
Significance of Alloying Elements on the Mechanical Characteristics of Mg-Based Materials for Biomedical Applications

 ,
,  ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Alloying Elements Suitable for Biomedical Application
2.1. Calcium (Ca)
2.2. Aluminum (Al)
2.3. Copper (Cu)
2.4. Manganese (Mn)
2.5. Bismuth (Bi)
2.6. Iron (Fe)
2.7. Lithium (Li)
2.8. Molybdenum (Mo)
2.9. Holmium (Ho)
2.10. Erbium (Er)
2.11. Gadolinium (Gd)
2.12. Cerium (Ce)
2.13. Lanthanum (La)
2.14. Neodymium (Nd)
2.15. Strontium (Sr)
2.16. Zirconium (Zr)
2.17. Yttrium (Y)
2.18. Silver (Ag)
2.19. Tin (Sn)
2.20. Zinc (Zn)
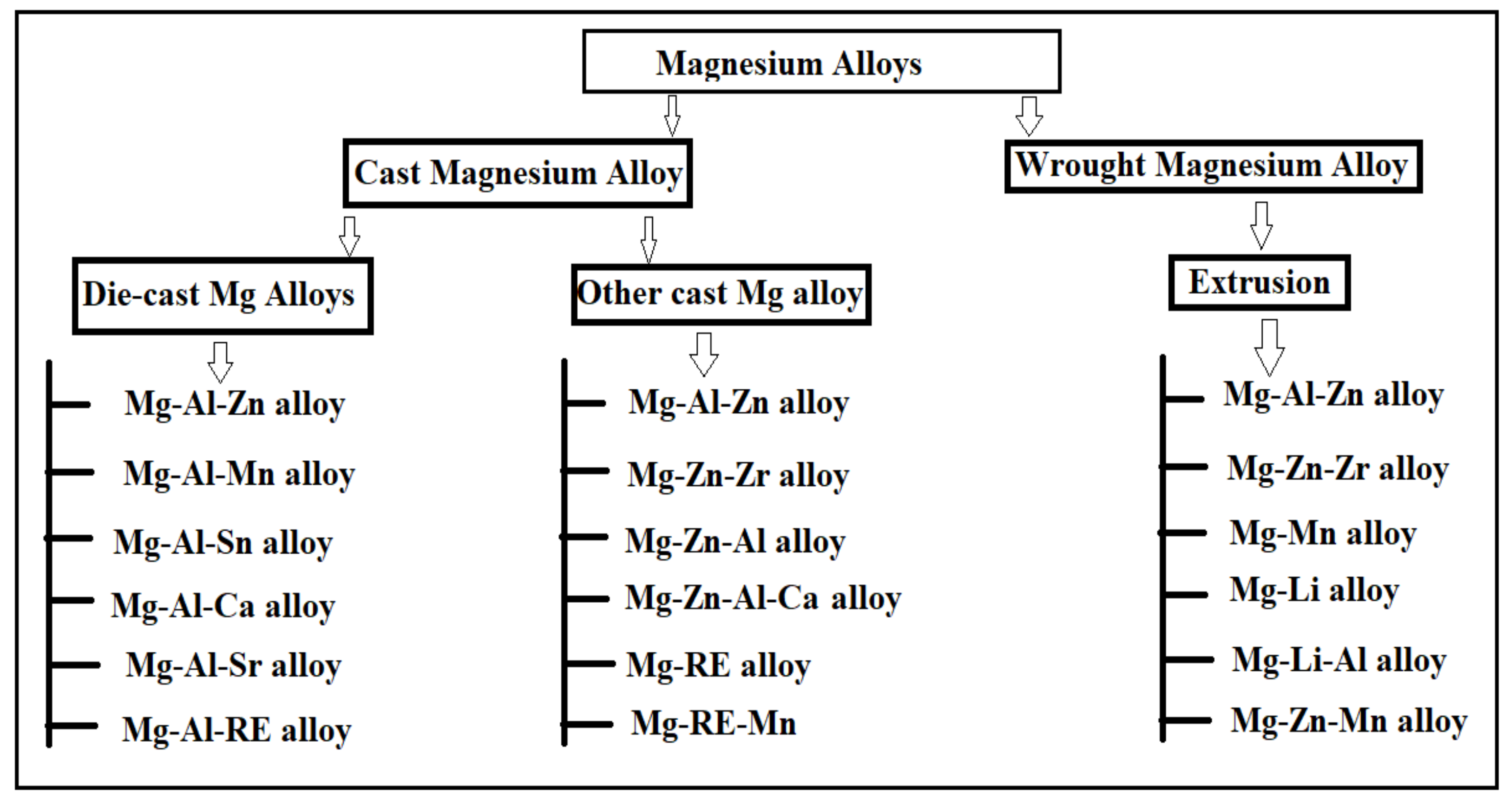
3. Classification of Mg Alloy and Influence of Alloying Element on Various Mg Alloys
3.1. Mg-Al Based Alloys
3.1.1. AZ Alloy Series
3.1.2. AM Alloy Series
3.2. Mg-Zn Based Alloys
3.2.1. Mg-Zn-Ca Alloys
3.2.2. Mg-Zn-Mn Alloys
3.2.3. Mg-Zn-RE-Based Alloys
3.3. Mg-Ca Alloy
3.4. Mg-RE Alloy
Mg-RE-Zn Alloys
3.5. WE System Alloys
3.6. Mg-Li Alloys
4. Conclusions, Outlooks, and Future Aspects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, H.; Singh, S.; Prakash, C. Current trends in biomaterials and bio-manufacturing. In Biomanufacturing; Springer: Cham, Switzerland, 2019; pp. 1–34. [Google Scholar]
- Singh, H.; Prakash, C.; Singh, S. Plasma spray deposition of HA-TiO2 on β-phase Ti-35Nb-7Ta-5Zr alloy for hip stem: Characterization of bio-mechanical properties, wettability, and wear resistance. J. Bionic Eng. 2020, 17, 1029–1044. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S.; Aggarwal, A. Electric discharge machining–A potential choice for surface modification of metallic implants for orthopedic applications: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 331–353. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Gupta, M.K.; Mia, M.; Królczyk, G.; Khanna, N. Synthesis, characterization, corrosion resistance and in-vitro bioactivity behavior of biodegradable Mg–Zn–Mn–(Si–HA) composite for orthopaedic applications. Materials 2018, 11, 1602. [Google Scholar] [CrossRef] [PubMed]
- Arora, G.S.; Saxena, K.K.; Mohammed, K.A.; Prakash, C.; Dixit, S. Manufacturing Techniques for Mg-Based Metal Matrix Composite with Different Reinforcements. Crystals 2022, 12, 945. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pabla, B.S.; Sidhu, S.S.; Uddin, M.S. Bio-inspired low elastic biodegradable Mg-Zn-Mn-Si-HA alloy fabricated by spark plasma sintering. Mater. Manuf. Processes 2019, 34, 357–368. [Google Scholar] [CrossRef]
- Singh, B.P.; Singh, R.; Mehta, J.S.; Prakash, C. August. Fabrication of biodegradable low elastic porous Mg-Zn-Mn-HA alloy by spark plasma sintering for orthopaedic applications. In IOP Conference Series Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 225, p. 012050. [Google Scholar]
- Prakash, C.; Singh, S.; Verma, K.; Sidhu, S.S.; Singh, S. Synthesis and characterization of Mg-Zn-Mn-HA composite by spark plasma sintering process for orthopedic applications. Vacuum 2018, 155, 578–584. [Google Scholar] [CrossRef]
- Sharma, S.K.; Kodli, B.K.; Saxena, K.K. Micro Forming and its Applications: An Overview. Key Eng. Mater. 2022, 924, 73–91. [Google Scholar] [CrossRef]
- Sharma, S.K.; Saxena, K.K.; Kumar, K.B.; Kumar, N. The effect of reinforcements on the mechanical properties of AZ31 composites prepared by powder metallurgy: An overview. Mater. Today Proc. 2022, 56, 2293–2299. [Google Scholar] [CrossRef]
- Dutta, S.; Gupta, S.; Roy, M. Recent developments in magnesium metal–matrix composites for biomedical applications: A Review. ACS Biomater. Sci. Eng. 2020, 6, 4748–4773. [Google Scholar] [CrossRef]
- Huynh, V.; Ngo, N.K.; Golden, T.D. Surface activation and pretreatments for biocompatible metals and alloys used in biomedical applications. Int. J. Biomater. 2019, 2019, 3806504. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Li, Q.; Zhong, X.; Hu, J.; Kang, W. Preparation and corrosion resistance studies of zirconia coating on fluorinated AZ91D magnesium alloy. Prog. Org. Coat. 2008, 63, 222–227. [Google Scholar] [CrossRef]
- Rojaee, R.; Fathi, M.; Raeissi, K. Controlling the degradation rate of AZ91 magnesium alloy via sol–gel derived nanostructured hydroxyapatite coating. Mater. Sci. Eng. C 2013, 33, 3817–3825. [Google Scholar] [CrossRef]
- Bommala, V.K.; Krishna, M.G.; Rao, C.T. Magnesium matrix composites for biomedical applications: A review. J. Magnes. Alloy. 2019, 7, 72–79. [Google Scholar] [CrossRef]
- Pal, K.; Asthana, N.; Aljabali, A.A.; Bhardwaj, S.K.; Kralj, S.; Penkova, A.; Gomes de Souza, F. A critical review on multifunctional smart materials ‘nanographene’emerging avenue: Nano-imaging and biosensor applications. Crit. Rev. Solid State Mater. Sci. 2021, 5, 1–17. [Google Scholar] [CrossRef]
- Panda, P.; Pal, K.; Chakroborty, S. Smart advancements of key challenges in graphene-assembly glucose sensor technologies: A mini review. Mater. Lett. 2021, 303, 130508. [Google Scholar] [CrossRef]
- Aljabali, A.A.; Al Zoubi, M.S.; Al-Batayneh, K.M.; Pardhi, D.M.; Dua, K.; Pal, K.; Tambuwala, M.M. Innovative Applications of Plant Viruses in Drug Targeting and Molecular Imaging-A Review. Curr. Med. Imaging 2021, 17, 491–506. [Google Scholar] [CrossRef]
- Santhosh, S.K.; Sarojini, S.; Umesh, M. Anti-Biofilm Activities of Nanocomposites Current Scopes and Limitations. In Bio-manufactured Nanomaterials; Springer: Cham, Switzerland, 2021; pp. 83–94. [Google Scholar]
- Jayasathyakawin, S.; Ravichandran, M.; Baskar, N.; Chairman, C.A.; Balasundaram, R. Magnesium matrix composite for biomedical applications through powder metallurgy–Review. Mater. Today Proc. 2020, 27, 736–741. [Google Scholar] [CrossRef]
- Kabir, H.; Munir, K.; Wen, C.; Li, Y. Recent research and progress of biodegradable zinc alloys and composites for biomedical applications: Biomechanical and biocorrosion perspectives. Bioact. Mater. 2021, 6, 836–879. [Google Scholar] [CrossRef]
- Hussein, M.A.; Azeem, M.A.; Kumar, A.M.; Emara, N.M. Processing and in vitro Corrosion Analysis of Sustainable and Economical Eggshell Reinforced Mg and Mg-Zr Matrix Composite for Biomedical Applications. Mater. Today Commun. 2022, 32, 103944. [Google Scholar] [CrossRef]
- Asiya, S.I.; Pal, K.; Kralj, S.; El-Sayyad, G.S.; de Souza, F.G.; Narayanan, T. Sustainable preparation of gold nanoparticles via green chemistry approach for biogenic applications. Mater. Today Chem. 2020, 17, 100327. [Google Scholar]
- Singh, G.; Singh, S.; Prakash, C.; Ramakrishna, S. On investigating the soda-lime shot blasting of AZ31 alloy: Effects on surface roughness, material removal rate, corrosion resistance, and bioactivity. J. Magnes. Alloy. 2021, 9, 1272–1284. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Ramakrishna, S. Characterization of indigenously coated biodegradable magnesium alloy primed through novel additive manufacturing assisted investment casting. Mater. Lett. 2020, 275, 128137. [Google Scholar] [CrossRef]
- Bauer, J.C.; Chen, X.; Liu, Q.; Phan, T.H.; Schaak, R.E. Converting nanocrystalline metals into alloys and intermetallic compounds for applications in catalysis. J. Mater. Chem. 2008, 18, 275–282. [Google Scholar] [CrossRef]
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M.P. Additive manufacturing of magnesium alloys. Bioact. Mater. 2020, 5, 44–54. [Google Scholar] [CrossRef]
- Chen, K.; Dai, J.; Zhang, X. Improvement of corrosion resistance of magnesium alloys for biomedical applications. Corros. Rev. 2015, 33, 101–117. [Google Scholar] [CrossRef]
- Singh, A.J. Beryllium—The Extraordinary Metal. Miner. Processing Extr. Metullargy Rev. 1994, 13, 177–192. [Google Scholar] [CrossRef]
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R.; Feyerabend, F. Degradable biomaterials based on magnesium corrosion. Curr. Opin. Solid State Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef]
- Chawla, K.K. Metal matrix composites. In Composite Materials; Springer: New York, NY, USA, 2012; pp. 197–248. [Google Scholar]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Wan, Y.; Xiong, G.; Luo, H.; He, F.; Huang, Y.; Zhou, X. Preparation and characterization of a new biomedical magnesium–calcium alloy. Mater. Des. 2008, 29, 2034–2037. [Google Scholar] [CrossRef]
- Moustafa, M.A.; Samuel, F.H.; Doty, H.W. Effect of solution heat treatment and additives on the microstructure of Al-Si (A413. 1) automotive alloys. J. Mater. Sci. 2003, 38, 4507–4522. [Google Scholar] [CrossRef]
- Dahle, A.K.; Lee, Y.C.; Nave, M.D.; Schaffer, P.L.; StJohn, D.H. Development of the as-cast microstructure in magnesium–aluminium alloys. J. Light Met. 2001, 1, 61–72. [Google Scholar] [CrossRef]
- Rosliza, R.; Nik, W.W.; Senin, H.B. The effect of inhibitor on the corrosion of aluminum alloys in acidic solutions. Mater. Chem. Phys. 2008, 107, 281–288. [Google Scholar] [CrossRef]
- Xu, W.; Xin, Y.C.; Zhang, B.; Li, X.Y. Stress corrosion cracking resistant nanostructured Al-Mg alloy with low angle grain boundaries. Acta Mater. 2022, 225, 117607. [Google Scholar] [CrossRef]
- Yan, X.; Wan, P.; Tan, L.; Zhao, M.; Shuai, C.; Yang, K. Influence of hybrid extrusion and solution treatment on the microstructure and degradation behavior of Mg-0.1 Cu alloy. Mater. Sci. Eng. B 2018, 229, 105–117. [Google Scholar] [CrossRef]
- Ghali, E.; Dietzel, W.; Kainer, K.U. General and localized corrosion of magnesium alloys: A critical review. J. Mater. Eng. Perform. 2004, 13, 7–23. [Google Scholar] [CrossRef]
- Ardakani, M.S.; Mostaed, E.; Sikora-Jasinska, M.; Kampe, S.L.; Drelich, J.W. The effects of alloying with Cu and Mn and thermal treatments on the mechanical instability of Zn-0.05 Mg alloy. Mater. Sci. Eng. A 2020, 770, 138529. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.R.; Idris, M.H.; Abdul-Kadir, M.R.; Ourdjini, A.; Medraj, M.; Daroonparvar, M.; Hamzah, E. Mechanical and bio-corrosion properties of quaternary Mg-Ca-Mn-Zn alloys compared with binary Mg-Ca alloys. Mater. Des. 2014, 53, 283–292. [Google Scholar] [CrossRef]
- Lin, T.W.; Huang, S.D. Direct and simultaneous determination of copper, chromium, aluminum, and manganese in urine with a multielement graphite furnace atomic absorption spectrometer. Anal. Chem. 2001, 73, 4319–4325. [Google Scholar] [CrossRef]
- Milovanovic, P.; Vom Scheidt, A.; Mletzko, K.; Sarau, G.; Püschel, K.; Djuric, M.; Amling, M.; Christiansen, S.; Busse, B. Bone tissue aging affects mineralization of cement lines. Bone 2018, 110, 187–193. [Google Scholar] [CrossRef]
- Palacios, C. The role of nutrients in bone health, from A to Z. Crit. Rev. Food Sci. Nutr. 2006, 46, 621–628. [Google Scholar] [CrossRef]
- Sharma, S.K.; Saxena, K.K.; Kumar, N. Influence of SiC on the mechanical properties of aluminum-based metal-matrix composites obtained by stir casting. Met. Sci. Heat Treatment of Metals 2022, 6, 24–28. [Google Scholar]
- Ungureanu, G.; Santos, S.; Boaventura, R.; Botelho, C. Arsenic and antimony in water and wastewater: Overview of removal techniques with special reference to latest advances in adsorption. J. Environ. Manag. 2015, 151, 326–342. [Google Scholar] [CrossRef]
- Deng, M.; Wang, L.; Höche, D.; Lamaka, S.V.; Snihirova, D.; Jiang, P.; Zheludkevich, M.L. Corrosion and discharge properties of Ca/Ge micro-alloyed Mg anodes for primary aqueous Mg batteries. Corros. Sci. 2020, 177, 108958. [Google Scholar] [CrossRef]
- Zheng, Q.; Li, J.; Yuan, W.; Liu, X.; Tan, L.; Zheng, Y.; Wu, S. Metal-organic frameworks incorporated polycaprolactone film for enhanced corrosion resistance and biocompatibility of Mg Alloy. ACS Sustain. Chem. Eng. 2019, 7, 18114–18124. [Google Scholar] [CrossRef]
- Witte, F.; Feyerabend, F.; Maier, P.; Fischer, J.; Störmer, M.; Blawert, C.; Dietzel, W.; Hort, N. Biodegradable magnesium hydroxyapatite metal matrix composites. Biomaterials 2007, 28, 2163–2174. [Google Scholar] [CrossRef]
- Liu, R.L.; Scully, J.R.; Williams, G.; Birbilis, N. Reducing the corrosion rate of magnesium via microalloying additions of group 14 and 15 elements. Electrochim. Acta 2018, 260, 184–195. [Google Scholar] [CrossRef]
- Asl, K.M.; Tari, A.; Khomamizadeh, F. Effect of deep cryogenic treatment on microstructure, creep and wear behaviors of AZ91 magnesium alloy. Mater. Sci. Eng. A 2009, 523, 27–31. [Google Scholar] [CrossRef]
- Lu, L.; Thong, K.K.; Gupta, M. Mg-based composite reinforced by Mg2Si. Compos. Sci. Technol. 2003, 63, 627–632. [Google Scholar] [CrossRef]
- Czerwinski, F. Controlling the ignition and flammability of magnesium for aerospace applications. Corros. Sci. 2014, 86, 1–16. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ahmadi, M.; Pahlavani, M.; Hashemi, R. DIC-based experimental study of fracture toughness through R-curve tests in a multi-layered Al-Mg (LZ91) composite fabricated by ARB. J. Alloys Compd. 2021, 883, 160843. [Google Scholar] [CrossRef]
- Wang, W.; Yeung, K.W. Plasma surface modifications of orthopedic biomaterials by the adoption of bioinorganic cations: A review. Surf. Innov. 2020, 8, 203–215. [Google Scholar] [CrossRef]
- Gusieva, K.; Davies, C.H.J.; Scully, J.R.; Birbilis, N. Corrosion of magnesium alloys: The role of alloying. Int. Mater. Rev. 2015, 60, 169–194. [Google Scholar] [CrossRef]
- Hou, X.; Qin, H.; Gao, H.; Mankoci, S.; Zhang, R.; Zhou, X.; Ye, C. A systematic study of mechanical properties, corrosion behavior, aafter ultrasonic nanocrystal surface modification. Mater. Sci. Eng. C 2017, 78, 1061–1071. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Zhu, Y.; Zang, X.; Huan, Q.; Su, W.; Zhu, D.; Li, L. Nickel-decorated graphene nanoplates for enhanced H 2 sorption properties of magnesium hydride at moderate temperatures.nd AZ31B Mg alloy biocompatibility. J. Mater. Chem. A 2016, 4, 2560–2570. [Google Scholar] [CrossRef]
- Niu, H.Y.; Deng, K.K.; Nie, K.B.; Cao, F.F.; Zhang, X.C.; Li, W.G. Microstructure, mechanical properties and corrosion properties of Mg-4Zn-xNi alloys for degradable fracturing ball applications. J. Alloys Compd. 2019, 787, 1290–1300. [Google Scholar] [CrossRef]
- Peron, M.; Torgersen, J.; Berto, F. Mg and its alloys for biomedical applications: Exploring corrosion and its interplay with mechanical failure. Metals 2017, 7, 252. [Google Scholar] [CrossRef]
- Rosalbino, F.; Carlini, R.; Soggia, F.; Zanicchi, G.; Scavino, G. Influence of rare earth metals addition on the corrosion behaviour of copper in alkaline environment. Corros. Sci. 2012, 58, 139–144. [Google Scholar] [CrossRef]
- Shehzad, F.; Hussain, S.M.S.; Adewunmi, A.A.; Mahboob, A.; Murtaza, M.; Kamal, M.S. Magnetic surfactants: A review of recent progress in synthesis and applications. Adv. Colloid Interface Sci. 2021, 293, 102441. [Google Scholar] [CrossRef]
- Rosalbino, F.; Angelini, E.; De Negri, S.; Saccone, A.; Delfino, S. Effect of erbium addition on the corrosion behaviour of Mg–Al alloys. Intermetallics 2005, 13, 55–60. [Google Scholar] [CrossRef]
- Satya Prasad, S.V.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research-A review. J. Magnes. Alloy. 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Arrabal, R.; Matykina, E.; Pardo, A.; Merino, M.C.; Paucar, K.; Mohedano, M.; Casajús, P. Corrosion behaviour of AZ91D and AM50 magnesium alloys with Nd and Gd additions in humid environments. Corros. Sci. 2012, 55, 351–362. [Google Scholar] [CrossRef]
- Zidane, N.; Albrimi, Y.A.; Addi, A.A.; Akbour, R.A.; Douch, J.; Nahle, A.; Hamdani, M. Effect of gadolinium content on the corrosion behavior of magnesium alloys in 1 wt.% NaCl solution. Port. Electrochim. Acta 2015, 33, 289–304. [Google Scholar] [CrossRef]
- Pettersen, G.; Westengen, H.; Høier, R.; Lohne, O. Microstructure of a pressure die cast magnesium—4wt.% aluminium alloy modified with rare earth additions. Mater. Sci. Eng. A 1996, 207, 115–120. [Google Scholar] [CrossRef]
- Moore, E.E.; Turchi, P.E.A.; Lordi, V.; Weiss, D.; Sims, Z.C.; Henderson, H.B.; Kesler, M.S.; Rios, O.; McCall, S.K.; Perron, A. Thermodynamic Modeling of the Al-Ce-Cu-Mg-Si System and Its Application to Aluminum-Cerium Alloy Design. J. Phase Equilibria Diffus. 2020, 41, 764–783. [Google Scholar] [CrossRef]
- Medina, J.; Pérez, P.; Garcés, G.; Adeva, P. Effects of calcium, manganese and cerium-rich mischmetal additions on the mechanical properties of extruded Mg-Zn-Y alloy reinforced by quasicrystalline I-phase. Mater. Charact. 2017, 129, 195–206. [Google Scholar] [CrossRef]
- Alibabaei, S.; Kasiri-Asgarani, M.; Bakhsheshi-Rad, H. Investigating the effect of solid solution treatment on the corrosion properties of biodegradable Mg-Zn-RE-xCa (x= 0 2019, 2.5) alloy. J. Simul. Anal. Nov. Technol. Mech. Eng. 2019, 12, 67–80. [Google Scholar]
- Peron, M.; Berto, F.; Torgersen, J. Magnesium and Its Alloys as Implant Materials: Corrosion, Mechanical and Biological Performances; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Rzychoń, T.; Kiełbus, A.; Lityńska-Dobrzyńska, L. Microstructure, microstructural stability and mechanical properties of sand-cast Mg–4Al–4RE alloy. Mater. Charact. 2013, 83, 21–34. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Z.; Zhou, Z.; Xu, J. Effects of cerium and lanthanum on the corrosion behavior of Al-3.0 wt.% Mg alloy. J. Mater. Eng. Perform. 2016, 25, 1122–1128. [Google Scholar] [CrossRef]
- Birbilis, N.; Easton, M.A.; Sudholz, A.D.; Zhu, S.M.; Gibson, M.A. On the corrosion of binary magnesium-rare earth alloys. Corros. Sci. 2009, 51, 683–689. [Google Scholar] [CrossRef]
- Willbold, E.; Gu, X.; Albert, D.; Kalla, K.; Bobe, K.; Brauneis, M.; Janning, C.; Nellesen, J.; Czayka, W.; Tillmann, W.; et al. Effect of the addition of low rare earth elements (lanthanum, neodymium, cerium) on the biodegradation and biocompatibility of magnesium. Acta Biomater. 2015, 11, 554–562. [Google Scholar] [CrossRef]
- Dermience, M.; Lognay, G.; Mathieu, F.; Goyens, P. Effects of thirty elements on bone metabolism. J. Trace Elem. Med. Biol. 2015, 32, 86–106. [Google Scholar] [CrossRef]
- Gu, X.N.; Xie, X.H.; Li, N.; Zheng, Y.F.; Qin, L.J.A.B. In vitro and in vivo studies on a Mg–Sr binary alloy system developed as a new kind of biodegradable metal. Acta Biomater. 2012, 8, 2360–2374. [Google Scholar] [CrossRef]
- Polmear, I.J. Magnesium alloys and applications. Mater. Sci. Technol. 1994, 10, 1–16. [Google Scholar] [CrossRef]
- Prasad, A.; Uggowitzer, P.J.; Shi, Z.; Atrens, A. Production of high purity magnesium alloys by melt purification with Zr. Adv. Eng. Mater. 2012, 14, 477–490. [Google Scholar] [CrossRef]
- Ouyang, L.Z.; Yang, X.S.; Zhu, M.; Liu, J.W.; Dong, H.W.; Sun, D.L.; Zou, J.; Yao, X.D. Enhanced hydrogen storage kinetics and stability by synergistic effects of in situ formed CeH2. 73 and Ni in CeH2. 73-MgH2-Ni nanocomposites. J. Phys. Chem. C 2014, 15, 7808–7820. [Google Scholar] [CrossRef]
- Habibnejad-Korayem, M.; Mahmudi, R.; Poole, W.J. Enhanced properties of Mg-based nano-composites reinforced with Al2O3 nano-particles. Mater. Sci. Eng. A 2009, 519, 198–203. [Google Scholar] [CrossRef]
- Feyerabend, F.; Fischer, J.; Holtz, J.; Witte, F.; Willumeit, R.; Drücker, H.; Vogt, C.; Hort, N. Evaluation of short-term effects of rare earth and other elements used in magnesium alloys on primary cells and cell lines. Acta Biomater. 2010, 6, 1834–1842. [Google Scholar] [CrossRef]
- Zhang, J.; Niu, X.; Qiu, X.; Liu, K.; Nan, C.; Tang, D.; Meng, J. Effect of yttrium-rich misch metal on the microstructures, mechanical properties and corrosion behavior of die cast AZ91 alloy. J. Alloys Compd. 2009, 471, 322–330. [Google Scholar] [CrossRef]
- Jafari, H.; Rahimi, F.; Sheikhsofla, Z. In vitro corrosion behavior of Mg-5Zn alloy containing low Y contents. Mater. Corros. 2016, 67, 396–405. [Google Scholar] [CrossRef]
- Mordike, B.L. Creep-resistant magnesium alloys. Mater. Sci. Eng. A 2002, 324, 103–112. [Google Scholar] [CrossRef]
- Zhang, Y.; Gore, P.; Rong, W.; Wu, Y.; Yan, Y.; Zhang, R.; Birbilis, N. Quasi-in-situ STEM-EDS insight into the role of Ag in the corrosion behaviour of Mg-Gd-Zr alloys. Corros. Sci. 2018, 136, 106–118. [Google Scholar] [CrossRef]
- Zhu, L.; Song, G. Improved corrosion resistance of AZ91D magnesium alloy by an aluminium-alloyed coating. Surf. Coat. Technol. 2006, 200, 2834–2840. [Google Scholar] [CrossRef]
- Pan, H.; Ren, Y.; Fu, H.; Zhao, H.; Wang, L.; Meng, X.; Qin, G. Recent developments in rare-earth free wrought magnesium alloys having high strength: A review. J. Alloys Compd. 2016, 663, 321–331. [Google Scholar] [CrossRef]
- Cao, X.J.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Processing Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Agarwal, S.; Curtin, J.; Duffy, B.; Jaiswal, S. Biodegradable magnesium alloys for orthopaedic applications: A review on corrosion, biocompatibility and surface modifications. Mater. Sci. Eng. C 2016, 68, 948–963. [Google Scholar] [CrossRef]
- Gialanella, S.; Malandruccolo, A. Alloys for aircraft structures. In Aerospace Alloys; Springer: Cham, Switzerland, 2020; pp. 41–127. [Google Scholar]
- Sharma, S.K.; Saxena, K.K. Effects on microstructure and mechanical properties of AZ31 reinforced with CNT by powder metallurgy: An overview. Mater. Today Proc. 2022, 56, 2038–2042. [Google Scholar] [CrossRef]
- Sharma, S.K.; Saxena, K.K. An outlook on the influence on mechanical properties of AZ31 reinforced with graphene nanoparticles using powder metallurgy technique for biomedical application. Mater. Today Proc. 2022, 56, 2278–2287. [Google Scholar] [CrossRef]
- Li, L.; Li, D.; Zeng, X.; Luo, A.A.; Hu, B.; Sachdev, A.K.; Ding, W. Microstructural evolution of Mg-Al-Re alloy reinforced with alumina fibers. J. Magnes. Alloy. 2020, 8, 565–577. [Google Scholar] [CrossRef]
- Yao, S.; Liu, S.; Zeng, G.; Li, X.; Lei, T.; Li, Y.; Du, Y. Effect of manganese on microstructure and corrosion behavior of the Mg-3Al alloys. Metals 2019, 9, 460. [Google Scholar] [CrossRef]
- Chu, A.; Zhao, Y.; Ud-Din, R.; Hu, H.; Zhi, Q.; Wang, Z. Microstructure and properties of Mg-Al-Ca-Mn alloy with high Ca/Al ratio fabricated by hot extrusion. Materials 2021, 14, 5230. [Google Scholar] [CrossRef] [PubMed]
- Kiełbus, A.; Jarosz, R.; Gryc, A. Effect of modification on microstructure and properties of AZ91 magnesium alloy. Crystals 2020, 10, 536. [Google Scholar] [CrossRef]
- Krawiec, H.; Stanek, S.; Vignal, V.; Lelito, J.; Suchy, J.S. The use of microcapillary techniques to study the corrosion resistance of AZ91 magnesium alloy at the microscale. Corros. Sci. 2011, 53, 3108–3113. [Google Scholar] [CrossRef]
- Mert, F.; Blawert, C.; Kainer, K.U.; Hort, N. Influence of cerium additions on the corrosion behaviour of high pressure die cast AM50 alloy. Corros. Sci. 2012, 65, 145–151. [Google Scholar] [CrossRef]
- StJohn, D.H.; Easton, M.A.; Qian, M.; Taylor, J.A. Grain refinement of magnesium alloys: A review of recent research, theoretical developments, and their application. Metall. Mater. Trans. A 2013, 44, 2935–2949. [Google Scholar] [CrossRef]
- Manivasagam, T.G.; Kiraz, K.; Notten, P.H. Electrochemical and optical properties of magnesium-alloy hydrides reviewed. Crystals 2012, 2, 1410–1433. [Google Scholar] [CrossRef]
- Akbaripanah, F.; Fereshteh-Saniee, F.; Mahmudi, R.; Kim, H.K. Microstructural homogeneity, texture, tensile and shear behavior of AM60 magnesium alloy produced by extrusion and equal channel angular pressing. Mater. Des. 2013, 43, 31–39. [Google Scholar] [CrossRef]
- Sun, X.; Su, Y.; Huang, Y.; Chen, M.; Liu, D. Microstructure Evolution and Properties of β-TCP/Mg-Zn-Ca Biocomposite Processed by Hot Extrusion Combined with Multi-Pass ECAP. Metals 2022, 12, 685. [Google Scholar] [CrossRef]
- Grimm, M.; Lohmüller, A.; Singer, R.F.; Virtanen, S. Influence of the microstructure on the corrosion behaviour of cast Mg-Al alloys. Corros. Sci. 2019, 155, 195–208. [Google Scholar] [CrossRef]
- Ünlü, B.S. Investigation of tribological and mechanical properties Al2O3–SiC reinforced Al composites manufactured by casting or P/M method. Mater. Des. 2008, 29, 2002–2008. [Google Scholar] [CrossRef]
- Chang, I.; Cai, Q. From simple binary to complex multicomponent eutectic alloys. Prog. Mater. Sci. 2022, 123, 100779. [Google Scholar] [CrossRef]
- Predko, P.; Rajnovic, D.; Grilli, M.L.; Postolnyi, B.O.; Zemcenkovs, V.; Rijkuris, G.; Pole, E.; Lisnanskis, M. Promising Methods for Corrosion Protection of Magnesium Alloys in the Case of Mg-Al, Mg-Mn-Ce and Mg-Zn-Zr: A Recent Progress Review. Metals 2021, 11, 1133. [Google Scholar] [CrossRef]
- Zhu, M.; Wang, H.; Ouyang, L.Z.; Zeng, M.Q. Composite structure and hydrogen storage properties in Mg-base alloys. Int. J. hydrogen Energy 2006, 31, 251–257. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Friák, M.; Korte-Kerzel, S.; Pei, Z.; Neugebauer, J.; Raabe, D. A rare-earth free magnesium alloy with improved intrinsic ductility. Sci. Rep. 2017, 7, 1–8. [Google Scholar] [CrossRef]
- Li, R.; Pan, F.; Jiang, B.; Dong, H.; Yang, Q. Effect of Li addition on the mechanical behavior and texture of the as-extruded AZ31 magnesium alloy. Mater. Sci. Eng. A 2013, 562, 33–38. [Google Scholar] [CrossRef]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magnes. Alloy. 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Bae, G.T.; Bae, J.H.; Kang, D.H.; Lee, H.; Kim, N.J. Effect of Ca addition on microstructure of twin-roll cast AZ31 Mg alloy. Met. Mater. Int. 2009, 15, 1–5. [Google Scholar] [CrossRef]
- Korgiopoulos, K.; Langelier, B.; Pekguleryuz, M. Mg17Al12 phase refinement and the improved mechanical performance of Mg–6Al alloy with trace erbium addition. Mater. Sci. Eng. A 2021, 812, 141075. [Google Scholar] [CrossRef]
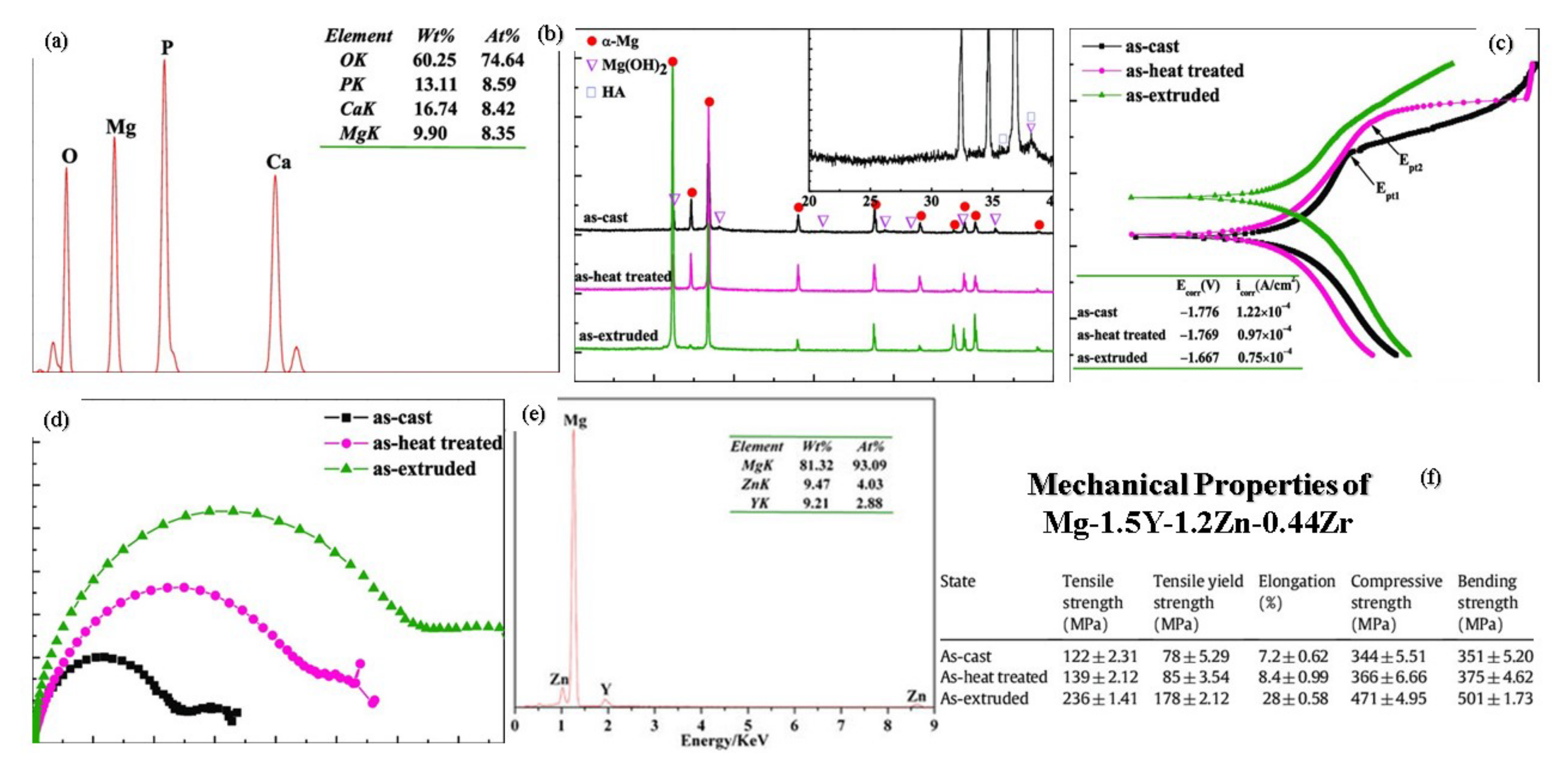
- Fan, J.; Qiu, X.; Niu, X.; Tian, Z.; Sun, W.; Liu, X.; Meng, J. Microstructure, mechanical properties, in vitro degradation and cytotoxicity evaluations of Mg–1.5 Y–1.2 Zn–0.44 Zr alloys for biodegradable metallic implants. Mater. Sci. Eng. C 2013, 33, 2345–2352. [Google Scholar] [CrossRef]
- Lee, C.J.; Huang, J.C.; Hsieh, P.J. Mg based nano-composites fabricated by friction stir processing. Scr. Mater. 2006, 54, 1415–1420. [Google Scholar] [CrossRef]
- Go, J.; Jin, S.C.; Kim, H.; Yu, H.; Park, S.H. Novel Mg–Bi–Al alloy with extraordinary extrudability and high strength. J. Alloys Compd. 2020, 843, 156026. [Google Scholar] [CrossRef]
- Liu, X.; Chen, X.; Li, J.; Liu, C.; Zhao, D.; Cheng, R.; Pan, F. Effect of micro-alloying Ca on microstructure, texture and mechanical properties of Mg–Zn–Y–Ce alloys. Prog. Nat. Sci. Mater. Int. 2020, 30, 213–220. [Google Scholar] [CrossRef]
- Kumar, A.; Meenashisundaram, G.K.; Manakari, V.; Parande, G.; Gupta, M. Lanthanum effect on improving CTE, damping, hardness and tensile response of Mg-3Al alloy. J. Alloys Compd. 2017, 695, 3612–3620. [Google Scholar] [CrossRef]
- Liu, J.; Bian, D.; Zheng, Y.; Chu, X.; Lin, Y.; Wang, M.; Lin, Z.; Li, M.; Zhang, Y.; Guan, S. Comparative in vitro study on binary Mg-RE (Sc, Y, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb and Lu) alloy systems. Acta Biomater. 2020, 102, 508–528. [Google Scholar] [CrossRef]
- Tao, W.; Milin, Z.; Zhongyi, N.; Bin, L. Influence of rare earth elements on microstructure and mechanical properties of Mg-Li alloys. J. Rare Earths 2006, 24, 797–800. [Google Scholar] [CrossRef]
- Wang, J.; Shi, N.; Wang, L.; Wu, Y.; Cao, Z.; Wang, L. Preparation and characterization of As-cast and hot-rolled Mg–3Al–0.5 Mn–0.5 Zn–1MM alloy. Mater. Charact. 2009, 60, 1507–1511. [Google Scholar] [CrossRef]
- Jaiswal, S.; Kumar, R.M.; Gupta, P.; Kumaraswamy, M.; Roy, P.; Lahiri, D. Mechanical, corrosion and biocompatibility behaviour of Mg-3Zn-HA biodegradable composites for orthopaedic fixture accessories. J. Mech. Behav. Biomed. Mater. 2018, 78, 442–454. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Du, Y.Z.; Qiao, X.G.; Zheng, M.Y.; Wu, K.; Xu, S.W. Development of high-strength, low-cost wrought Mg–2.5 mass% Zn alloy through micro-alloying with Ca and La. Mater. Des. 2015, 85, 549–557. [Google Scholar] [CrossRef]
- Zeng, Z.; Stanford, N.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2019, 64, 27–62. [Google Scholar] [CrossRef]
- Peng, P.; Tang, A.; Wang, B.; Zhou, S.; She, J.; Zhang, J.; Pan, F. Achieving superior combination of yield strength and ductility in Mg–Mn–Al alloys via ultrafine grain structure. J. Mater. Res. Technol. 2021, 15, 1252–1265. [Google Scholar] [CrossRef]
- Bi, J.; Lei, Z.; Chen, Y.; Chen, X.; Tian, Z.; Liang, J.; Qin, X.; Zhang, X. Densification, microstructure and mechanical properties of an Al-14.1 Mg-0.47 Si-0.31 Sc-0.17 Zr alloy printed by selective laser melting. Mater. Sci. Eng. A 2020, 774, 138931. [Google Scholar] [CrossRef]
- Nie, J.F. Precipitation and hardening in magnesium alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Yuan, B.; Li, G.; Guo, M.; Zhuang, L. Fast age-hardening response of Al–Mg–Si–Cu–Zn–Fe–Mn alloy via coupling control of quenching rate and pre-aging. J. Mater. Res. Technol. 2021, 14, 1518–1531. [Google Scholar] [CrossRef]
- Garcés, G.; Máthis, K.; Medina, J.; Horváth, K.; Drozdenko, D.; Oñorbe, E.; Dobroň, P.; Pérez, P.; Klaus, M.; Adeva, P. Combination of in-situ diffraction experiments and acoustic emission testing to understand the compression behavior of Mg-Y-Zn alloys containing LPSO phase under different loading conditions. Int. J. Plast. 2018, 106, 107–128. [Google Scholar] [CrossRef]
- Hänzi, A.C.; Gunde, P.; Schinhammer, M.; Uggowitzer, P.J. On the biodegradation performance of an Mg–Y–RE alloy with various surface conditions in simulated body fluid. Acta Biomater. 2009, 5, 162–171. [Google Scholar] [CrossRef]
- Czerwinski, F. The reactive element effect on high-temperature oxidation of magnesium. Int. Mater. Rev. 2015, 60, 264–296. [Google Scholar] [CrossRef]
- Hiraga, K.; Ohsuna, T.; Yasuda, K.; Sugiyama, K. The structures of hexagonal phases in Mg-Zn-RE (RE = Sm and Gd) alloys. Z. Krist. 1998, 213, 537–543. [Google Scholar]
- Sun, Y.; Zhang, B.; Wang, Y.; Geng, L.; Jiao, X. Preparation and characterization of a new biomedical Mg–Zn–Ca alloy. Mater. Des. 2012, 34, 58–64. [Google Scholar] [CrossRef]
- Shi, L.; Huang, Y.; Yang, L.; Feyerabend, F.; Mendis, C.; Willumeit, R.; Kainer, K.U.; Hort, N. Mechanical properties and corrosion behavior of Mg-Gd-Ca-Zr alloys for medical applications. J. Mech. Behav. Biomed. Mater. 2015, 47, 38–48. [Google Scholar] [CrossRef]
- Chaojie, C.; Cheng, L.; Tong, L.; Cai, Z.; Zhang, H. The effect of Gd and Zn additions on microstructures and mechanical properties of Mg-4Sm-3Nd-Zr alloy. J. Alloys Compd. 2017, 706, 526–537. [Google Scholar]
- Kania, A.; Nowosielski, R.; Gawlas-Mucha, A.; Babilas, R. Mechanical and corrosion properties of Mg-based alloys with Gd addition. Materials 2019, 12, 1775. [Google Scholar] [CrossRef]
- García-Galvan, F.R.; Fajardo, S.; Barranco, V.; Feliu, S. Experimental apparent stern–geary coefficients for AZ31B Mg alloy in physiological body fluids for accurate corrosion rate determination. Metals 2021, 11, 391. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, Z.; Smith, C.; Sankar, J. Recent advances on the development of magnesium alloys for biodegradable implants. Acta Biomater. 2014, 10, 4561–4573. [Google Scholar] [CrossRef]
- Chen, L.; Sheng, Y.; Wang, X.; Zhao, X.; Liu, H.; Li, W. Effect of the microstructure and distribution of the second phase on the stress corrosion cracking of biomedical Mg-Zn-Zr-xSr alloys. Materials 2018, 11, 551. [Google Scholar] [CrossRef]
- Mendis, C.L.; Bettles, C.J.; Gibson, M.A.; Gorsse, S.; Hutchinson, C.R. Refinement of precipitate distributions in an age-hardenable Mg–Sn alloy through microalloying. Philos. Mag. Lett. 2006, 86, 443–456. [Google Scholar] [CrossRef]
- Nene, S.S.; Kashyap, B.P.; Prabhu, N.; Estrin, Y.; Al-Samman, T. Microstructure refinement and its effect on specific strength and bio-corrosion resistance in ultralight Mg–4Li–1Ca (LC41) alloy by hot rolling. J. Alloys Compd. 2014, 615, 501–506. [Google Scholar] [CrossRef]
- Kumari, S.; Nakum, B.; Bandhu, D.; Abhishek, K. Multi-Attribute Group Decision Making (MAGDM) Using Fuzzy Linguistic Modeling Integrated with the VIKOR Method for Car Purchasing Model. Int. J. Decis. Support Syst. Technol. (IJDSST) 2022, 14, 1–20. [Google Scholar] [CrossRef]
- Sonia, P.; Kumari, S. Performance Evaluation of Multi-Fibre (Hybrid) Polymer Composite. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1116, 012027. [Google Scholar] [CrossRef]
- Ramanaviciene, A.; Kausaite, A.; Tautkus, S.; Ramanavicius, A. Biocompatibility of polypyrrole particles: An in-vivo study in mice. J. Pharm. Pharmacol. 2007, 59, 311–315. [Google Scholar] [CrossRef]
- Tripathi, D.R.; Vachhani, K.H.; Bandhu, D.; Kumari, S.; Kumar, V.R.; Abhishek, K. Experimental investigation and optimization of abrasive waterjet machining parameters for GFRP composites using metaphor-less algorithms. Mater. Manuf. Processes 2021, 36, 803–813. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, X.; Nie, J.; Wei, K.; Mao, Q.; Lu, F.; Zhao, Y. Achieving ultra-strong Magnesium–lithium alloys by low-strain rotary swaging. Mater. Res. Lett. 2021, 9, 255–262. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S.NO | Types of Surface Modification Approach | Modification Technique | Description | References |
|---|---|---|---|---|
| 1 | Chemical Modification | Acid Etching | 1. Removing the initial oxide layer and adding homogenous, and compact layers afterward that slowed the rate of degradation. 2. The impact of acid etching as a pretreatment on the rate of degradation of the magnesium alloy AZ31 in SBF solutions analyzed by Munro et al. 3. In comparison to unetched alloys, homogenous and dense films of Mg3(PO4)2 layers were created on etched magnesium alloys, which significantly reduced the rate of degradation. | [11] |
| 2 | Chemical Modification | Alkali Treatment | 1. After being submerged in an alkaline solution, a new passive layer made up of MgCO3, Mg(OH)2, and MgO is deposited on the surface of magnesium alloys that improving the corrosion resistance. 2. Gu et al. analyzed the reduction in the degradation rate of Mg-based materials in SBF. | [12] |
| 3 | Chemical Modification | Fluoride Treatment | 1. The most effective and practical method for surface modification of magnesium alloys at the moment is fluorination. 2. In order to create samples of HF-coated magnesium alloys, Li et al. created screws and tensile specimens using magnesium alloys as substrates. Even after a month of immersion, MgF2-coated samples maintained good mechanical characteristics due to a reduced rate of corrosion than bare samples. | [13] |
| 4 | Physical Modification | Sol-gel Coating | 1. For a variety of metal substrates, including aluminum, steel, copper, magnesium, and their alloys, sol–gel coatings have been shown to have great chemical stability, excellent oxidation control, and increased corrosion resistance. 2. To reduce the degree of degradation of magnesium alloys, Gaur et al. created a sol–gel silane coating using a combination of diethyl phosphate ethyl tri-ethoxy silane (DEPETES) and bis- [3- (tri-ethoxy silyl) propyl] tetra-sulfide (BTESPT). 3. The samples with the sol–gel coating showed the greatest improvement in the rate of degradation. | [14] |
| 5 | Physical Modification | Organosilane coatings | 1. For orthopedic purposes, it acts as a protective and biocompatible coating on Mg alloys. 2. The hydrophobic Si-O-Si networks of organosilanes, minor galvanic reactions with Mg, increased adhesive strength, ease of chemical modification, and low cytotoxicity are only a few benefits of employing organosilanes as protective barrier coatings. | [14] |
| 6 | Physical Modification | Calcium Phosphate Coating | 1. Different procedures have been used to deposit different forms of calcium phosphate coatings, such as hydroxyapatite (HA), fluorinated hydroxyapatite (FHA), and brushite on Mg substrates. 2. One of the most effective methods discovered for covering the surface of orthopedic implants is calcium phosphate deposition. 3. The corrosion resistance of Mg alloys covered with Ca-P was greatly increased compared to untreated magnesium alloys, according to Cao et al. who created a Ca-P coating on AZ31 alloys in SBF. Additionally, there were no harmful effects of the Ca-P coating on cells. | [15] |
| 7 | Physical Modification | Superhydrophobic Coating | 1. One of the most current techniques to increase the corrosion resistance of Mg alloys is a superhydrophobic surface. 2. A superhydrophobic surface with a 157.6° contact angle with water was created by Zhang et al. using AZ31 magnesium alloy. The superhydrophobic coatings considerably increased the corrosion resistance of the AZ31 alloy, according to the corrosion results. 3. Superhydrophobic surfaces inhibit the contact between cells and implants, which limits the implant’s capacity to stimulate bone repair and slows the rapid deterioration of magnesium alloys. | [15] |
| S.NO | Material | Benefits | Drawbacks | Applications |
|---|---|---|---|---|
| 1 | Co-Cr alloy | 1. Provides good resistance to fatigue, wear, and corrosion. 2. Provides high strength. 3. Long-span biocompatibility. | 1. Very expensive. 2. Machining is difficult. | 1. Bone implantation (wires and plates). 2. Hip replacement. |
| 2 | Ti alloy | 1. Enables good corrosion resistance and has low young’s modulus with suitable biocompatibility. 2. High strength than 316L stainless steel. | 1. High wear rate. 2. Very expensive. | 1. Fracture fixation. 2. Total joint replacement. |
| 3 | 316L Stainless steel | 1. Easily available, high toughness, suitable biocompatibility, inexpensive, and good fabrication characteristics. | 1. High corrosion, and wear rate, high-stress shielding effect. | 1. Bone implantation. |
| 4 | Mg-alloy | 1. Biocompatible, bioresorbable, biodegradable, and bio-active. 2. Elastic modulus resembling human bone. 3. Low-stress shielding effect and lightweight. | 1. High H2 evolution during degradation | 1. Bone implantation, screws, and plates. |
| S.NO | Material Property | Human Bone | Mg Alloys | Ti Alloys | Co-Cr Alloys | Stainless Steels |
|---|---|---|---|---|---|---|
| 1 | Density (g/cm3) | 1.8–2.1 | 1.74–2.00 | 4.4–4.5 | 8.3–9.2 | 7.9–8.1 |
| 2 | Yield Strength (MPa) | 30–114.3 | 20–200 | 896–1034 | 448–1606 | 221–1213 |
| 3 | Compressive Strength (MPa) | 164–240 | 55–130 | N/A | N/A | N/A |
| 4 | Young’s Modulus (GPa) | 3–23 | 41–45 | 110–117 | 210–232 | 189–205 |
| 5 | Fracture toughness (MPa/m1/2) | 3–7 | 15–40 | 55–115 | 50–200 | NA |
| 6 | Tensile Strength (MPa) | 70–150 | 86–280 | 760–1140 | 655–1896 | 586–1351 |
| 7 | Elongation (%) | 1.07–2.10 | 12–21 | 12 | N/A | N/A |
| S.NO | Elements | Improvement in Mechanical Properties |
|---|---|---|
| 1 | Calcium | Improvement in grain refinement and enhances the strength of the MMCs |
| 2 | Lithium | Improvement in ductility and reduction in strength |
| 3 | Zinc | Addition of zinc up to 5 wt.%. enhances the strength of the composite |
| 4 | Strontium | With 3 wt.% of strontium, the reduction in elongation provides an improvement in strength and enhances the refinement of the grain size |
| 5 | Manganese | Addition of Manganese improves the grain refinement and tensile strength |
| 6 | Tin | Tensile and compressive strength gets improved by tin addition |
| 7 | Zirconium | Zirconium provides high damping strength, tensile strength, and involves high ductility |
| 8 | Aluminum | Aluminum improves the hardness and tensile strength |
| 9 | Titanium | Improvement in elongation is observed with titanium |
| 10 | Copper | Reduction in ductility is observed with the addition of copper |
| 11 | Silicon | Enhancement in fluidity is observed with the addition of silicon |
| 12 | Iron | Not suitable for corrosion resistance |
| 13 | Neodymium | Improvement in strength is observed with neodymium |
| 14 | Molybdenum | Improvement in Young’s modulus, hardness, and elongation |
| 15 | Cerium | Reduction in yield strength is observed |
| Composition by wt.% | Methodology | Post-Treatment | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| Mg-3Al | Casting process | Solid solution treatment | 149 | 245 | 2.9 |
| Mg-2Ca | Rapid solidification process | - | - | 390 | 7.4 |
| Mg-Zn-0.8Sr | Zone solidification process | Heat treatment | 118 | 205 | 11.9 |
| LAE442 | Casting process | - | 150 | 250 | 17.5 |
| AZ31 | Casting process | - | - | 270 | 14.8 |
| Mg-2Sr | Casting process | Hot rolling | 145 | 275 | - |
| Mg-6Zn | Casting process | Heat treatment and extrusion | 285 | 180 | 20 |
| Mg-Y-RE-Zr | Powder metallurgy process | - | 255 | 270 | 10.5 |
| Mg-5.0Y-7.0Gd-1.3Nd-0.5Zr | Casting process | Extrusion | 160 | 230 | 25.5 |
| Mg-Y | Casting process | - | 155 | 245 | 14.5 |
| Mg-5.0Y-7.0 Gd-1.3Nd-0.5Zr | Casting process | Extrusion & aging | 190 | 245 | 21.5 |
| Mg-3Sn-0.5Mn | Casting process | Extrusion | 145 | 245 | 12 |
| ZW21 | Casting process | Squeezing | 195 | 275 | 18 |
| WE43 | Casting process | Heat treatment | 165 | 225 | 45 |
| WE43 | Casting process | Extrusion and heat treatment | 195 | 285 | 11 |
| Mg-1Zn | Casting process | - | 90 | 185 | 10 |
| Mg-Zn-Mn | Zone solidification process | Extrusion | 250 | 285 | 21.5 |
| Mg-Y-Zn | Casting process | Extrusion | - | 255–275 | 17–21 |
| Mg-Zn-1Sr | Zone solidification process | Heat treatment | 125 | 250 | 14 |
| AZ31 | Casting process | - | 100-190 | 250–280 | 14–20 |
| WE43A | Casting process | Heat treatment | 160 | 255 | - |
| S.NO | Alloy | Researcher | Conclusion | References |
|---|---|---|---|---|
| 1 | Mg-Ca alloy | Li et al. | Ca concentrations between 1 and 20 wt.% to examine its biodegradability in bone. High Ca-concentration alloys, such as 5, 10, and 20 wt.% Ca were discovered to be brittle. By adjusting the Ca percentage, the mechanical characteristics and biocorrosion behavior of the Mg-Ca alloy can be improved. For as-cast Mg-Ca alloy samples, the YS, UTS, and elongation declined as the Ca concentration increased. The findings of the cytocompatibility evaluation showed that Mg-1Ca alloy does not cause cell toxicity. | [69] |
| 2 | Mg-Ca alloy | Rad et al. | Due to its great corrosion resistance, the Mg-0.5Ca alloy is a good choice for biodegradable implants. | [70] |
| 3 | Mg-Nd alloy | Seitz et al. | In low-loaded tissues, Nd can be used as a suitable alloying element for resorbable applications. | [71] |
| 4 | Mg-alloy (LANd442) (90 wt.% Mg, 4 wt.% Li, 4 wt.% Al, and 2 wt.% Nd) | Hampp et al. | LANd442 Mg alloy resulted in significant non-inflammatory bone remodeling activities, with new bone formation primarily occurring in the periosteal region. LANd442 might not be the best degradable implant material for applications involving cortical bone. | [73] |
| 5 | Mg-Sn alloy | Bornapour et al. | After being submerged in SBF, a Sr-HAp layer formed on the surface of the binary Mg-Sr alloy. Additionally, this surface layer increased corrosion resistance. | [74] |
| 6 | Mg-Sr alloy | Nam et al. | Sr addition to Mg-5Al alloy had a considerable impact on the surface film, corrosion resistance, and grain boundaries. The development of the Mg17Al12 phase at the grain boundaries prevented the precipitation of the Mg-Sr and Al-Sr phases. Additionally, Sr addition helped the surface’s Al(OH)3 protective coating to develop. | [75] |
| 7 | Mg-Zr alloy | Ramsden et al. | By adding Zr, Mg’s grain size is reduced, improving the material’s ductility, smoothing out the grain boundaries, and increasing corrosion resistance. | [90] |
| 8 | Mg-Sr alloy | Ai et al. | Sr refines the grain size in Mg alloys and has a high Mg alloying efficiency. Sr promotes biocompatibility, bone growth, and compressive strength. Sr concentrations beyond 2% in Mg-Zr-Sr alloys cause the intermetallic phase Mg17Sr2 to precipitate at the grain boundary, which lowers corrosion resistance. | [95] |
| 9 | Mg-Zn-Ca alloy | Yadong et al. | The as-cast Mg-2Zn-0.5Ca alloy has the maximum UTS and elongation. | [96] |
| 10 | Mg-Gd-Ca-Zr | Shi et al. | The YS and compressive strength were enhanced with the addition of Ca, while the ductility decreased. Ca and Zr contributed to the alloy’s improved mechanical performance for orthopedic applications. | [98] |
| 11 | Mg-3Sn-0.5Mn alloy | Zhen et al. | WE43 and AZ31 Mg alloys and Mg-3Sn-0.5Mn alloy had comparable UTS but were more ductile. | [99] |
| 12 | WE alloy | Wan et al. | WE alloy, Y (2.5 wt.% to 7.5 wt.%), and Nd (1–4.2 wt.%) content led to a decrease in ductility while increasing strength. Due to its low ductility, the alloy is more suitable for orthopedic implants than cardiovascular purposes. | [96] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharma, S.K.; Saxena, K.K.; Malik, V.; Mohammed, K.A.; Prakash, C.; Buddhi, D.; Dixit, S. Significance of Alloying Elements on the Mechanical Characteristics of Mg-Based Materials for Biomedical Applications. Crystals 2022, 12, 1138. https://doi.org/10.3390/cryst12081138
Sharma SK, Saxena KK, Malik V, Mohammed KA, Prakash C, Buddhi D, Dixit S. Significance of Alloying Elements on the Mechanical Characteristics of Mg-Based Materials for Biomedical Applications. Crystals. 2022; 12(8):1138. https://doi.org/10.3390/cryst12081138
Chicago/Turabian StyleSharma, Sachin Kumar, Kuldeep Kumar Saxena, Vinayak Malik, Kahtan A. Mohammed, Chander Prakash, Dharam Buddhi, and Saurav Dixit. 2022. "Significance of Alloying Elements on the Mechanical Characteristics of Mg-Based Materials for Biomedical Applications" Crystals 12, no. 8: 1138. https://doi.org/10.3390/cryst12081138