

Facile Synthesis of Al-20Si@Al2O3 Nanosheets Composite Powders and Its Refinement Performance on Primary Silicon in Al-20Si Alloy
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. The Preparation of Al-20Si@Al2O3
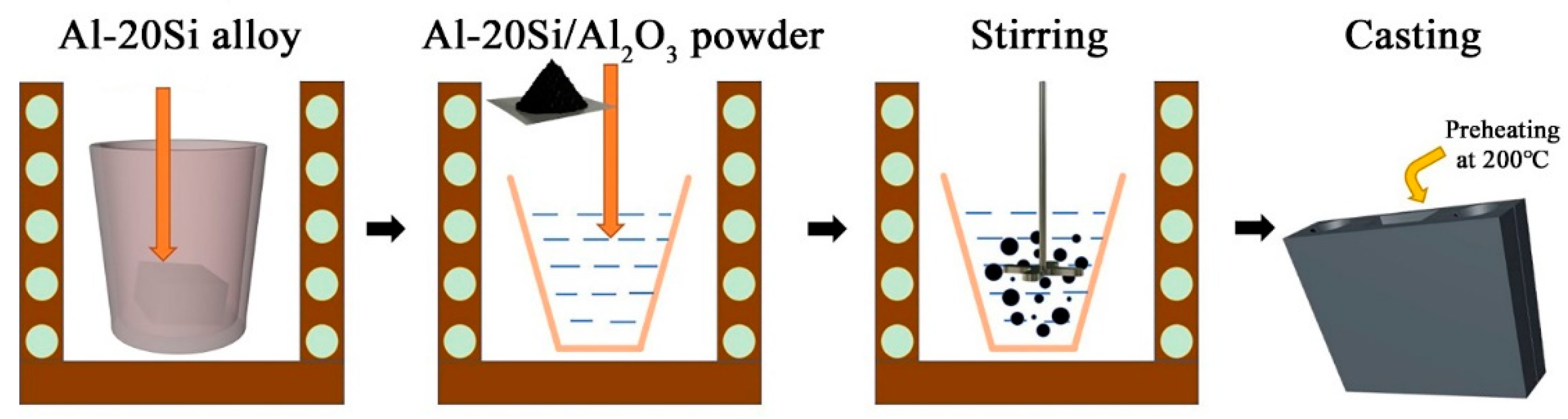
2.2. Experiments on the Modification of Al-20Si
3. Results
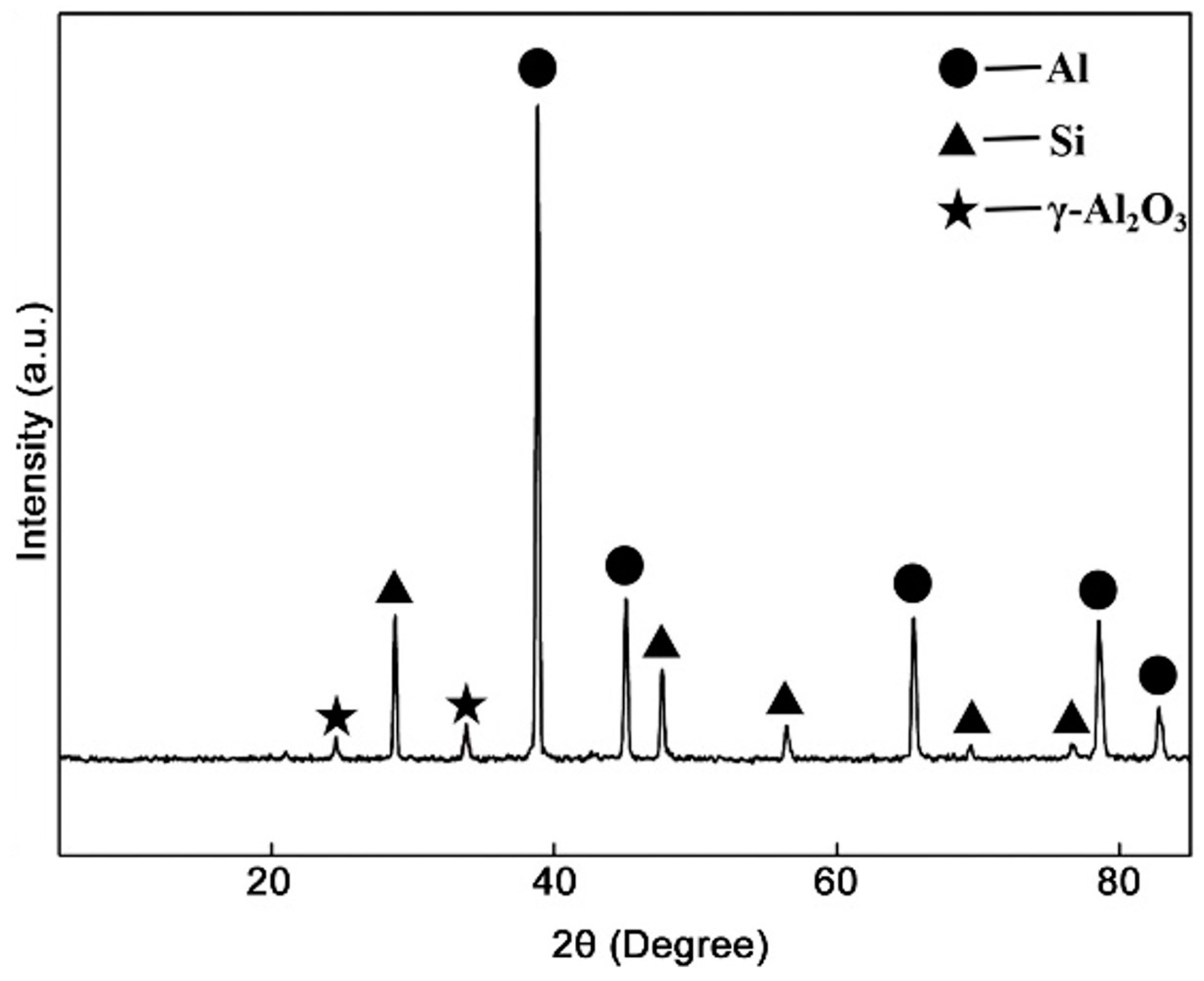
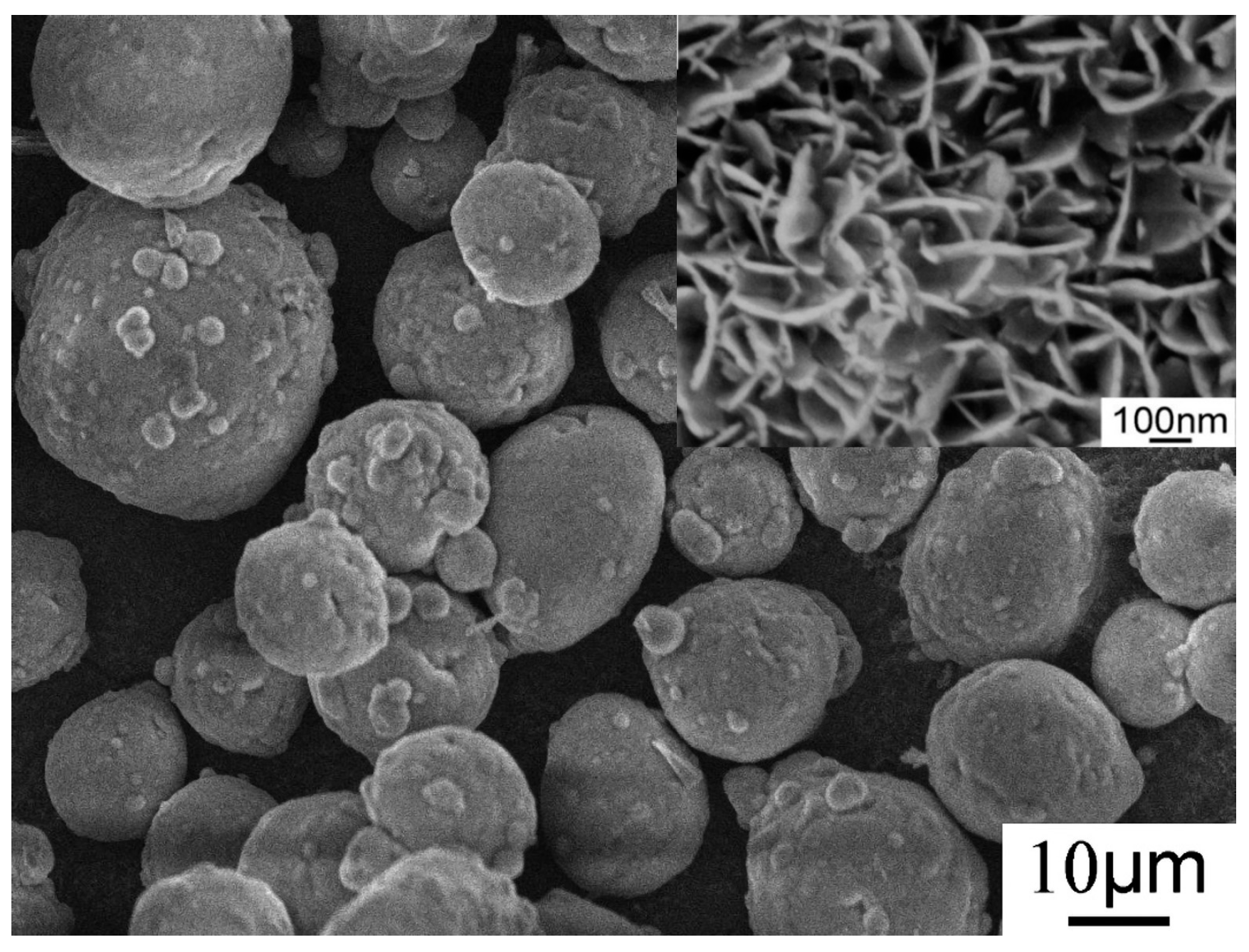
3.1. Qualitative Analysis of Al-20Si@Al2O3
3.2. Quantitative Analysis of Al-20Si@Al2O3
3.3. Effect of Al-20Si@Al2O3 on Primary Silicon and Properties of Al-20Si Alloy
3.4. Characterization of Microstructure of Modified Al-20Si Alloy
3.5. Strengthening Mechanism of Al-20Si@Al2O3
4. Conclusions
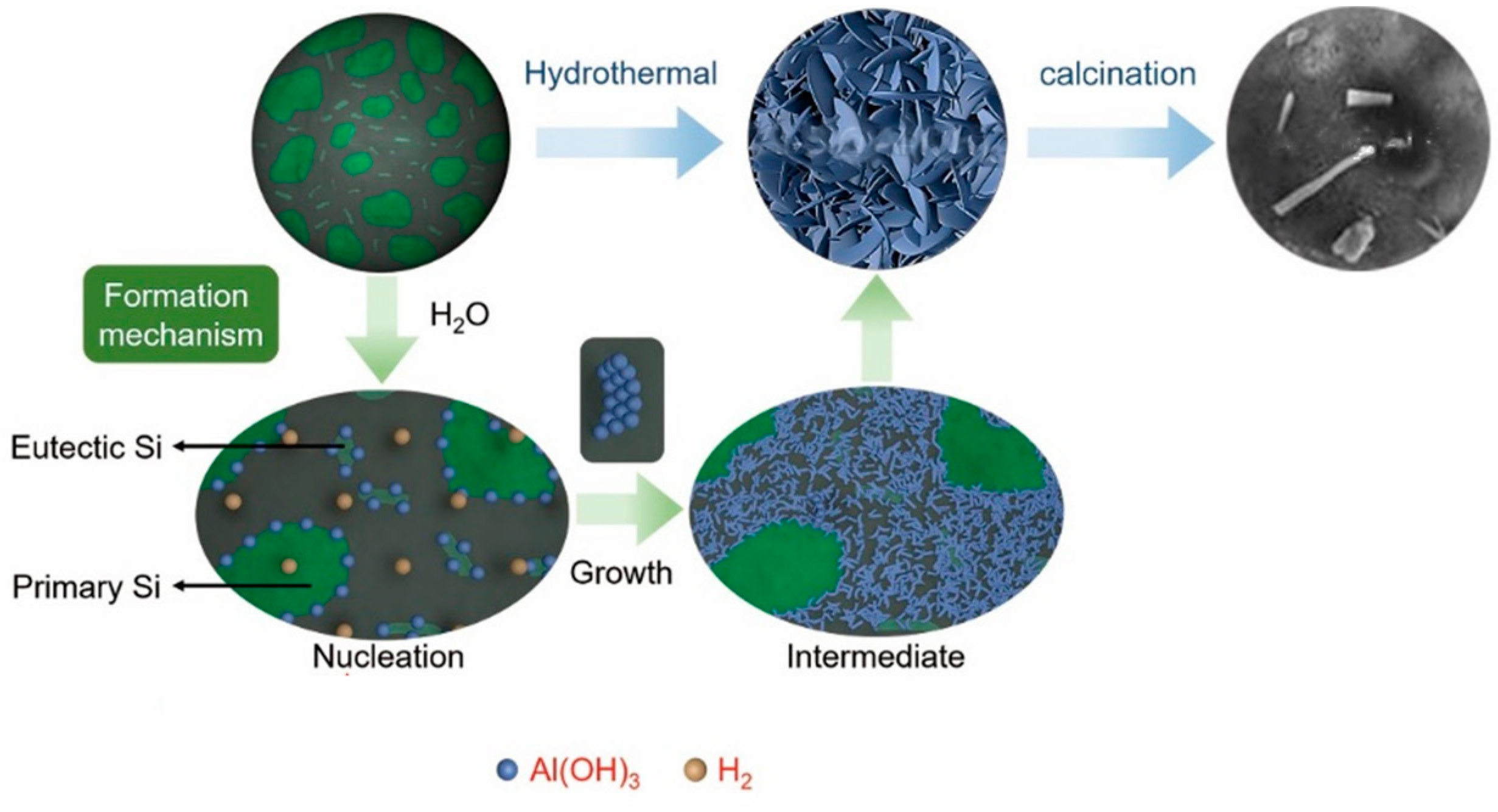
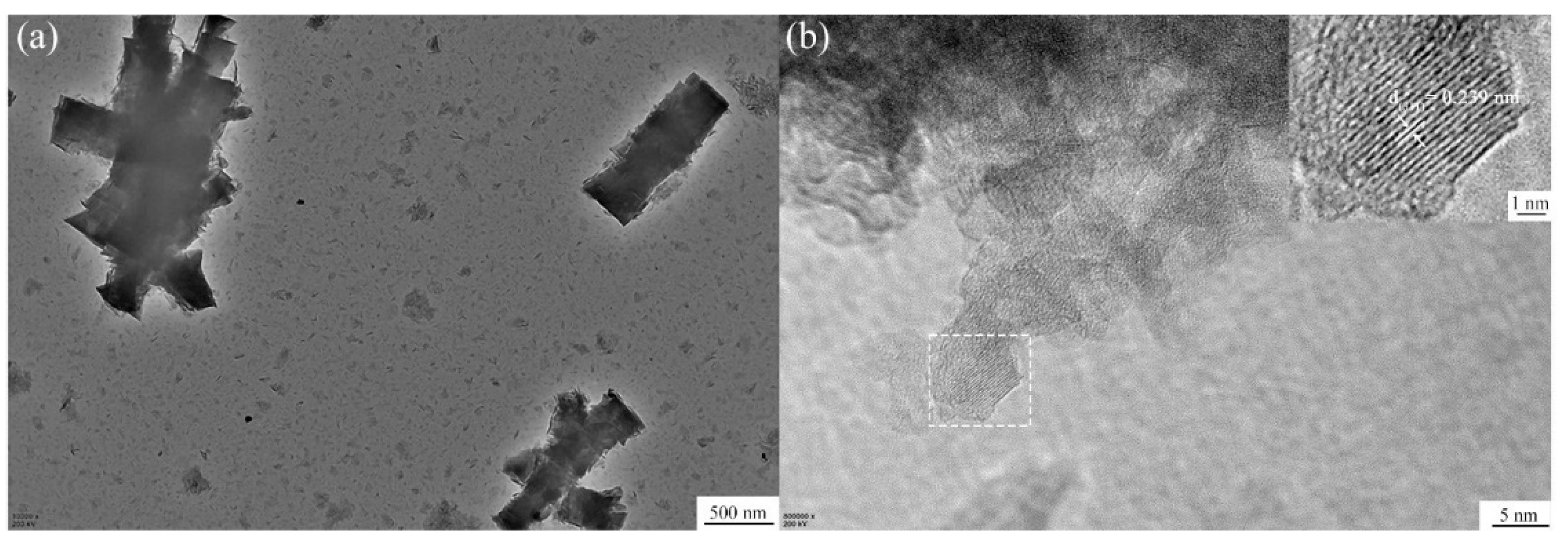
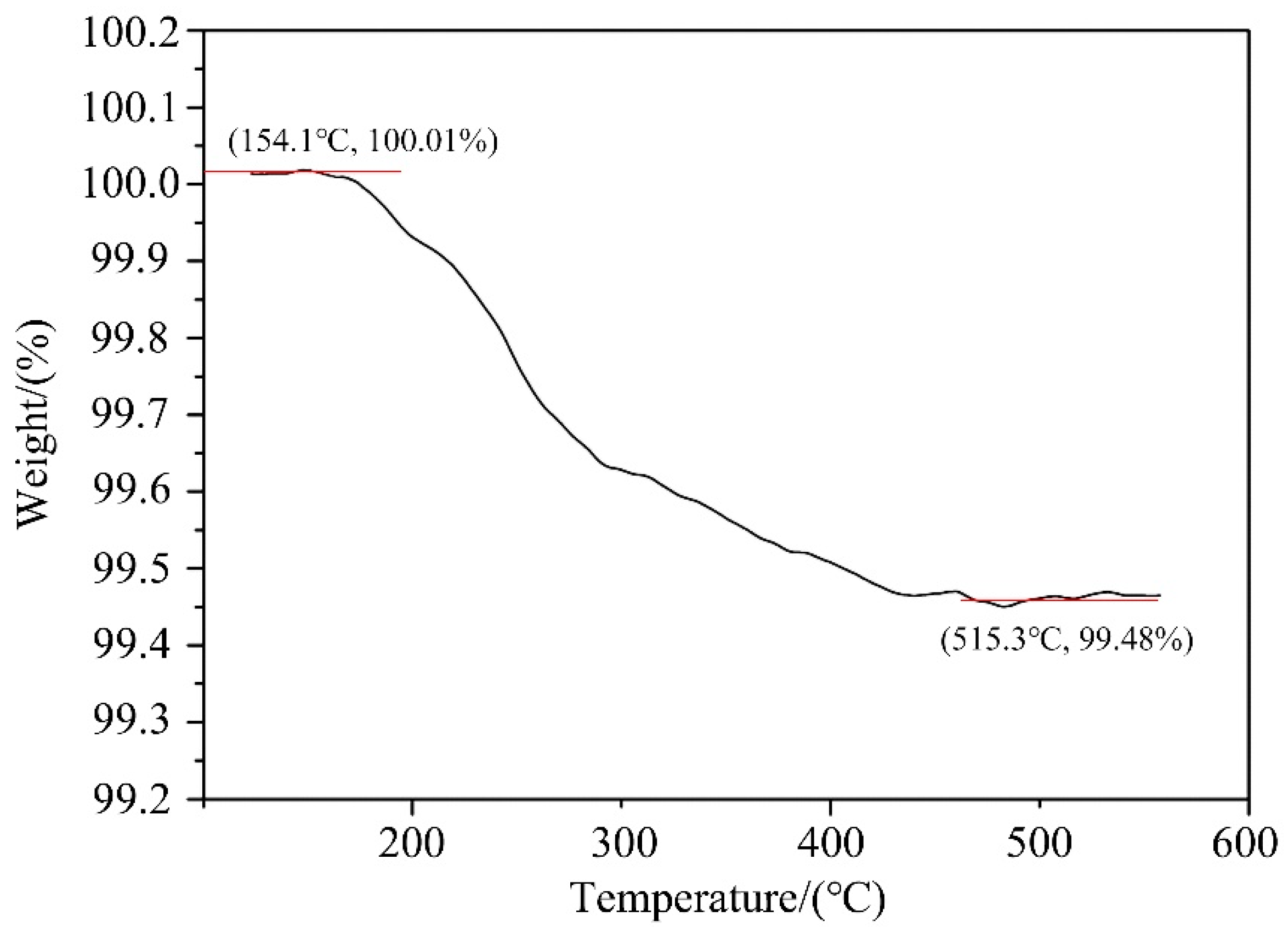
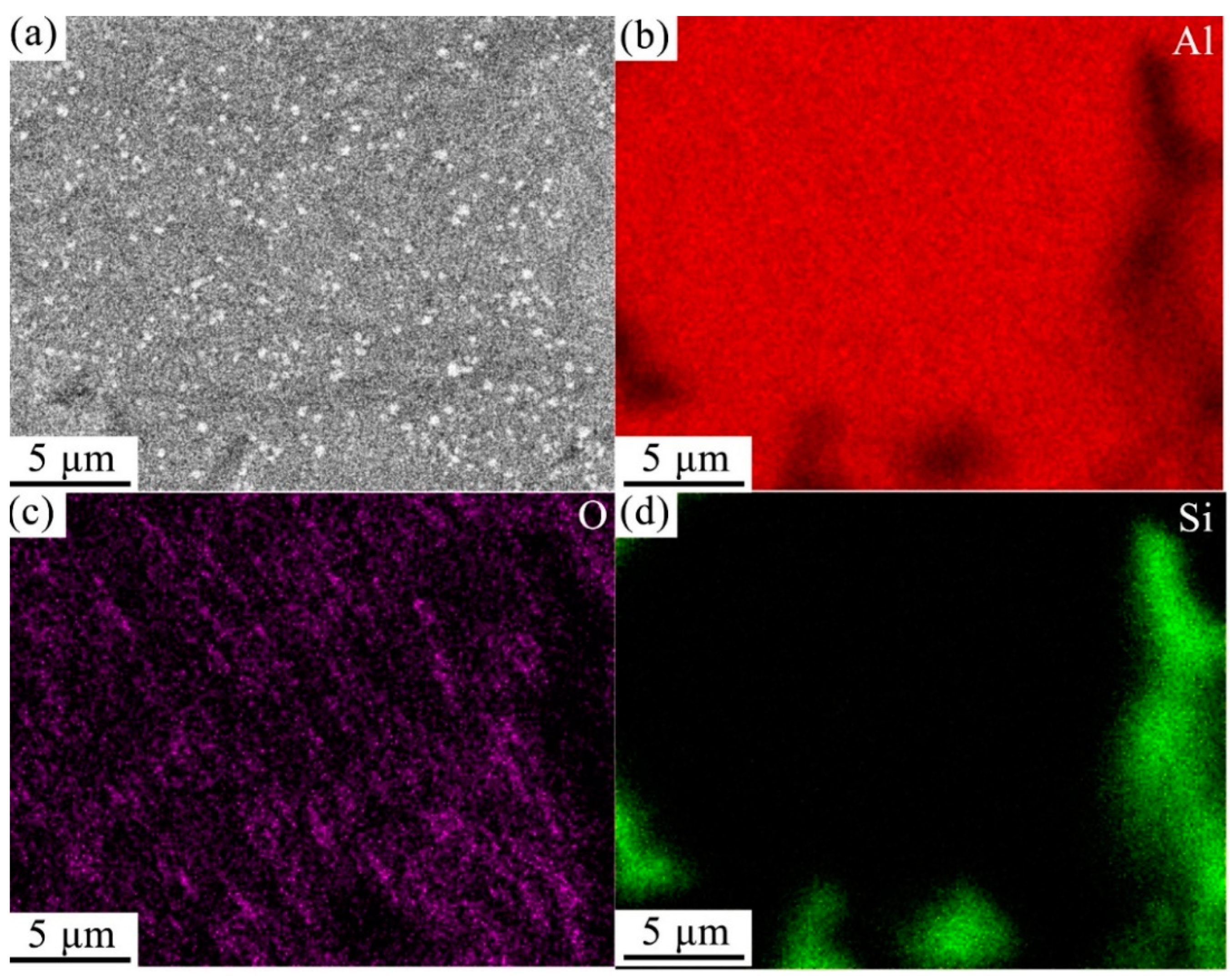
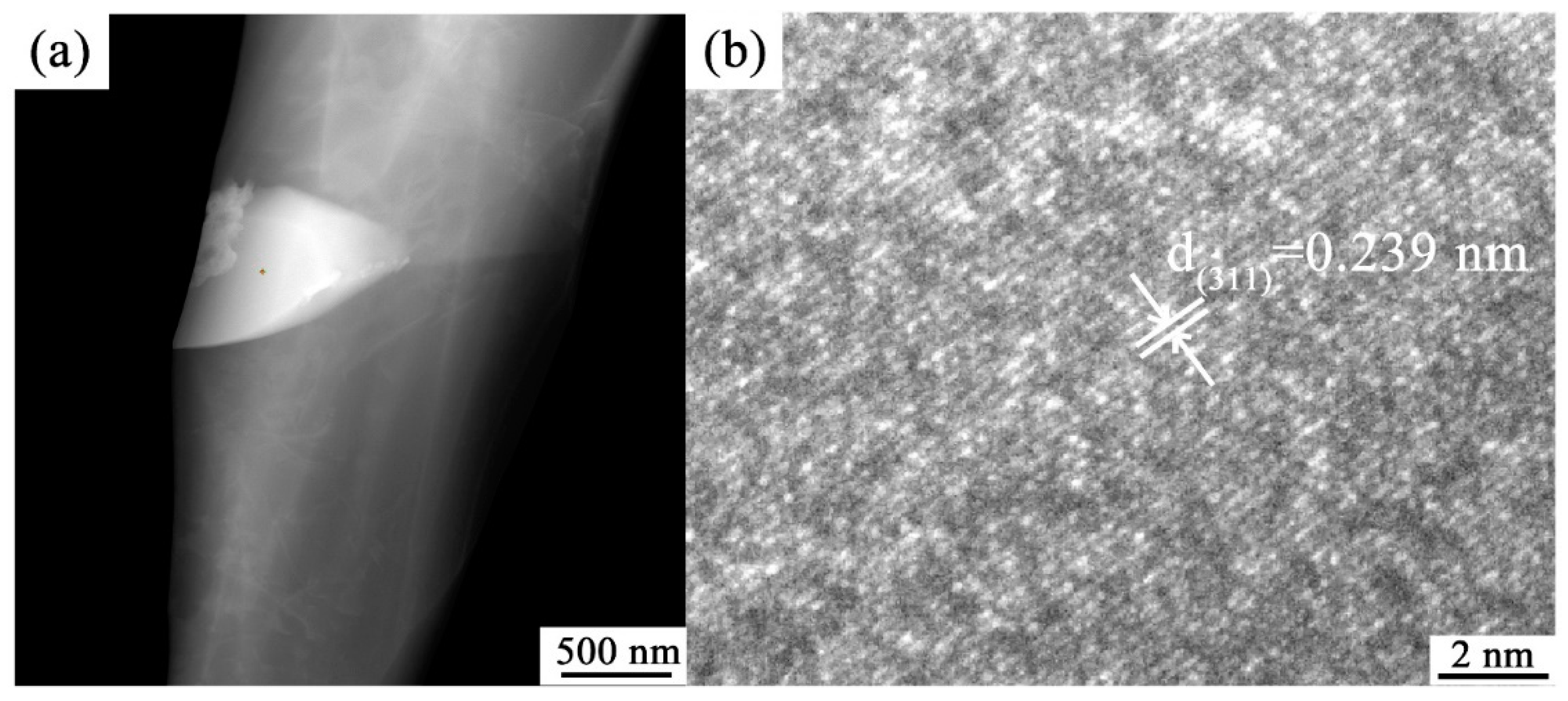
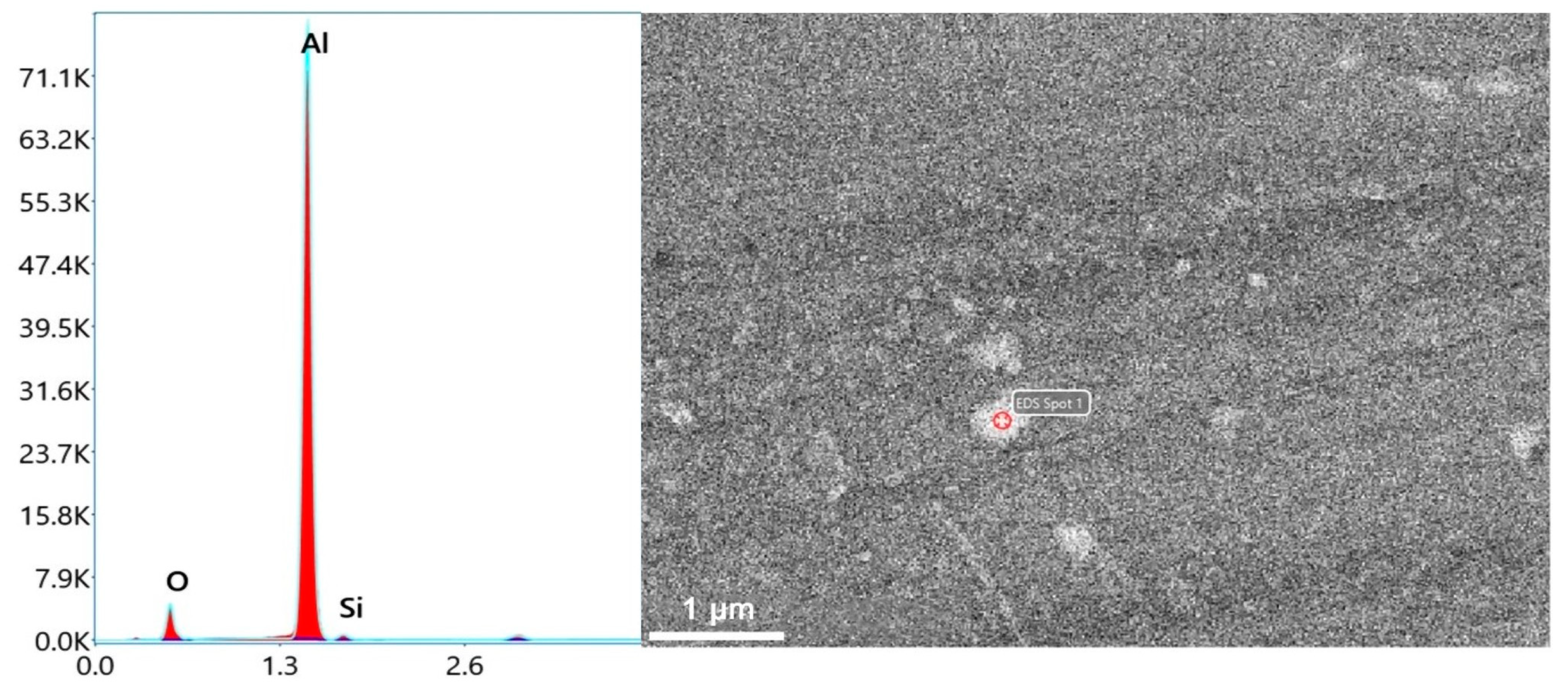
- A layer of Al(OH)3 nanosheets can be formed on Al–20Si particles by the water bath method. After calcination, Al(OH)3 is transformed into γ-Al2O3.
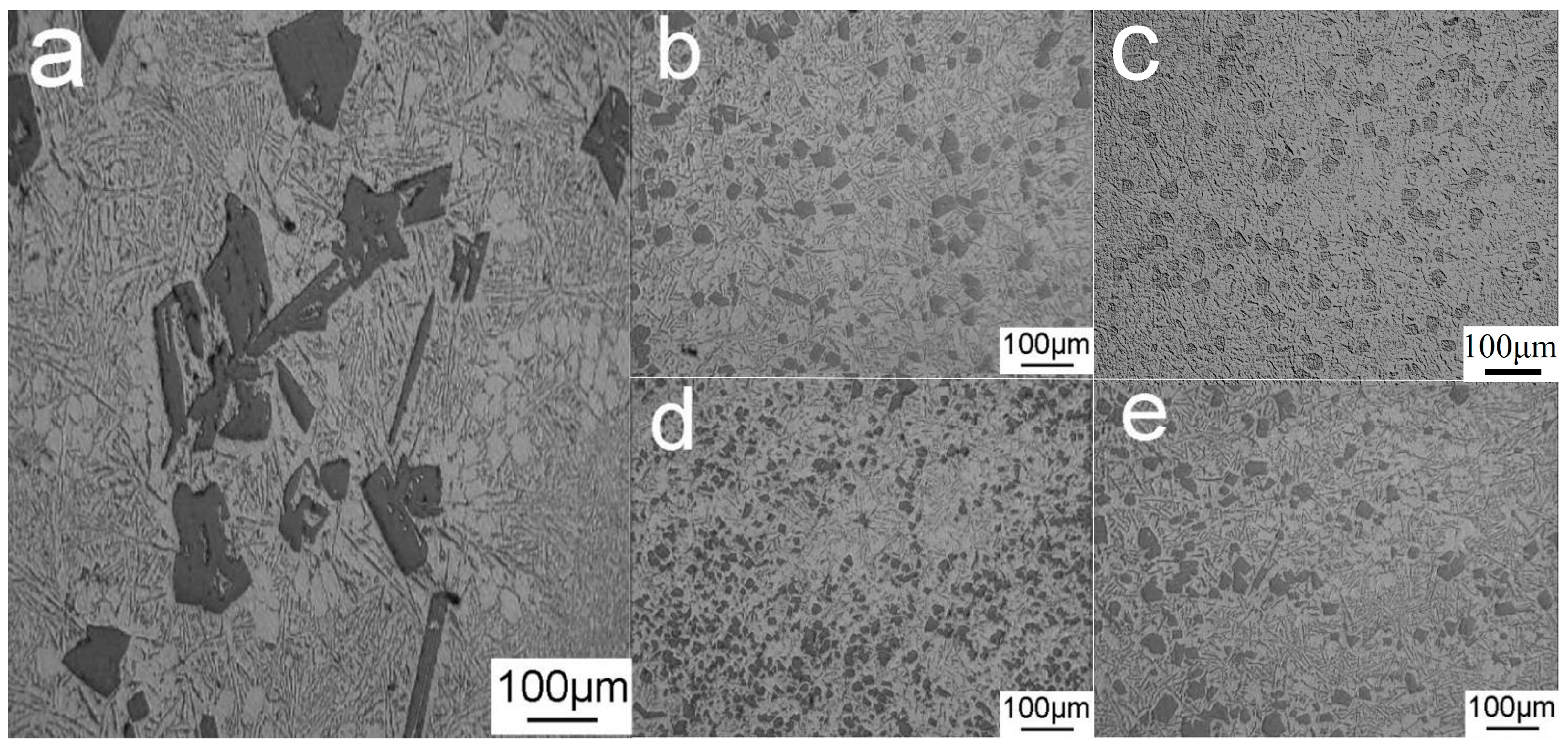
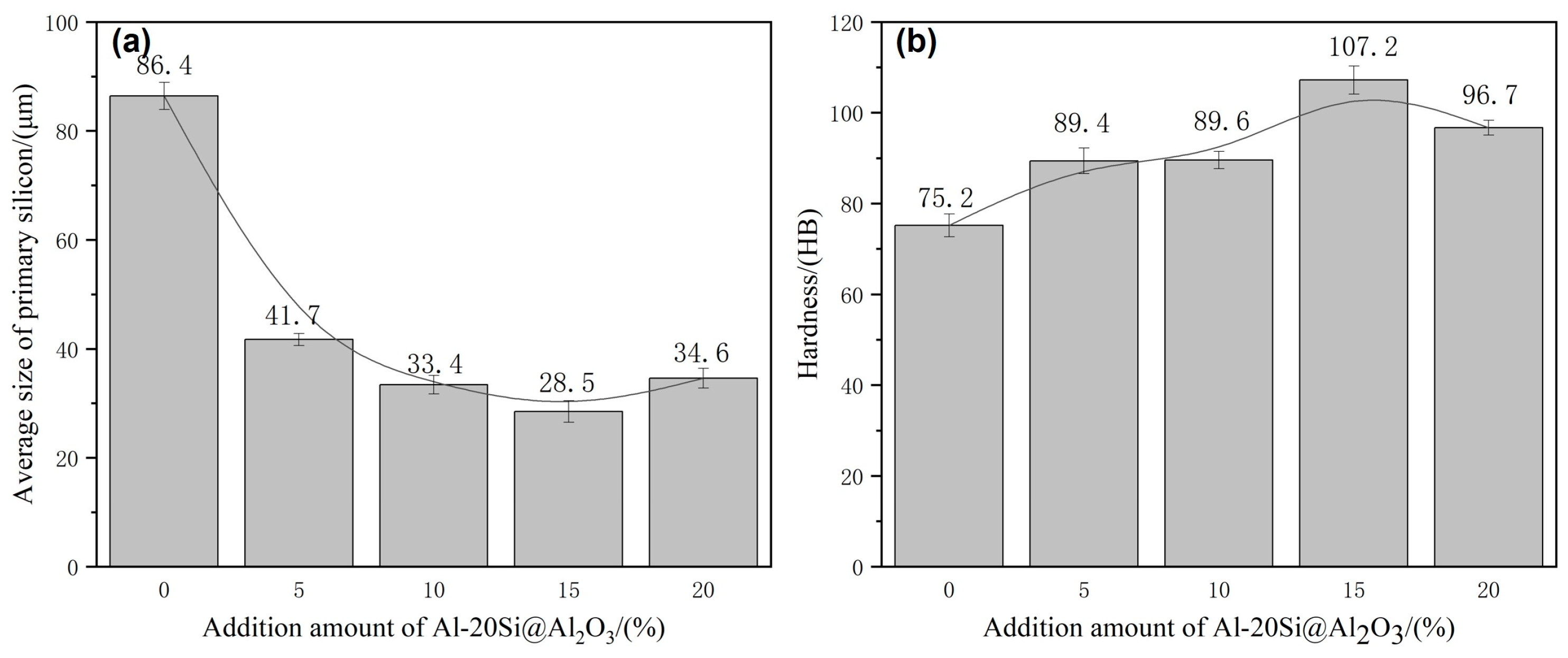
- After the prepared Al–20Si@Al2O3 powder is added to the Al–20Si alloy for modification, the primary silicon in the alloy is significantly refined. The average particle size of the primary Si phase first decreases and then increases with increasing Al–20Si@Al2O3 content. When the content of Al–20Si@Al2O3 is 15%, the refinement of the primary Si phase is the best, and the particle size of the primary Si phase decreases from 86.4 μm (for the unmodified alloy) to 28.5 μm. This is due to the in-situ generation of γ-Al2O3 by adding modifiers and its uniform dispersion in the alloy melt.
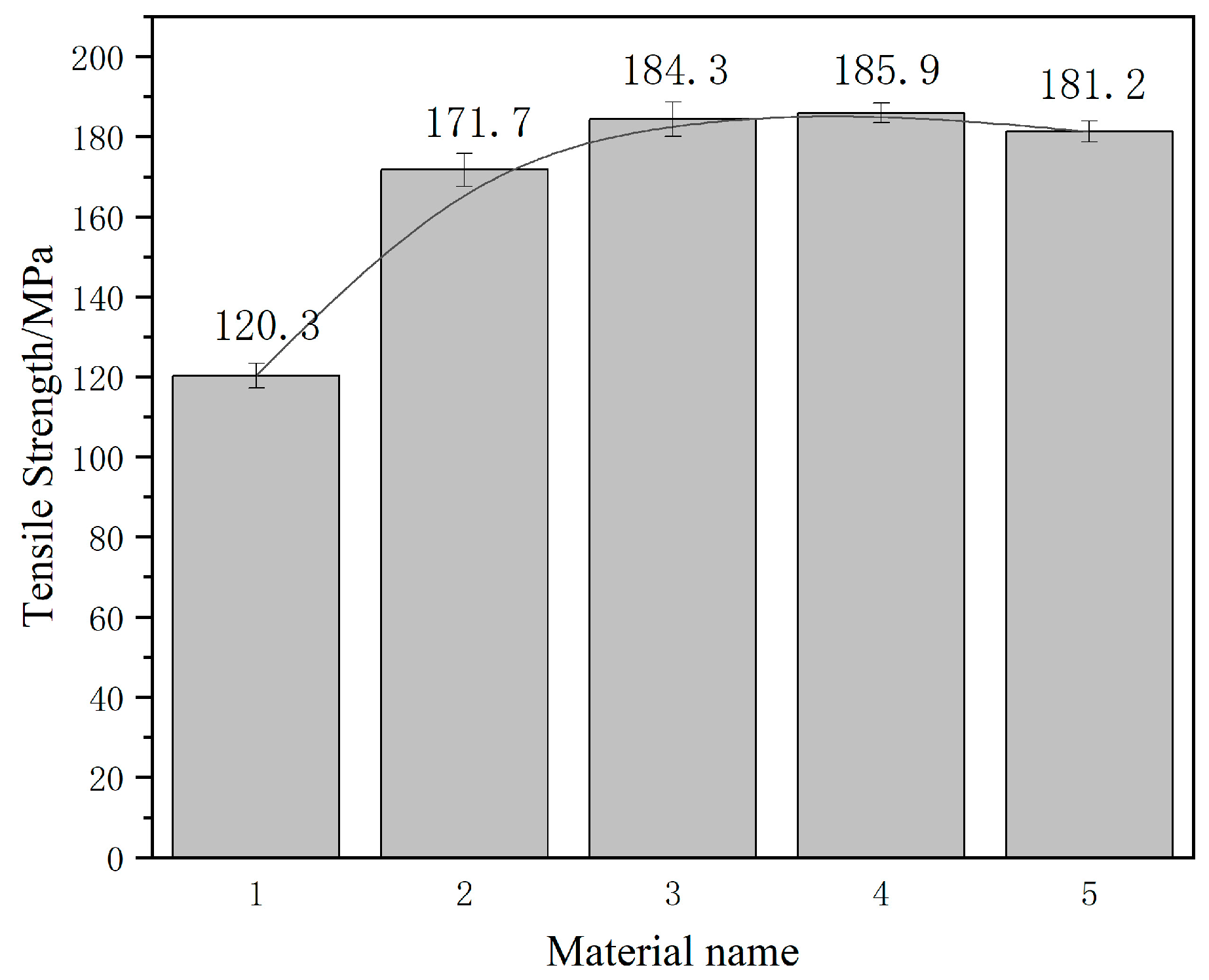
- With the addition of Al-20Si@Al2O3 powder with different contents, the average size of primary silicon in Al-20Si alloy decreases obviously, and γ-Al2O3 can also be used as particles to further enhance the properties of Al-20Si alloy. When the content of Al–20Si@Al2O3 is 15%, the hardness and tensile strength are 107.2 HB and 185.9 MPa, respectively. At this time, the hardness and ultimate tensile strength of Al-20Si alloy increase the most. Compared with the unmodified sample, the hardness and tensile strength are increased by 42% and 55%, respectively. This is also consistent with the grain size change law of Al-20Si alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ammar, H.R.; Samuel, A.M.; Samuel, F.H. Porosity and the fatigue behavior of hypoeutectic and hypereutectic aluminum–silicon casting alloys. Int. J. Fatigue 2008, 30, 1024–1035. [Google Scholar] [CrossRef]
- Lu, D.; Jiang, Y.; Guan, G.; Zhou, R.; Li, Z.; Zhou, R. Refinement of primary Si in hypereutectic Al–Si alloy by electromagnetic stirring. J. Mater. Process. Technol. 2007, 189, 13–18. [Google Scholar] [CrossRef]
- Yoshitake, Y.; Yamamoto, K.; Sasaguri, N.; Era, H. Refinement of Primary Si Grains of Al–21%Si Alloy Using Vibration Mold. Mater. Trans. 2020, 61, 355–360. [Google Scholar] [CrossRef]
- Haghayeghi, R.Z.; Timelli, E.J.G. Enhanced refinement and modification via self-inoculation of Si phase in a hypereutectic aluminium alloy. J. Mater. Process. Technol. 2018, 252, 294–303. [Google Scholar] [CrossRef]
- Li, J.; Elmadagli, M.; Gertsman, V.Y.; Lo, J.; Alpas, A. FIB and TEM characterization of subsurfaces of an Al–Si alloy (A390) subjected to sliding wear. Mater. Sci. Eng. A 2006, 421, 317–327. [Google Scholar] [CrossRef]
- Tiwari, K.; Gautam, G.; Kumar, N.; Mohan, A.; Mohan, S. Effect of Primary Silicon Refinement on Mechanical and Wear Properties of a Hypereutectic Al-Si Alloy. Silicon 2018, 10, 2227–2239. [Google Scholar] [CrossRef]
- Dwivedi, D.K.; Arjun, T.S.; Thakur, P.; Vaidya, H.; Singh, K. Sliding wear and friction behaviour of Al–18% Si–0.5% Mg alloy. J. Mater. Process. Technol. 2004, 152, 323–328. [Google Scholar] [CrossRef]
- Haghayeghi, R.; Timelli, G. An investigation on primary Si refinement by Sr and Sb additions in a hypereutectic Al-Si alloy. Mater. Lett. 2020, 283, 128779. [Google Scholar] [CrossRef]
- Uzun, Z.; Kilicaslan, M.F.; Yilmaz, F. Formation of novel flower-like silicon phases and evaluation of mechanical properties of hypereutectic melt-spun Al–20Si–5Fe alloys with addition of V. Mater. Sci. Eng. A 2014, 607, 368–375. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Wang, G.; StJohn, D.H.; Qian, M. Effect of ultrasonic melt treatment on intermetallic phase formation in a manganese-modified Al-17Si-2Fe alloy. J. Mater. Process. Technol. 2019, 271, 346–356. [Google Scholar] [CrossRef]
- Lan, Q.; Cheng, C.; Zhang, J.; Guo, R.; Le, Q. The relationship between the thermoelectric power and resultant solidification microstructures of Al-Si melt under electromagnetic field. Mater. Ch em. Phys. 2019, 231, 203–215. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, X.F.; Dai, H.S. Re-formation of AlP compound in Al–Si melt. J. Alloys Compd. 2009, 480, 376–381. [Google Scholar] [CrossRef]
- Srirangam, P. Probing the local atomic structure of Sr-modified Al–Si alloys. Acta Mater. 2013, 65, 185–193. [Google Scholar] [CrossRef]
- Barrirero, J.; Li, J.H.; Engstler, M.; Ghafoor, N.; Schumacher, P.; Oden, M.; Muecklich, F. Cluster formation at the Si/liquid interface in Sr and Na modified Al–Si alloys. Scr. Mater. 2016, 117, 16–19. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Xia, T.; Lan, Y.F. Effect of rare earth cerium addition on the microstructure and tensile properties of hypereutectic Al–20%Si alloy. J. Alloys Compd. 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Li, Q.; Xia, T.D.; Lan, Y.F.; Li, P.F.; Fan, L. Effects of rare earth Er addition on microstructure and mechanical properties of hypereutectic Al–20% Si alloy. Mater. Sci. Eng. A 2013, 588, 97–102. [Google Scholar] [CrossRef]
- Li, Q.L.; Li, B.Q.; Li, J.B.; Zhu, Y.Q.; Xia, T.D. Effect of yttrium addition on the microstructures and mechanical properties of hypereutectic Al-20Si alloy. Mater. Sci. Eng. A 2018, 722, 47–57. [Google Scholar] [CrossRef]
- Zhang, L.L.; Ji, Z.W.; Zhao, J.J.; He, J.; Jiang, H.X. Factors affecting eutectic Si modification in Al-Si hypoeutectic alloy with the addition of Na, Sr, Eu and Yb. Mater. Lett. 2021, 308, 131206. [Google Scholar] [CrossRef]
- Li, J.; Hage, F.S.; Liu, X.; Ramasse, Q.; Schumacher, P. Revealing heterogeneous nucleation of primary Si and eutectic Si by AlP in hypereutectic Al-Si alloys. Sci. Rep. 2016, 6, 25244. [Google Scholar] [CrossRef] [Green Version]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Banhart, J. The role of strontium in modifying aluminium–silicon alloys. Acta. Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Choi, H.; Konishi, H.; Li, X.C. Al203 nanoparticles induced simultaneous refinement and modification of primary and eutectic Si particles in hypereutectic Al–20Si alloy. Mater. Sci. Eng. A 2012, 541, 159–165. [Google Scholar] [CrossRef]
- Aparicio-Fernández, R.; Springer, H.; Szczepaniak, A.; Zhang, H.; Raabe, D. In-situ metal matrix composite steels: Effect of alloying and annealing on morphology, structure and mechanical properties of TiB2 particle containing high modulus steels. Acta. Mater. 2016, 107, 38–48. [Google Scholar] [CrossRef]
- Zuo, M.; Liu, X.; Dai, H.; Liu, X. Al-Si-P master alloy and its modification and refinement performance on Al-Si alloys. Rare Met. 2009, 28, 412–417. [Google Scholar] [CrossRef]
- Kuemmel, M.; Grosso, D.; Boissière, C.; Smarsly, B.; Brezesinski, T.; Albouy, P.A.; Amenitsch, H.; Sanchez, C. Thermally Stable Nanocrystalline γ-Alumina Layers with Highly Ordered 3D Mesoporosity. Angew. Chem. Int. Ed. 2005, 44, 4589–4592. [Google Scholar] [CrossRef]
- Yan, H.; Zhu, C.C.; Wu, Z.; Gao, W.L. Effect of Sb Addition on the Al–Si Eutectic of Hypoeutectic Al–Si Casting Alloys under Different Cooling Rates. Mater. Trans. 2020, 61, 181–187. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, F.; Dong, B.X.; Gao, X.; Shu, S.L.; Yang, H.Y.; Jiang, Q.C. Processing, multiscale microstructure refinement and mechanical property enhancement of hypoeutectic Al–Si alloys via in situ bimodal-sized TiB2 particles. Mater. Sci. Eng. A 2020, 777, 139081. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, F.; Dong, B.X.; Geng, R.; Lv, M.M.; Zhao, Q.L.; Jiang, Q.C. Fabrication, microstructure refinement and strengthening mechanisms of nanosized SiCP/Al composites assisted ultrasonic vibration. Mater. Sci. Eng. A 2018, 735, 310–317. [Google Scholar] [CrossRef]
- Lin, Q.; Yang, F.; Yang, H.; Sui, R.; Wang, J. Wetting of graphite by molten Cu–xSn–yCr ternary alloys at 1373 K. Carbon 2020, 159, 561–569. [Google Scholar] [CrossRef]
- Zhao, X.Q.; Shi, M.J.; Chen, J.H.; Wang, S.B.; Liu, C.H.; Wu, C.L. A facile electron microscopy method for measuring precipitate volume fractions in AlCuMg alloys. Mater. Charact. 2012, 69, 31–36. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, K.; Su, J.; Liu, M.; Li, C.; Lin, Y.; Zhao, M.; Hao, C. Facile Synthesis of Al-20Si@Al2O3 Nanosheets Composite Powders and Its Refinement Performance on Primary Silicon in Al-20Si Alloy. Crystals 2023, 13, 514. https://doi.org/10.3390/cryst13030514
Yu K, Su J, Liu M, Li C, Lin Y, Zhao M, Hao C. Facile Synthesis of Al-20Si@Al2O3 Nanosheets Composite Powders and Its Refinement Performance on Primary Silicon in Al-20Si Alloy. Crystals. 2023; 13(3):514. https://doi.org/10.3390/cryst13030514
Chicago/Turabian StyleYu, Kunliang, Jiahao Su, Mengchen Liu, Chengdong Li, Yuhui Lin, Mei Zhao, and Chuncheng Hao. 2023. "Facile Synthesis of Al-20Si@Al2O3 Nanosheets Composite Powders and Its Refinement Performance on Primary Silicon in Al-20Si Alloy" Crystals 13, no. 3: 514. https://doi.org/10.3390/cryst13030514