009, 167, 728–735. [Google Scholar] [CrossRef]
- Al-Salem, S.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2021, 31, e00382. [Google Scholar] [CrossRef]
- Das, S.K.; Eshkalak, S.K.; Chinnappan, A.; Ghosh, R.; Jayathilaka, W.; Baskar, C.; Ramakrishna, S. Plastic recycling of polyethylene terephthalate (PET) and polyhydroxybutyrate (PHB)—A comprehensive review. Mater. Circ. Econ. 2021, 3, 9. [Google Scholar] [CrossRef]
- Shamsuyeva, M.; Endres, H.-J. Plastics in the context of the circular economy and sustainable plastics recycling: Comprehensive review on research development, standardization and market. Compos. Part C Open Access 2021, 6, 100168. [Google Scholar] [CrossRef]
- Lee, A.; Liew, M.S. Tertiary recycling of plastics waste: An analysis of feedstock, chemical and biological degradation methods. J. Mater. Cycles Waste Manag. 2021, 23, 32–43. [Google Scholar] [CrossRef]
- Francis, R. Recycling of Polymers: Methods, Characterization and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Bhadra, J.; Al-Thani, N.; Abdulkareem, A. Recycling of polymer-polymer composites. In Micro and Nano Fibrillar Composites (MFCs and NFCs) from Polymer Blends; Elsevier: Amsterdam, The Netherlands, 2017; pp. 263–277. [Google Scholar]
- Yang, L.; Gao, J.; Liu, Y.; Zhuang, G.; Peng, X.; Wu, W.-M.; Zhuang, X. Biodegradation of expanded polystyrene and low-density polyethylene foams in larvae of Tenebrio molitor Linnaeus (Coleoptera: Tenebrionidae): Broad versus limited extent depolymerization and microbe-dependence versus independence. Chemosphere 2021, 262, 127818. [Google Scholar] [CrossRef] [PubMed]
- Araujo-Andrade, C.; Bugnicourt, E.; Philippet, L.; Rodriguez-Turienzo, L.; Nettleton, D.; Hoffmann, L.; Schlummer, M. Review on the photonic techniques suitable for automatic monitoring of the composition of multi-materials wastes in view of their posterior recycling. Waste Manag. Res. 2021, 39, 631–651. [Google Scholar] [CrossRef] [PubMed]
- Fan, C.; Huang, Y.-Z.; Lin, J.-N.; Li, J. Microplastic constituent identification from admixtures by Fourier-transform infrared (FTIR) spectroscopy: The use of polyethylene terephthalate (PET), polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC) and nylon (NY) as the model constituents. Environ. Technol. Innov. 2021, 23, 101798. [Google Scholar] [CrossRef]
- Lin, P.-Y.; Wu, I.-H.; Tsai, C.-Y.; Kirankumar, R.; Hsieh, S. Detecting the release of plastic particles in packaged drinking water under simulated light irradiation using surface-enhanced Raman spectroscopy. Anal. Chim. Acta 2022, 1198, 339516. [Google Scholar] [CrossRef]
- Damayanti, D.; Wulandari, L.A.; Bagaskoro, A.; Rianjanu, A.; Wu, H.S. Possibility Routes for Textile Recycling Technology. Polymers 2021, 13, 3834. [Google Scholar] [CrossRef]
- Neo, E.R.K.; Yeo, Z.; Low, J.S.C.; Goodship, V.; Debattista, K. A review on chemometric techniques with infrared, Raman and laser-induced breakdown spectroscopy for sorting plastic waste in the recycling industry. Resour. Conserv. Recycl. 2022, 180, 106217. [Google Scholar] [CrossRef]
- Sato, H.; Shimoyama, M.; Kamiya, T.; Amari, T.; Šašic, S.; Ninomiya, T.; Siesler, H.W.; Ozaki, Y. Raman spectra of high-density, low-density, and linear low-density polyethylene pellets and prediction of their physical properties by multivariate data analysis. J. Appl. Polym. Sci. 2002, 86, 443–448. [Google Scholar] [CrossRef]
- Winefordner, J.D.; Gornushkin, I.B.; Correll, T.; Gibb, E.; Smith, B.W.; Omenetto, N. Comparing several atomic spectrometric methods to the super stars: Special emphasis on laser induced breakdown spectrometry, LIBS, a future super star. J. Anal. At. Spectrom. 2004, 19, 1061–1083. [Google Scholar] [CrossRef]
- Jull, H.; Bier, J.; Künnemeyer, R.; Schaare, P. Classification of recyclables using laser-induced breakdown spectroscopy for waste management. Spectrosc. Lett. 2018, 51, 257–265. [Google Scholar] [CrossRef]
- Zeng, Q.; Sirven, J.-B.; Gabriel, J.-C.P.; Tay, C.Y.; Lee, J.-M. Laser induced breakdown spectroscopy for plastic analysis. TrAC Trends Anal. Chem. 2021, 140, 116280. [Google Scholar] [CrossRef]
- Henriksen, M.L.; Karlsen, C.B.; Klarskov, P.; Hinge, M. Plastic classification via in-line hyperspectral camera analysis and unsupervised machine learning. Vib. Spectrosc. 2022, 118, 103329. [Google Scholar] [CrossRef]
- Liu, K.; Tian, D.; Wang, H.; Yang, G. Rapid classification of plastics by laser-induced breakdown spectroscopy (LIBS) coupled with partial least squares discrimination analysis based on variable importance (VI-PLS-DA). Anal. Methods 2019, 11, 1174–1179. [Google Scholar] [CrossRef]
- Serranti, S.; Palmieri, R.; Bonifazi, G.; Cózar, A. Characterization of microplastic litter from oceans by an innovative approach based on hyperspectral imaging. Waste Manag. 2018, 76, 117–125. [Google Scholar] [CrossRef]
- Vidal, C.; Pasquini, C. A comprehensive and fast microplastics identification based on near-infrared hyperspectral imaging (HSI-NIR) and chemometrics. Environ. Pollut. 2021, 285, 117251. [Google Scholar] [CrossRef]
- Wu, X.; Li, J.; Yao, L.; Xu, Z. Auto-sorting commonly recovered plastics from waste household appliances and electronics using near-infrared spectroscopy. J. Clean. Prod. 2020, 246, 118732. [Google Scholar] [CrossRef]
- Serranti, S.; Luciani, V.; Bonifazi, G.; Hu, B.; Rem, P.C. An innovative recycling process to obtain pure polyethylene and polypropylene from household waste. Waste Manag. 2015, 35, 12–20. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Zhang, X.; Yin, J.; Yu, X. Rapid and nondestructive on-site classification method for consumer-grade plastics based on portable NIR spectrometer and machine learning. J. Spectrosc. 2020, 2020, 6631234. [Google Scholar] [CrossRef]
- Musu, W.; Tsuchida, A.; Kawazumi, H.; Oka, N. Application of PCA-SVM and ANN Techniques for Plastic Identification by Raman Spectroscopy. In Proceedings of the 2019 1st International Conference on Cybernetics and Intelligent System (ICORIS), Denpasar, Indonesia, 22–23 August 2019; pp. 114–118. [Google Scholar]
- Rani, M.; Marchesi, C.; Federici, S.; Rovelli, G.; Alessandri, I.; Vassalini, I.; Ducoli, S.; Borgese, L.; Zacco, A.; Bilo, F. Miniaturized near-infrared (MicroNIR) spectrometer in plastic waste sorting. Materials 2019, 12, 2740. [Google Scholar] [CrossRef] [Green Version]
- Bae, J.-S.; Oh, S.-K.; Pedrycz, W.; Fu, Z. Design of fuzzy radial basis function neural network classifier based on information data preprocessing for recycling black plastic wastes: Comparative studies of ATR FT-IR and Raman spectroscopy. Appl. Intell. 2019, 49, 929–949. [Google Scholar] [CrossRef]
- Calvini, R.; Orlandi, G.; Foca, G.; Ulrici, A. Developmentof a classification algorithm for efficient handling of multiple classes in sorting systems based on hyperspectral imaging. J. Spectr. Imaging 2018, 7, a13. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.; Chen, H.; Wang, M.; Guo, X.; Lei, Y.; Jin, G. Plastic solid waste identification system based on near infrared spectroscopy in combination with support vector machine. Adv. Ind. Eng. Polym. Res. 2019, 2, 77–81. [Google Scholar] [CrossRef]
- Roh, S.-B.; Oh, S.-K.; Park, E.-K.; Choi, W.Z. Identification of black plastics realized with the aid of Raman spectroscopy and fuzzy radial basis function neural networks classifier. J. Mater. Cycles Waste Manag. 2017, 19, 1093–1105. [Google Scholar] [CrossRef]
- Tsuchida, A.; Kawazumi, H.; Kazuyoshi, A.; Yasuo, T. Identification of shredded plastics in milliseconds using Raman spectroscopy for recycling. In Proceedings of the SENSORS, 2009 IEEE, Christchurch, New Zealand, 25–28 October 2009; pp. 1473–1476. [Google Scholar]
- Harussani, M.; Sapuan, S.; Rashid, U.; Khalina, A.; Ilyas, R. Pyrolysis of polypropylene plastic waste into carbonaceous char: Priority of plastic waste management amidst COVID-19 pandemic. Sci. Total Environ. 2021, 803, 149911. [Google Scholar] [CrossRef] [PubMed]
- Thiounn, T.; Smith, R.C. Advances and approaches for chemical recycling of plastic waste. J. Polym. Sci. 2020, 58, 1347–1364. [Google Scholar] [CrossRef] [Green Version]
- Mark, L.O.; Cendejas, M.C.; Hermans, I. Cover Feature: The Use of Heterogeneous Catalysis in the Chemical Valorization of Plastic Waste (ChemSusChem 22/2020). ChemSusChem 2020, 13, 5773. [Google Scholar] [CrossRef]
- Ellis, L.D.; Rorrer, N.A.; Sullivan, K.P.; Otto, M.; McGeehan, J.E.; Román-Leshkov, Y.; Wierckx, N.; Beckham, G.T. Chemical and biological catalysis for plastics recycling and upcycling. Nat. Catal. 2021, 4, 539–556. [Google Scholar] [CrossRef]
- Chen, L.; Zhu, Y.; Meyer, L.C.; Hale, L.V.; Le, T.T.; Karkamkar, A.; Lercher, J.A.; Gutiérrez, O.Y.; Szanyi, J. Effect of reaction conditions on the hydrogenolysis of polypropylene and polyethylene into gas and liquid alkanes. React. Chem. Eng. 2022, 7, 844–854. [Google Scholar] [CrossRef]
- Miao, Y.; von Jouanne, A.; Yokochi, A. Current Technologies in Depolymerization Process and the Road Ahead. Polymers 2021, 13, 449. [Google Scholar] [CrossRef] [PubMed]
- Yan, G.; Jing, X.; Wen, H.; Xiang, S. Thermal Cracking of Virgin and Waste Plastics of PP and LDPE in a Semibatch Reactor under Atmospheric Pressure. Energy Fuels 2015, 29, 2289–2298. [Google Scholar] [CrossRef]
- Kane, A.Q.; Esper, A.M.; Searles, K.; Ehm, C.; Veige, A.S. Probing β-alkyl elimination and selectivity in polyolefin hydrogenolysis through DFT. Catal. Sci. Technol. 2021, 11, 6155–6162. [Google Scholar] [CrossRef]
- Yao, L.; King, J.; Wu, D.; Chuang, S.S.; Peng, Z. Non-thermal plasma-assisted hydrogenolysis of polyethylene to light hydrocarbons. Catal. Commun. 2021, 150, 106274. [Google Scholar] [CrossRef]
- Kots, P.A.; Liu, S.; Vance, B.C.; Wang, C.; Sheehan, J.D.; Vlachos, D.G. Polypropylene Plastic Waste Conversion to Lubricants over Ru/TiO2 Catalysts. ACS Catal. 2021, 11, 8104–8115. [Google Scholar] [CrossRef]
- Rahimi, A.; García, J.M. Chemical recycling of waste plastics for new materials production. Nat. Rev. Chem. 2017, 1, 46. [Google Scholar] [CrossRef]
- Rorrer, J.E.; Troyano-Valls, C.; Beckham, G.T.; Román-Leshkov, Y. Hydrogenolysis of Polypropylene and Mixed Polyolefin Plastic Waste over Ru/C to Produce Liquid Alkanes. ACS Sustain. Chem. Eng. 2021, 9, 11661–11666. [Google Scholar] [CrossRef]
- Chen, W.-T.; Jin, K.L.; Wang, N.H. Use of supercritical water for the liquefaction of polypropylene into oil. ACS Sustain. Chem. Eng. 2019, 7, 3749–3758. [Google Scholar] [CrossRef]
- Akiya, N.; Savage, P.E. Roles of water for chemical reactions in high-temperature water. Chem. Rev. 2002, 102, 2725–2750. [Google Scholar] [CrossRef] [PubMed]
- Verma, A.; Budiyal, L.; Sanjay, M.; Siengchin, S. Processing and characterization analysis of pyrolyzed oil rubber (from waste tires)-epoxy polymer blend composite for lightweight structures and coatings applications. Polym. Eng. Sci. 2019, 59, 2041–2051. [Google Scholar] [CrossRef]
- Damayanti, D.; Wu, H.S. Pyrolysis kinetic of alkaline and dealkaline lignin using catalyst. J. Polym. Res. 2018, 25, 7. [Google Scholar] [CrossRef]
- Damayanti, D.; Supriyadi, D.; Amelia, D.; Saputri, D.R.; Devi, Y.L.L.; Auriyani, W.A.; Wu, H.S. Conversion of Lignocellulose for bioethanol production, applied in bio-polyethylene terephthalate. Polymers 2021, 13, 2886. [Google Scholar] [CrossRef]
- Kasar, P.; Sharma, D.; Ahmaruzzaman, M. Thermal and catalytic decomposition of waste plastics and its co-processing with petroleum residue through pyrolysis process. J. Clean. Prod. 2020, 265, 121639. [Google Scholar] [CrossRef]
- Kruse, T.M.; Wong, H.-W.; Broadbelt, L.J. Mechanistic modeling of polymer pyrolysis: Polypropylene. Macromolecules 2003, 36, 9594–9607. [Google Scholar] [CrossRef]
- Singh, M.V. Conversions of Waste Tube-Tyres (WTT) and Waste Polypropylene (WPP) into Diesel Fuel through Catalytic Pyrolysis Using Base SrCO3. Eng. Sci. 2021, 13, 87–97. [Google Scholar] [CrossRef]
- Munir, D.; Irfan, M.F.; Usman, M.R. Hydrocracking of virgin and waste plastics: A detailed review. Renew. Sustain. Energy Rev. 2018, 90, 490–515. [Google Scholar] [CrossRef]
- Nakaji, Y.; Tamura, M.; Miyaoka, S.; Kumagai, S.; Tanji, M.; Nakagawa, Y.; Yoshioka, T.; Tomishige, K. Low-temperature catalytic upgrading of waste polyolefinic plastics into liquid fuels and waxes. Appl. Catal. B Environ. 2021, 285, 119805. [Google Scholar] [CrossRef]
- Jung, S.; Lee, S.; Dou, X.; Kwon, E.E. Valorization of disposable COVID-19 mask through the thermo-chemical process. Chem. Eng. J. 2021, 405, 126658. [Google Scholar] [CrossRef] [PubMed]
- Dutta, N.; Gupta, A. An experimental study on conversion of high-density polyethylene and polypropylene to liquid fuel. Clean Technol. Environ. Policy 2021, 23, 2213–2220. [Google Scholar] [CrossRef]
- Harmon, R.E.; SriBala, G.; Broadbelt, L.J.; Burnham, A.K. Insight into polyethylene and polypropylene pyrolysis: Global and mechanistic models. Energy Fuels 2021, 35, 6765–6775. [Google Scholar] [CrossRef]
- Praveen Kumar, K.; Srinivas, S. Catalytic co-pyrolysis of biomass and plastics (polypropylene and polystyrene) using spent FCC catalyst. Energy Fuels 2019, 34, 460–473. [Google Scholar] [CrossRef]
- Panda, A.K. Thermo-catalytic degradation of different plastics to drop in liquid fuel using calcium bentonite catalyst. Int. J. Ind. Chem. 2018, 9, 167–176. [Google Scholar] [CrossRef] [Green Version]
- Budsaereechai, S.; Hunt, A.J.; Ngernyen, Y. Catalytic pyrolysis of plastic waste for the production of liquid fuels for engines. RSC Adv. 2019, 9, 5844–5857. [Google Scholar] [CrossRef] [Green Version]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H.; McDonald, A.G. Evaluation of pyrolysis process parameters on polypropylene degradation products. J. Anal. Appl. Pyrolysis 2014, 109, 272–277. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, W.; Jing, X.; Gong, X.; Wen, H.; Deng, Y. Catalytic cracking of polypropylene by using Fe-SBA-15 synthesized in an acid-free medium for production of light hydrocarbon oils. J. Anal. Appl. Pyrolysis 2020, 146, 104755. [Google Scholar] [CrossRef]
- Aisien, E.T.; Otuya, I.C.; Aisien, F.A. Thermal and catalytic pyrolysis of waste polypropylene plastic using spent FCC catalyst. Environ. Technol. Innov. 2021, 22, 101455. [Google Scholar] [CrossRef]
- Sonawane, Y.; Shindikar, M.; Khaladkar, M. High calorific value fuel from household plastic waste by catalytic pyrolysis. Nat. Environ. Pollut. Technol. 2017, 16, 879. [Google Scholar]
- Lee, K.-H.; Noh, N.-S.; Shin, D.-H.; Seo, Y. Comparison of plastic types for catalytic degradation of waste plastics into liquid product with spent FCC catalyst. Polym. Degrad. Stab. 2002, 78, 539–544. [Google Scholar] [CrossRef]
- Kassargy, C.; Awad, S.; Burnens, G.; Kahine, K.; Tazerout, M. Experimental study of catalytic pyrolysis of polyethylene and polypropylene over USY zeolite and separation to gasoline and diesel-like fuels. J. Anal. Appl. Pyrolysis 2017, 127, 31–37. [Google Scholar] [CrossRef]
- Panda, A.K.; Alotaibi, A.; Kozhevnikov, I.V.; Shiju, N.R. Pyrolysis of plastics to liquid fuel using sulphated zirconium hydroxide catalyst. Waste Biomass Valoriz. 2020, 11, 6337–6345. [Google Scholar] [CrossRef] [Green Version]
- Hakeem, I.G.; Aberuagba, F.; Musa, U. Catalytic pyrolysis of waste polypropylene using Ahoko kaolin from Nigeria. Appl. Petrochem. Res. 2018, 8, 203–210. [Google Scholar] [CrossRef] [Green Version]
- Haribal, V.P.; He, F.; Mishra, A.; Li, F. Iron-doped BaMnO3 for hybrid water splitting and syngas generation. ChemSusChem 2017, 10, 3402–3408. [Google Scholar] [CrossRef]
- Huang, J.; Veksha, A.; Chan, W.P.; Giannis, A.; Lisak, G. Chemical recycling of plastic waste for sustainable material management: A prospective review on catalysts and processes. Renew. Sustain. Energy Rev. 2022, 154, 111866. [Google Scholar] [CrossRef]
- Xiao, R.; Jin, B.; Zhou, H.; Zhong, Z.; Zhang, M. Air gasification of polypropylene plastic waste in fluidized bed gasifier. Energy Convers. Manag. 2007, 48, 778–786. [Google Scholar] [CrossRef]
- Hadi, J.A.; Najmuldeen, F.G.; Ahmed, I. Quality restoration of waste polyolefin plastic material through the dissolution-reprecipitation technique. Chem. Ind. Chem. Eng. Q. 2014, 20, 163–170. [Google Scholar] [CrossRef]
- Zhao, Y.-B.; Lv, X.-D.; Ni, H.-G. Solvent-based separation and recycling of waste plastics: A review. Chemosphere 2018, 209, 707–720. [Google Scholar] [CrossRef] [PubMed]
- Chaudhary, A.K.; Vijayakumar, R. Studies on biological degradation of polystyrene by pure fungal cultures. Environ. Dev. Sustain. 2020, 22, 4495–4508. [Google Scholar] [CrossRef]
- Chaudhary, A.; Dave, M.; Upadhyay, D.S. Value-added products from waste plastics using dissolution technique. Mater. Today: Proc. 2022, 57, 1730–1737. [Google Scholar] [CrossRef]
- Terashima, T. Polystyrene (PSt). In Encyclopedia of Polymeric Nanomaterials; Kobayashi, S., Müllen, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 2077–2091. [Google Scholar]
- Gebre, S.H.; Sendeku, M.G.; Bahri, M. Recent Trends in the Pyrolysis of Non-Degradable Waste Plastics. ChemistryOpen 2021, 10, 1202–1226. [Google Scholar] [CrossRef]
- Siyal, A.N.; Memon, S.Q.; Khuhawar, M. Recycling of styrofoam waste: Synthesis, characterization and application of novel phenyl thiosemicarbazone surface. Pol. J. Chem. Technol. 2012, 14, 11–18. [Google Scholar] [CrossRef] [Green Version]
- Cella, R.F.; Mumbach, G.D.; Andrade, K.L.; Oliveira, P.; Marangoni, C.; Bolzan, A.; Bernard, S.; Machado, R.A.F. Polystyrene recycling processes by dissolution in ethyl acetate. J. Appl. Polym. Sci. 2018, 135, 46208. [Google Scholar] [CrossRef]
- García, M.T.; Gracia, I.; Duque, G.; de Lucas, A.; Rodríguez, J.F. Study of the solubility and stability of polystyrene wastes in a dissolution recycling process. Waste Manag. 2009, 29, 1814–1818. [Google Scholar] [CrossRef] [PubMed]
- Achilias, D.; Antonakou, E.; Koutsokosta, E.; Lappas, A. Chemical recycling of polymers from waste electric and electronic equipment. J. Appl. Polym. Sci. 2009, 114, 212–221. [Google Scholar] [CrossRef]
- Gil-Jasso, N.D.; Segura-González, M.A.; Soriano-Giles, G.; Neri-Hipolito, J.; López, N.; Mas-Hernández, E.; Barrera-Díaz, C.E.; Varela-Guerrero, V.; Ballesteros-Rivas, M.F. Dissolution and recovery of waste expanded polystyrene using alternative essential oils. Fuel 2019, 239, 611–616. [Google Scholar] [CrossRef]
- Mumbach, G.D.; Alves, J.L.F.; Da Silva, J.C.G.; De Sena, R.F.; Marangoni, C.; Machado, R.A.F.; Bolzan, A. Thermal investigation of plastic solid waste pyrolysis via the deconvolution technique using the asymmetric double sigmoidal function: Determination of the kinetic triplet, thermodynamic parameters, thermal lifetime and pyrolytic oil composition for clean energy recovery. Energy Convers. Manag. 2019, 200, 112031. [Google Scholar] [CrossRef]
- Maafa, I.M. Pyrolysis of polystyrene waste: A review. Polymers 2021, 13, 225. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Cheng, X.; Meng, H.; Pan, G.; Wang, S.; Wang, D. Density functional theory study on the catalytic degradation mechanism of polystyrene. AIP Adv. 2020, 10, 085004. [Google Scholar] [CrossRef]
- Cho, K.H.; Cho, D.R.; Kim, K.H.; Park, D.W. Catalytic degradation of polystyrene using albite and montmorillonite. Korean J. Chem. Eng. 2007, 24, 223–225. [Google Scholar] [CrossRef]
- Anwar, J.; Munawar, M.A.; Waheed-uz-Zaman; Dar, A.; Tahira, U. Catalytic depolymerisation of polystyrene. Prog. Rubber Plast. Recycl. Technol. 2008, 24, 47–51. [Google Scholar] [CrossRef]
- Zayoud, A.; Thi, H.D.; Kusenberg, M.; Eschenbacher, A.; Kresovic, U.; Alderweireldt, N.; Djokic, M.; Van Geem, K.M. Pyrolysis of end-of-life polystyrene in a pilot-scale reactor: Maximizing styrene production. Waste Manag. 2022, 139, 85–95. [Google Scholar] [CrossRef]
- Tajjamal, A.; Ul-Hamid, A.; Faisal, A.; Zaidi, S.A.H.; Sherin, L.; Mir, A.; Mustafa, M.; Ahmad, N.; Hussain, M.; Park, Y.-K. Catalytic cracking of polystyrene pyrolysis oil: Effect of Nb2O5 and NiO/Nb2O5 catalyst on the liquid product composition. Waste Manag. 2022, 141, 240–250. [Google Scholar] [CrossRef]
- Fan, S.; Zhang, Y.; Liu, T.; Fu, W.; Li, B. Microwave-assisted pyrolysis of polystyrene for aviation oil production. J. Anal. Appl. Pyrolysis 2022, 162, 105425. [Google Scholar] [CrossRef]
- Putra, P.H.M.; Rozali, S.; Patah, M.F.A.; Idris, A. A review of microwave pyrolysis as a sustainable plastic waste management technique. J. Environ. Manag. 2022, 303, 114240. [Google Scholar] [CrossRef]
- Hussain, Z.; Khan, K.M.; Hussain, K. Microwave–metal interaction pyrolysis of polystyrene. J. Anal. Appl. Pyrolysis 2010, 89, 39–43. [Google Scholar] [CrossRef]
- Rex, P.; Masilamani, I.P.; Miranda, L.R. Microwave pyrolysis of polystyrene and polypropylene mixtures using different activated carbon from biomass. J. Energy Inst. 2020, 93, 1819–1832. [Google Scholar] [CrossRef]
- Miliute-Plepiene, J.; Fråne, A.; Almasi, A.M. Overview of polyvinyl chloride (PVC) waste management practices in the Nordic countries. Clean. Eng. Technol. 2021, 4, 100246. [Google Scholar] [CrossRef]
- Kameda, T.; Fukushima, S.; Shoji, C.; Grause, G.; Yoshioka, T. Electrodialysis for NaCl/EG solution using ion-exchange membranes. J. Mater. Cycles Waste Manag. 2013, 15, 111–114. [Google Scholar] [CrossRef]
- Qi, Y.; He, J.; Li, Y.; Yu, X.; Xiu, F.-R.; Deng, Y.; Gao, X. A novel treatment method of PVC-medical waste by near-critical methanol: Dechlorination and additives recovery. Waste Manag. 2018, 80, 1–9. [Google Scholar] [CrossRef]
- Yu, J.; Sun, L.; Ma, C.; Qiao, Y.; Yao, H. Thermal degradation of PVC: A review. Waste Manag. 2016, 48, 300–314. [Google Scholar] [CrossRef]
- Zakharyan, E.; Petrukhina, N.; Maksimov, A. Pathways of Chemical Recycling of Polyvinyl Chloride: Part 1. Russ. J. Appl. Chem. 2020, 93, 1271–1313. [Google Scholar] [CrossRef]
- Pan, J.; Jiang, H.; Qing, T.; Zhang, J.; Tian, K. Transformation and kinetics of chlorine-containing products during pyrolysis of plastic wastes. Chemosphere 2021, 284, 131348. [Google Scholar] [CrossRef]
- Zhou, J.; Liu, G.; Wang, S.; Zhang, H.; Xu, F. TG-FTIR and Py-GC/MS study of the pyrolysis mechanism and composition of volatiles from flash pyrolysis of PVC. J. Energy Inst. 2020, 93, 2362–2370. [Google Scholar] [CrossRef]
- Liu, H.; Wang, C.; Zhang, J.; Zhao, W.; Fan, M. Pyrolysis kinetics and thermodynamics of typical plastic waste. Energy Fuels 2020, 34, 2385–2390. [Google Scholar] [CrossRef]
- Zhou, X.-L.; He, P.-J.; Peng, W.; Yi, S.-X.; Lü, F.; Shao, L.-M.; Zhang, H. Upcycling waste polyvinyl chloride: One-pot synthesis of valuable carbon materials and pipeline-quality syngas via pyrolysis in a closed reactor. J. Hazard. Mater. 2022, 427, 128210. [Google Scholar] [CrossRef] [PubMed]
- Kumagai, S.; Lu, J.; Fukushima, Y.; Ohno, H.; Kameda, T.; Yoshioka, T. Diagnosing chlorine industrial metabolism by evaluating the potential of chlorine recovery from polyvinyl chloride wastes—A case study in Japan. Resour. Conserv. Recycl. 2018, 133, 354–361. [Google Scholar] [CrossRef]
- Takeshita, Y.; Kato, K.; Takahashi, K.; Sato, Y.; Nishi, S. Basic study on treatment of waste polyvinyl chloride plastics by hydrothermal decomposition in subcritical and supercritical regions. J. Supercrit. Fluids 2004, 31, 185–193. [Google Scholar] [CrossRef]
- Enomoto, H. Dechlorination Treatment of Poly (vinyl chloride). J. Jpn. Soc. Waste Mgmt. Exp. 1995, 6, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Zhao, P.; Li, T.; Yan, W.; Yuan, L. Dechlorination of PVC wastes by hydrothermal treatment using alkaline additives. Environ. Technol. 2018, 39, 977–985. [Google Scholar] [CrossRef]
- Sogancioglu, M.; Yel, E.; Ahmetli, G. Pyrolysis of waste high density polyethylene (HDPE) and low density polyethylene (LDPE) plastics and production of epoxy composites with their pyrolysis chars. J. Clean. Prod. 2017, 165, 369–381. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Alvarez, J.; Bilbao, J.; Olazar, M. Recent advances in the gasification of waste plastics. A critical overview. Renew. Sustain. Energy Rev. 2018, 82, 576–596. [Google Scholar] [CrossRef]
- Marcilla, A.; Gomez, A.; Reyes-Labarta, J.; Giner, A.; Hernández, F. Kinetic study of polypropylene pyrolysis using ZSM-5 and an equilibrium fluid catalytic cracking catalyst. J. Anal. Appl. Pyrolysis 2003, 68, 467–480. [Google Scholar] [CrossRef]
- Miranda, R.; Pakdel, H.; Roy, C.; Vasile, C. Vacuum pyrolysis of commingled plastics containing PVC II. Product analysis. Polym. Degrad. Stab. 2001, 73, 47–67. [Google Scholar] [CrossRef]
- Singh, M.V. Pyrolysis of Waste Polyolefins into Liquid Petrochemicals Using Metal Carbonate Catalyst. Eng. Sci. 2022, 19, 285–291. [Google Scholar] [CrossRef]
- Marcilly, C. Evolution of refining and petrochemicals. What is the place of zeolites. In Studies in Surface Science and Catalysis; Elsevier: Amsterdam, The Netherlands, 2001; Volume 135, pp. 37–60. [Google Scholar]
- Degnan Jr, T.F. The implications of the fundamentals of shape selectivity for the development of catalysts for the petroleum and petrochemical industries. J. Catal. 2003, 216, 32–46. [Google Scholar] [CrossRef]
- del Remedio Hernández, M.; Gómez, A.; García, Á.N.; Agulló, J.; Marcilla, A. Effect of the temperature in the nature and extension of the primary and secondary reactions in the thermal and HZSM-5 catalytic pyrolysis of HDPE. Appl. Catal. A Gen. 2007, 317, 183–194. [Google Scholar] [CrossRef]
- del Remedio Hernández, M.; García, Á.N.; Marcilla, A. Catalytic flash pyrolysis of HDPE in a fluidized bed reactor for recovery of fuel-like hydrocarbons. J. Anal. Appl. Pyrolysis 2007, 78, 272–281. [Google Scholar] [CrossRef]
- Yang, M.; Tian, X.; You, F. Manufacturing ethylene from wet shale gas and biomass: Comparative technoeconomic analysis and environmental life cycle assessment. Ind. Eng. Chem. Res. 2018, 57, 5980–5998. [Google Scholar] [CrossRef]
- Murali, A.; Berrouk, A.S.; Dara, S.; AlWahedi, Y.F.; Adegunju, S.; Abdulla, H.S.; Das, A.K.; Yousif, N.; Hosani, M.A. Efficiency enhancement of a commercial natural gas liquid recovery plant: A MINLP optimization analysis. Sep. Sci. Technol. 2020, 55, 955–966. [Google Scholar] [CrossRef]
- Buekens, A.G.; Froment, G.F. Thermal cracking of propane. Kinetics and product distributions. Ind. Eng. Chem. Process Des. Dev. 1968, 7, 435–447. [Google Scholar] [CrossRef]
- Haribal, V.P.; Chen, Y.; Neal, L.; Li, F. Intensification of ethylene production from naphtha via a redox oxy-cracking scheme: Process simulations and analysis. Engineering 2018, 4, 714–721. [Google Scholar] [CrossRef]
- Qyyum, M.A.; Naquash, A.; Haider, J.; Al-Sobhi, S.A.; Lee, M. State-of-the-art assessment of natural gas liquids recovery processes: Techno-economic evaluation, policy implications, open issues, and the way forward. Energy 2022, 238, 121684. [Google Scholar] [CrossRef]
- Ahmad, S.; Tanwar, R.; Gupta, R.; Khanna, A. Interaction parameters for multi-component aromatic extraction with sulfolane. Fluid Phase Equilibria 2004, 220, 189–198. [Google Scholar] [CrossRef]
- Choi, Y.J.; Cho, K.W.; Cho, B.W.; Yeo, Y.-K. Optimization of the sulfolane extraction plant based on modeling and simulation. Ind. Eng. Chem. Res. 2002, 41, 5504–5509. [Google Scholar] [CrossRef]
- Gaile, A.; Erzhenkov, A.; Semenov, L.; Varshavskii, O.; Zalishchevskii, G.; Somov, V.; Marusina, N. Extraction of aromatic hydrocarbons with triethylene glycol-sulfolane mixed extractant. Russ. J. Appl. Chem. 2001, 74, 1668–1671. [Google Scholar] [CrossRef]
- Gaile, A.; Zalishchevskii, G.; Erzhenkov, A.; Kayfadzhyan, E.; Koldobskaya, L. Extraction of aromatic hydrocarbons from reformates with mixtures of triethylene glycol and sulfolane. Russ. J. Appl. Chem. 2007, 80, 591–594. [Google Scholar] [CrossRef]
- Gaile, A.; Zalishchevskii, G.; Erzhenkov, A.; Koldobskaya, L. Benzene separation from the benzene fraction of reformer naphtha by extractive rectification with N-methylpyrrolidone-sulfolane mixtures. Russ. J. Appl. Chem. 2008, 81, 1375–1381. [Google Scholar] [CrossRef]
- Lei, Z.; Li, C.; Li, J.; Chen, B. Suspension catalytic distillation of simultaneous alkylation and transalkylation for producing cumene. Sep. Purif. Technol. 2004, 34, 265–271. [Google Scholar] [CrossRef]
- Kelly, M.F.; Uitti, K.D. Extractive Distillation of Aromatics with a Sulfolane Solvent. US3551327A, 12 March 1969. [Google Scholar]
- Wang, Q.; Zhang, B.; He, C.; He, C.; Chen, Q. Optimal design of a new aromatic extractive distillation process aided by a co-solvent mixture. Energy Procedia 2017, 105, 4927–4934. [Google Scholar] [CrossRef]
- Zhao, X.; You, F. Waste high-density polyethylene recycling process systems for mitigating plastic pollution through a sustainable design and synthesis paradigm. AIChE J. 2021, 67, e17127. [Google Scholar] [CrossRef]
- Pan, Z.; Xue, X.; Zhang, C.; Wang, D.; Xie, Y.; Zhang, R. Production of aromatic hydrocarbons by hydro-liquefaction of high-density polyethylene (HDPE) over Ni/HZSM-5. J. Anal. Appl. Pyrolysis 2018, 136, 208–214. [Google Scholar] [CrossRef]
- Orozco, S.; Artetxe, M.; Lopez, G.; Suarez, M.; Bilbao, J.; Olazar, M. Conversion of HDPE into Value Products by Fast Pyrolysis Using FCC Spent Catalysts in a Fountain Confined Conical Spouted Bed Reactor. ChemSusChem 2021, 14, 4291–4300. [Google Scholar] [CrossRef]
- Farooqi, A.S.; Yusuf, M.; Zabidi, N.A.M.; Saidur, R.; Sanaullah, K.; Farooqi, A.S.; Khan, A.; Abdullah, B. A comprehensive review on improving the production of rich-hydrogen via combined steam and CO2 reforming of methane over Ni-based catalysts. Int. J. Hydrogen Energy 2021, 46, 31024–31040. [Google Scholar] [CrossRef]
- Wang, B.; Gebreslassie, B.H.; You, F. Sustainable design and synthesis of hydrocarbon biorefinery via gasification pathway: Integrated life cycle assessment and technoeconomic analysis with multiobjective superstructure optimization. Comput. Chem. Eng. 2013, 52, 55–76. [Google Scholar] [CrossRef]
- Yang, H.; Zhang, C.; Gao, P.; Wang, H.; Li, X.; Zhong, L.; Wei, W.; Sun, Y. A review of the catalytic hydrogenation of carbon dioxide into value-added hydrocarbons. Catal. Sci. Technol. 2017, 7, 4580–4598. [Google Scholar] [CrossRef]
- Butler, E.; Devlin, G.; McDonnell, K. Waste polyolefins to liquid fuels via pyrolysis: Review of commercial state-of-the-art and recent laboratory research. Waste Biomass Valorization 2011, 2, 227–255. [Google Scholar] [CrossRef] [Green Version]
- Ding, W.; Liang, J.; Anderson, L.L. Hydrocracking and hydroisomerization of high-density polyethylene and waste plastic over zeolite and silica− alumina-supported Ni and Ni− Mo sulfides. Energy Fuels 1997, 11, 1219–1224. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.; Navarro, R. Thermal and catalytic pyrolysis of polyethylene over HZSM5 and HUSY zeolites in a batch reactor under dynamic conditions. Appl. Catal. B Environ. 2009, 86, 78–86. [Google Scholar] [CrossRef]
- Caldeira, V.P.; Peral, A.; Linares, M.; Araujo, A.S.; Garcia-Muñoz, R.A.; Serrano, D.P. Properties of hierarchical Beta zeolites prepared from protozeolitic nanounits for the catalytic cracking of high density polyethylene. Appl. Catal. A Gen. 2017, 531, 187–196. [Google Scholar] [CrossRef]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H. Evaluation of pyrolysis product of virgin high density polyethylene degradation using different process parameters in a stirred reactor. Fuel Process. Technol. 2013, 109, 90–95. [Google Scholar] [CrossRef]
- Lee, J.Y.; Park, S.M.; Saha, S.K.; Cho, S.J.; Seo, G. Liquid-phase degradation of polyethylene (PE) over MFI zeolites with mesopores: Effects of the structure of PE and the characteristics of mesopores. Appl. Catal. B Environ. 2011, 108, 61–71. [Google Scholar] [CrossRef]
- Obeid, F.; Zeaiter, J.; Ala’a, H.; Bouhadir, K. Thermo-catalytic pyrolysis of waste polyethylene bottles in a packed bed reactor with different bed materials and catalysts. Energy Convers. Manag. 2014, 85, 1–6. [Google Scholar] [CrossRef]
- Zia, K.M.; Bhatti, H.N.; Bhatti, I.A. Methods for polyurethane and polyurethane composites, recycling and recovery: A review. React. Funct. Polym. 2007, 67, 675–692. [Google Scholar] [CrossRef]
- Zahedifar, P.; Pazdur, L.; Vande Velde, C.M.; Billen, P. Multistage chemical recycling of polyurethanes and dicarbamates: A glycolysis–hydrolysis demonstration. Sustainability 2021, 13, 3583. [Google Scholar] [CrossRef]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane foams: Past, present, and future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sheel, A.; Pant, D. Chemical depolymerization of polyurethane foams via glycolysis and hydrolysis. In Recycling of Polyurethane Foams; Elsevier: Amsterdam, The Netherlands, 2018; pp. 67–75. [Google Scholar]
- Greene, T.W.; Wuts, P.G. Protective Groups in Organic Synthesis; Wiley: Hoboken, NJ, USA, 1991. [Google Scholar]
- Nikje, M.M.A.; Garmarudi, A.B.; Idris, A.B. Polyurethane waste reduction and recycling: From bench to pilot scales. Des. Monomers Polym. 2011, 14, 395–421. [Google Scholar] [CrossRef]
- Motokucho, S.; Nakayama, Y.; Morikawa, H.; Nakatani, H. Environment-friendly chemical recycling of aliphatic polyurethanes by hydrolysis in a CO2-water system. J. Appl. Polym. Sci. 2018, 135, 45897. [Google Scholar] [CrossRef]
- Kemona, A.; Piotrowska, M. Polyurethane recycling and disposal: Methods and prospects. Polymers 2020, 12, 1752. [Google Scholar] [CrossRef] [PubMed]
- Simón, D.; Borreguero, A.; De Lucas, A.; Rodríguez, J. Recycling of polyurethanes from laboratory to industry, a journey towards the sustainability. Waste Manag. 2018, 76, 147–171. [Google Scholar] [CrossRef]
- Simón, D.; Borreguero, A.; De Lucas, A.; Rodríguez, J. Glycolysis of viscoelastic flexible polyurethane foam wastes. Polym. Degrad. Stab. 2015, 116, 23–35. [Google Scholar] [CrossRef]
- Xu, S.; Li, X.; Sui, G.; Du, R.; Zhang, Q.; Fu, Q. Plasma modification of PU foam for piezoresistive sensor with high sensitivity, mechanical properties and long-term stability. Chem. Eng. J. 2020, 381, 122666. [Google Scholar] [CrossRef]
- Heiran, R.; Ghaderian, A.; Reghunadhan, A.; Sedaghati, F.; Thomas, S. Glycolysis: An efficient route for recycling of end of life polyurethane foams. J. Polym. Res. 2021, 28, 22. [Google Scholar] [CrossRef]
- Gadhave, R.V.; Srivastava, S.; Mahanwar, P.A.; Gadekar, P.T. Recycling and disposal methods for polyurethane wastes: A review. Open J. Polym. Chem. 2019, 9, 39–51. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Dong, Q.; Liu, S.; Xie, H.; Liu, L.; Li, J. Recycling and disposal methods for polyurethane foam wastes. Procedia Environ. Sci. 2012, 16, 167–175. [Google Scholar] [CrossRef]
- Gu, X.; Lyu, S.; Cheng, W.; Liu, S. Effect of different catalysts on recovery and reuse of waste polyurethane rigid foam. Mater. Res. Express 2021, 8, 035105. [Google Scholar] [CrossRef]
- Deng, Y.; Dewil, R.; Appels, L.; Ansart, R.; Baeyens, J.; Kang, Q. Reviewing the thermo-chemical recycling of waste polyurethane foam. J. Environ. Manag. 2021, 278, 111527. [Google Scholar] [CrossRef] [PubMed]
- Chandrasekaran, S.R.; Sharma, B.K. From waste to resources: How to integrate recycling into the production cycle of plastics. In Plastics to Energy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 345–364. [Google Scholar]
- Guo, X.; Zhang, W.; Wang, L.; Hao, J. Comparative study of nitrogen migration among the products from catalytic pyrolysis and gasification of waste rigid polyurethane foam. J. Anal. Appl. Pyrolysis 2016, 120, 144–153. [Google Scholar] [CrossRef]
- Akhmetova, F.; Aubakirov, Y.A.; Tashmukhambetova, Z.H.; Sassykova, L.R.; Arbag, H.; Kurmangaliyeva, A. Recycling of waste plastics to liquid fuel mixture over composite zeolites catalysts. Chem. Bull. Kazakh Natl. Univ. 2021, 101, 12–18. [Google Scholar] [CrossRef]
- Maddodi, B.S.; Lathashri, U.A.; Devesh, S.; Rao, A.U.; Shenoy, G.B.; Wijerathne, H.T.; Sooriyaperkasam, N.; Kumar M, P. Repurposing Plastic Wastes in Non-conventional Engineered Wood Building Bricks for Constructional Application—A Mechanical Characterization using Experimental and Statistical Analysis. Eng. Sci. 2022, 18, 329–336. [Google Scholar] [CrossRef]
- Martín-Lara, M.; Moreno, J.; Garcia-Garcia, G.; Arjandas, S.; Calero, M. Life cycle assessment of mechanical recycling of post-consumer polyethylene flexible films based on a real case in Spain. J. Clean. Prod. 2022, 365, 132625. [Google Scholar] [CrossRef]
- Mu, B.; Yang, Y. Complete separation of colorants from polymeric materials for cost-effective recycling of waste textiles. Chem. Eng. J. 2022, 427, 131570. [Google Scholar] [CrossRef]
- Ferreira, A.M.; Sucena, I.; Otero, V.; Angelin, E.M.; Melo, M.J.; Coutinho, J.A.P. Pretreatment of Plastic Waste: Removal of Colorants from HDPE Using Biosolvents. Molecules 2021, 27, 98. [Google Scholar] [CrossRef]
- Tsochatzis, E.D.; Lopes, J.A.; Corredig, M. Chemical testing of mechanically recycled polyethylene terephthalate for food packaging in the European Union. Resour. Conserv. Recycl. 2022, 179, 106096. [Google Scholar] [CrossRef]
- Brosché, S.; Strakova, J.; Bell, L.; Karlsson, T. Widespread Chemical Contamination of Recycled Plastic Pellets Globally; IPEN: Berkeley, CA, USA; Los Angeles, CA, USA, 2021. [Google Scholar]
- Marson, A.; Masiero, M.; Modesti, M.; Scipioni, A.; Manzardo, A. Life Cycle Assessment of Polyurethane Foams from Polyols Obtained through Chemical Recycling. ACS Omega 2021, 6, 1718–1724. [Google Scholar] [CrossRef] [PubMed]





| Methods | Advantages | Limitations | Ref. |
|---|---|---|---|
| Mechanical |
|
| [31,32] |
|
| [32] | |
| Chemical |
|
| [16,33] |
|
| [34,35] | |
|
| [36,37] | |
| Biological |
|
| [5] |
|
| Feedstocks | Catalyst | Condition | Yield of Product, % | Calorific Values of Liquid Product, kJ/kg | Major Product | Ref. | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Reactor | T, °C | t, min | Solid | Liquid | Gas | |||||
| PP | Spent FCC | Quartz Tube | 510 | 60 | NA | 62 | 38 | NA | Olefins, alkane | [86] |
| PP | Calcium bentonite clay | Batch | 500 | NA | 0 | 88.5 | ~11.5 | 44,370 | Alkene | [87] |
| PP + Lignocellulosic biomass; (1:2) | Spent FCC | Quartz Tube | 510 | 60 | 12 | 52 | 36 | NA | Aromatics, olefins, alkanes, oxygenates | [86] |
| PP | Bentonite clay | Fixed bed | 500 | 10 | NA | 90.5 | NA | 44,763 | Aromatics, alkanes, alkenes | [88] |
| PP | FCC | Stirred semi-batch | 450 | NA | 3.6 | 92.3 | 4.1 | NA | Olefins, paraffins, naphthene, aromatics | [89] |
| PP | Fe-SBA-15 | Batch | 540 | 300 | 2–0.8 | 73–77 | 24–21 | NA | CH4, C2H6, C3H6, and C4 | [90] |
| PP | Spent FCC | Batch | 300 | NA | 2.3 | 72.4 | 23.7 | 43,435 | Paraffin, olefins, naphthene, aromatic | [91] |
| pp | 10% dolomite | Batch | 400–500 | 90 | NA | 85.2 | NA | 43,000–46,000 | Alkanes, alkenes | [92] |
| PP | Spent FCC | Stirred semi-batch reactor | 400 | NA | 2 | 85 | 13 | NA | Olefin, paraffin, naphthene, aromatic | [93] |
| PP | USY | Batch | 450 | 45 | 1.2 | 82 | 16.8 | NA | C9, C12, C15, C18 and C21 | [94] |
| PP | Sulfated zirconium hydroxide | Batch | 500 | NA | <1 | 84.1 | 15 | 193.8 | Paraffin, olefins | [95] |
| PP | Kaolin clay | Batch | 450 | 30 | 23.67 | 67.5 | 8.85 | 46,470 | Aromatics, olefins, amines, sulfide, hydroxyl | [96] |
| Feedstock | Catalyst | Condition Operation | Yield of Product, % | Major Product | Ref. | ||||
|---|---|---|---|---|---|---|---|---|---|
| Reactor | T, °C | t, min | Solid | Liquid | Gas | ||||
| HDPE | HUSY | Batch | 550 | NA | 1.9 | 41 | 39.5 | C3–C7 Hydrocarbons | [165] |
| LDPE | Sulfated zirconium hydroxide | Batch | 500 | 70 | 2 | 82 | 16 | C10–C24 hydrocarbons | [95] |
| HDPE | HZSM-5 | Batch | 550 | NA | 0.7 | 17.3 | 72.6 | C3–C6 Hydrocarbons | [165] |
| LDPE | HUSY | Batch | 550 | NA | 1.9 | 61.6 | 34.5 | C4–C9 hydrocarbons | [165] |
| HDPE | Conventional Beta zeolite | Batch | 380 | 120 | 45.7 | 45 | 9.3 | C1–C4; C5–C12; >C13 hydrocarbon | [166] |
| HDPE | Hierarchical Beta (CTAB) | Batch | 380 | 120 | 32.7 | 50.3 | 17 | C1–C4; C5–C12; >C13 hydrocarbon | [166] |
| HDPE | Hierarchical Beta (PHAPTMS) | Batch | 380 | 120 | 3 | 81.9 | 15.1 | C1–C4; C5–C12; >C13 hydrocarbon | [166] |
| LDPE | HZSM-5 | Batch | 550 | NA | 0.5 | 18.3 | 70.7 | C3–C7 hydrocarbons | [165] |
| LDPE | Bentonite | Fixed bed | 700 | NA | NA | 86.6 | NA | C5–C9; C10–C13; >C13 | [88] |
| HDPE | Bentonite | Fixed bed | 700 | NA | NA | 88.7 | NA | C5–C9; C10–C13; >C13 | [88] |
| HDPE | Sulfated zirconium hydroxide | Batch | 500 | 70 | <1 | 79.5 | 20.1 | C10–C24 hydrocarbons | [95] |
| HDPE | FCC | Semi-batch | 420 | 60 | 4.2 | 89.1 | 6.7 | C4–C9 Hydrocarbons | [167] |
| HDPE | MFI Zeolite—Syn | Flask | 380 | 60 | - | 51 | 49 | C5–C7 hydrocarbons | [168] |
| HDPE | Silica/NaOH | Packed bed | 500 | 70 | - | 82 | 18 | C10–C28 hydrocarbons | [169] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Damayanti, D.; Saputri, D.R.; Marpaung, D.S.S.; Yusupandi, F.; Sanjaya, A.; Simbolon, Y.M.; Asmarani, W.; Ulfa, M.; Wu, H.-S. Current Prospects for Plastic Waste Treatment. Polymers 2022, 14, 3133. https://doi.org/10.3390/polym14153133
Damayanti D, Saputri DR, Marpaung DSS, Yusupandi F, Sanjaya A, Simbolon YM, Asmarani W, Ulfa M, Wu H-S. Current Prospects for Plastic Waste Treatment. Polymers. 2022; 14(15):3133. https://doi.org/10.3390/polym14153133
Chicago/Turabian StyleDamayanti, Damayanti, Desi Riana Saputri, David Septian Sumanto Marpaung, Fauzi Yusupandi, Andri Sanjaya, Yusril Mahendra Simbolon, Wulan Asmarani, Maria Ulfa, and Ho-Shing Wu. 2022. "Current Prospects for Plastic Waste Treatment" Polymers 14, no. 15: 3133. https://doi.org/10.3390/polym14153133