
Design of Titanium Alloys Insensitive to Thermal History for Additive Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Ti–Zr–Fe Alloys and Specimens
2.2. Solution Treatment/Quenching and Ageing
2.3. Electrical Resistivity Measurements
2.4. Laser Scanning
2.5. General Characterisations
3. Results and Discussions
3.1. Ti–Zr–Fe Alloys
3.2. Ageing Behaviour
3.3. Microstructural Changes Due to Laser Scanning
4. Conclusions
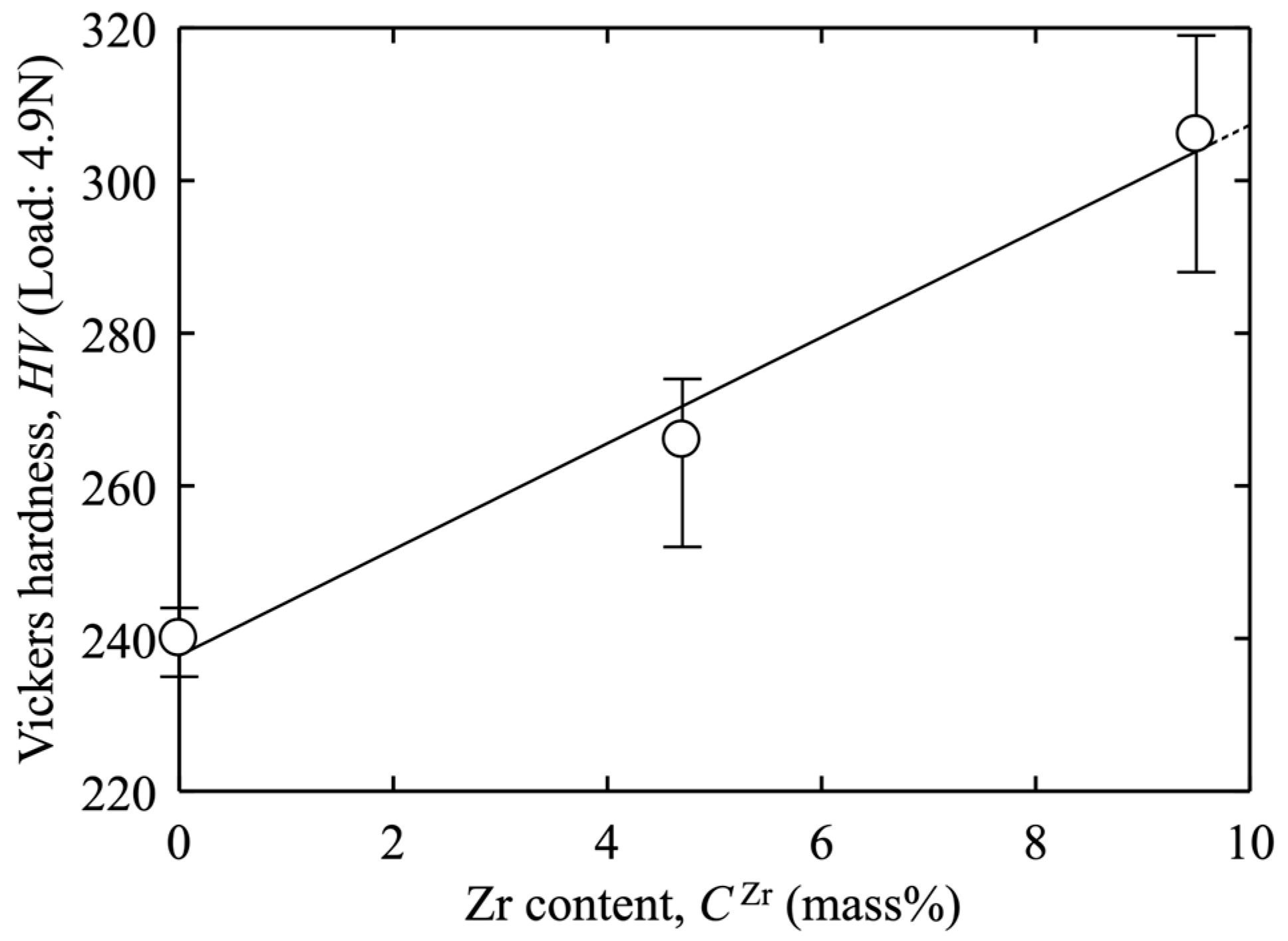
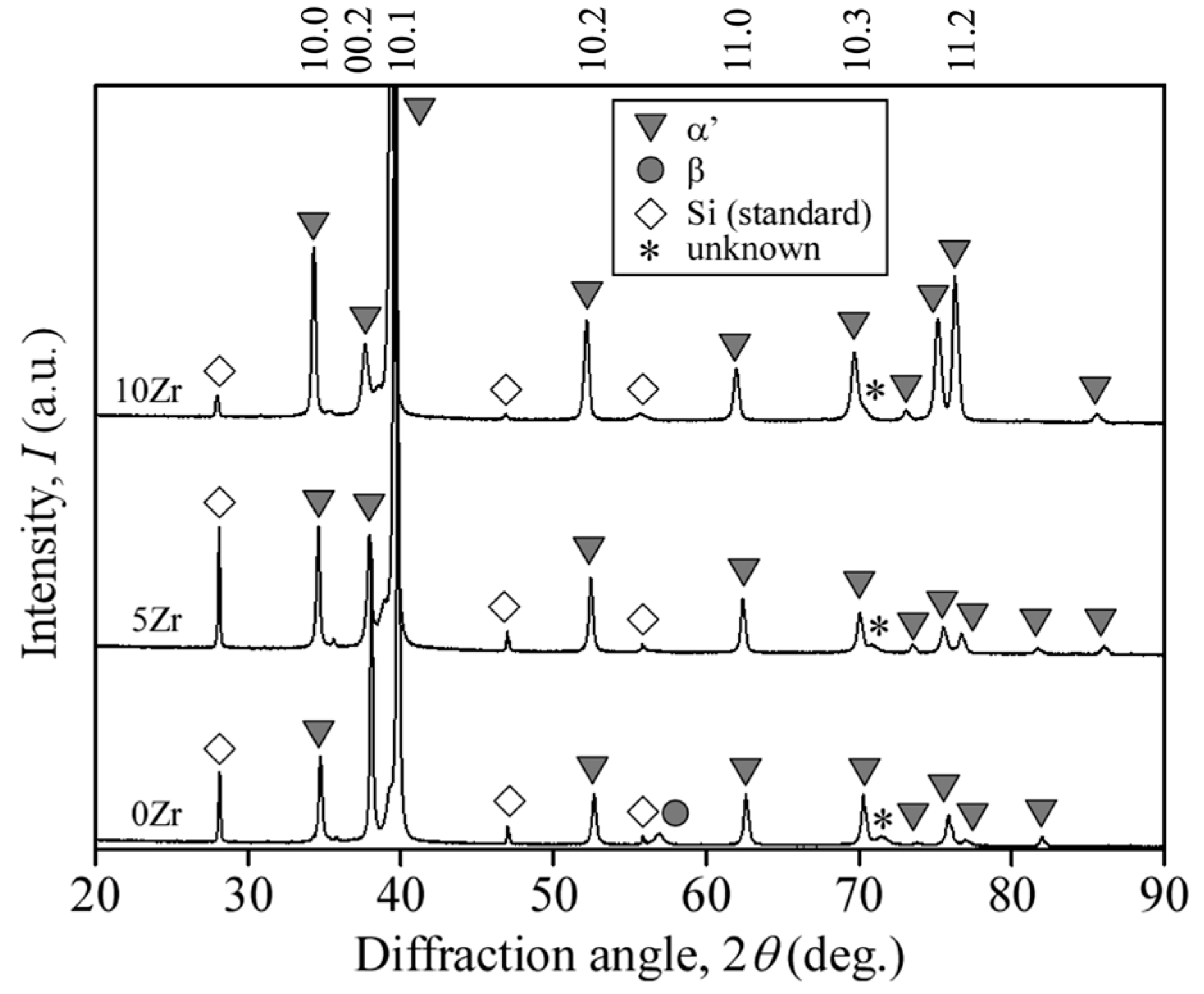
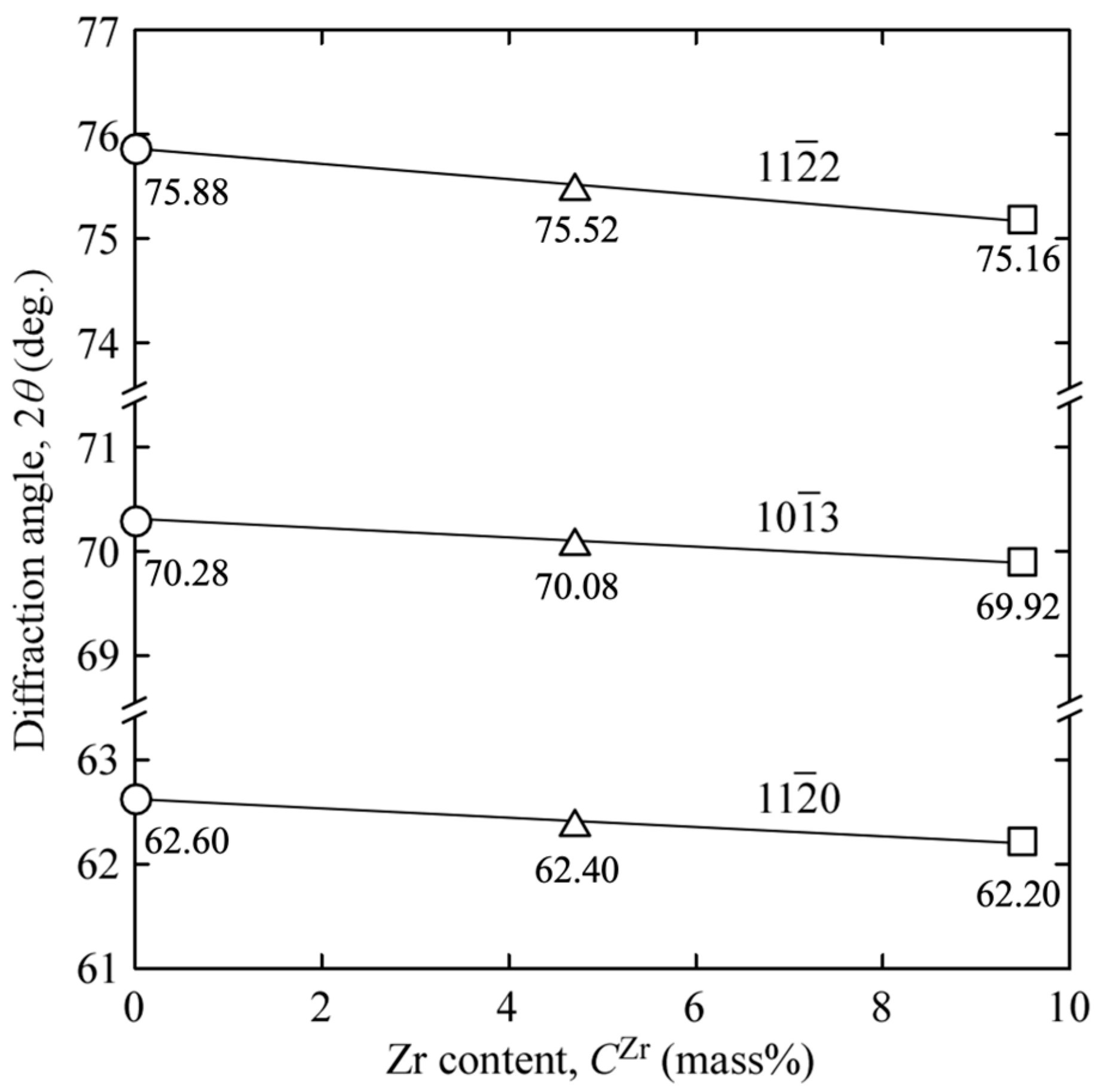
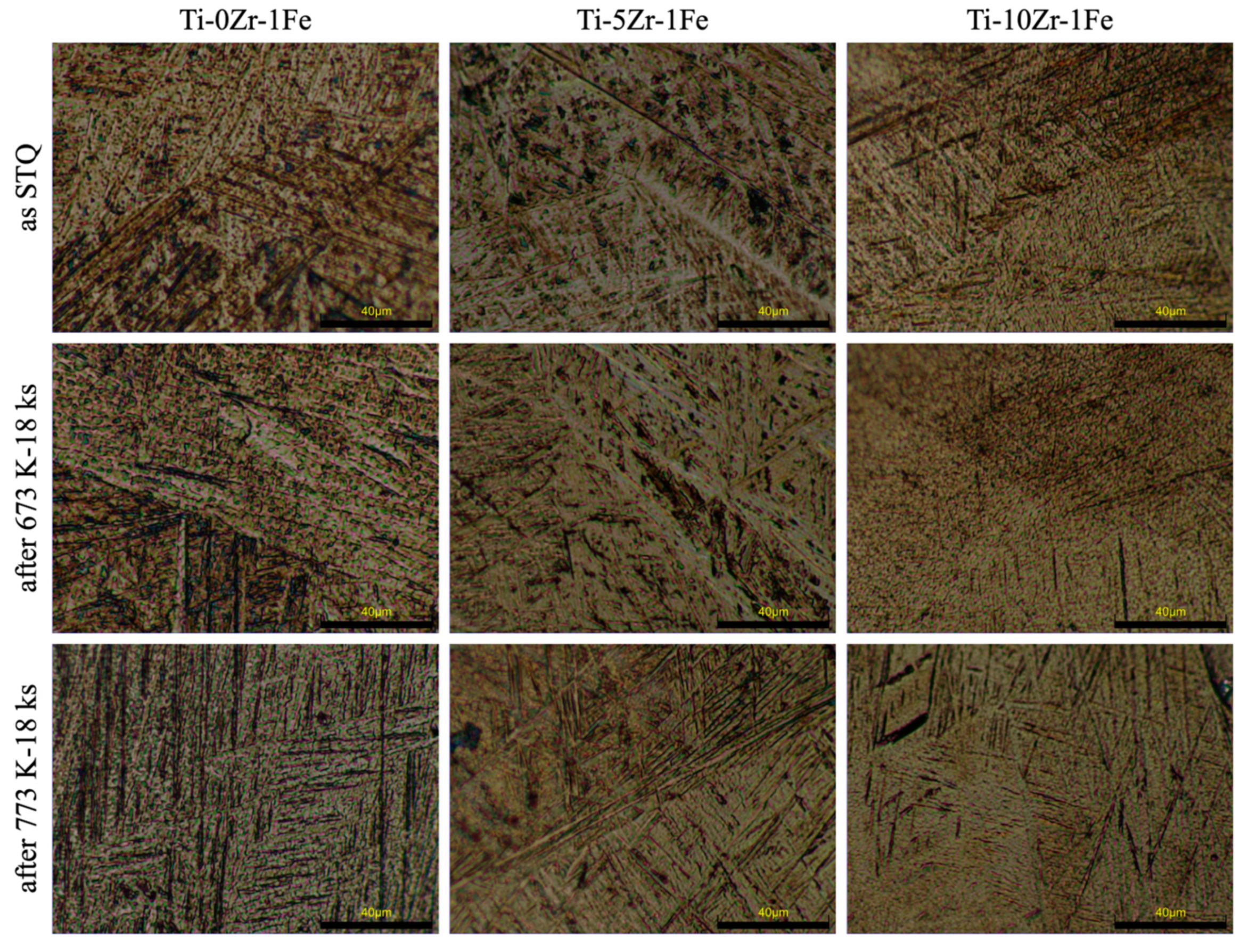
- Well-mixed and homogeneous Ti–Zr–Fe alloys with almost the target compositions were obtained for all the investigated alloys. The oxygen and nitrogen impurity concentrations were less than 0.09% and 0.005%, respectively. A uniform acicular structure of α’ martensite was observed in all of the prepared alloys. The addition of Zr tended to refine the microstructure. HV increased with increasing Zr addition because of solid-solution hardening, as evidenced by an increase in the lattice constant.
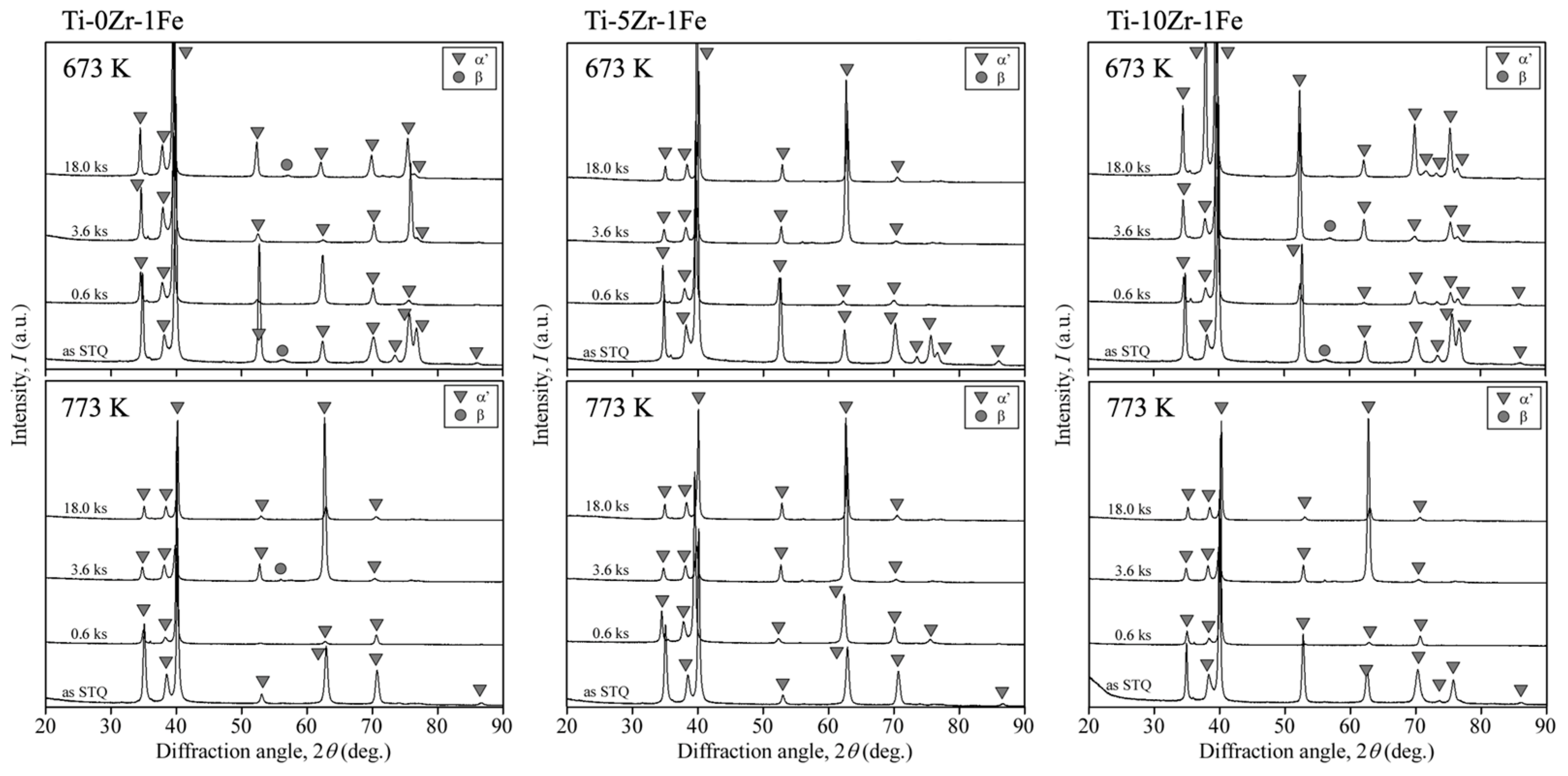
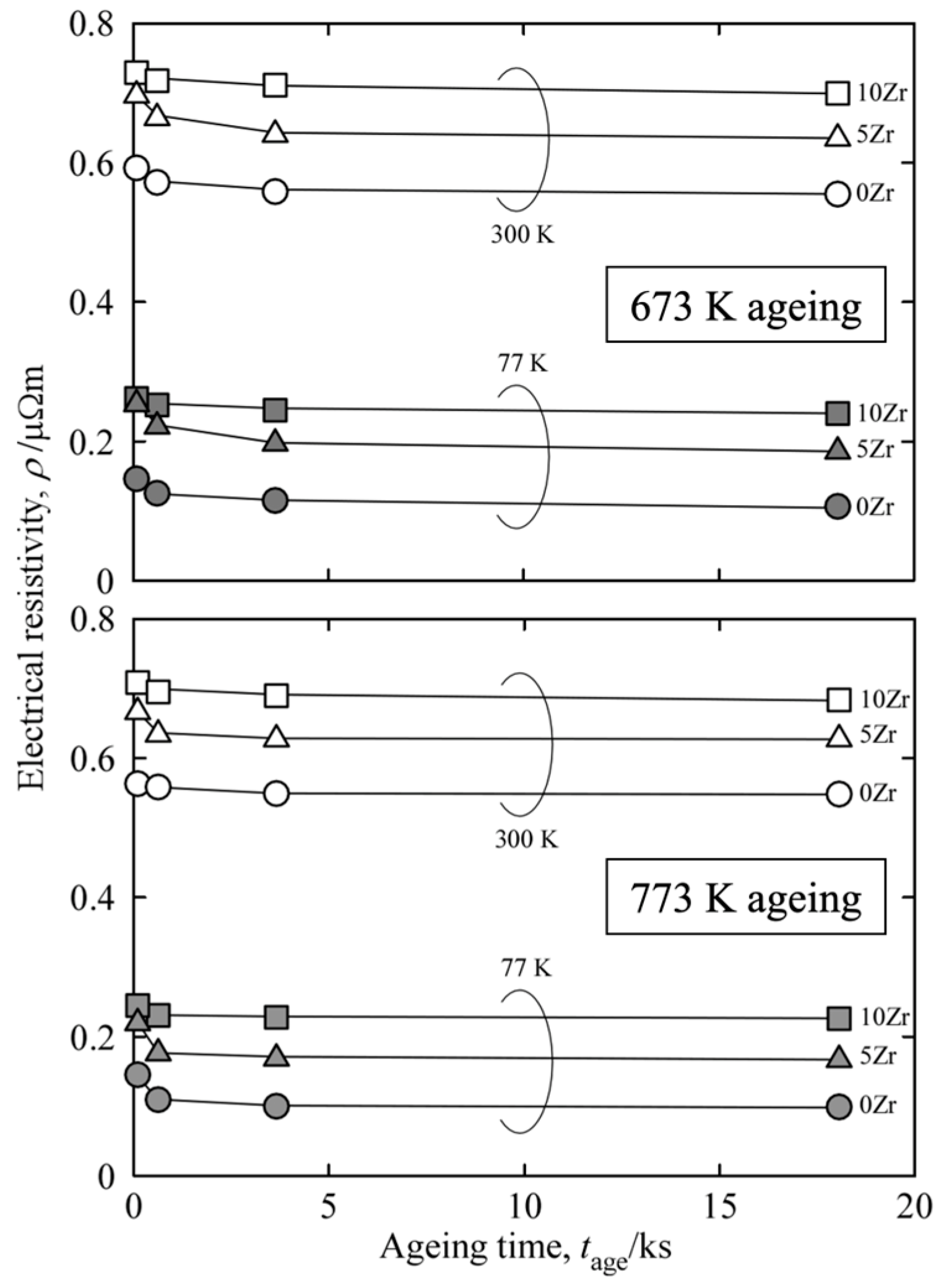
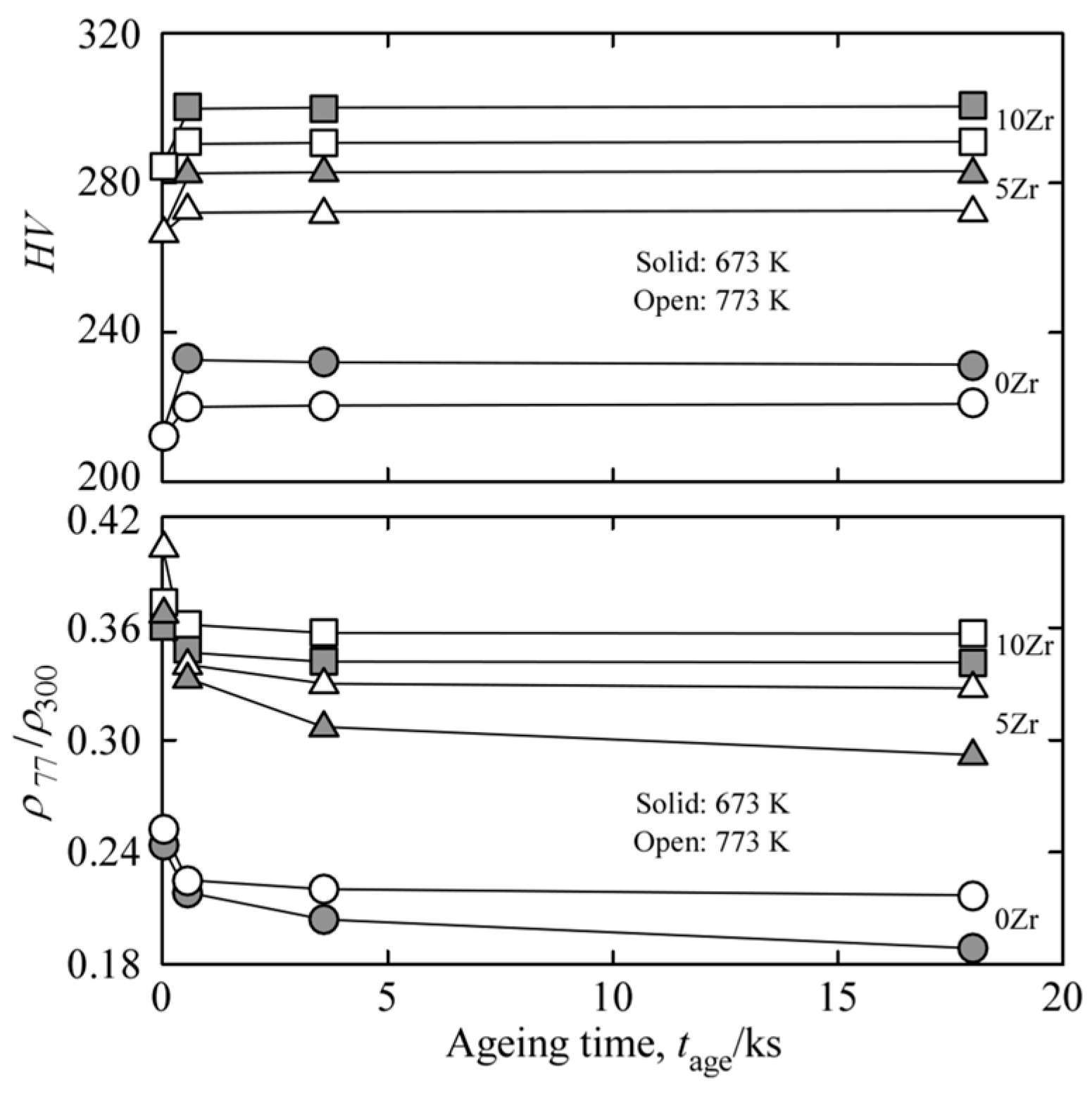
- The change in electrical resistivity, which is very sensitive to phase changes, suggested the precipitation of a small amount of β-phase. However, no obvious change in the phase or microstructure was observed in either alloy after isothermal ageing at 673 or 773 K for 18 ks. The XRD and microstructural observations could not detect any precipitates.
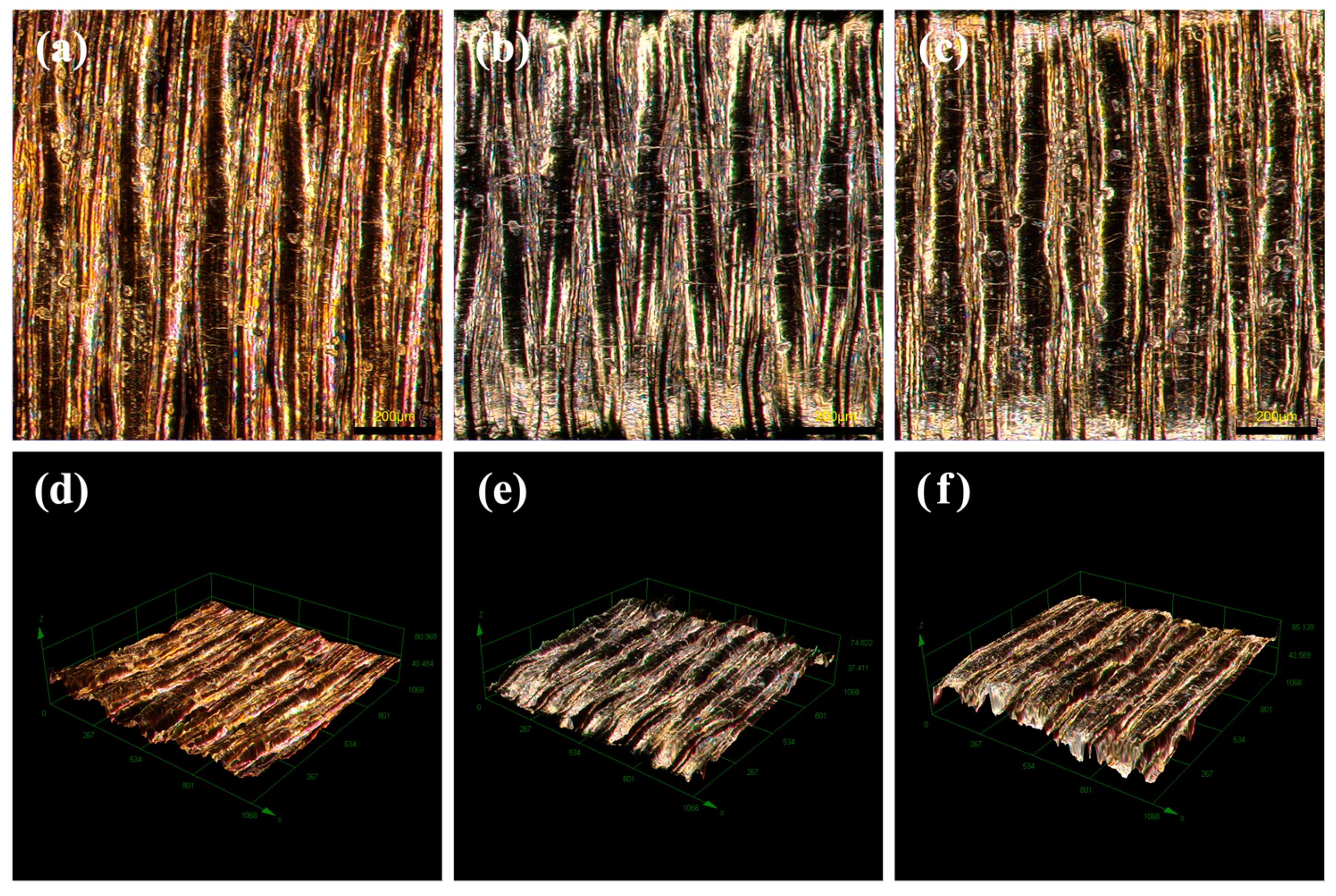
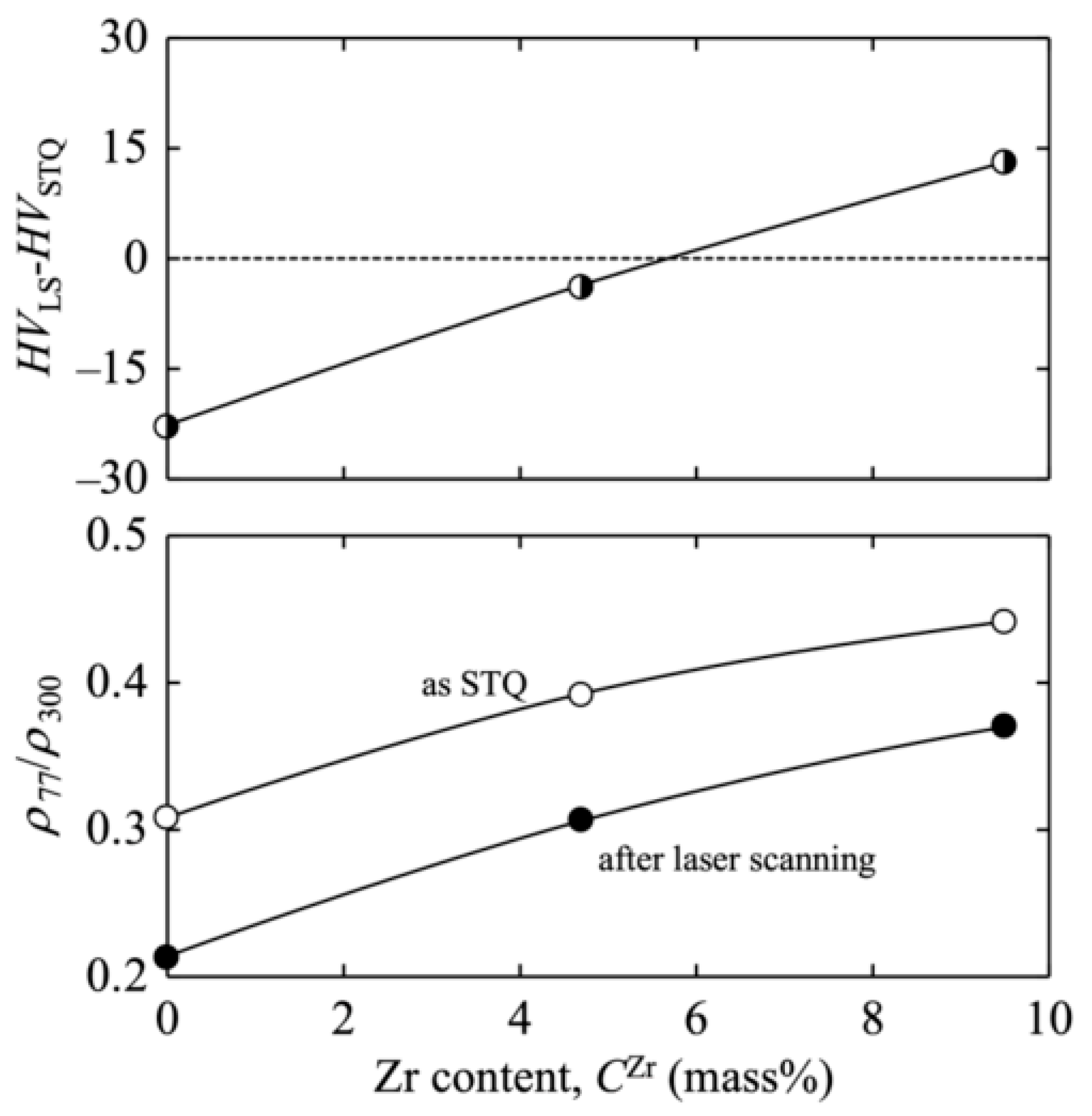
- Laser scanning clearly led to a greater number of precipitates, compared with isothermal ageing at 673 or 773 K, though the absolute amount of precipitation was very small. The change in HV implied coarsening as well as an increase in the amount of precipitates. A broad view of all the results indicates that laser scanning does not lead to substantial changes in the phase and mechanical properties of the alloys. Thus, the results of the present study indicate that the investigated alloys are thermally stable and that the Ti-xmass%Zr-1mass%Fe (x = 0, 5, 10) system is a good candidate for PBF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gepreel, M.A.-H.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef]
- Long, M.; Rack, H.J. Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- Niinomi, M. Recent research and development in titanium alloys for biomedical applications and healthcare goods. Sci. Technol. Adv. Mater. 2003, 4, 445–454. [Google Scholar] [CrossRef] [Green Version]
- Niinomi, M.; Nakai, M.; Hieda, J. Development of new metallic alloys for biomedical applications. Acta Biomater. 2012, 8, 3888–3903. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M.; Nakai, M. Titanium-based biomaterials for preventing stress shielding between implant devices and bone. Int. J. Biomater. 2011, 11, 836587. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.-G.; Lee, J.-H.; Zhan, J. Additive manufacturing of metallic materials. J. Mater. Eng. Perform. 2018, 27, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Yan, C.; Hao, L.; Hussein, A.; Young, P. Ti–6Al–4V triply periodic minimal surface structures for bone implants fabricated via selective laser melting. J. Mech. Behav. Biomed. Mater. 2015, 51, 61–73. [Google Scholar] [CrossRef] [Green Version]
- Wieding, J.; Wolf, A.; Bader, R. Numerical optimization of open-porous bone scaffold structures to match the elastic properties of human cortical bone. J. Mech. Behav. Biomed. Mater. 2014, 37, 56–68. [Google Scholar] [CrossRef] [PubMed]
- Ueda, M.; Ikeda, M.; Mori, S.; Doi, K.; Kitagaki, H.; Terauchi, S. Mechanical properties of additively manufactured porous titanium with sub-millimetre structural units. Mater. Trans. 2019, 60, 1792–1798. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Fabijanic, D.; Zhang, T.; Lui, E.-W.; Brandt, M.; Xu, W. Deciphering the transformation pathway in laser powder-bed fusion additive manufacturing of Ti-6Al-4V alloy. Addit. Manuf. 2022, 58, 103041. [Google Scholar] [CrossRef]
- Krajňák, T.; Janeček, M.; Kozlík, J.; Preisler, D.; Stráský, J.; Brázda, M.; Kout, J.; Halmešová, K.; Džugan, J. Influence of the thermal history on the phase composition of laser directed energy deposited Ti-8.5 wt% Mo alloy. Mater. Des. 2022, 222, 111049. [Google Scholar] [CrossRef]
- Murray, J.-L. Ti-Zr (Titanium-Zirconium). In Phase Diagrams of Binary Titanium Alloys; ASM International: Metals Park, OH, USA, 1987; pp. 340–345. [Google Scholar]
- Xu, T.; Zhang, S.; Cui, S.-L.N.; Cao, L.; Wan, Y. Precipitation behaviour during the β→α/ω phase transformation and its effect in the mechanical performance of a Ti-15Mo-2.7Nb-0.2Si alloy. Sci. Rep. 2019, 9, 17628. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ikeda, M.; Ueda, M.; Matsunaga, R.; Ogawa, M.; Niinomi, M. Isothermal Aging Behavior of Beta Titanium-Manganese Alloys. Mater. Trans. 2009, 50, 2737–2743. [Google Scholar] [CrossRef] [Green Version]
- Nath, P.; Marandi, L.; Sen, I. Processing-microstructure-property correlation in thermo-mechanically processed Ti-6Al-4V alloys: A comparative study between conventional and novel approaches. J. Alloys Compd. 2022, 927, 167039. [Google Scholar] [CrossRef]
- Komatsu, S.; Ikeda, M.; Sugimoto, T.; Kamei, K.; Maesaki, O.; Kojima, M. Aging behaviour of Ti-15Mo-5Zr and Ti-15Mo-5Zr-3Al alloy up to 573 K. Mater. Sci. Eng. A 1996, 213, 61–65. [Google Scholar] [CrossRef]
- Sharma, D.; Parfitt, D.; Chen, B.; Roebuck, B.; Venero, D.-A.; Kada, S.-R.; Fabijanic, D.; Fitzpatrick, M.-E. Influence of cooling rate on the precipitation kinetics of nanoscale isothermal ω-phase in metastable β-Ti alloy, Ti-5Al-5Mo-5V-3Cr. J. Alloys Compd. 2021, 859, 157822. [Google Scholar] [CrossRef]
- Abe, H.; Komatsu, S.; Hamaoka, M.; Ikeda, M.; Sakurai, T. Effects of room temperature pre-aging and Cu addition on 448 K isothermal aging behaviour of Al-1%Mg₂Si alloys. J. JILM 2006, 56, 88–93. [Google Scholar] [CrossRef]
- Ikeda, M.; Komatsu, S.; Sugimoto, T.; Kamei, K. Reverse Transformation of α” and Initial β Decomposition in Quenched Ti-Nb Binary Alloys. J. Jpn. Inst. Met. 1989, 53, 664–671. [Google Scholar] [CrossRef] [Green Version]
- Okamoto, H. Fe-Ti (Iron-Titanium). J. Phase Equilibria 1996, 17, 369. [Google Scholar] [CrossRef]
- Nakajima, H.; Koiwa, M. Diffusion in Titanium. ISIJ Int. 1991, 31, 757–766. [Google Scholar] [CrossRef] [Green Version]
- Komatsu, S.; Fujikawa, S. Electrical resistivity of light metals and alloys-Its measurement, interpretation and application. J. JILM 1997, 47, 170–181. [Google Scholar] [CrossRef] [Green Version]
- Komatsu, S.; Tatematsu, K.; Murakami, Y.; Kajiyama, T.; Matsuo, M.; Muramatsu, T. Application of Mattiessen’s rule to resistivity measurement and behaviours of Fe and Si in A1050 rolled sheets. J. JILM 1985, 35, 526–533. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Composition (mass%) | ||||
|---|---|---|---|---|---|
| Zr | Fe | Ti | O | N | |
| Ti-0Zr-1Fe | - | 1.0 | Bal. | 0.06 | 0.005 |
| Ti-5Zr-1Fe | 4.7 | 0.9 | Bal. | 0.04 | 0.001 |
| Ti-10Zr-1Fe | 9.5 | 1.0 | Bal. | 0.09 | 0.002 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ueda, M.; Ting Hsuan, C.; Ikeda, M.; Nakano, T. Design of Titanium Alloys Insensitive to Thermal History for Additive Manufacturing. Crystals 2023, 13, 568. https://doi.org/10.3390/cryst13040568
Ueda M, Ting Hsuan C, Ikeda M, Nakano T. Design of Titanium Alloys Insensitive to Thermal History for Additive Manufacturing. Crystals. 2023; 13(4):568. https://doi.org/10.3390/cryst13040568
Chicago/Turabian StyleUeda, Masato, Chang Ting Hsuan, Masahiko Ikeda, and Takayoshi Nakano. 2023. "Design of Titanium Alloys Insensitive to Thermal History for Additive Manufacturing" Crystals 13, no. 4: 568. https://doi.org/10.3390/cryst13040568