
Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications

 , , ,
, , ,  , , , , , ,
, , , , , ,  , and
, and
Abstract
:1. Introduction
2. Natural Fiber
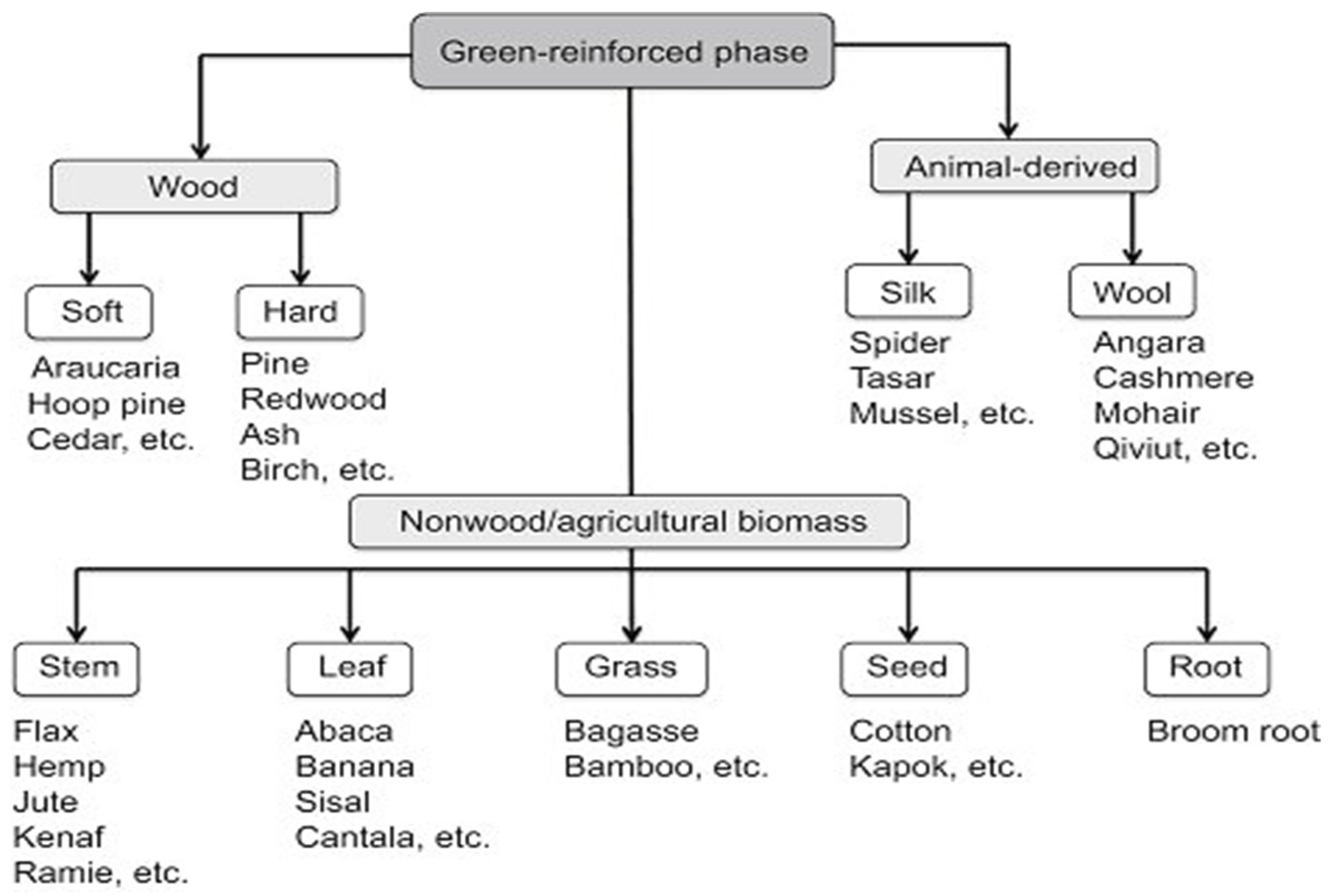
2.1. Constituents and Types of Green Composites
2.2. Chemical Composition of Green Fibers
2.3. Mechanical Properties of Green Fibers
3. Polylactic Acid (PLA)
3.1. Advantages and Disadvantages
3.2. Physical Properties of PLA
3.3. Mechanical Properties of PLA

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Test | Parameter and Values | Ultimate Tensile Strength (MPa) | Elastic Modulus (MPa) | Ref. |
|---|---|---|---|---|
| Tensile | Layer height (0.2 mm) | 60.4 | 3480 | [108] |
| Raster angle (0/90, 45/45) | 54.9 | 3336 | ||
| Tensile | Infill percentage (60%, 100%) | 62.5 | - | [109] |
| Build orientation (front, side) | 57.0 | - | ||
| Layer height (0.15, 0.4 mm) | 57.0 | - | ||
| Tensile | Raster angle (0, 45, 90) | 64.03 | 3600 | [110] |
| Tensile | Raster angle (0, 45, 90) | 38.65 | 1538 | [111] |
| Tensile | Raster angle (0, 45, 90) | 38.70 | 1538 | [112] |
| Tensile | Layer thickness (0.1, 0.12, 0.15, 0.18, 0.2 mm) | 49.29 | 3497.63 | [113] |
| Raster angle (0, 18, 45, 72, 90) | 53.59 | 3388.57 | ||
| Number of shells (2, 3, 4, 5, 6) | 50.67 | 3189.01 | ||
| Tensile | Layer height (0.1 mm) | 45.56 | 1125 | [114] |
| Compression | Raster angle (0/90, 45/135, 0/45/90/135) | - | 408–1018 | [115] |
| Tensile | Layer thickness (0.06, 0.12,0.18, 0.24 mm) Build orientation (upright, flat, on-edge) Feed rate (20, 50, 80 mm/s) | 89.1 | 4409 | [116] |
| Tensile | Build orientation (front, side) | 66.96 | 1350 | [117] |
| Tensile (quasi-static loading) | Raster angle (0, 30, 45, 60, 90) | 45.8 | 3372 | [118] |
3.4. Thermal Properties of PLA
4. Processing of PLA Green Composites
| Fiber | Process | Temperature | Pressure | Time of Heating | Reference |
|---|---|---|---|---|---|
| Kenaf | Wet impregnation method | Room temperature | Process under vacuum | No heating, 24 h drying | [130] |
| Kenaf | Hot pressing | 160 °C | 10 MPa | 10 min | [131] |
| Flax | Twin screw extrusion + injection molding | 250 °C | 70 MPa Screw speed—250 rpm | - | [132] |
| Chicken feather | Twin screw extrusion + injection molding | 180 °C | Screw speed—100 r/min | 10 min | [133] |
| Bamboo | Twin-screw extrusion + injection molding | 180 °C | 50–60 MPa | - | [134] |
| Bamboo | Compounding + injection molding | 170 °C | Screw speed—150 r/min | - | [135] |
| Treated ramie | Two-roll plastics mill + hot pressing | 140–170 °C | 20 MPa | 4 min (hot press) | [136] |
| Short ramie | Two-roll plastics mill + hot pressing | 140–170 °C | 5 MPa | 4 min (hot press) | [137] |
| Ramie and jute | Two-roll plastics mill + hot pressing | 140–170 °C | 20 MPa (of hot press) | 4 min (hot press) | [137] |
5. PLA-Based Green Composites
5.1. Mechanical Properties of PLA-Based Green Composites
5.2. Thermal Properties of PLA-Based Green Composite
5.3. Rheological Properties of PLA-Based Green Composites
6. PLA Blend Composites
6.1. Mechanical Properties of PLA Blend Composites
6.2. Thermal Properties of PLA Blend Composites
6.3. Rheological Properties of PLA Blend Composites
7. PLA Hybrid Composites
7.1. Mechanical Properties of PLA Hybrid Composites
7.2. Thermal Properties of PLA Hybrid Composites
7.3. Rheological Properties of PLA Hybrid Composites
8. Applications of PLA-Based Green Composites
8.1. Wound Management and Stent Applications
8.2. Drug Delivery System-Based PLA
8.3. Orthopedic and Fixation Devices
8.4. Tissue Engineering and Regenerative Medicine
8.5. Components in Electrical Towers
8.6. Automotive
8.7. Packaging
9. Challenges and Opportunities
10. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Bajpai, P.K.; Singh, I.; Madaan, J. Development and characterization of PLA-based green composites: A review. J. Thermoplast. Compos. Mater. 2014, 27, 52–81. [Google Scholar] [CrossRef]
- Roslan, Z.B.; Ramli, Z.; Razman, M.R.; Asyraf, M.R.M.; Ishak, M.R.; Ilyas, R.A.; Nurazzi, N.M. Reflections on Local Community Identity by Evaluating Heritage Sustainability Protection in Jugra, Selangor, Malaysia. Sustainability 2021, 13, 8705. [Google Scholar] [CrossRef]
- Ali, S.S.S.; Razman, M.R.; Awang, A.; Asyraf, M.R.M.; Ishak, M.R.; Ilyas, R.A.; Lawrence, R.J. Critical Determinants of Household Electricity Consumption in a Rapidly Growing City. Sustainability 2021, 13, 4441. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical Composition of Natural Fibers and its Influence on their Mechanical Properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Comparative studies of mechanical and morphological properties of polylactic acid and polypropylene based natural fiber composites. J. Reinf. Plast. Compos. 2012, 31, 1712–1724. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Rafiqah, S.A.; Aisyah, H.A.; Nurazzi, N.M.; Norrrahim, M.N.F. Effect of hydrolysis time on the morphological, physical, chemical, and thermal behavior of sugar palm nanocrystalline cellulose (Arenga pinnata (Wurmb.) Merr). Text. Res. J. 2021, 91, 152–167. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: An overview about mechanical characteristics and application areas. Compos. Part A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Koloor, S.S.R.; Petrů, M. Micro- and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef] [PubMed]
- Suriani, M.J.; Ilyas, R.A.; Zuhri, M.Y.M.; Khalina, A.; Sultan, M.T.H.; Sapuan, S.M.; Ruzaidi, C.M.; Wan, F.N.; Zulkifli, F.; Harussani, M.M.; et al. Critical Review of Natural Fiber Reinforced Hybrid Composites: Processing, Properties, Applications and Cost. Polymers 2021, 13, 3514. [Google Scholar] [CrossRef] [PubMed]
- Hafila, K.Z.; Jumaidin, R.; Ilyas, R.A.; Selamat, M.Z.; Yusof, F.A.M. Effect of palm wax on the mechanical, thermal, and moisture absorption properties of thermoplastic cassava starch composites. Int. J. Biol. Macromol. 2021. [Google Scholar] [CrossRef]
- Kadier, A.; Ilyas, R.A.; Huzaifah, M.R.M.; Harihastuti, N.; Sapuan, S.M.; Harussani, M.M.; Azlin, M.N.M.; Yuliasni, R.; Ibrahim, R.; Atikah, M.S.N.; et al. Use of Industrial Wastes as Sustainable Nutrient Sources for Bacterial Cellulose (BC) Production: Mechanism, Advances, and Future Perspectives. Polymers 2021, 13, 3365. [Google Scholar] [CrossRef] [PubMed]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from Renewable Resources in Green Materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Vinod, A.; Sanjay, M.R.; Suchart, S.; Jyotishkumar, P. Renewable and sustainable biobased materials: An assessment on biofibers, biofilms, biopolymers and biocomposites. J. Clean. Prod. 2020, 258, 120978. [Google Scholar] [CrossRef]
- Girijappa, Y.G.T.; Rangappa, S.M.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar, L.R.; Sanjay, M.; Siengchin, S. Life-cycle and environmental impact assessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Text. 2020, 152808372092473. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Senthamaraikannan, P.; Pradeep, S.; Saravanakumar, S.S.; Yogesha, B. A review on synthesis and characterization of commercially available natural fibers: Part-I. J. Nat. Fibers 2018, 16, 1132–1144. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar] [CrossRef]
- DeStefano, V.; Khan, S.; Tabada, A. Applications of PLA in modern medicine. Eng. Regen. 2020, 1, 76–87. [Google Scholar] [CrossRef]
- Kanakannavar, S.; Pitchaimani, J.; Ramesh, M. Tribological behaviour of natural fibre 3D braided woven fabric reinforced PLA composites. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 1353–1364. [Google Scholar] [CrossRef]
- Lee, C.H.; Khalina, A.; Lee, S.H. Importance of Interfacial Adhesion Condition on Characterization of Plant-Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 438. [Google Scholar] [CrossRef]
- Jaafar, C.N.A.; Zainol, I.; Ishak, N.S.; Ilyas, R.A.; Sapuan, S.M. Effects of the Liquid Natural Rubber (LNR) on Mechanical Properties and Microstructure of Epoxy/Silica/Kenaf Hybrid Composite for Potential Automotive Applications. J. Mater. Res. Technol. 2021, 12, 1026–1038. [Google Scholar] [CrossRef]
- Bhat, K.M.; Rajagopalan, J.; Mallikarjunaiah, R.; Rao, N.N.; Sharma, A. Eco-Friendly and Biodegradable Green Composites. In Biocomposites; IntechOpen: London, UK, 2021. [Google Scholar] [CrossRef]
- Nagalakshmaiah, M.; Afrin, S.; Malladi, R.P.; Elkoun, S.; Robert, M.; Ansari, M.A.; Svedberg, A.; Karim, Z. Biocomposites: Present Trends and Challenges for the Future. In Green Composites for Automotive Applications; Woodhead Publishing: Sawston, UK, 2019; pp. 197–215. [Google Scholar] [CrossRef]
- Karande, R.D.; Abitha, V.; Rane, A.V.; Mishra, R.K. Preparation of Polylactide from Synthesized Lactic Acid and Effect of reaction Parameters on Conversion. J. Mater. Sci. Eng. Adv. Technol. 2015, 12, 1–37. [Google Scholar]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A comprehensive review on advanced sustainable woven natural fibre polymer composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef]
- Supian, A.B.M.; Sapuan, S.M.; Jawaid, M.; Zuhri, M.Y.M.; Ilyas, R.A.; Syamsir, A. Crashworthiness Response of Filament Wound Kenaf/Glass Fibre-reinforced Epoxy Composite Tubes with Influence of Stacking Sequence under Intermediate-velocity Impact Load. Fibers Polym. 2021, 1–12. [Google Scholar] [CrossRef]
- Rozilah, A.; Jaafar, C.N.A.; Sapuan, S.M.; Zainol, I.; Ilyas, R.A. The Effects of Silver Nanoparticles Compositions on the Mechanical, Physiochemical, Antibacterial, and Morphology Properties of Sugar Palm Starch Biocomposites for Antibacterial Coating. Polymers 2020, 12, 2605. [Google Scholar] [CrossRef] [PubMed]
- Haris, N.I.N.; Ilyas, R.A.; Hassan, M.Z.; Sapuan, S.M.; Afdzaluddin, A.; Jamaludin, K.R.; Zaki, S.A.; Ramlie, F. Dynamic Mechanical Properties and Thermal Properties of Longitudinal Basalt/Woven Glass Fiber Reinforced Unsaturated Polyester Hybrid Composites. Polymers 2021, 13, 3343. [Google Scholar] [CrossRef] [PubMed]
- Suriani, M.J.; Radzi, F.S.M.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M.; Ruzaidi, C.M. Flammability, Tensile, and Morphological Properties of Oil Palm Empty Fruit Bunches Fiber/Pet Yarn-Reinforced Epoxy Fire Retardant Hybrid Polymer Composites. Polymers 2021, 13, 1282. [Google Scholar] [CrossRef] [PubMed]
- Sabaruddin, F.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Lee, S.H.; Abdan, K.; Mazlan, N.; Roseley, A.S.M.; Khalil, H.P.S.A. The effects of unbleached and bleached nanocellulose on the thermal and flammability of polypropylene-reinforced kenaf core hybrid polymer bionanocomposites. Polymers 2020, 13, 116. [Google Scholar] [CrossRef]
- Dittenber, D.B.; Gangarao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Tahir, P.M.; Ahmed, A.B.; SaifulAzry, S.O.A.; Ahmed, Z. Retting process of some bast plant fibres and its effect on fibre quality: A review. BioResources 2011, 6, 5260–5281. [Google Scholar]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petrů, M.; Ruzaidi, C.M.; Sapuan, S.M.; Nik, W.B.W.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Singh, I.; Bajpai, P.K.; Malik, D.; Madaan, J.; Bhatnagar, N. Microwave joining of natural fiber reinforced green composites. Adv. Mater. Res. 2012, 410, 102–105. [Google Scholar] [CrossRef]
- Kamaruddin, Z.H.; Jumaidin, R.; Selamat, M.Z.; Ilyas, R.A. Characteristics and Properties of Lemongrass (Cymbopogan Citratus): A Comprehensive Review. J. Nat. Fibers 2021, 1–18. [Google Scholar] [CrossRef]
- Tarique, J.; Sapuan, S.M.; Khalina, A.; Sherwani, S.F.K.; Yusuf, J.; Ilyas, R.A. Recent developments in sustainable arrowroot (Maranta arundinacea Linn) starch biopolymers, fibres, biopolymer composites and their potential industrial applications: A review. J. Mater. Res. Technol. 2021, 13, 1191–1219. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Norrrahim, M.N.F.; Nurazzi, N.M.; Shazleen, S.S.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Recent advances of thermal properties of sugar palm lignocellulosic fibre reinforced polymer composites. Int. J. Biol. Macromol. 2021, in press. [Google Scholar] [CrossRef]
- Mohammed, A.A.B.A.; Omran, A.A.B.; Hasan, Z.; Ilyas, R.A.; Sapuan, S.M. Wheat Biocomposite Extraction, Structure, Properties and Characterization: A Review. Polymers 2021, 13, 3624. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Rayung, M.; Norrrahim, M.N.F.; Shazleen, S.S.; Rani, M.S.A.; Shafi, A.R.; Aisyah, H.A.; Radzi, M.H.M.; Sabaruddin, F.A.; et al. Thermogravimetric Analysis Properties of Cellulosic Natural Fiber Polymer Composites: A Review on Influence of Chemical Treatments. Polymers 2021, 13, 2710. [Google Scholar] [CrossRef]
- Gui, J.; Lam, P.Y.; Tobimatsu, Y.; Sun, J.; Huang, C.; Cao, S.; Zhong, Y.; Umezawa, T.; Li, L. Fibre-specific regulation of lignin biosynthesis improves biomass quality in Populus. New Phytol. 2020, 226, 1074–1087. [Google Scholar] [CrossRef] [Green Version]
- Asyraf, M.R.M.; Rafidah, M.; Azrina, A.; Razman, M.R. Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: A comprehensive review on chemical treatments. Cellulose 2021, 28, 2675–2695. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Mechanical properties of alkali treated plant fibres and their potential as reinforcement materials. I. hemp fibres. J. Mater. Sci. 2006, 41, 2483–2496. [Google Scholar] [CrossRef]
- Swamy, R.P.; Kumar, G.C.M.; Vrushabhendrappa, Y.; Joseph, V. Study of areca-reinforced phenol formaldehyde composites. J. Reinf. Plast. Compos. 2004, 23, 1373–1382. [Google Scholar] [CrossRef]
- Avérous, L.; le Digabel, F. Properties of biocomposites based on lignocellulosic fillers. Carbohydr. Polym. 2006, 66, 480–493. [Google Scholar] [CrossRef]
- Ashish, J.; Jaeetendra, H.J.; Santhosh, T. Effect of Matrix and Composite Curing Time on Mechanical Behaviour of Areca Composites—An Experimental Study. Bachelor Engineering Dissertation, Department of Mechanical Engineering, GM Institute of Technology, Davangere, India, 2008. [Google Scholar]
- Thomsen, A.B.; Rasmussen, S.; Bohn, V.; Nielsen, K.V.; Thygesen, A. Hemp raw materials: The effect of cultivar, growth conditions and pretreatment on the chemical composition of the fibres. Risø-R Rep. 2005, 1507, 6–30. [Google Scholar]
- Kozłowski, R.; Władyka-Przybylak, M. Flammability and fire resistance of composites reinforced by natural fibers. Polym. Adv. Technol. 2008, 19, 446–453. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.M.; Laila, A.H.A.M.D.; Rahmah, M.; Hanafee, Z. A Review: Fibres, Polymer Matrices and Composites. Pertanika J. Sci. Technol. 2017, 25, 1085–1102. [Google Scholar]
- Yahya, S.A.B.; Yusof, Y. Comprehensive review on the utilization of PALF. Adv. Mater. Res. 2013, 701, 430–434. [Google Scholar] [CrossRef]
- Choi, H.Y.; Lee, J.S. Effects of surface treatment of ramie fibers in a ramie/poly(lactic acid) composite. Fibers Polym. 2012, 13, 217–223. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Athiyah, S.F.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Potential Application of Green Composites for Cross Arm Component in Transmission Tower: A Brief Review. Int. J. Polym. Sci. 2020, 2020, 8878300. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic Acid (PLA) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Ramadhan, A.A.; Talib, A.R.A.; Rafie, A.S.M.; Zahari, R. High velocity impact response of Kevlar-29/epoxy and 6061-T6 aluminum laminated panels. Mater. Des. 2013, 43, 307–321. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Malkapuram, R.; Kumar, V.; Negi, Y.S. Recent development in natural fiber reinforced polypropylene composites. J. Reinf. Plast. Compos. 2009, 28, 1169–1189. [Google Scholar] [CrossRef]
- Pandita, S.D.; Yuan, X.; Manan, M.A.; Lau, C.H.; Subramanian, A.S.; Wei, J. Evaluation of jute/glass hybrid composite sandwich: Water resistance, impact properties and life cycle assessment. J. Reinf. Plast. Compos. 2014, 33, 14–25. [Google Scholar] [CrossRef]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M.; Ilyas, R.A.; Syafiq, R.; Sherwani, S.F.K. Nanocellulose Reinforced Thermoplastic Starch (TPS), Polylactic Acid (PLA), and Polybutylene Succinate (PBS) for Food Packaging Applications. Front. Chem. 2020, 8, 213. [Google Scholar] [CrossRef]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M.; Tawakkal, I.S.M.A.; Ilyas, R.A. Water barrier and mechanical properties of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch (TPS)/poly(lactic acid) (PLA) blend bionanocomposites. Nanotechnol. Rev. 2021, 10, 431–442. [Google Scholar] [CrossRef]
- Carus, M. Strong Growth in PLA Production Capacity Expected, Bioeconomy BW. 2021. Available online: https://www.biooekonomie-bw.de/en/articles/pm/strong-growth-in-pla-production-capacity-expected (accessed on 5 November 2021).
- Vink, E.T.H.; Rábago, K.R.; Glassner, D.A.; Gruber, P.R. Applications of life cycle assessment to NatureWorksTM polylactide (PLA) production. Polym. Degrad. Stab. 2003, 80, 403–419. [Google Scholar] [CrossRef]
- Bhattacharya, D.; Germinario, L.T.; Winter, W.T. Isolation, preparation and characterization of cellulose microfibers obtained from bagasse. Carbohydr. Polym. 2008, 73, 371–377. [Google Scholar] [CrossRef]
- Shih, Y.F.; Huang, C.C.; Chen, P.W. Biodegradable green composites reinforced by the fiber recycling from disposable chopsticks. Mater. Sci. Eng. A 2010, 527, 1516–1521. [Google Scholar] [CrossRef]
- Urayama, H.; Kanamori, T.; Kimura, Y. Properties and Biodegradability of Polymer Blends of Poly(L-lactide)s with Different Optical Purity of the Lactate Units. Macromol. Mater. Eng. 2002, 287, 116–121. [Google Scholar] [CrossRef]
- Teixeira, S.; Eblagon, K.M.; Miranda, F.; Pereira, M.F.R.; Figueiredo, J.L. Towards Controlled Degradation of Poly(lactic) Acid in Technical Applications. J. Carbon Res. 2021, 7, 42. [Google Scholar] [CrossRef]
- Athanasiou, K.A.; Niederauer, G.G.; Agrawal, C.M. Sterilization, toxicity, biocompatibility and clinical applications of polylactic acid/polyglycolic acid copolymers. Biomaterials 1996, 17, 93–102. [Google Scholar] [CrossRef]
- Wakabayashi, M.; Kimura, O. The impact of the Tokyo Metropolitan Emissions Trading Scheme on reducing greenhouse gas emissions: Findings from a facility-based study. Clim. Policy 2018, 18, 1028–1043. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Singh, J.; Ilyas, R.A.; Asyraf, M.R.M.; Razman, M.R. Critical Review of Biodegradable and Bioactive Polymer Composites for Bone Tissue Engineering and Drug Delivery Applications. Polymers 2021, 13, 2623. [Google Scholar] [CrossRef]
- Eling, B.; Gogolewski, S.; Pennings, A.J. Biodegradable materials of poly(l-lactic acid): 1. Melt-spun and solution-spun fibres. Polymer 1982, 23, 1587–1593. [Google Scholar] [CrossRef]
- Gupta, R.; Misra, A. Contentious issues and evolving concepts in the clinical presentation and management of patients with COVID-19 infectionwith reference to use of therapeutic and other drugs used in Co-morbid diseases (Hypertension, diabetes etc). Diabetes Metab. Syndr. Clin. Res. Rev. 2020, 14, 251–254. [Google Scholar] [CrossRef]
- Tyler, B.; Gullotti, D.; Mangraviti, A.; Utsuki, T.; Brem, H. Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 163–175. [Google Scholar] [CrossRef] [PubMed]
- Bax, B.; Müssig, J. Impact and tensile properties of PLA/Cordenka and PLA/flax composites. Compos. Sci. Technol. 2008, 68, 1601–1607. [Google Scholar] [CrossRef] [Green Version]
- Pappu, A.; Pickering, K.L.; Thakur, V.K. Manufacturing and characterization of sustainable hybrid composites using sisal and hemp fibres as reinforcement of poly (lactic acid) via injection moulding. Ind. Crops Prod. 2019, 137, 260–269. [Google Scholar] [CrossRef]
- Mallegni, N.; Phuong, T.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A. Poly(lactic acid) (PLA) Based Tear Resistant and Biodegradable Flexible Films by Blown Film Extrusion. Materials 2018, 11, 148. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mallet, B.; Lamnawar, K.; Maazouz, A. Improvement of blown film extrusion of poly(Lactic Acid): Structure-Processing-Properties relationships. Polym. Eng. Sci. 2014, 54, 840–857. [Google Scholar] [CrossRef]
- Strong, B. Plastics: Materials and Processing, 3rd ed.; Pearson Prentice Hall: Upper Saddle River, NJ, USA, 2006. [Google Scholar]
- Zengwen, C.; Lu, Z.; Pan, H.; Bian, J.; Han, L.; Zhang, H.; Dong, L.; Yang, Y. Structuring poly (lactic acid) film with excellent tensile toughness through extrusion blow molding. Polymer 2020, 187, 122091. [Google Scholar] [CrossRef]
- Amir, A.L.; Ishak, M.R.; Yidris, N.; Zuhri, M.Y.M.; Asyraf, M.R.M. Advances of composite cross arms with incorporation of material core structures: Manufacturability, recent progress and views. J. Mater. Res. Technol. 2021, 13, 1115–1131. [Google Scholar] [CrossRef]
- Amir, A.L.; Ishak, M.R.; Yidris, N.; Zuhri, M.Y.M.; Asyraf, M.R.M. Potential of Honeycomb-Filled Composite Structure in Composite Cross-Arm Component: A Review on Recent Progress and Its Mechanical Properties. Polymers 2021, 13, 1341. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Byun, Y.; Kim, Y.T.; Whiteside, S. Characterization of an antioxidant polylactic acid (PLA) film prepared with α-tocopherol, BHT and polyethylene glycol using film cast extruder. J. Food Eng. 2010, 100, 239–244. [Google Scholar] [CrossRef]
- Pötschke, P.; Andres, T.; Villmow, T.; Pegel, S.; Brünig, H.; Kobashi, K.; Fischer, D.; Häussler, L. Liquid sensing properties of fibres prepared by melt spinning from poly(lactic acid) containing multi-walled carbon nanotubes. Compos. Sci. Technol. 2010, 70, 343–349. [Google Scholar] [CrossRef]
- Rasal, R.M.; Hirt, D.E. Toughness decrease of PLA-PHBHHx blend films upon surface-confined photopolymerization. J. Biomed. Mater. Res. Part A 2009, 88, 1079–1086. [Google Scholar] [CrossRef]
- Grijpma, D.W.; Nijenhuis, A.J.; van Wijk, P.G.T.; Pennings, A.J. High impact strength as-polymerized PLLA. Polym. Bull. 1992, 29, 571–578. [Google Scholar] [CrossRef]
- Janorkar, A.V.; Metters, A.T.; Hirt, D.E. Modification of poly(lactic acid) films: Enhanced wettability from surface-confined photografting and increased degradation rate due to an artifact of the photografting process. Macromolecules 2004, 37, 9151–9159. [Google Scholar] [CrossRef]
- Balakrishnan, P.; John, M.J.; Pothen, L.; Sreekala, M.S.; Thomas, S. Natural Fibre and Polymer Matrix Composites and their Applications in Aerospace Engineering. In Advanced Composite Materials for Aerospace Engineering; Elsevier: Amsterdam, The Netherlands, 2016; pp. 365–383. [Google Scholar] [CrossRef]
- Ratner, B.D. Surface modification of polymers: Chemical, biological and surface analytical challenges. Biosens. Bioelectron. 1995, 10, 797–804. [Google Scholar] [CrossRef]
- Baran, I.; Tutum, C.C.; Nielsen, M.W.; Hattel, J.H. Process induced residual stresses and distortions in pultrusion. Compos. Part B Eng. 2013, 51, 148–161. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Davachi, S.M.; Kaffashi, B. Polylactic Acid in Medicine. Polym. Plast. Technol. Eng. 2015, 54, 944–967. [Google Scholar] [CrossRef]
- Casalini, T.; Rossi, F.; Castrovinci, A.; Perale, G. A Perspective on Polylactic Acid-Based Polymers Use for Nanoparticles Synthesis and Applications. Front. Bioeng. Biotechnol. 2019, 7, 259. [Google Scholar] [CrossRef] [PubMed]
- Kobayashi, J.; Asahi, T.; Ichiki, M.; Oikawa, A.; Suzuki, H.; Watanabe, T.; Fukada, E.; Shikinami, Y. Structural and optical properties of poly lactic acids. J. Appl. Phys. 1995, 77, 2957–2973. [Google Scholar] [CrossRef]
- Tsuji, H.; Ikada, Y. Crystallization from the melt of poly(lactide)s with different optical purities and their blends. Macromol. Chem. Phys. 1996, 197, 3483–3499. [Google Scholar] [CrossRef]
- Raquez, J.M.; Habibi, Y.; Murariu, M.; Dubois, P. Polylactide (PLA)-based nanocomposites. Prog. Polym. Sci. 2013, 38, 1504–1542. [Google Scholar] [CrossRef]
- Mehta, R.; Kumar, V.; Bhunia, H.; Upadhyay, S.N. Synthesis of poly(lactic acid): A review. J. Macromol. Sci. Polym. Rev. 2005, 45, 325–349. [Google Scholar] [CrossRef]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef] [PubMed]
- Garlotta, D. A literature review of poly(lactic acid). J. Polym. Environ. 1978, 9, 63–84. [Google Scholar] [CrossRef]
- Anders Södergard, M.S. Poly (Lactic Acid). Bio. Based Plast. Mater. Appl. 2010, 27–41. [Google Scholar]
- Van de Velde, K.; Kiekens, P. Biopolymers: Overview of several properties and consequences on their applications. Polym. Test. 2002, 21, 433–442. [Google Scholar] [CrossRef]
- Reux, F.; Verpoest, I. Flax and Hemp Fibres: A Natural Solution for the Composite Industry, 1st ed.; JEC Publication: Paris, France, 2012. [Google Scholar]
- Aydemir, D.; Gardner, D.J. The effects of cellulosic fillers on the mechanical, morphological, thermal, viscoelastic, and rheological properties of polyhydroxybutyrate biopolymers. Polym. Compos. 2020, 41, 3842–3856. [Google Scholar] [CrossRef]
- Hu, R.; Lim, J.K. Fabrication and mechanical properties of completely biodegradable hemp fiber reinforced polylactic acid composites. J. Compos. Mater. 2007, 41, 1655–1669. [Google Scholar] [CrossRef]
- Tawakkal, I.S.M.A.; Talib, R.A.; Khalina, A.; Chin, N.L.; Ibrahim, M.N. Optimisation of processing variables of kenaf derived cellulose reinforced polylactic acid. Asian J. Chem. 2010, 22, 6652–6662. [Google Scholar]
- Ravi Theja Reddy, S.; Ratna Prasad, A.V.; Ramanaiah, K. Tensile and flexural properties of biodegradable jute fiber reinforced poly lactic acid composites. Mater. Today Proc. 2021, 44, 917–921. [Google Scholar] [CrossRef]
- Lužanin, O.; Movrin, D.; Plancak, M. Effect of Layer Thickness, Deposition Angle, and Infill on Maximum Flexural Force in Fdm-Built Specimens. J. Technol. Plast. 2014, 39, 1–9. [Google Scholar]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Griffiths, C.A.; Howarth, J.; de Almeida-Rowbotham, G.; Rees, A. A design of experiments approach to optimise tensile and notched bending properties of fused deposition modelling parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1502–1512. [Google Scholar] [CrossRef]
- Letcher, T.; Waytashek, M. Material Property Testing of 3D-Printed Specimen in PLA on an Entry-Level 3D Printer. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014; The American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Afrose, M.F.; Masood, S.H.; Nikzad, M.; Iovenitti, P. Effects of build orientations on tensile properties of PLA material processed by FDM. Adv. Mater. Res. 2014, 1044–1045, 31–34. [Google Scholar] [CrossRef]
- Afrose, M.F.; Masood, S.H.; Iovenitti, P.; Nikzad, M.; Sbarski, I. Effects of part build orientations on fatigue behaviour of FDM-processed PLA material. Prog. Addit. Manuf. 2016, 1, 21–28. [Google Scholar] [CrossRef]
- Lanzotti, A.; Grasso, M.; Staiano, G.; Martorelli, M. The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp. J. 2015, 21, 604–617. [Google Scholar] [CrossRef] [Green Version]
- Habeeb, H.A.; Ramli, F.R.; Hasan, R. Strength and Porosity of Additively Manufactured PLA Using a Low Cost 3D Printing Strength and Porosity of Additively Manufactured PLA Using a Low Cost 3D Printing. Proceedings of Mechanical Engineering Research Day 2016, Melaka, Malaysia, 31 March 2016; Centre for Advanced Research on Energy: Melaka, Malaysia, 2016; pp. 3–5. [Google Scholar]
- de Ciurana, J.; Serenó, L.; Vallès, È. Selecting process parameters in RepRap additive manufacturing system for PLA scaffolds manufacture. Procedia CIRP 2013, 5, 152–157. [Google Scholar] [CrossRef] [Green Version]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Howarth, J.; Rowbotham, G.D.A.; Rees, A. Effect of Build Parameters on Processing Efficiency and Material Performance in Fused Deposition Modelling. Procedia CIRP 2016, 49, 28–32. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, A.A.; Susmel, L. Additively Manufactured PLA under static loading: Strength/cracking behaviour vs. deposition angle. Procedia Struct. Integr. 2017, 3, 498–507. [Google Scholar] [CrossRef]
- Henton, D.E.; Gruber, P.; Lunt, J.; Randall, J. Polylactic Acid Technology. In Natural Fibers, Biopolymers and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005; pp. 527–577. [Google Scholar]
- Dorgan, J.R.; Janzen, J.; Hait, M.P.C.B.; Knauss, D.M.; Dorgan, J.R.; Janzen, J.; Clayton, M.P. Melt rheology of variable L-content poly (lactic acid). J. Rheol. 2015, 49, 607. [Google Scholar] [CrossRef]
- Auras, R.; Lim, L.-T.; Selke, S.E.M.; Tsuji, H. Poly(Lactic Acid): Synthesis, Structures, Properties, Processing, and Applications, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010. [Google Scholar] [CrossRef]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly(lactic acid) fiber: An overview. Prog. Polym. Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly (lactic acid)(PLA) and polyhydroxyalkanoates (PHAs), green alternatives to petroleum-based plastics: A review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef]
- Jamshidi, K.; Hyon, S.-H.; Ikada, Y. Thermal characterization of polylactides. Polymer 1988, 29, 2229–2234. [Google Scholar] [CrossRef]
- Celli, A.; Scandola, M. Thermal properties and physical ageing of poly (l-lactic acid). Polymer 1992, 33, 2699–2703. [Google Scholar] [CrossRef]
- Cai, H.; Dave, V.; Gross, R.A.; McCarthy, S.P. Effects of physical aging, crystallinity, and orientation on the enzymatic degradation of poly(lactic acid). J. Polym. Sci. Part B Polym. Phys. 1996, 34, 2701–2708. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, H.S.; Lee, S.; Kim, H.J.; Dorgan, J.R. Bio-composites of kenaf fibers in polylactide: Role of improved interfacial adhesion in the carding process. Compos. Sci. Technol. 2009, 69, 2573–2579. [Google Scholar] [CrossRef]
- Plackett, D.; Andersen, T.L.; Pedersen, W.B.; Nielsen, L. Biodegradable composites based on L-polylactide and jute fibres. Compos. Sci. Technol. 2003, 63, 1287–1296. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Tribological behavior of natural fiber reinforced PLA composites. Wear 2013, 297, 829–840. [Google Scholar] [CrossRef]
- Nishino, T.; Hirao, K.; Kotera, M.; Nakamae, K.; Inagaki, H. Kenaf reinforced biodegradable composite. Compos. Sci. Technol. 2003, 63, 1281–1286. [Google Scholar] [CrossRef]
- Ochi, S. Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech. Mater. 2008, 40, 446–452. [Google Scholar] [CrossRef]
- Oksman, K.; Etang, J.A.; Mathew, A.P.; Jonoobi, M. Cellulose nanowhiskers separated from a bio-residue from wood bioethanol production. Biomass Bioenergy 2010, 35, 146–152. [Google Scholar] [CrossRef]
- Cheng, S.; Lau, K.t.; Liu, T.; Zhao, Y.; Lam, P.M.; Yin, Y. Mechanical and thermal properties of chicken feather fiber/PLA green composites. Compos. Part B Eng. 2009, 40, 650–654. [Google Scholar] [CrossRef]
- Tokoro, R.; Vu, D.M.; Okubo, K.; Tanaka, T.; Fujii, T.; Fujiura, T. How to improve mechanical properties of polylactic acid with bamboo fibers. J. Mater. Sci. 2008, 43, 775–787. [Google Scholar] [CrossRef]
- Gamon, G.; Evon, P.; Rigal, L. Twin-screw extrusion impact on natural fibre morphology and material properties in poly(lactic acid) based biocomposites. Ind. Crops Prod. 2013, 46, 173–185. [Google Scholar] [CrossRef] [Green Version]
- Yu, T.; Ren, J.; Li, S.; Yuan, H.; Li, Y. Effect of fiber surface-treatments on the properties of poly(lactic acid)/ramie composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 499–505. [Google Scholar] [CrossRef]
- Yu, T.; Li, Y.; Ren, J. Preparation and properties of short natural fiber reinforced poly(lactic acid) composites. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2009, 19, s651–s655. [Google Scholar] [CrossRef]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.A.M.; Bakar, A.A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Fahma, F.; Iwamoto, S.; Hori, N.; Iwata, T.; Takemura, A. Isolation, preparation, and characterization of nanofibers from oil palm empty-fruit-bunch (OPEFB). Cellulose 2010, 17, 977–985. [Google Scholar] [CrossRef]
- Kian, L.K.; Jawaid, M.; Ariffin, H.; Karim, Z. Isolation and characterization of nanocrystalline cellulose from roselle-derived microcrystalline cellulose. Int. J. Biol. Macromol. 2018, 114, 54–63. [Google Scholar] [CrossRef]
- Patel, R.; Riveros, G.; Thompson, D.; Perkins, E.; Hoover, J.J.; Peters, J.; Tordesillas, A. A Transdisciplinary Approach for Analyzing Stress Flow Patterns in Biostructures. Math. Comput. Appl. 2019, 24, 47. [Google Scholar] [CrossRef] [Green Version]
- Chung, T.-J.; Park, J.-W.; Lee, H.-J.; Kwon, H.-J.; Kim, H.-J.; Lee, Y.-K.; Tai Yin Tze, W. The Improvement of Mechanical Properties, Thermal Stability, and Water Absorption Resistance of an Eco-Friendly PLA/Kenaf Biocomposite Using Acetylation. Appl. Sci. 2018, 8, 376. [Google Scholar] [CrossRef] [Green Version]
- Kian, L.K.; Saba, N.; Jawaid, M.; Sultan, M.T.H. A review on processing techniques of bast fibers nanocellulose and its polylactic acid (PLA) nanocomposites. Int. J. Biol. Macromol. 2019, 121, 1314–1328. [Google Scholar] [CrossRef]
- Getme, A.S.; Patel, B. A Review: Bio-fiber’s as reinforcement in composites of polylactic acid (PLA). Mater. Today Proc. 2020, 26, 2116–2122. [Google Scholar] [CrossRef]
- Pandey, J.K.; Kim, C.; Chu, W.; Lee, C.S.; Jang, D.-Y.; Ahn, S. Evaluation of morphological architecture of cellulose chains in grass during conversion from macro to nano dimensions. E-Polymers 2009, 9, 102. [Google Scholar] [CrossRef] [Green Version]
- Saba, N.; Mohammad, F.; Pervaiz, M.; Jawaid, M.; Alothman, O.Y.; Sain, M. Mechanical, morphological and structural properties of cellulose nanofibers reinforced epoxy composites. Int. J. Biol. Macromol. 2017, 97, 190–200. [Google Scholar] [CrossRef]
- Mukherjee, T.; Kao, N. PLA Based Biopolymer Reinforced with Natural Fibre: A Review. J. Polym. Environ. 2011, 19, 714–725. [Google Scholar] [CrossRef]
- Johari, A.N.; Ishak, M.R.; Leman, Z.; Yusoff, M.Z.M.; Asyraf, M.R.M. Influence of CaCO3 in pultruded glass fibre/unsaturated polyester composite on flexural creep behaviour using conventional and TTSP methods. Polimery 2020, 65, 46–54. [Google Scholar] [CrossRef]
- Johari, A.N.; Ishak, M.R.; Leman, Z.; Yusoff, M.Z.M.; Asyraf, M.R.M. Creep Behaviour Monitoring of Short-term Duration for Fiber-glass Reinforced Composite Cross-arms with Unsaturated Polyester Resin Samples Using Conventional Analysis. J. Mech. Eng. Sci. 2020, 14, 7361–7368. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.; Mahat, A.M.; Lee, C.L.; Aisyah, H.A.; et al. Fabrication, Functionalization, and Application of Carbon Nanotube-Reinforced Polymer Composite: An Overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.M.; Sabaruddin, F.A.; Harussani, M.M.; Kamarudin, S.H.; Rayung, M.; Asyraf, M.R.M.; Aisyah, H.A.; Norrrahim, M.N.F.; Ilyas, R.A.; Abdullah, N.; et al. Mechanical Performance and Applications of CNTs Reinforced Polymer Composites—A Review. Nanomaterials 2021, 11, 2186. [Google Scholar] [CrossRef]
- Nunna, S.; Chandra, P.R.; Shrivastava, S.; Jalan, A.K. A review on mechanical behavior of natural fiber based hybrid composites. J. Reinf. Plast. Compos. 2012, 31, 759–769. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.Y.M.; Sapuan, S.M.; Ishak, M.R.; Ilyas, R.A.; Asyraf, M.R.M. Potential of Natural Fiber Reinforced Polymer Composites in Sandwich Structures: A Review on Its Mechanical Properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Rafidah, M.; Ishak, M.R.; Sapuan, S.M.; Ilyas, R.A.; Razman, M.R. Integration of TRIZ, Morphological Chart and ANP method for development of FRP composite portable fire extinguisher. Polym. Compos. 2020, 41, 2917–2932. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Ilyas, R.A. Woods and composites cantilever beam: A comprehensive review of experimental and numerical creep methodologies. J. Mater. Res. Technol. 2020, 9, 6759–6776. [Google Scholar] [CrossRef]
- Liu, J.; Wang, R.; Yang, J. Metabolism and driving forces of Chinese urban household consumption. Popul. Environ. 2005, 26, 325–341. [Google Scholar] [CrossRef]
- Cheung, H.Y.; Lau, K.T.; Pow, Y.F.; Zhao, Y.Q.; Hui, D. Biodegradation of a silkworm silk/PLA composite. Compos. Part B Eng. 2010, 41, 223–228. [Google Scholar] [CrossRef] [Green Version]
- Iwatake, A.; Nogi, M.; Yano, H. Cellulose nanofiber-reinforced polylactic acid. Compos. Sci. Technol. 2008, 68, 2103–2106. [Google Scholar] [CrossRef]
- Petinakis, E.; Yu, L.; Edward, G.; Dean, K.; Liu, H.; Scully, A.D. Effect of matrix-particle interfacial adhesion on the mechanical properties of poly(lactic acid)/wood-flour micro-composites. J. Polym. Environ. 2009, 17, 83–94. [Google Scholar] [CrossRef]
- Kumar, R.; Yakabu, M.K.; Anandjiwala, R.D. Effect of montmorillonite clay on flax fabric reinforced poly lactic acid composites with amphiphilic additives. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1620–1627. [Google Scholar] [CrossRef]
- Kim, M.T.; Rhee, K.Y.; Lee, J.H.; Hui, D.; Lau, A.K.T. Property enhancement of a carbon fiber/epoxy composite by using carbon nanotubes. Compos. Part B Eng. 2011, 42, 1257–1261. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly(lactic acid) (PLA) composites: A comparative study. Compos. Sci. Technol. 2006, 66, 1813–1824. [Google Scholar] [CrossRef]
- Tayommai, T.; Aht-Ong, D. Natural fiber/PLA composites: Mechanical properties and biodegradability by gravimetric measurement respirometric (GMR) system. Adv. Mater. Res. 2010, 93–94, 223–226. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Franciszczak, P.; Meljon, A. High performance hybrid PP and PLA biocomposites reinforced with short man-made cellulose fibres and softwood flour. Compos. Part A Appl. Sci. Manuf. 2015, 74, 132–139. [Google Scholar] [CrossRef]
- Nyambo, C.; Mohanty, A.K.; Misra, M. Polylactide-based renewable green composites from agricultural residues and their hybrids. Biomacromolecules 2010, 11, 1654–1660. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Yoganandam, K.; Shanmugam, V.; Vasudevan, A.; Vinodh, D.; Nagaprasad, N.; Stalin, B.; Karthick, A.; Malla, C.; Bharani, M. Investigation of Dynamic, Mechanical, and Thermal Properties of Calotropis procera Particle-Reinforced PLA Biocomposites. Adv. Mater. Sci. Eng. 2021, 2021, 2491489. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K.L. Effect of MMT Clay on Mechanical, Thermal and Barrier Properties of Treated Aloevera Fiber/ PLA-Hybrid Biocomposites. Silicon 2020, 12, 1751–1760. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K.L. Influence of Montmorillonite Clay Content on Thermal, Mechanical, Water Absorption and Biodegradability Properties of Treated Kenaf Fiber/PLA-Hybrid Biocomposites. Silicon 2021, 13, 109–118. [Google Scholar] [CrossRef]
- Sachin, S.R.; Kannan, T.K.; Rajasekar, R. Effect of wood particulate size on the mechanical properties of PLA biocomposite. Pigment Resin Technol. 2020, 49, 465–472. [Google Scholar] [CrossRef]
- Le Duigou, A.; Chabaud, G.; Matsuzaki, R.; Castro, M. Tailoring the mechanical properties of 3D-printed continuous flax/PLA biocomposites by controlling the slicing parameters. Compos. Part B Eng. 2020, 203, 108474. [Google Scholar] [CrossRef]
- Hu, W.; Zhang, Y.; Qi, Y.; Wang, H.; Liu, B.; Zhao, Q.; Zhang, J.; Duan, J.; Zhang, L.; Sun, Z.; et al. Improved Mechanical Properties and Flame Retardancy of Wood/PLA All-Degradable Biocomposites with Novel Lignin-Based Flame Retardant and TGIC. Macromol. Mater. Eng. 2020, 305, 1900840. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Nagarajan, R.; Kuzman, M.K. Effects of the Face/Core Layer Ratio on the Mechanical Properties of 3D Printed Wood/Polylactic Acid (PLA) Green Biocomposite Panels with a Gyroid Core. Polymers 2020, 12, 2929. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. Influence of alkali treatment on the interfacial and physico-mechanical properties of industrial hemp fibre reinforced polylactic acid composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 596–603. [Google Scholar] [CrossRef]
- Kim, J.T.; Netravali, A.N. Mercerization of sisal fibers: Effect of tension on mechanical properties of sisal fiber and fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1245–1252. [Google Scholar] [CrossRef]
- Gregorova, A.; Wimmer, R.; Hrabalova, M.; Koller, M.; Ters, T.; Mundigler, N. Effect of surface modification of beech wood flour on mechanical and thermal properties of poly (3-hydroxybutyrate)/wood flour composites. Holzforschung 2009, 63, 565–570. [Google Scholar] [CrossRef]
- Qin, L.; Qiu, J.; Liu, M.; Ding, S.; Shao, L.; Lü, S.; Zhang, G.; Zhao, Y.; Fu, X. Mechanical and thermal properties of poly(lactic acid) composites with rice straw fiber modified by poly(butyl acrylate). Chem. Eng. J. 2011, 166, 772–778. [Google Scholar] [CrossRef]
- Shumigin, D.; Tarasova, E.; Krumme, A.; Meier, P. Rheological and Mechanical Properties of Poly(lactic) Acid/Cellulose and LDPE/Cellulose Composites. Mater. Sci. 1970, 17, 32–37. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.H.; Sapuan, S.M.; Lee, J.H.; Hassan, M.R. Melt volume flow rate and melt flow rate of kenaf fibre reinforced Floreon/magnesium hydroxide biocomposites. Springerplus 2016, 5, 1680. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, T.Q.; Wolcott, M.P. Rheology of HDPE-wood composites. I. Steady state shear and extensional flow. Compos. Part A Appl. Sci. Manuf. 2004, 35, 303–311. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Ares, A.; Bouza, R.; Pardo, S.G.; Abad, M.J.; Barral, L. Rheological, Mechanical and Thermal Behaviour of Wood Polymer Composites Based on Recycled Polypropylene. J. Polym. Environ. 2010, 18, 318–325. [Google Scholar] [CrossRef]
- Cui, L.; Yi, L.; Wang, Y.; Zhang, Y.; Polyák, P.; Sui, X.; Pukánszky, B. Rheology of PLA/regenerated cellulose nanocomposites prepared by the pickering emulsion process: Network formation and modeling. Mater. Des. 2021, 206, 109774. [Google Scholar] [CrossRef]
- Fortunati, E.; Puglia, D.; Kenny, J.M.; Haque, M.M.; Pracella, M. Effect of ethylene-co-vinyl acetate-glycidylmethacrylate and cellulose microfibers on the thermal, rheological and biodegradation properties of poly(lactic acid) based systems. Polym. Degrad. Stab. 2013, 98, 2742–2751. [Google Scholar] [CrossRef] [Green Version]
- Yang, Z.; Feng, X.; Bi, Y.; Zhou, Z.; Yue, J.; Xu, M. Bleached extruder chemi-mechanical pulp fiber-PLA composites: Comparison of mechanical, thermal, and rheological properties with those of wood flour-PLA bio-composites. J. Appl. Polym. Sci. 2016, 133, 44241. [Google Scholar] [CrossRef]
- Jo, M.Y.; Ryu, Y.J.; Ko, J.H.; Yoon, J.S. Effects of compatibilizers on the mechanical properties of ABS/PLA composites. J. Appl. Polym. Sci. 2012, 125. [Google Scholar] [CrossRef]
- Maroufkhani, M.; Katbab, A.A.; Liu, W.; Zhang, J. Polylactide (PLA) and acrylonitrile butadiene rubber (NBR) blends: The effect of ACN content on morphology, compatibility and mechanical properties. Polymer 2017, 115, 37–44. [Google Scholar] [CrossRef]
- Ebadi-Dehaghani, H.; Khonakdar, H.A.; Barikani, M.; Jafari, S.H. Experimental and theoretical analyses of mechanical properties of PP/PLA/clay nanocomposites. Compos. Part B Eng. 2015, 69, 133–144. [Google Scholar] [CrossRef]
- Cailloux, J.; Abt, T.; García-Masabet, V.; Santana, O.; Sánchez-Soto, M.; Carrasco, F.; Maspoch, M.L. Effect of the viscosity ratio on the PLA/PA10.10 bioblends morphology and mechanical properties. Express Polym. Lett. 2018, 12, 569–582. [Google Scholar] [CrossRef]
- Nofar, M.; Mohammadi, M.; Carreau, P.J. Effect of TPU hard segment content on the rheological and mechanical properties of PLA/TPU blends. J. Appl. Polym. Sci. 2020, 137, 49387. [Google Scholar] [CrossRef]
- Sewda, K.; Maiti, S.N. Effect of bark flour on viscoelastic behavior of high density polyethylene. J. Compos. Mater. 2011, 45, 1007–1016. [Google Scholar] [CrossRef]
- Xu, H.; Yang, X.; Xie, L.; Hakkarainen, M. Conformational Footprint in Hydrolysis-Induced Nanofibrillation and Crystallization of Poly(lactic acid). Biomacromolecules 2016, 17, 985–995. [Google Scholar] [CrossRef]
- Singla, R.K.; Zafar, M.T.; Maiti, S.N.; Ghosh, A.K. Physical blends of PLA with high vinyl acetate containing EVA and their rheological, thermo-mechanical and morphological responses. Polym. Test. 2017, 63, 398–406. [Google Scholar] [CrossRef]
- Asaithambi, B.; Ganesan, G.; Kumar, S.A. Bio-composites: Development and mechanical characterization of banana/sisal fibre reinforced poly lactic acid (PLA) hybrid composites. Fibers Polym. 2014, 15, 847–854. [Google Scholar] [CrossRef]
- Manral, A.; Ahmad, F.; Chaudhary, V. Static and dynamic mechanical properties of PLA bio-composite with hybrid reinforcement of flax and jute. Mater. Today Proc. 2019, 25, 577–580. [Google Scholar] [CrossRef]
- Eng, C.C.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Yunus, W.M.Z.W.; Then, Y.Y. Enhancement of mechanical and dynamic mechanical properties of hydrophilic nanoclay reinforced polylactic acid/polycaprolactone/oil palm mesocarp fiber hybrid composites. Int. J. Polym. Sci. 2014, 2014, 715801. [Google Scholar] [CrossRef]
- Kaiser, M.R.; Anuar, H.B.; Samat, N.B.; Razak, S.B.A. Effect of processing routes on the mechanical, thermal and morphological properties of PLA-based hybrid biocomposite. Iran. Polym. J. (Engl. Ed.) 2013, 22, 123–131. [Google Scholar] [CrossRef]
- Sanchez-Garcia, M.D.; Lagaron, J.M. On the use of plant cellulose nanowhiskers to enhance the barrier properties of polylactic acid. Cellulose 2010, 17, 987–1004. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.M.; Asim, M.; Saba, N. Natural fiber reinforced polylactic acid composites: A review. Polym. Compos. 2019, 40, 446–463. [Google Scholar] [CrossRef]
- Thiruchitrambalam, M.; Alavudeen, A.; Athijayamani, A.; Venkateshwaran, N.; Perumal, A.E. Improving mechanical properties of banana/kenaf polyester hybrid composites using sodium laulryl sulfate treatment. Mater. Phys. Mech. 2009, 8, 165–173. [Google Scholar]
- Bajracharya, R.M.; Bajwa, D.S.; Bajwa, S.G. Mechanical properties of polylactic acid composites reinforced with cotton gin waste and flax fibers. Procedia Eng. 2017, 200, 370–376. [Google Scholar] [CrossRef]
- Okubo, K.; Fujii, T.; Thostenson, E.T. Multi-scale hybrid biocomposite: Processing and mechanical characterization of bamboo fiber reinforced PLA with microfibrillated cellulose. Compos. Part A Appl. Sci. Manuf. 2009, 40, 469–475. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Berglin, L. Manufacture and characterisation of thermoplastic composites made from PLA/hemp co-wrapped hybrid yarn prepregs. Compos. Part A Appl. Sci. Manuf. 2013, 50, 93–101. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K.L. Effect of fiber hybridization and montmorillonite clay on properties of treated kenaf/aloe vera fiber reinforced PLA hybrid nanobiocomposite. Cellulose 2020, 27, 6977–6993. [Google Scholar] [CrossRef]
- Pang, C.; Shanks, R.A.; Daver, F. Characterization of kenaf fiber composites prepared with tributyl citrate plasticized cellulose acetate. Compos. Part A Appl. Sci. Manuf. 2015, 70, 52–58. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Plummer, C.J.G.; Månson, J.A.E. Damping of thermoset and thermoplastic flax fibre composites. Compos. Part A Appl. Sci. Manuf. 2014, 64, 115–123. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.M. Thermal Properties of Coir and Pineapple Leaf Fibre Reinforced Polylactic Acid Hybrid Composites. In IOP Conference Series: Materials Science and Engineering; IOP Publishing Ltd.: Bristol, UK, 2018; Volume 368, p. 012019. [Google Scholar] [CrossRef] [Green Version]
- Meng, L.; Yu, L.; Khalid, S.; Liu, H.; Zhang, S.; Duan, Q.; Chen, L. Preparation, microstructure and performance of poly (lactic acid)-Poly (butylene succinate-co-butyleneadipate)-starch hybrid composites. Compos. Part B Eng. 2019, 177, 107384. [Google Scholar] [CrossRef]
- Lee, S.H.; Wang, S.; Teramoto, Y. Isothermal crystallization behavior of hybrid biocomposite consisting of regenerated cellulose fiber, clay, and poly(lactic acid). J. Appl. Polym. Sci. 2008, 108, 870–875. [Google Scholar] [CrossRef]
- Abdal-hay, A.; Sheikh, F.A.; Lim, J.K. Air jet spinning of hydroxyapatite/poly(lactic acid) hybrid nanocomposite membrane mats for bone tissue engineering. Colloids Surf. B Biointerfaces 2013, 102, 635–643. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, J.S.; Lee, S.Y.; Mahajan, R.L.; Kim, Y.T. Exploration of hybrid nanocarbon composite with polylactic acid for packaging applications. Int. J. Biol. Macromol. 2020, 144, 135–142. [Google Scholar] [CrossRef]
- Kumar, A.A.J.; Prakash, M. Mechanical and morphological characterization of basalt/Cissus quadrangularis hybrid fiber reinforced polylactic acid composites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 2895–2907. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Patel, S.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. Mechanical behavior of Kevlar/basalt reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 642–652. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Siengchin, S. Accelerated Weathering and Soil Burial Effect on Biodegradability, Colour and Textureof Coir/Pineapple Leaf Fibres/PLA Biocomposites. Polymers 2020, 12, 458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rigolin, T.R.; Takahashi, M.C.; Kondo, D.L.; Bettini, S.H.P. Compatibilizer Acidity in Coir-Reinforced PLA Composites: Matrix Degradation and Composite Properties. J. Polym. Environ. 2019, 27, 1096–1104. [Google Scholar] [CrossRef]
- Munawar, R.F.; Jamil, N.H.; Shahril, M.K.; Rahim, S.M.S.A.; Abidin, M.Z.Z.; Azam, M.A.; Lau, K.T. Development of Green Composite: Pineapple Leaf Fibers (PALF) Reinforced Polylactide (PLA). Appl. Mech. Mater. 2015, 761, 520–525. [Google Scholar] [CrossRef]
- Eselini, N.; Tirkes, S.; Akar, A.O.; Tayfun, U. Production and characterization of poly (lactic acid)-based biocomposites filled with basalt fiber and flax fiber hybrid. J. Elastomers Plast. 2020, 52, 701–716. [Google Scholar] [CrossRef]
- Awal, A.; Rana, M.; Sain, M. Thermorheological and mechanical properties of cellulose reinforced PLA bio-composites. Mech. Mater. 2015, 80, 87–95. [Google Scholar] [CrossRef]
- Arias, A.; Sojoudiasli, H.; Heuzey, M.-C.; Huneault, M.A.; Wood-Adams, P. Rheological study of crystallization behavior of polylactide and its flax fiber composites. J. Polym. Res. 2017, 24, 46. [Google Scholar] [CrossRef]
- Bouakaz, B.S.; Habi, A.; Grohens, Y.; Pillin, I. Organomontmorillonite/graphene-PLA/PCL nanofilled blends: New strategy to enhance the functional properties of PLA/PCL blend. Appl. Clay Sci. 2017, 139, 81–91. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, D.; Zhang, H.; Su, G.; Li, G. Preparation and properties of poly(lactic acid)/sesbania gum/nano-TiO2 composites. Polym. Bull. 2018, 75, 623–635. [Google Scholar] [CrossRef]
- Bouakaz, B.S.; Pillin, I.; Habi, A.; Grohens, Y. Synergy between fillers in organomontmorillonite/graphene-PLA nanocomposites. Appl. Clay Sci. 2015, 116–117, 69–77. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. The effect of silane treated- and untreated-talc on the mechanical and physico-mechanical properties of poly(lactic acid)/newspaper fibers/talc hybrid composites. Compos. Part B Eng. 2007, 38, 367–379. [Google Scholar] [CrossRef]
- Rostami, A.; Masoomi, M.; Fayazi, M.J.; Vahdati, M. Role of multiwalled carbon nanotubes (MWCNTs) on rheological, thermal and electrical properties of PC/ABS blend. RSC Adv. 2015, 5, 32880–32890. [Google Scholar] [CrossRef]
- Saadat, A.; Nazockdast, H.; Sepehr, F.; Mehranpour, M. Linear and nonlinear melt rheology and extrudate swell of acrylonitrile-butadiene-styrene and organoclay-filled acrylonitrile-butadiene-styrene nanocomposite. Polym. Eng. Sci. 2010, 50, 2340–2349. [Google Scholar] [CrossRef]
- Nazockdast, E.; Nazockdast, H. Rheological Modeling of Polymer/Layered Silicate Nanocomposites. Appl. Rheol. 2011, 21, 25434. [Google Scholar] [CrossRef]
- Rostami, A.; Nazockdast, H.; Karimi, M. Graphene induced microstructural changes of PLA/MWCNT biodegradable nanocomposites: Rheological, morphological, thermal and electrical properties. RSC Adv. 2016, 6, 49747–49759. [Google Scholar] [CrossRef]
- Moutee, M.; Fortin, Y.; Fafard, M. A global rheological model of wood cantilever as applied to wood drying. Wood Sci. Technol. 2007, 41, 209–234. [Google Scholar] [CrossRef]
- Le Duigou, A.; Pillin, I.; Bourmaud, A.; Davies, P.; Baley, C. Effect of recycling on mechanical behaviour of biocompostable flax/poly(l-lactide) composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1471–1478. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, R.A.; Sapuan, S.M.; Sanyang, M.L.; Ishak, M.R. Nanocrystalline Cellulose As Reinforcement For Polymeric Matrix Nanocomposites And Its Potential Applications: A Review. Curr. Anal. Chem. 2017, 14, 264. [Google Scholar] [CrossRef]
- Mamun, A.A.; Bledzki, A.K. Micro fibre reinforced PLA and PP composites: Enzyme modification, mechanical and thermal properties. Compos. Sci. Technol. 2013, 78, 10–17. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Filho, R.M. Poly-lactic acid synthesis for application in biomedical devices—A review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef] [PubMed]
- Nofar, M.; Park, C.B. Poly (lactic acid) foaming. Prog. Polym. Sci. 2014, 39, 1721–1741. [Google Scholar] [CrossRef]
- Wang, G.; Wang, L.; Mark, L.H.; Shaayegan, V.; Wang, G.; Li, H.; Zhao, G.; Park, C.B. Ultralow-Threshold and Lightweight Biodegradable Porous PLA/MWCNT with Segregated Conductive Networks for High-Performance Thermal Insulation and Electromagnetic Interference Shielding Applications. ACS Appl. Mater. Interfaces 2018, 10, 1195–1203. [Google Scholar] [CrossRef] [PubMed]
- Jung, J.-W.; Kim, S.-H.; Kim, S.-H.; Park, J.-K.; Lee, W.-I. Research on the development of the properties of PLA composites for automotive interior parts. J. Korean Soc. Compos. Mater. 2011, 24, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, R.A.; Sapuan, S.M.; Norrrahim, M.N.F.; Yasim-Anuar, T.A.T.; Kadier, A.; Kalil, M.S.; Atikah, M.S.N.; Ibrahim, R.; Asrofi, M.; Abral, H.; et al. Nanocellulose/Starch Biopolymer Nanocomposites: Processing, Manufacturing, and Applications. In Advanced Processing, Properties, and Applications of Starch and Other Bio-Based Polymers, 1st ed.; Al-Oqla, F.M., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, M.S.; Norizan, M.N.; Norrrahim, M.N.F.; Ibrahim, R.; Atikah, M.S.N.; Huzaifah, M.R.M.; Radzi, A.M.; Izwan, S.; Azammi, A.M.N.; et al. Macro to Nanoscale Natural Fiber Composites for Automotive Components: Research, Development, and Application. In Biocomposite and Synthetic Composites for Automotive Applications; Sapuan, M.S., Ilyas, R.A., Eds.; Woodhead Publishing: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Shaharuzaman, M.A.; Sapuan, S.M.; Mansor, M.R. Prioritizing the Product Design Specification of Side-Door Impact Beam Using Analytic Hierarchy Process Method. In Proceedings of the 5th Mechanical Engineering Research Day 2018 (MERD’18), Melaka, Malayzia, 3 May 2018; Centre for Advanced Research on Energy: Melaka, Malaysia, 2018; pp. 34–35. [Google Scholar]
- Mastura, M.T.; Sapuan, S.M.; Mansor, M.R.; Nuraini, A.A. Conceptual design of a natural fibre-reinforced composite automotive anti-roll bar using a hybrid approach. Int. J. Adv. Manuf. Technol. 2017, 91, 2031–2048. [Google Scholar] [CrossRef]
- Yusof, N.S.B.; Sapuan, S.M.; Sultan, M.T.H.; Jawaid, M. Concept Generation of Sugar Palm/Glass Fiber Reinforced Thermoplastic Polyurethane Hybrid Composite Automotive Crash Box. J. Adv. Res. Mater. Sci. 2018, 49, 10–17. [Google Scholar]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N. Conceptual design of creep testing rig for full-scale cross arm using TRIZ-Morphological chart-analytic network process technique. J. Mater. Res. Technol. 2019, 8, 5647–5658. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N. Conceptual design of multi-operation outdoor flexural creep test rig using hybrid concurrent engineering approach. J. Mater. Res. Technol. 2020, 9, 2357–2368. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Evaluation of design and simulation of creep test rig for full-scale cross arm structure. Adv. Civ. Eng. 2020, 2020, 6980918. [Google Scholar] [CrossRef]
- Mansor, M.R.; Sapuan, S.M.; Zainudin, E.S.; Nuraini, A.A.; Hambali, A. Conceptual design of kenaf fiber polymer composite automotive parking brake lever using integrated TRIZ-Morphological Chart-Analytic Hierarchy Process method. Mater. Des. 2014, 54, 473–482. [Google Scholar] [CrossRef]
- Azammi, A.M.N.; Sapuan, S.M.; Ishak, M.R.; Sultan, M.T.H. Conceptual design of automobile engine rubber mounting composite using TRIZ-Morphological chart-analytic network process technique. Def. Technol. 2018, 14, 268–277. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Samper, M.D.; Aldas, M.; López, J. On the use of PLA-PHB blends for sustainable food packaging applications. Materials 2017, 10, 1008. [Google Scholar] [CrossRef] [PubMed]










| Fiber | Cellulose | Hemicellulose | Lignin | Reference |
|---|---|---|---|---|
| Abaca | 62.5 | 21 | 12 | [44] |
| Bagasse | 37 | 21 | 22 | [44] |
| Banana | 62.5 | 12.5 | 7.5 | [44] |
| Bamboo | 34.5 | 20.5 | 26 | [44] |
| Coir | 36–43 | 0.15–0.25 | 41–45 | [45] |
| Cotton | 93 | 3 | 0 | [46] |
| Flax | 71–78.5 | 18.6–20.6 | 2.2 | [47] |
| Hemp | 70.2–74.4 | 17.9–22.4 | 3.7–5.7 | [48] |
| Jute | 61–72 | 13.6–20.4 | 12–13 | [49] |
| Kenaf | 37–49 | 18–24 | 15–21 | [50] |
| PALF | 68.5 | 18.8 | 6.04 | [51] |
| Ramie | 68.6–76.2 | 13.1–16.7 | 0.6–0.7 | [52] |
| Fiber | Density (g/cm3) | Specific Modulus | Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation at Break (%) |
|---|---|---|---|---|---|
| Flax | 1.5 | 50 | 345–1100 | 27.6 | 2.7–3.2 |
| Pineapple | 1.53 | 40 | 170 | 1.44 | 14.5 |
| Hemp | 1.4 | 50 | 550–900 | 70 | 1.6 |
| Jute | 1.3–1.45 | 38 | 393–773 | 13–26.5 | 1.16–1.5 |
| Ramie | 1.0 | - | 400–938 | 61.4–128 | 1.2–3.8 |
| Sisal | 1.45 | 22 | 468–640 | 9.4–22 | 3–7 |
| Abaca | 1.5 | - | 857 | 41 | 1.10 |
| Cotton | 1.5–1.6 | - | 287–800 | 5.5–12.6 | 7–8 |
| Coir | 1.15 | - | 131–175 | 4–6 | 15–40 |
| E-glass | 2.6 | - | 1800–2700 | 73 | 2.5 |
| Kevlar | 1.4 | - | 2758 | 62 | 2.5–3.7 |
| Carbon | 1.8 | - | 3500–5000 | 260 | 1.4–1.8 |
| Characteristics | Unit | Amount |
|---|---|---|
| Physical | ||
| Molecular weight | g/mol | 66,000 |
| Specific gravity | - | 1.27 |
| Solid density | g/cm3 | 1.252 |
| Melt density | g/cm3 | 1.073 |
| Tg | °C | 55 |
| Tm | °C | 165 |
| Specific heat (Cp) | J/kg °C | |
| 190 °C | 2060 | |
| 100 °C | 1955 | |
| 55 °C | 1590 | |
| Thermal conductivity | W/m °C | |
| 190 °C | 0.195 | |
| 109 °C | 0.197 | |
| 48 °C | 0.111 | |
| Optical | ||
| UV light transmission | ||
| 190 to 220 nm | <5% | |
| 225 to 250 nm | 85% | |
| >300 nm | 95% | |
| Visible light transmission | 95% | |
| Copolymer Ratio | Glass Transition Temperature (°C) | Melting Temperature (°C) |
|---|---|---|
| 100/0 (L/D, L)-PLA | 63 | 178 |
| 95/5 (L/D, L)-PLA | 59 | 164 |
| 90/10 (L/D, L)-PLA | 56 | 150 |
| 85/15 (L/D, L)-PLA | 56 | 140 |
| 80/20 (L/D, L)-PLA | 56 | 125 |
| Fibers | Processing Technique | Mechanical Properties | References | ||||
|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Impact (kJ/m2) | |||
| Chicken feather | Extrusion + injection molding | 55 | 4.2 | - | - | - | [133] |
| Ramie | Hot pressing | 52 | - | 105 | - | - | [137] |
| Cotton | Compression molding | 39.2–43.2 | 3.607–4.877 | - | - | 24.3–33.1 | [7] |
| Kenaf (70%) | Hot pressing | 223 | 32 | 254 | 35.5 | 8.2–10.8 | [131] |
| Sugar beet pulp (10 wt %) | Compression molding | 37.0–38.0 | 1.0035–1.0825 | - | - | - | [156] |
| Silk (5 wt %) | Injection molding | 62 | 4.2 | - | - | - | [157] |
| Micro-fibrillated cellulose (10 wt %) | Direct mixing + compression | 75 | 4.7 | - | - | - | [158] |
| Wood flour (30 wt %) | Injection molding | 56.45–60.11 | 5.68–6.76 | - | - | 35.96 | [159] |
| Flax (30 wt %) | Solution casting + hot pressing | 21 | 0.137 | - | - | 9.58–12.68 | [160] |
| Bamboo flour | Injection molding | 50 | - | - | - | - | [161] |
| Chopped recycled newspaper cellulose fiber | Injection molding | 67.4–68.4 | 4.9–5.7 | 104.4–108 | 5.4 | 23.1–23.9 | [162] |
| Coconut | Extrusion + compression molding | 64.24–71.74 | 2.22–2.52 | 101.6–104.2 | - | 80.14–82.6 | [163] |
| Cordenka | Injection molding | 108 | 4.2 | - | - | 8.5 | [74] |
| Abaca | Injection molding | 74 | 5.85 | 124 | 6.51 | 5.3 | [164] |
| Man-made cellulose | Injection molding | 92 | 8.032 | 152 | 7.89 | 7.9 | [164] |
| Corn stover + wheat straw + soy stalk | Extrusion + Injection molding | 58 | 5.55 | 80 | 6.9 | 23 | [165] |
| Sisal | Injection molding | 23–23.6 | 3.43–3.57 | - | - | 3.25 | [166] |
| Polymers | Fibers | Processing Technique | Mechanical Properties | References | ||||
|---|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Impact (kJ/m2) | ||||
| PLA/ABS | - | Injection molding | 37.3 | - | 45.6 | 1.96 | - | [186] |
| PLA/ABS/SAN-GMA | - | Injection molding | 50.9 | - | 62.9 | 2.30 | - | [186] |
| PLA/NBR19 | - | Melt blending | 49.63–51.57 | 2.65–3.15 | - | - | - | [187] |
| PLA/NBR33 | - | Melt blending | 47.62–50.44 | 2.51–2.97 | - | - | - | [187] |
| PLA/NBR51 | - | Melt blending | 44.74–49.92 | 2.71–3.23 | - | - | - | [187] |
| PLA/PP | - | Melt blending | 33.71–35.09 | 1.93–2.03 | - | - | 7.8–8.6 | [188] |
| PLA/PP/PTW | - | Melt blending | 37.53–38.27 | 2.20–2.50 | - | - | 32.8–34.6 | [188] |
| PLA/PP | Cloisite 30B nanocomposites | Melt blending | 36.94–40.66 | 2.85–3.10 | - | - | 3.4–3.6 | [188] |
| PLA/PP/PTW | Cloisite 30B nanocomposites | Melt blending | 39.15–39.45 | 2.50–2.61 | - | - | 4.3–4.9 | [188] |
| PLA/PA | - | Melt blending | 47.0–49.0 | 1.20–1.40 | - | - | 166–276 | [189] |
| Conditions | DSC | DMA | |||||
|---|---|---|---|---|---|---|---|
| Cooling (5 °C/min) | tan δ | ||||||
| Tc (°C) | Crystallization Heat Enthalpy (J/g) | Tg, PLA (°C) | Tg (°C) | Damping Factor (Energy Dissipation) | Storage Modulus at 30 °C (MPa) | Storage Modulus at 90 °C (MPa) | |
| aPLA | - | - | 51.2 | 72.2 | 0.084 | 1447 | 2.6 |
| aPLA/LH TPU (150 °C) | 84.1 | 0.6 | 50.8 | 71.4 | 0.069 | 1346 | 2.6 |
| aPLA/MH TPU (150 °C) | 103.3 | 1.8 | 50.8 | 71.8 | 0.060 | 1288 | 4.1 |
| aPLA/HH TPU (150 °C) | 116.5 | 1.6 | 51.4 | 71.1 | 0.075 | 1231 | 3.4 |
| aPLA/LH TPU (190 °C) | 82.5 | 1.2 | 51.5 | 71.1 | 0.063 | 1250 | 2.9 |
| aPLA/MH TPU (190 °C) | 104.0 | 2.1 | 50.4 | 71.1 | 0.068 | 1431 | 3.4 |
| aPLA/HH TPU (190 °C) | 115.1 | 2.5 | 51.5 | 71.5 | 0.063 | 1203 | 3.8 |
| scPLA | 102.0 | 4.5 | 56.5 | 75.9 | 0.080 | 1510 | 3.5 |
| scPLA/LH TPU (190 °C) | 98.2 | 21.8 | 54.2 | 75.2 | 0.075 | 1238 | 4.9 |
| scPLA/MH TPU (190 °C) | 99.7 | 20.7 | 54.9 | 75.7 | 0.065 | 1254 | 6.8 |
| scPLA/HH TPU (190 °C) | 99.1 | 20.0 | 54.6 | 74.5 | 0.058 | 1308 | 12.6 |
| Polymers | Fibers | Processing Technique | Mechanical Properties | Impact | References | |||
|---|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | Tensile modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | |||||
| PLA | Banana/Sisal Fiber | Injection molding | 79.00 | 4.10 | 125.00 | 5.60 | 47.80 kJ/m2 | [194] |
| PLA | Flax/Jute | Compression molding | 49.35 | 2.80 | 80.50 | 2.25 | 61.46 J/m | [195] |
| PLA | Polycaprolactone/Oil Palm Mesocarp | Melt blending | 33.48 | 0.88 | 21.45 | 2.43 | 95.44 J/m | [196] |
| PLA | Montmorillonite nanoclay/short kenaf | Double extrusion | 37.00 | 2.80 | 50.00 | 7.50 | 82.00 kJ/m2 | [197] |
| PLA | Corn stover/wheat straw/soy stalks | Extrusion + injection molding | 58.00 | 5.55 | 80.00 | 6.90 | 23 J/m | [165,198] |
| PLA | Hemp/Sisal | Injection molding | 46.25 | 6.10 | 94.83 | 6.04 | 10.29 kJ/m2 | [75] |
| PLA | Coir/Pineapple leaf | Melt mixing | 18.00 | 5.00 | 33.00 | 5.00 | 4.3 kJ/m2 | [199] |
| PLA | Banana/Kenaf | Molding | 50.00 | - | 61.00 | - | 16.00 kJ/m2 | [200] |
| PLA | Cotton gin waste/flax | Extrusion + melt blending | - | - | 13.99 | 3.97 | - | [201] |
| PLA | Bamboo/microfibrillated cellulose | Milling | - | 4.81 | 53.80 | - | - | [202] |
| PLA | Hemp/yarn | Compression molding/prepreg | 62.00 | 6.50 | 122.00 | 9.00 | 25.00 kJ/m2 | [203] |
| PLA | MMT clay/aloe vera | Extrusion | 56.00 | 3.20 | 100.00 | 6.70 | 55.00 kJ/m2 | [204] |
| PLA | Softwood flour/cellulose | Injection molding | 70.00 | 56.00 | - | - | - | [164] |
| Polymers | Fibers | Processing Technique | Thermal Properties | References | |
|---|---|---|---|---|---|
| Tm (°C) | Tg (°C) | ||||
| PLA | Coir/Pineapple leaf fiber | Melt blending | 290.07 | - | [207] |
| PLA | PBSA/Starch | Extrusion | 165.35 | 54.01 | [208] |
| PLA | Clay/RCF | Mold blending | 176.30 | - | [209] |
| PLA | Hydroxyapatite/Membrane mat | Air jet spinning | 153.60 | 51.29 | [210] |
| PLA | Graphene oxide/CNT | Solution casting | 154.00 | 57.70 | [211] |
| PLA | Chitosan/Basalt | Reactive blending + injection molding | 158.01 | 63.32 | [212] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ilyas, R.A.; Zuhri, M.Y.M.; Aisyah, H.A.; Asyraf, M.R.M.; Hassan, S.A.; Zainudin, E.S.; Sapuan, S.M.; Sharma, S.; Bangar, S.P.; Jumaidin, R.; et al. Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications. Polymers 2022, 14, 202. https://doi.org/10.3390/polym14010202
Ilyas RA, Zuhri MYM, Aisyah HA, Asyraf MRM, Hassan SA, Zainudin ES, Sapuan SM, Sharma S, Bangar SP, Jumaidin R, et al. Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications. Polymers. 2022; 14(1):202. https://doi.org/10.3390/polym14010202
Chicago/Turabian StyleIlyas, R. A., M. Y. M. Zuhri, H. A. Aisyah, M. R. M. Asyraf, S. A. Hassan, E. S. Zainudin, S. M. Sapuan, S. Sharma, S. P. Bangar, R. Jumaidin, and et al. 2022. "Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications" Polymers 14, no. 1: 202. https://doi.org/10.3390/polym14010202