A Novel Eco-Friendly Wood Adhesive Composed by Sucrose and Ammonium Dihydrogen Phosphate

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Sucrose-ADP (SADP) Adhesives
2.3. Manufacture of Particleboards
2.4. Evaluation of Particleboard Properties
2.5. Thermal Analysis
2.6. Measurement of Insoluble Mass Proportion
2.7. Fourier Transform Infrared Spectra
3. Results and Discussion
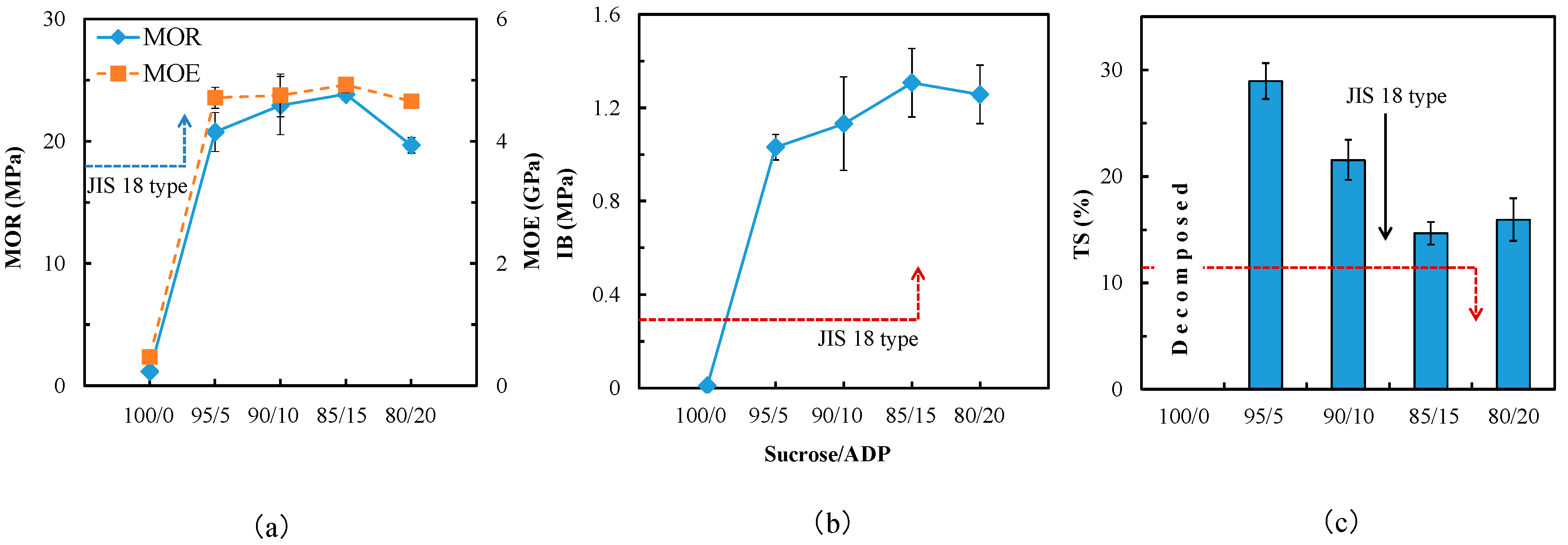
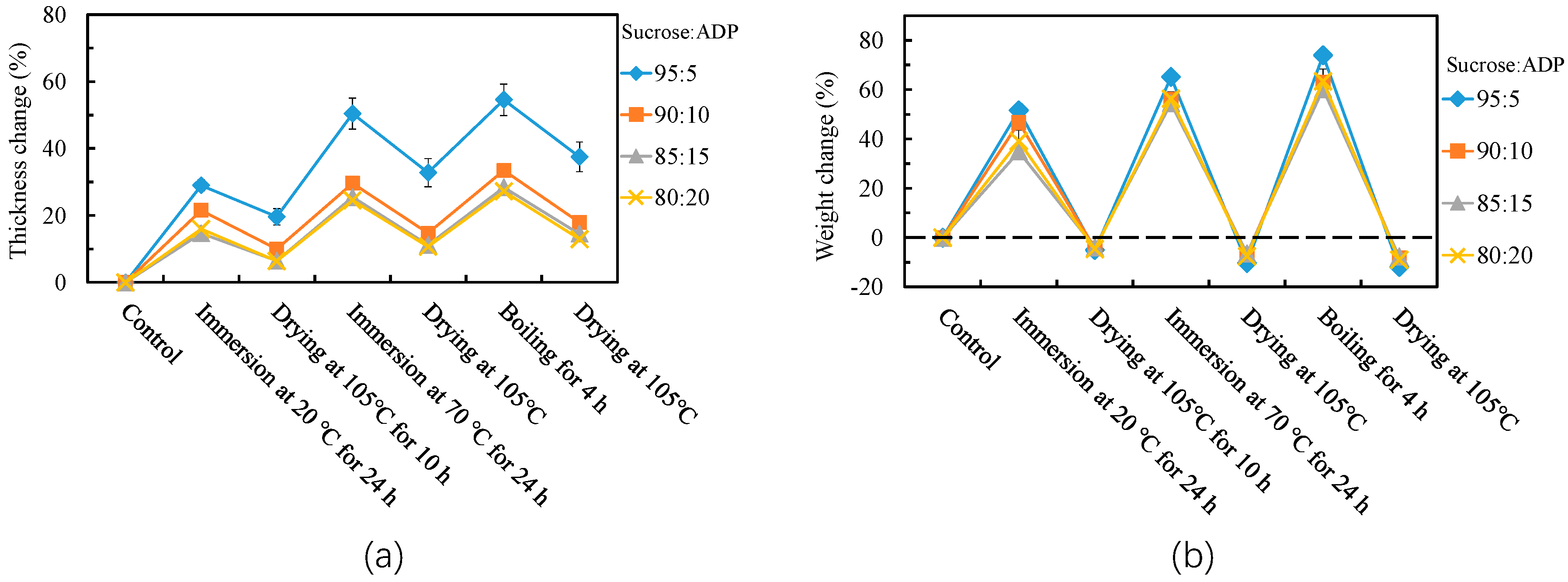
3.1. Effects of Mixture Proportions on Particleboard Properties
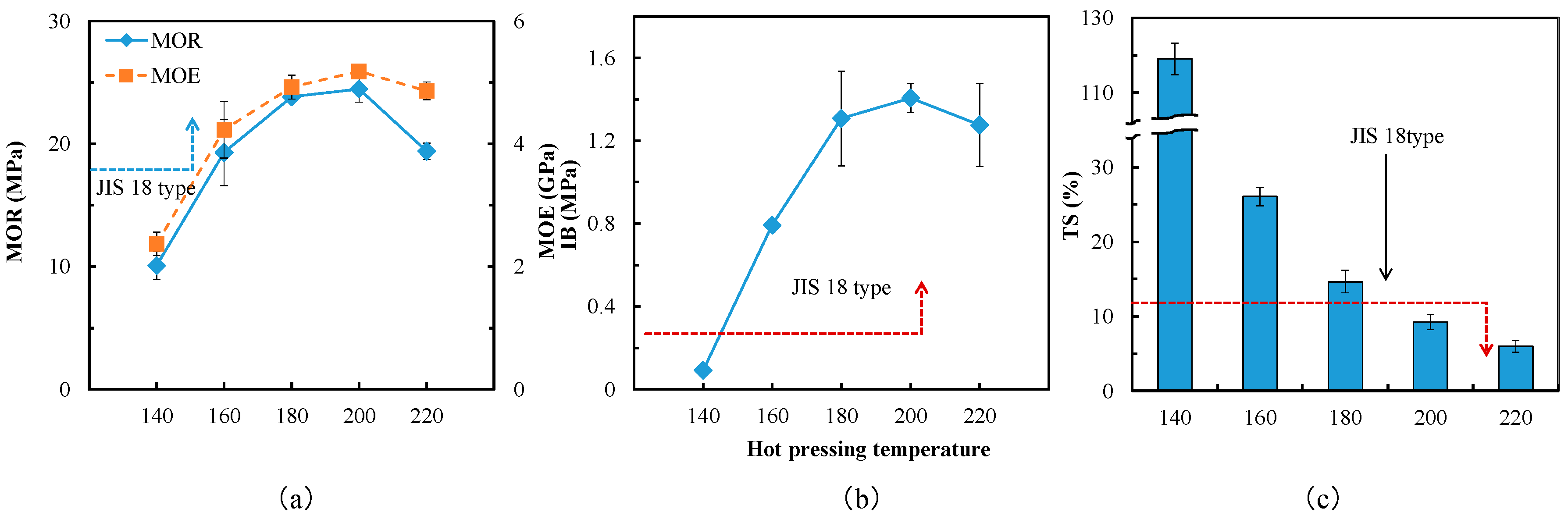
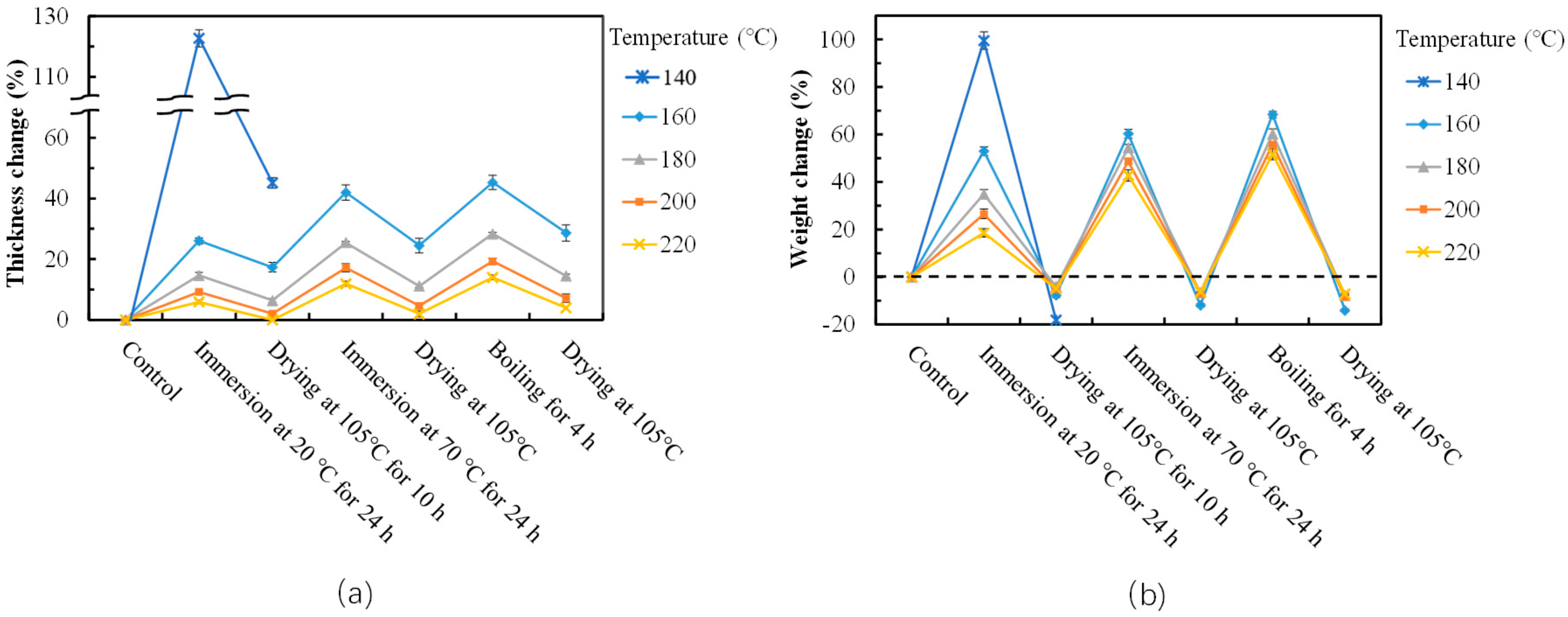
3.2. Effects of Hot Pressing Temperature on Particleboard Properties
3.3. Thermal Analysis
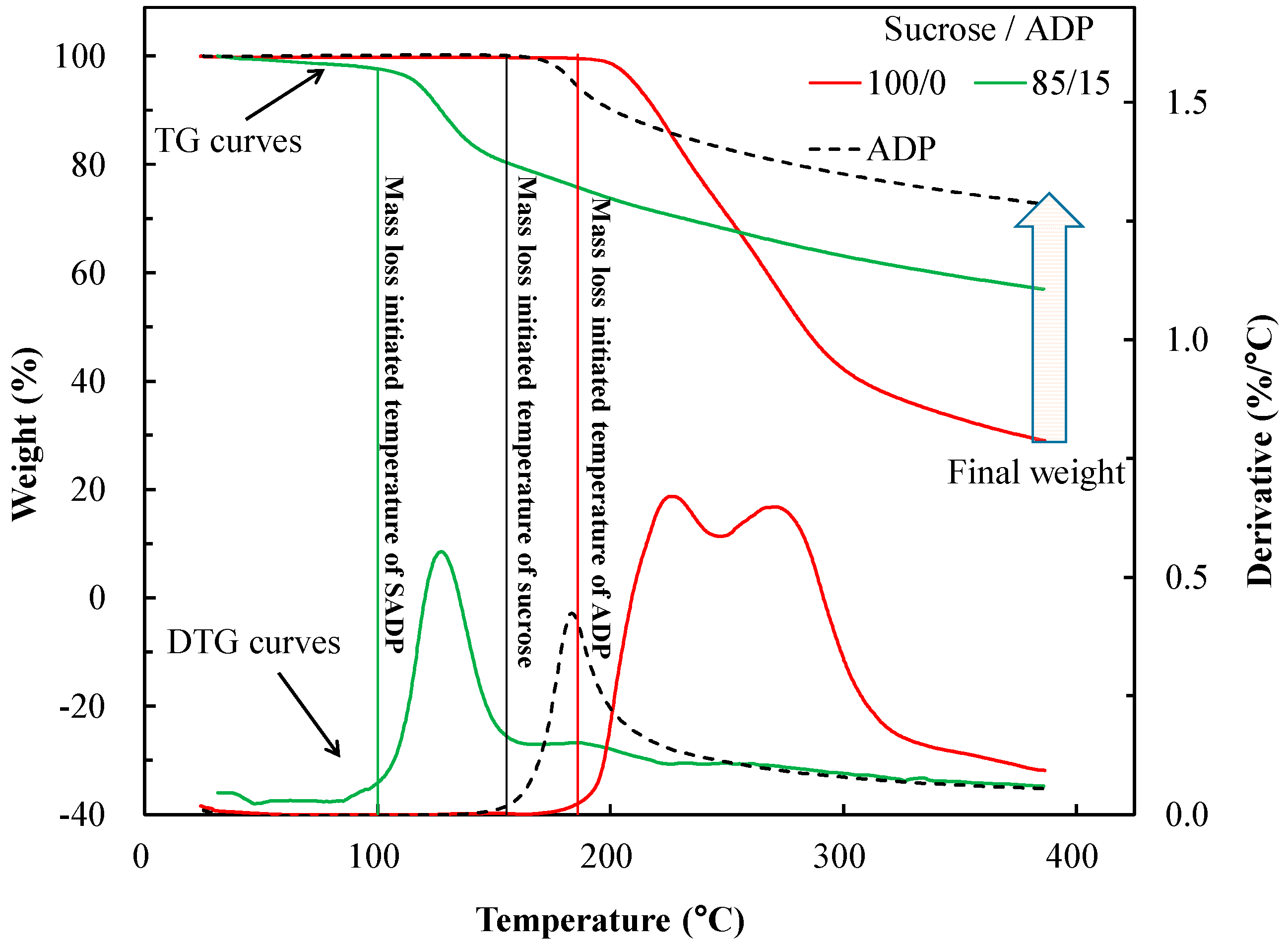
3.3.1. TG Analysis
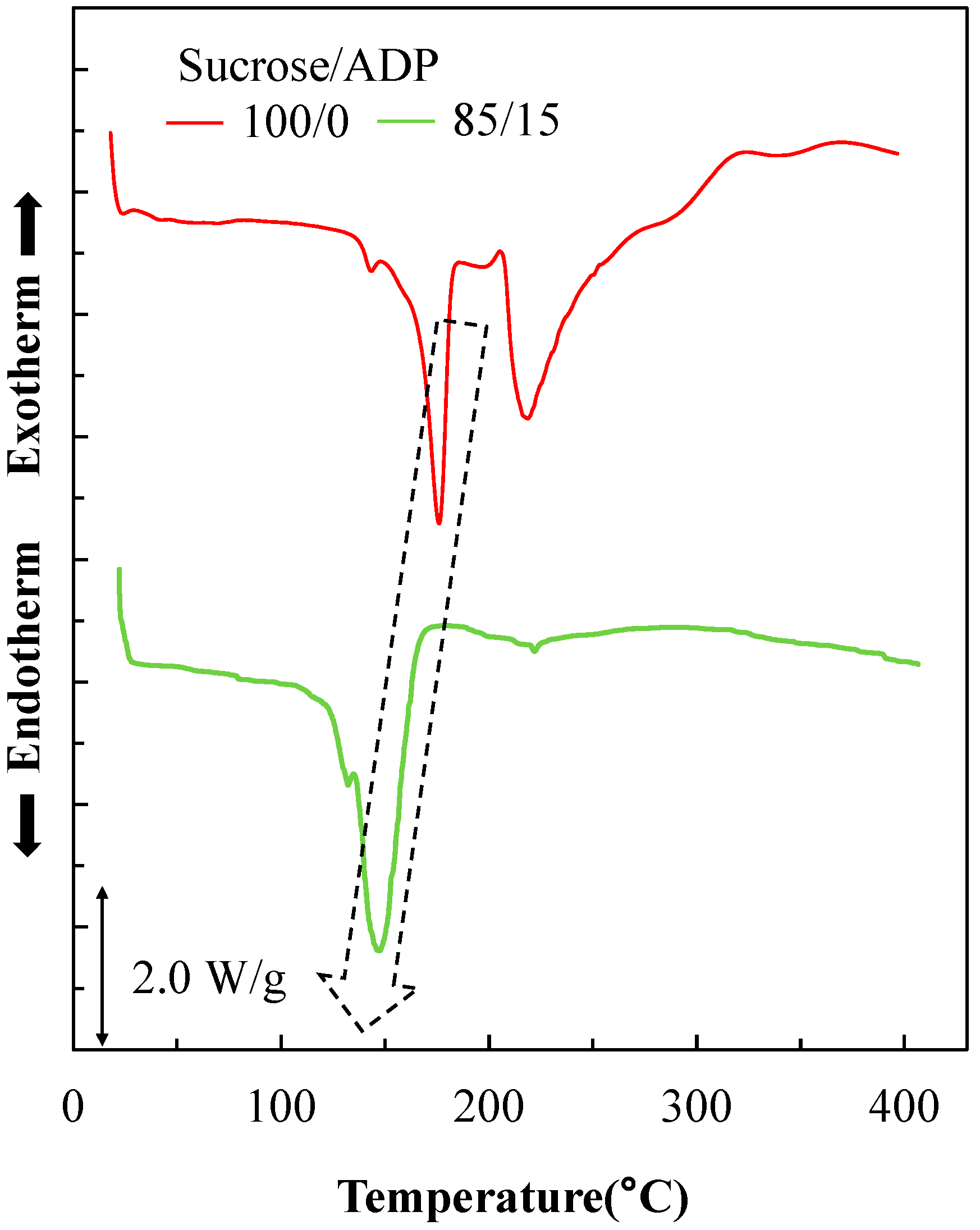
3.3.2. DSC Analysis
3.4. Insoluble Mass Proportion
3.5. FT-IR Analysis
3.6. Adhesive Curing Mechanism Considerations
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, R.J.; Gutierrez, J.; Chung, Y.L.; Frank, C.W.; Billington, S.L.; Sattely, E.S. A lignin-epoxy resin derived from biomass as an alternative to formaldehyde-based wood adhesives. Green Chem. 2018, 20, 1459–1466. [Google Scholar] [CrossRef]
- DeVito, S.C. On the design of safer chemicals: A path forward. Green Chem. 2016, 18, 4332–4347. [Google Scholar] [CrossRef]
- Ling, Z.; Omura, Y.; Hori, N.; Iwata, T.; Takemura, A. In-situ chemical structure analysis of aqueous vinyl polymer solution-isocyanate adhesive in post-cure process by using Fourier transform near infrared spectroscopy. Int. J. Adhes. Adhes. 2018, 81, 56–64. [Google Scholar] [CrossRef]
- Catto, A.L.; Montagna, L.S.; Santana, R.M.C. Abiotic and biotic degradation of post-consumer polypropylene/ethylene vinyl acetate: Wood flour composites exposed to natural weathering. Polym. Compos. 2017, 38, 571–582. [Google Scholar] [CrossRef]
- Li, J.; Luo, J.; Li, X.; Yi, Z.; Gao, Q.; Li, J. Soybean meal-based wood adhesive enhanced by ethylene glycol diglycidyl ether and diethylenetriamine. Ind. Crops Prod. 2015, 74, 613–618. [Google Scholar] [CrossRef]
- Cheng, H.N.; Ford, C.; Dowd, M.K.; He, Z. Soy and cottonseed protein blends as wood adhesives. Ind. Crops Prod. 2016, 85, 324–330. [Google Scholar] [CrossRef]
- Pizzi, A. Wood products and green chemistry. Ann. For. Sci. 2016, 73, 185–203. [Google Scholar] [CrossRef]
- Nykänen, V.P.S.; Härkönen, O.; Nykänen, A.; Hiekkataipale, P.; Ruokolainen, J.; Ikkala, O. An efficient and stable star-shaped plasticizer for starch: Cyclic phosphazene with hydrogen bonding aminoethoxy ethanol side chains. Green Chem. 2014, 16, 4339–4350. [Google Scholar] [CrossRef]
- Umemura, K.; Ueda, T.; Munawar, S.S.; Kawai, S. Application of citric acid as natural adhesive for wood. J. Appl. Polym. Sci. 2012, 123, 1991–1996. [Google Scholar] [CrossRef]
- Kusumah, S.S.; Umemura, K.; Yoshioka, K.; Yoshioka, K.; Miyafuji, H.; Kanayama, K. Utilization of sweet sorghum bagasse and citric acid for manufacturing of particleboard I: Effects of pre-drying treatment and citric acid content on the board properties. Ind. Crops Prod. 2016, 84, 34–42. [Google Scholar] [CrossRef] [Green Version]
- Sheldon, R.A. Green and sustainable manufacture of chemicals from biomass: State of the art. Green Chem. 2014, 16, 950–963. [Google Scholar] [CrossRef]
- Kobayashi, H.; Fukuoka, A. Synthesis and utilisation of sugar compounds derived from lignocellulosic biomass. Green Chem. 2013, 15, 1740–1763. [Google Scholar] [CrossRef]
- Polat, T.; Linhardt, R.J. Syntheses and applications of sucrose-based esters. J. Surfactants Deterg. 2001, 4, 415–421. [Google Scholar] [CrossRef]
- Hu, X.; Li, C.Z. Levulinic esters from the acid-catalysed reactions of sugars and alcohols as part of a bio-refinery. Green Chem. 2011, 13, 1676–1679. [Google Scholar] [CrossRef]
- Wang, H.; Deng, T.; Wang, Y.; Qi, Y.; Hou, X.; Zhu, Y. Efficient catalytic system for the conversion of fructose into 5-ethoxymethylfurfural. Bioresour. Technol. 2013, 136, 394–400. [Google Scholar] [CrossRef] [PubMed]
- Climent, M.J.; Corma, A.; Iborra, S. Converting carbohydrates to bulk chemicals and fine chemicals over heterogeneous catalysts. Green Chem. 2011, 13, 520–540. [Google Scholar] [CrossRef]
- Takagaki, A.; Takahashi, M.; Nishimura, S.; Ebitani, K. One-pot synthesis of 2, 5-diformylfuran from carbohydrate derivatives by sulfonated resin and hydrotalcite-supported ruthenium catalysts. ACS Catal. 2011, 1, 1562–1565. [Google Scholar] [CrossRef]
- Li, H.; Zhao, W.; Riisager, A.; Saravanamurugan, S.; Wang, Z.; Fang, Z.; Yang, S. A Pd-Catalyzed in situ domino process for mild and quantitative production of 2, 5-dimethylfuran directly from carbohydrates. Green Chem. 2017, 19, 2101–2106. [Google Scholar] [CrossRef]
- Umemura, K.; Sugihara, O.; Kawai, S. Investigation of a new natural adhesive composed of citric acid and sucrose for particleboard. J. Wood Sci. 2013, 59, 203–208. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Z.; Umemura, K. Investigation of a new natural particleboard adhesive composed of tannin and sucrose. J. Wood Sci. 2014, 60, 269–277. [Google Scholar] [CrossRef]
- Zhao, Z.; Umemura, K.; Kanayama, K. Effects of the addition of citric acid on tannin-sucrose adhesive and physical properties of the particleboard. BioResources 2015, 11, 1319–1333. [Google Scholar] [CrossRef]
- Zhao, Z.; Miao, Y.; Yang, Z.; Wang, H.; Sang, R.; Fu, Y.; Huang, C.; Wu, Z.; Zhang, M.; Sun, S.; et al. Effects of sulfuric acid on the curing behavior and bonding performance of tannin-sucrose adhesive. Polymers 2018, 10, 651. [Google Scholar] [CrossRef]
- Umemura, K.; Hayashi, S.; Tanaka, S.; Kanayama, K. Changes in physical and chemical properties of sucrose by the addition of ammonium dihydrogen phosphate. J. Adhes. Soc. Jpn. 2017, 53, 112–117. [Google Scholar] [CrossRef]
- JIS A 5908 (2003) Particleboard; Japanese Standards Association: Tokyo, Japan, 2003. (In Japanese)
- Su, C.; Chen, C.; Liaw, H.; Wang, S. The assessment of fire suppression capability for the ammonium dihydrogen phosphate dry powder of commercial fire extinguishers. Procedia Eng. 2014, 84, 485–490. [Google Scholar] [CrossRef]
- Saeman, J.F. Kinetics of wood saccharification-hydrolysis of cellulose and decomposition of sugars in dilute acid at high temperature. Ind. Eng. Chem. 1945, 37, 43–52. [Google Scholar] [CrossRef]
- Eggleston, G.; Trask-Morrell, B.J.; Vercellotti, J.R. Use of differential scanning calorimetry and thermogravimetric analysis to characterize the thermal degradation of crystalline sucrose and dried sucrose−salt residues. J. Agric. Food Chem. 1996, 44, 3319–3325. [Google Scholar] [CrossRef]
- Abdel-Kader, A.; Ammar, A.A.; Saleh, S.I. Thermal behaviour of ammonium dihydrogen phosphate crystals in the temperature range 25–600 °C. Thermochim. Acta 1991, 176, 293–304. [Google Scholar] [CrossRef]
- Li, H.; Han, K.; Wang, Q.; Lu, C. Pyrolysis of rice straw with ammonium dihydrogen phosphate: Properties and gaseous potassium release characteristics during combustion of the products. Bioresour. Technol. 2015, 197, 193–200. [Google Scholar] [CrossRef] [PubMed]
- Gintner, Z.; Vegh, A.; Ritlop, B. Determination of sucrose content of cariogenic diets by thermal analysis. J. Therm. Anal. 1989, 35, 1399–1404. [Google Scholar] [CrossRef]
- Beckett, S.T.; Francesconi, M.G.; Geary, P.M.; Mackenzie, G.; Maulny, A.P.E. DSC study of sucrose melting. Carbohydr. Res. 2006, 341, 2591–2599. [Google Scholar] [CrossRef] [PubMed]
- Beta, I.A.; Jobic, H.; Geidel, E.; Bohling, H.; Hunger, B. Inelastic neutron scattering and infrared spectroscopic study of furan adsorption on alkali-metal cation-exchanged faujasites. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2001, 57, 1393–1403. [Google Scholar] [CrossRef]
- Billes, F.; Bohlig, H.; Ackermann, M.; Kudra, M. A vibrational spectroscopic study on furan and its hydrated derivatives. J. Mol. Struct. THEOCHEM 2004, 672, 1–16. [Google Scholar] [CrossRef]
- Vaz, P.D.; Ribeiro-Claro, P.J.A. C—H···O hydrogen bonds in liquid cyclohexanone revealed by the νC=O splitting and the νC–H blue shift. J. Raman Spectrosc. 2003, 34, 863–867. [Google Scholar] [CrossRef]
- Kim, S.; Kim, H.J. Curing behavior and viscoelastic properties of pine and wattle tannin-based adhesives studied by dynamic mechanical thermal analysis and FT-IR-ATR spectroscopy. J. Adhes. Sci. Technol. 2003, 17, 1369–1383. [Google Scholar] [CrossRef]
- Wang, C.; Li, J.; Ding, P. Roles of supermolecule structure of melamine phosphomolybdate in intumescent flame retardant polypropylene composites. J. Anal. Appl. Pyrolysis 2016, 119, 139–146. [Google Scholar] [CrossRef]
- Liu, X.H.; Tan, C.X.; Weng, J.Q. Phase Transfer–Catalyzed, One-Pot Synthesis of Some Novel N-Pyrimidinyl-N′-nicotinyl Thiourea Derivatives. Phosphorus Sulfur Silicon Relat. Elem. 2011, 186, 552–557. [Google Scholar] [CrossRef]
- Zhao, X.; Peng, L.; Wang, H.; Wang, Y.; Zhang, H. Environment-friendly urea-oxidized starch adhesive with zero formaldehyde-emission. Carbohydr. Polym. 2018, 181, 1112–1118. [Google Scholar] [CrossRef] [PubMed]
- Jiménez-Morales, I.; Teckchandani-Ortiz, A.; Santamaría-González, J.; Maireles-Torres, P.; Jiménez-López, A. Selective dehydration of glucose to 5-hydroxymethylfurfural on acidic mesoporous tantalum phosphate. Appl. Catal. B Environ. 2014, 144, 22–28. [Google Scholar] [CrossRef]
- Yaylayan, V.A.; Huyghues-Despointes, A.; Feather, M.S. Chemistry of Amadori rearrangement products: Analysis, synthesis, kinetics, reactions, and spectroscopic properties. Crit. Rev. Food Sci. Nutr. 1994, 34, 321–369. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proportion (Sucrose/ADP) | Concentration (wt %) | Viscosity (mPa·s) | pH |
|---|---|---|---|
| 100/0 | 50 | 22.5 | 6.8 |
| 95/5 | 22.3 | 3.9 | |
| 90/10 | 21.7 | 3.8 | |
| 85/15 | 20.3 | 3.8 | |
| 80/20 | 19.6 | 3.7 |
| Group | SADP (Sucrose/ADP) | Hot Pressing Temperature (°C) | Hot Pressing Time (min) | Resin Content (wt %) |
|---|---|---|---|---|
| 100/0 | ||||
| 95/5 | ||||
| (a) | 90/10 | 180 | 10 | 20 |
| 85/15 | ||||
| 80/20 | ||||
| 140 | ||||
| 160 | ||||
| (b) | 85/15 | 180 | 10 | 20 |
| 200 | ||||
| 220 |
| Proportion (Sucrose/ADP) | pH of Soaked Water |
|---|---|
| 100/0 | 4.9 |
| 95/5 | 3.7 |
| 90/10 | 3.1 |
| 85/15 | 2.8 |
| 80/20 | 2.6 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.; Hayashi, S.; Xu, W.; Wu, Z.; Tanaka, S.; Sun, S.; Zhang, M.; Kanayama, K.; Umemura, K. A Novel Eco-Friendly Wood Adhesive Composed by Sucrose and Ammonium Dihydrogen Phosphate. Polymers 2018, 10, 1251. https://doi.org/10.3390/polym10111251
Zhao Z, Hayashi S, Xu W, Wu Z, Tanaka S, Sun S, Zhang M, Kanayama K, Umemura K. A Novel Eco-Friendly Wood Adhesive Composed by Sucrose and Ammonium Dihydrogen Phosphate. Polymers. 2018; 10(11):1251. https://doi.org/10.3390/polym10111251
Chicago/Turabian StyleZhao, Zhongyuan, Shin Hayashi, Wei Xu, Zhihui Wu, Soichi Tanaka, Shijing Sun, Min Zhang, Kozo Kanayama, and Kenji Umemura. 2018. "A Novel Eco-Friendly Wood Adhesive Composed by Sucrose and Ammonium Dihydrogen Phosphate" Polymers 10, no. 11: 1251. https://doi.org/10.3390/polym10111251