
Microstructural Evolution and Deterioration of Shear Properties of Sn3.0Ag0.5Cu/Cu Solder Joints after Long-Term Storage at Cryogenic Temperatures
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
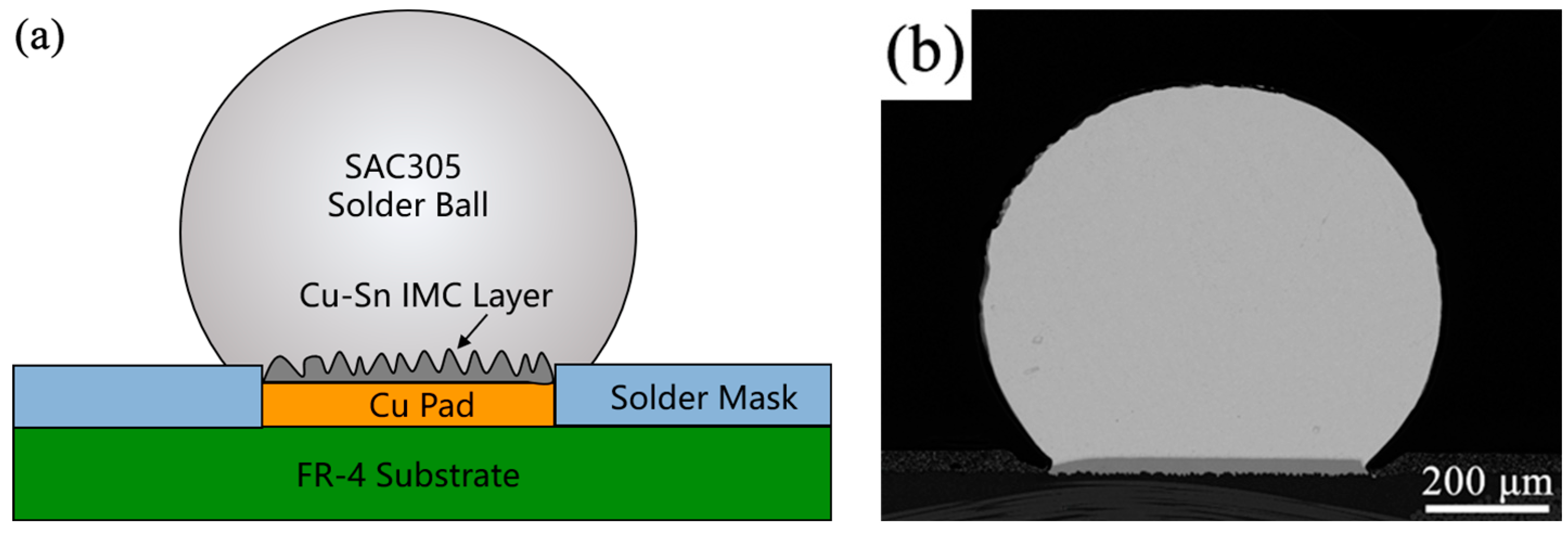
2.1. Sample Preparation
2.2. Microstructure Characterization
3. Results and Discussion
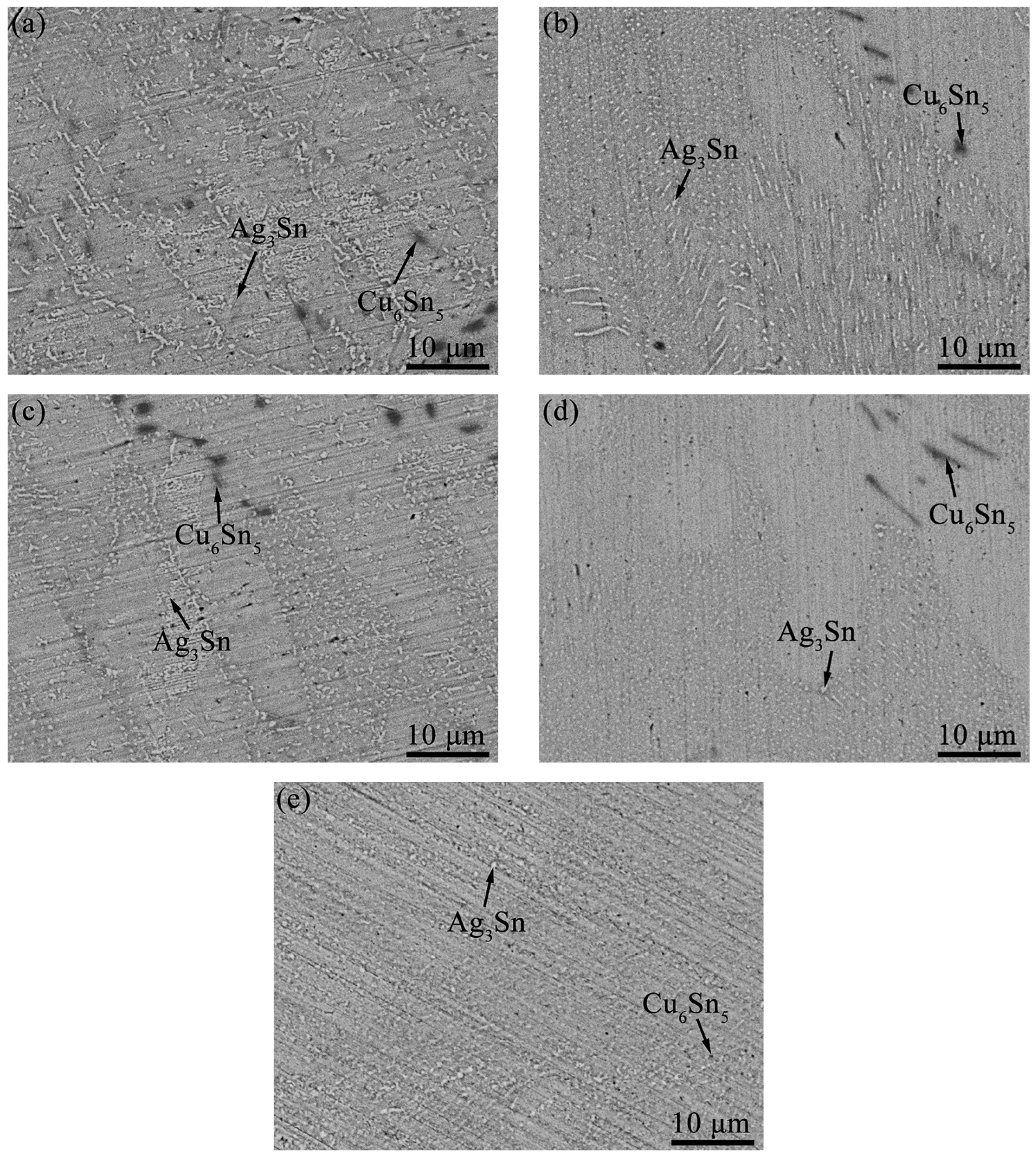
3.1. Internal Microstructural Evolution of the SAC305/Cu Solder Joints after Long-Term Storage at Cryogenic Temperatures
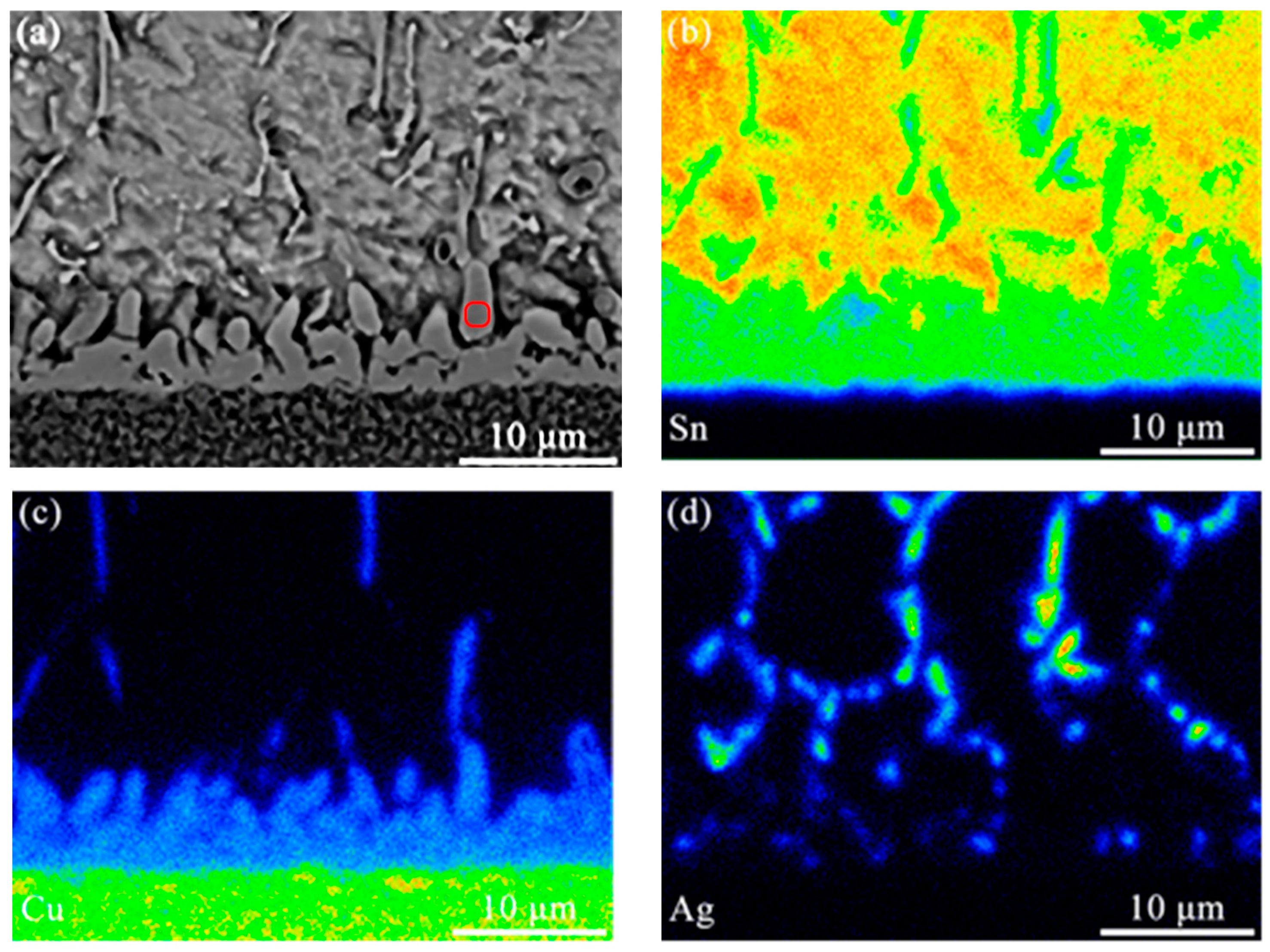
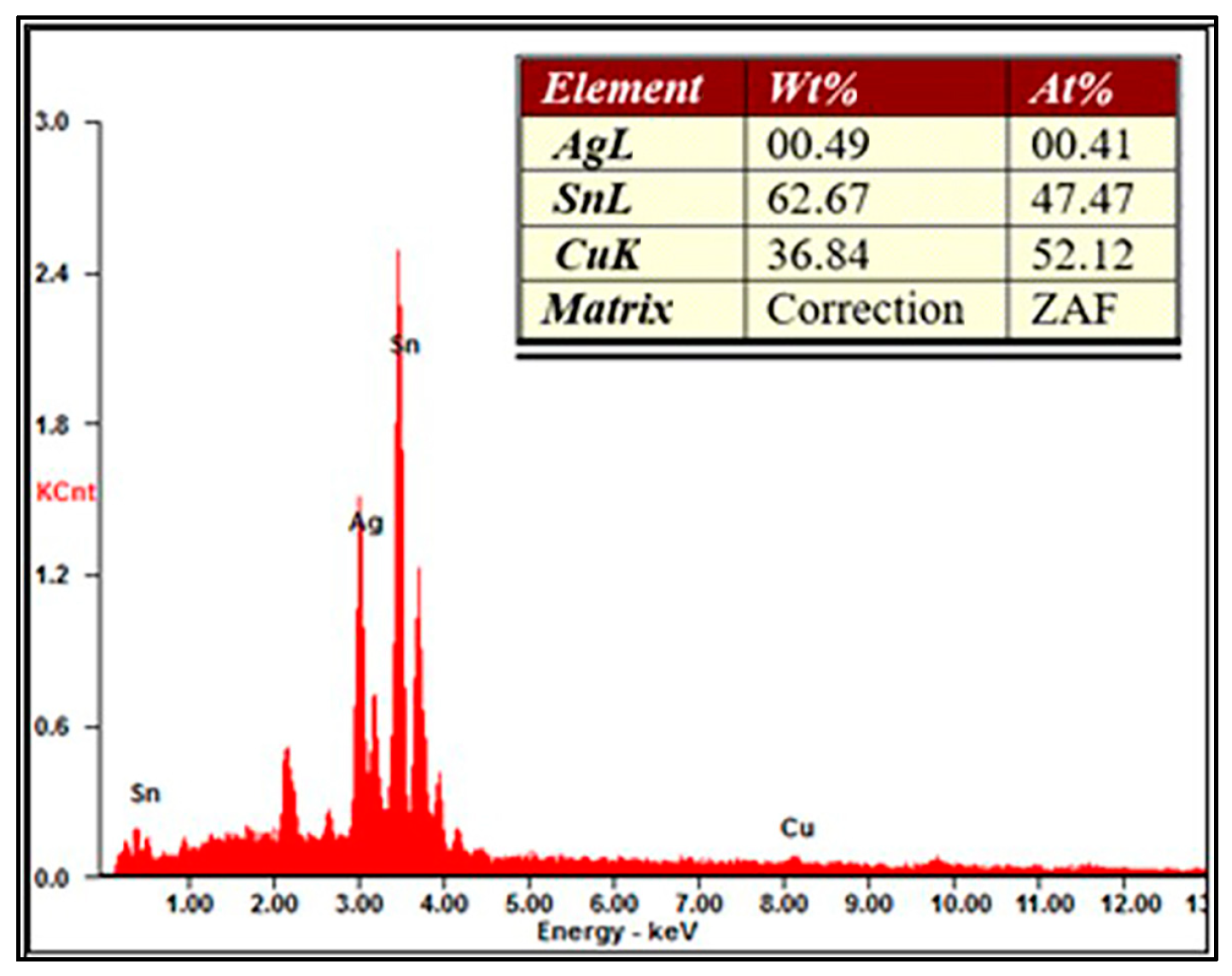
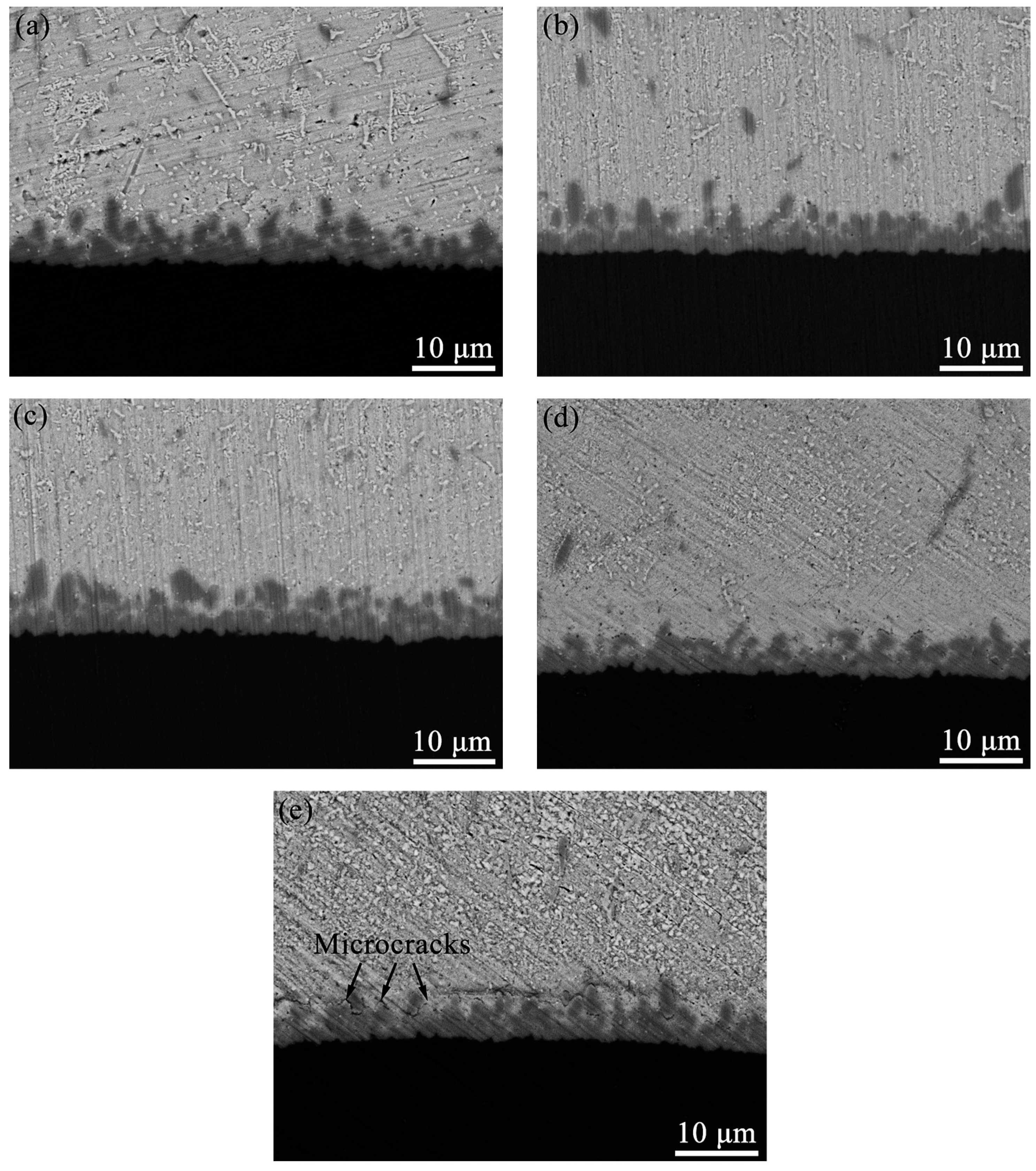
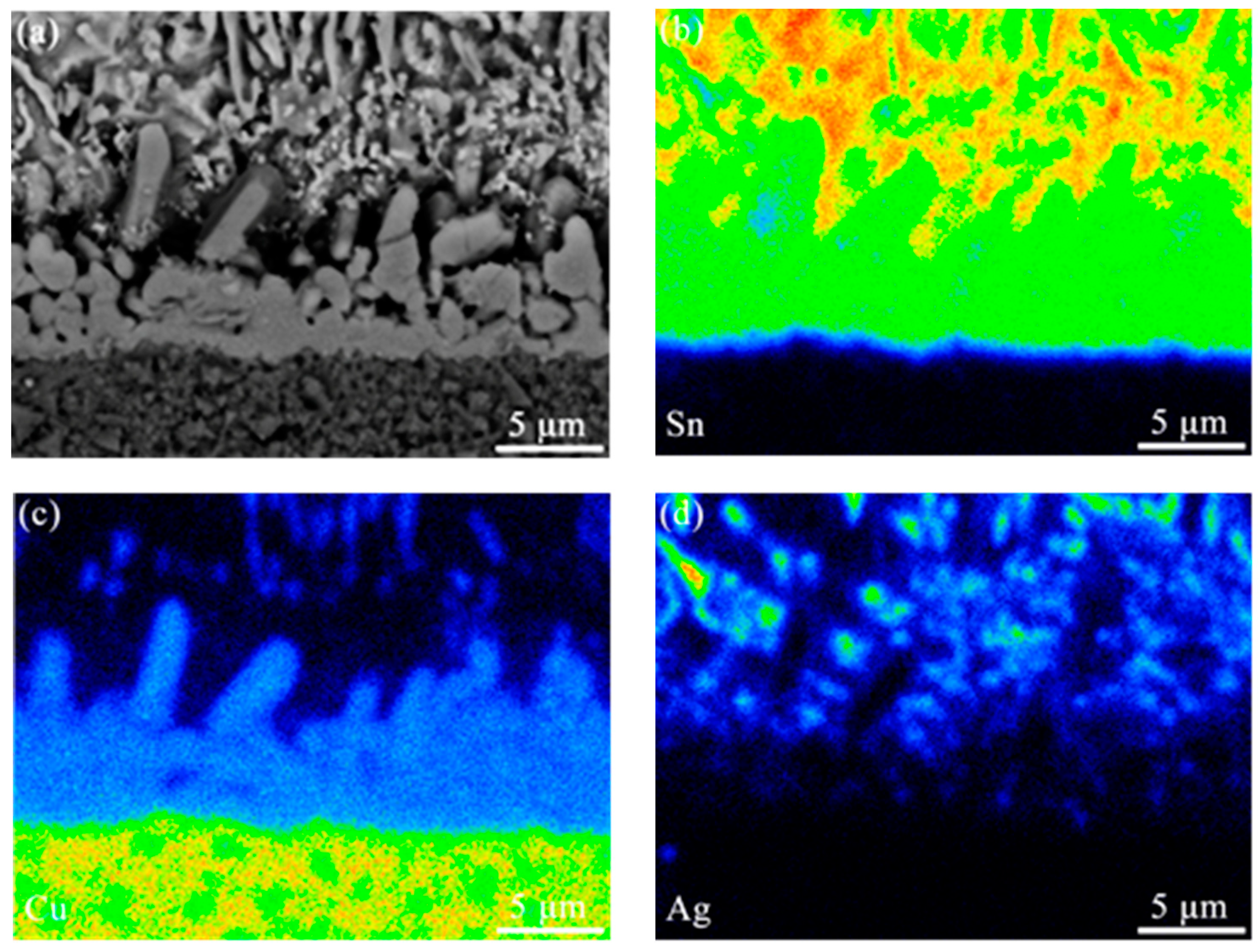
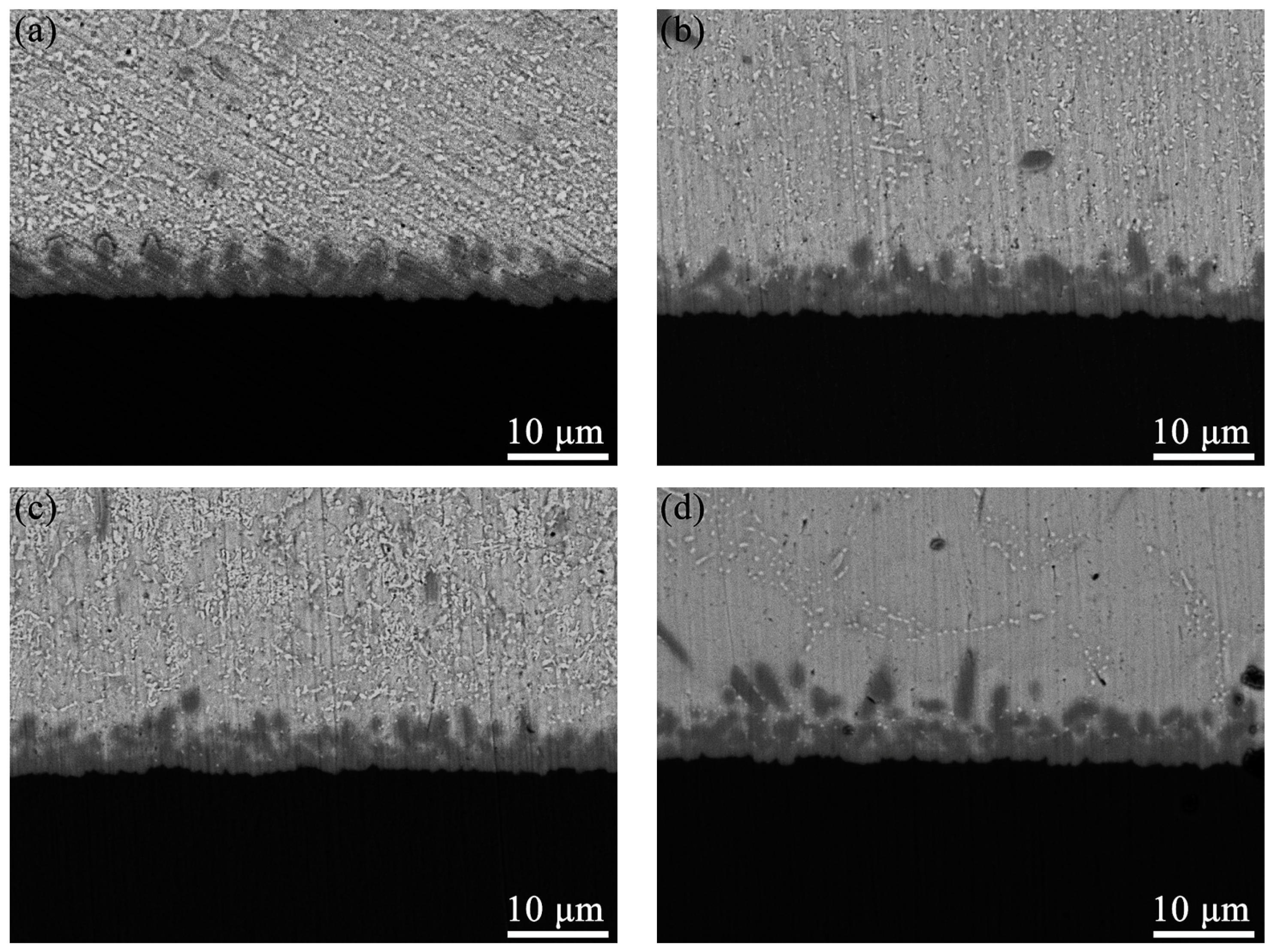
3.2. Interfacial Microstructural Evolution of the SAC305/Cu Solder Joints after Long-Term Storage at Cryogenic Temperatures
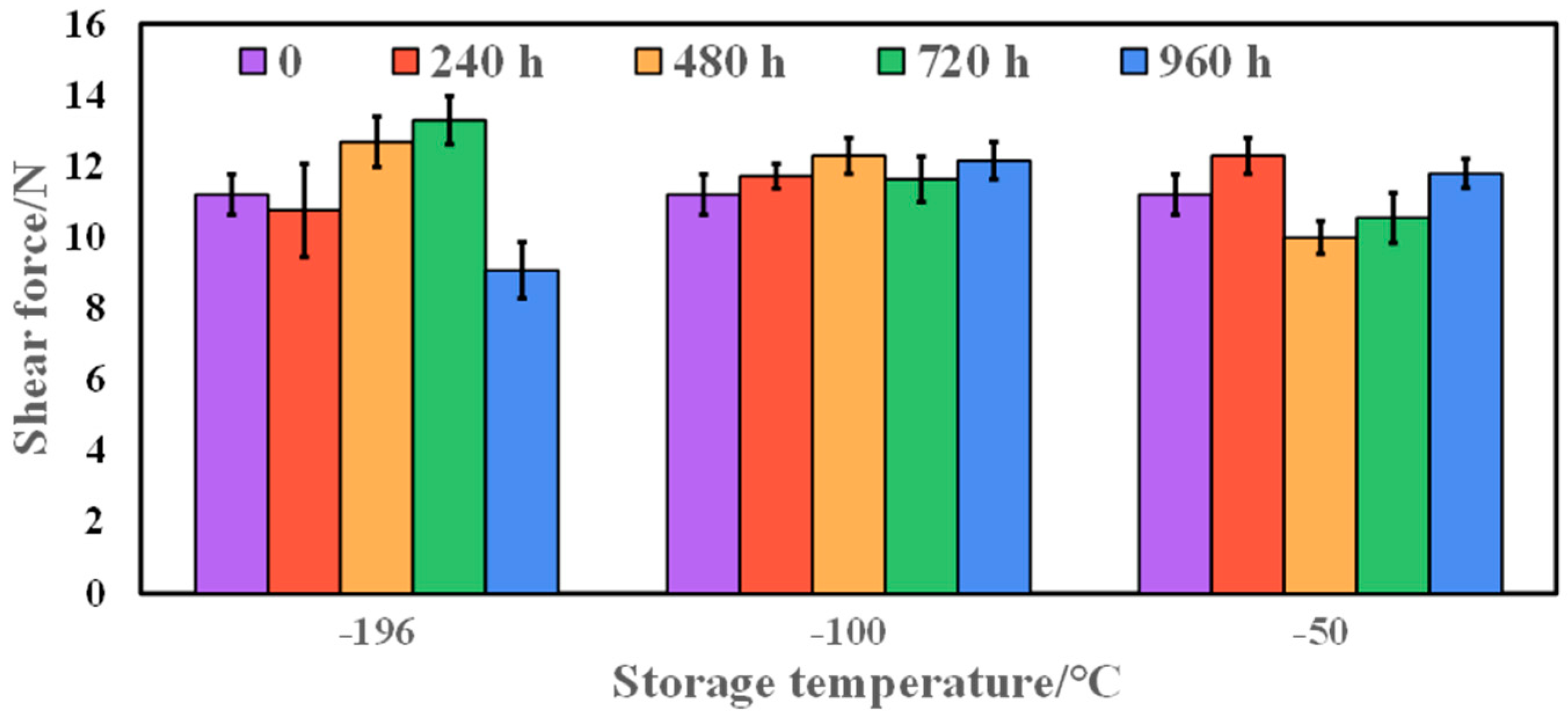
3.3. Effect of Storage Temperature and Time on Shear Properties of Solder Joints
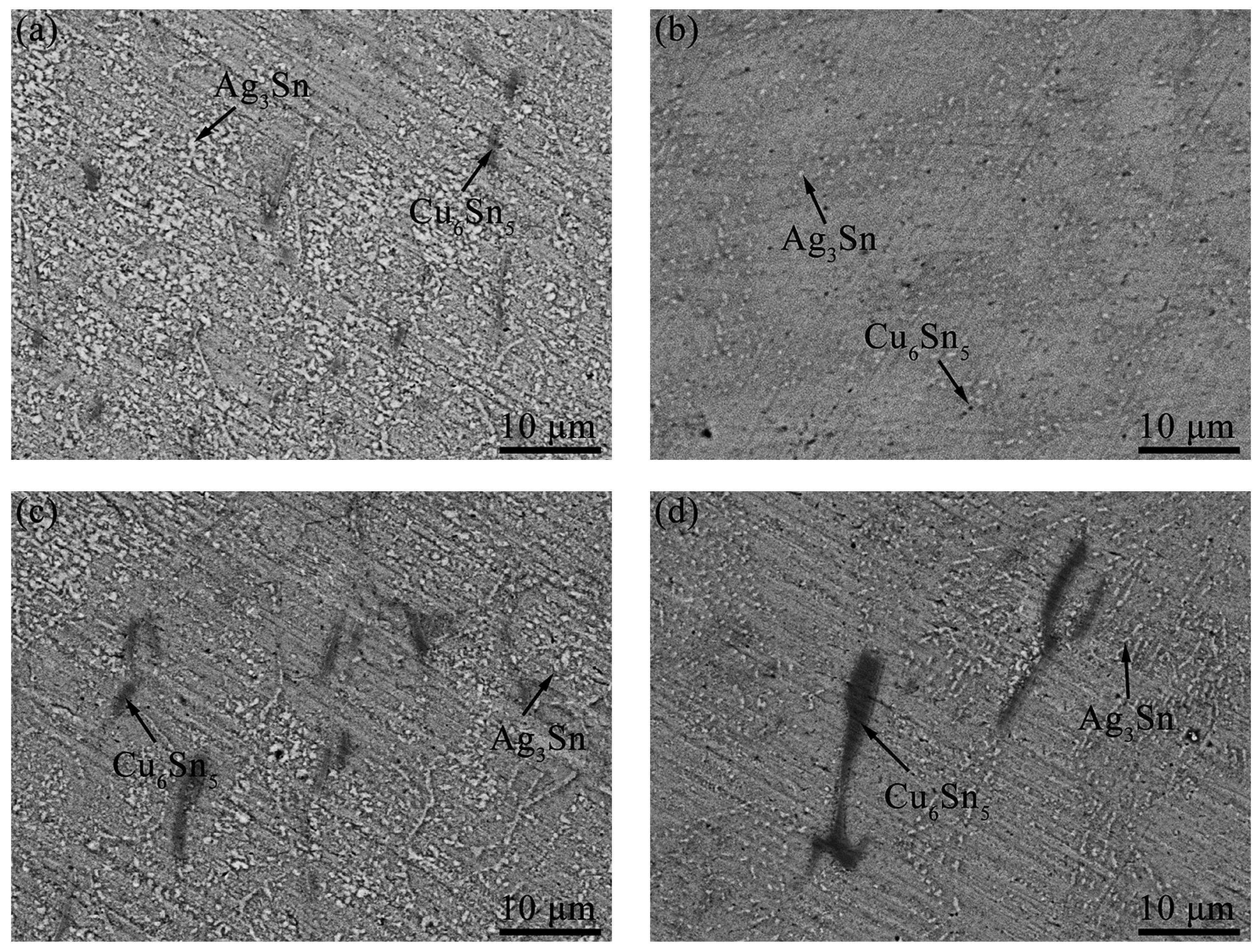
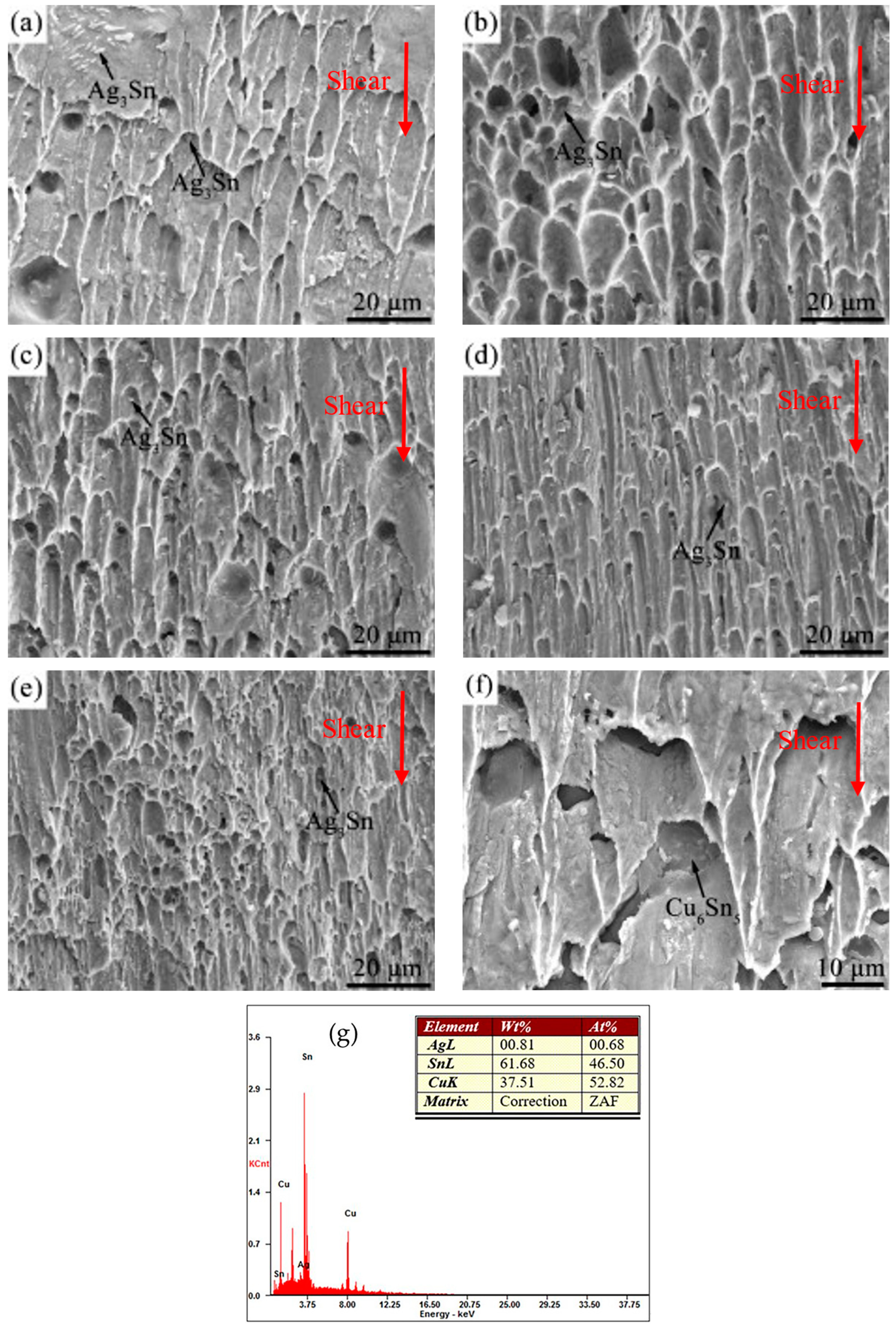
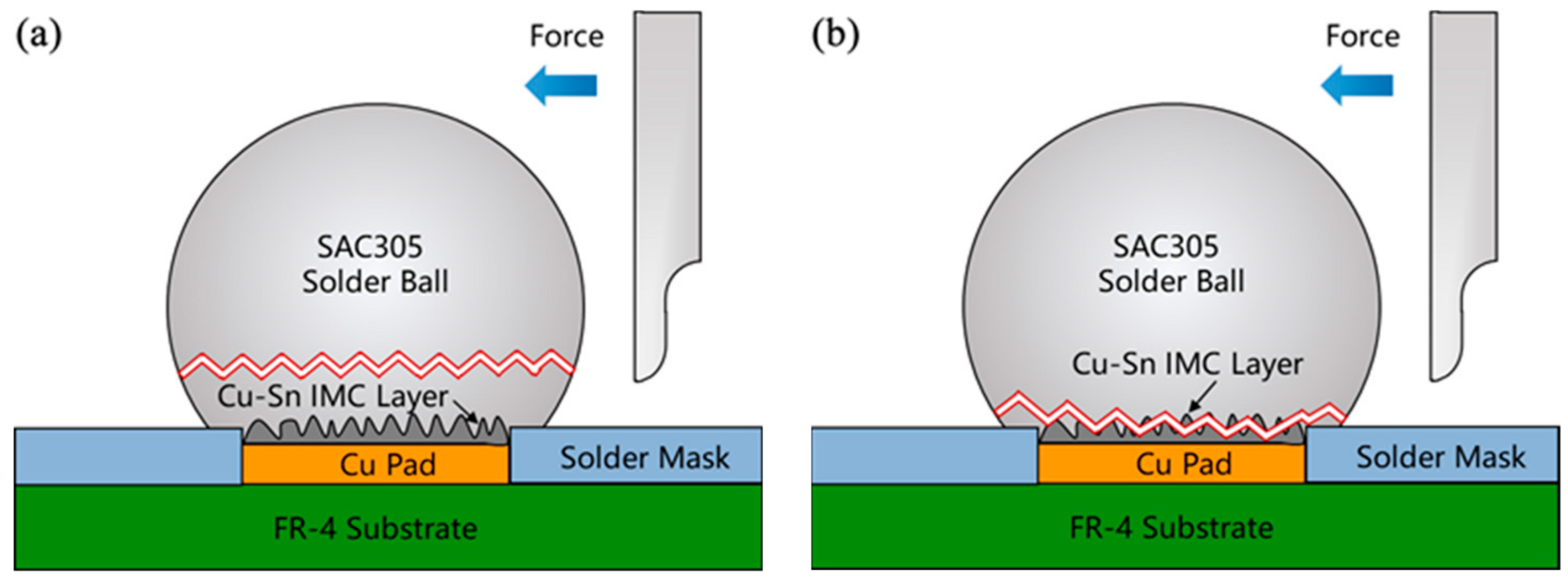
3.4. The Microstructure Characterization of Shear Fracture of Solder Joints
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Garrett, H.; Shapiro, A.; Yang, J. Interstellar Space Missions: Ultra-Reliability Requirements and Engineering Issues-Part II. In Proceedings of the 46th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 7–10 January 2008; pp. 1–16. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, B.; Wei, H.; Zhang, Y.; Chao, C.; Xu, K.; Ding, X.; Hou, X.; Zhao, Z. Review on planetary regolith-sampling technology. Prog. Aerosp. Sci. 2021, 127, 100760. [Google Scholar] [CrossRef]
- Xu, W.; Liu, X.; Yan, Z.; Li, L.; Zhang, Z.; Kuang, Y.; Jiang, H.; Yu, H.; Yang, F.; Liu, C.; et al. The MarSCoDe Instrument Suite on the Mars Rover of China’s Tianwen-1 Mission. Space Sci. Rev. 2021, 217, 64. [Google Scholar] [CrossRef]
- Ramesham, R. Reliability and Qualification of Hardware to Enhance The Mission Assurance of JPL/NASA Projects. In Proceedings of the 40th International Conference on Environmental Systems, American Institute of Aeronautics and Astronautics, Barcelona, Spain, 11–15 July 2010. [Google Scholar] [CrossRef] [Green Version]
- Blanche, J.; Strickland, M.; Knight, R.; Lall, P.; Jaeger, R.C.; Suhling, J.C.; Rahim, M.K.; Blanche, J.; Strickland, M.; Knight, R.; et al. Reliability of flip chip assemblies subjected to extreme low temperatures. In Proceedings of the Thermal and Thermomechanical Proceedings 10th Intersociety Conference on Phenomena in Electronics Systems, ITHERM 2006, San Diego, CA, USA, 30 May–2 June 2006; pp. 1379–1389. [Google Scholar]
- Pang, J.; Low, T.H.; Xiong, B.S.; Xu, L.; Neo, C.C. Thermal cycling aging effects on Sn–Ag–Cu solder joint microstructure, IMC and strength. Thin Solid Films 2004, 462, 370–375. [Google Scholar] [CrossRef]
- Chen, G.; Li, X.; Ma, J. Effect of thermal cycling on the growth of intermetallic compounds at the Sn-Zn-Bi-In-P lead-free solder/Cu interface. J. Electron. Mater. 2006, 35, 1873–1878. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, X.P. Low and cryogenic temperature mechanical performance and fracture behavior of micro-scale Cu/Sn–3.0Ag–0.5Cu/Cu joints with the decreasing dimension. In Proceedings of the 2018 19th International Conference on Electronic Packaging Technology (ICEPT), Shanghai, China, 8–11 August 2018. [Google Scholar]
- Shen, J.; Zhao, M.; He, P.; Pu, Y. Growth behaviors of intermetallic compounds at Sn–3Ag–0.5Cu/Cu interface during isothermal and non-isothermal aging. J. Alloys Compd. 2013, 574, 451–458. [Google Scholar] [CrossRef]
- Jang, W.-L.; Wang, T.-S.; Lai, Y.-F.; Lin, K.-L.; Lai, Y.-S. The performance and fracture mechanism of solder joints under mechanical reliability test. Microelectron. Reliab. 2012, 52, 1428–1434. [Google Scholar] [CrossRef]
- Depiver, J.A.; Mallik, S.; Harmanto, D. Solder joint failures under thermo-mechanical loading conditions—A review. Adv. Mater. Process. Technol. 2020, 7, 1–26. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, L.; Liu, Z.-Q.; Sun, L.; Long, W.-M.; He, P.; Xiong, M.-Y.; Zhao, M. Reliability issues of lead-free solder joints in electronic devices. Sci. Technol. Adv. Mater. 2019, 20, 876–901. [Google Scholar] [CrossRef] [Green Version]
- Rajeshuni, R. Reliability of Sn/Pb and lead-free (SnAgCu) solders of surface mounted miniaturized passive components for extreme temperature (−185 °C to +125 °C) space missions. In Proceedings of the SPIE, San Francisco, CA, USA, 18 February 2011; p. 79280F. [Google Scholar]
- Rajeshuni, R. Reliability assessment of ceramic column grid array (CCGA717) interconnect packages under extreme temperatures for space applications (−185 °C to +125 °C). In Proceedings of the SPIE, San Francisco, CA, USA, 18 February 2011; p. 75920F. [Google Scholar]
- Rajeshuni, R. Reliability of high I/O high density CCGA interconnect electronic packages under extreme thermal environments. In Proceedings of the SPIE, San Francisco, CA, USA, 15 February 2012; p. 82500A. [Google Scholar]
- Ghaffarian, R. Accelerated Thermal Cycling and Failure Mechanisms for BGA and CSP Assemblies. J. Electron. Packag. 2000, 122, 335–340. [Google Scholar] [CrossRef]
- Lupinacci, A.; Shapiro, A.A.; Minor, A.M. A study of solder alloy ductility for cryogenic applications. In Proceedings of the IEEE International Symposium on Advanced Packaging Materials, Irvine, CA, USA, 27 February–1 March 2013; pp. 82–88. [Google Scholar]
- Ratchev, P.; Loccufier, T.; Vandevelde, B.; Verlinden, B.; Teliszewski, S.; Werkhoven, D.; Allaert, B. A Study of Brittle to Ductile Fracture Transition Temperatures in Bulk Pb-Free Solders. In Proceedings of the 15th European Microelectronics and Packaging Conference & Exhibition, Brugge, Belgium, 12–15 May 2005; pp. 248–252. [Google Scholar]
- Lambrinou, K.; Maurissen, W.; Limaye, P.; Vandevelde, B.; Verlinden, B.; De Wolf, I. A Novel Mechanism of Embrittlement Affecting the Impact Reliability of Tin-Based Lead-Free Solder Joints. J. Electron. Mater. 2009, 38, 1881–1895. [Google Scholar] [CrossRef]
- Kirschman, R.K.; Sokolowski, W.M.; Kolawa, E.A. Die Attachment for −120 °C to +20 °C Thermal Cycling of Microelectronics for Future Mars Rovers—An Overview1. J. Electron. Packag. 2000, 123, 105–111. [Google Scholar] [CrossRef]
- Del Castillo, L.; Schatzel, D.V.; Tudryn, C.; Hatake, T.; Chen, Y.; Mojarradi, M.; Kolawa, E. Extreme environment electronic packaging for Venus and Mars landed missions. In Proceedings of the 4th International Planetary Probe Workshop, Pasadena, CA, USA, 27–30 June 2006. [Google Scholar]
- Du, X.; Tian, Y.; Zhao, X. Mechanical properties and microstructure of Sn-based solder joints at cryogenic temperature. In Proceedings of the 2014 15th International Conference on Electronic Packaging Technology, Chengdu, China, 12–15 August 2014; pp. 888–892. [Google Scholar]
- Sun, Z.; Guo, X.; Zhao, Z.; Ni, Y.; He, G. Research Progress of Extreme Low Temperature Reliability of Typical Electronic Interconnection Structures. In Proceedings of the 2021 22nd International Conference on Electronic Packaging Technology (ICEPT), Xiamen, China, 14–17 September 2021; pp. 1–5. [Google Scholar]
- Guo, X.; Zhang, K.; Liu, J.; Li, Y.; Zuo, X.; Xiao, H.; He, G. Tensile deformation mechanism of Sn-37Pb solder alloy at cryogenic temperatures. In Proceedings of the 2021 22nd International Conference on Electronic Packaging Technology (ICEPT), Xiamen, China, 14–17 September 2021; pp. 1–4. [Google Scholar]
- Li, Y.; Long, W.; Hu, X.; Fu, Y. Interfacial Reaction and IMC Growth of an Ultrasonically Soldered Cu/SAC305/Cu Structure during Isothermal Aging. Materials 2018, 11, 84. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maleki, M.; Cugnoni, J.; Botsis, J. Microstructure-based modeling of the ageing effect on the deformation behavior of the eutectic micro-constituent in SnAgCu lead-free solder. Acta Mater. 2013, 61, 103–114. [Google Scholar] [CrossRef]
- Lu, H.Y.; Balkan, H.; Ng, K.Y.S. Effect of Ag content on the microstructure development of Sn-Ag-Cu interconnects. J. Mater. Sci. Mater. Electr. 2006, 17, 171–178. [Google Scholar] [CrossRef]
- Han, B.; Sun, F.; Ban, G.; Liu, Y.; Liu, Y.; Li, T.; Pang, S. Effect of Cu, Ag on the microstructure and IMC evolution of Sn5Sb–CuAgNi/Cu solder joints. Mater. Res. Express 2019, 6, 086309. [Google Scholar] [CrossRef]
- Zhang, L.; He, C.-W.; Guo, Y.-H.; Han, J.-G.; Zhang, Y.-W.; Wang, X.-Y. Development of SnAg-based lead free solders in electronics packaging. Microelectron. Reliab. 2012, 52, 559–578. [Google Scholar] [CrossRef]
- Clavaguera-Mora, M.T.; Clavaguera, N.; Crespo, D.M.; Pradell, T. Crystallisation kinetics and microstructure development in metallic systems. Prog. Mater Sci. 2002, 47, 559–619. [Google Scholar] [CrossRef]
- Abdulhamid, M.F.; Li, S.; Basaran, C. Thermomigration in lead-free solder joints. Int. J. Mater. Struct. Integrity 2008, 2, 11–34. [Google Scholar] [CrossRef] [Green Version]
- Ouyang, F.-Y.; Kao, C.L. In situ observation of thermomigration of Sn atoms to the hot end of 96.5Sn-3Ag-0.5Cu flip chip solder joints. J. Appl. Phys. 2011, 110, 123525. [Google Scholar] [CrossRef]
- Hu, X.; Xu, H.; Chen, W.; Jiang, X. Effects of ultrasonic treatment on mechanical properties and microstructure evolution of the Cu/SAC305 solder joints. J. Manuf. Processes 2021, 64, 648–654. [Google Scholar] [CrossRef]
- Tian, R.; Hang, C.; Tian, Y.; Wu, B.; Liu, Y.; Zhao, J. Interfacial intermetallic compound growth in Sn-3Ag-0.5Cu/Cu solder joints induced by stress gradient at cryogenic temperatures. J. Alloys Compd. 2019, 800, 180–190. [Google Scholar] [CrossRef]
- Guo, X.; Xie, F.; Zuo, X.; Li, Y.; Tian, R.; Liu, J.; Wang, G. Ductile-brittle transition during tensile tests of the general solder alloys at cryogenic temperatures. In Proceedings of the 2022 23rd International Conference on Electronic Packaging Technology (ICEPT), Dalian, China, 10–13 August 2022; pp. 1–5. [Google Scholar]
- Li, Z.L.; Cheng, L.X.; Li, G.Y.; Huang, J.H.; Tang, Y. Effects of joint size and isothermal aging on interfacial IMC growth in Sn-3.0Ag-0.5Cu-0.1TiO2 solder joints. J. Alloys Compd. 2017, 697, 104–113. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Celestial Bodies | Surface Temperature (°C) | Rotation Period (Day) |
|---|---|---|
| Pluto | −229 | 9.4 |
| Moon | −180~150 | 29.5 |
| Europa | −188~−143 | 3.6 |
| Titan | −180 | 16 |
| Enceladus | −196 | 4.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Zuo, X.; He, H.; Xiao, H.; Liu, J.; Tian, R.; Liu, Y. Microstructural Evolution and Deterioration of Shear Properties of Sn3.0Ag0.5Cu/Cu Solder Joints after Long-Term Storage at Cryogenic Temperatures. Crystals 2023, 13, 586. https://doi.org/10.3390/cryst13040586
Guo X, Zuo X, He H, Xiao H, Liu J, Tian R, Liu Y. Microstructural Evolution and Deterioration of Shear Properties of Sn3.0Ag0.5Cu/Cu Solder Joints after Long-Term Storage at Cryogenic Temperatures. Crystals. 2023; 13(4):586. https://doi.org/10.3390/cryst13040586
Chicago/Turabian StyleGuo, Xiaotong, Xinlang Zuo, Hao He, Hui Xiao, Jiahao Liu, Ruyu Tian, and Yufeng Liu. 2023. "Microstructural Evolution and Deterioration of Shear Properties of Sn3.0Ag0.5Cu/Cu Solder Joints after Long-Term Storage at Cryogenic Temperatures" Crystals 13, no. 4: 586. https://doi.org/10.3390/cryst13040586