
Microstructural Evolution and Mechanical Properties of 7075 Aluminium Alloy during Semi-Solid Compression Deformation

 , and
, and
Abstract
:1. Introduction
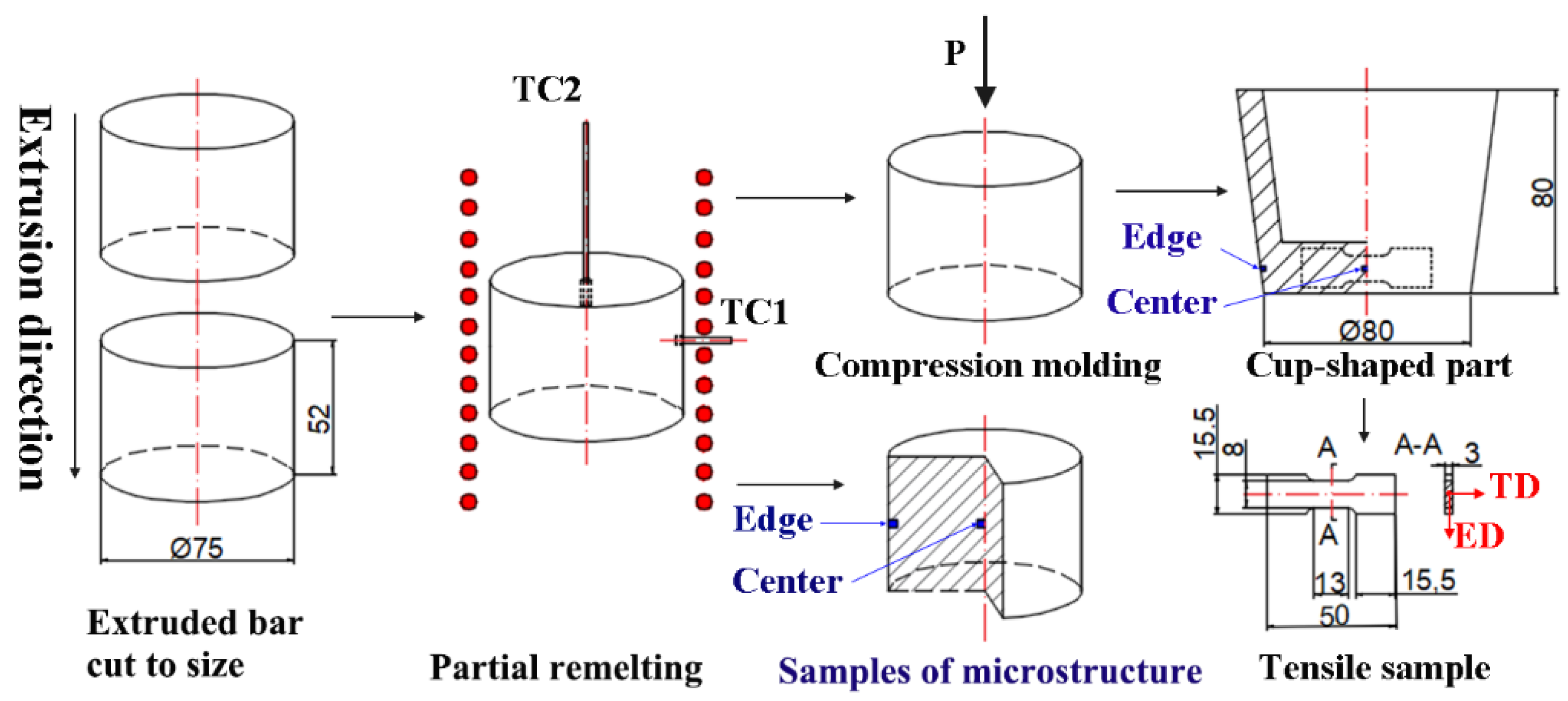
2. Experimental Procedure
3. Results
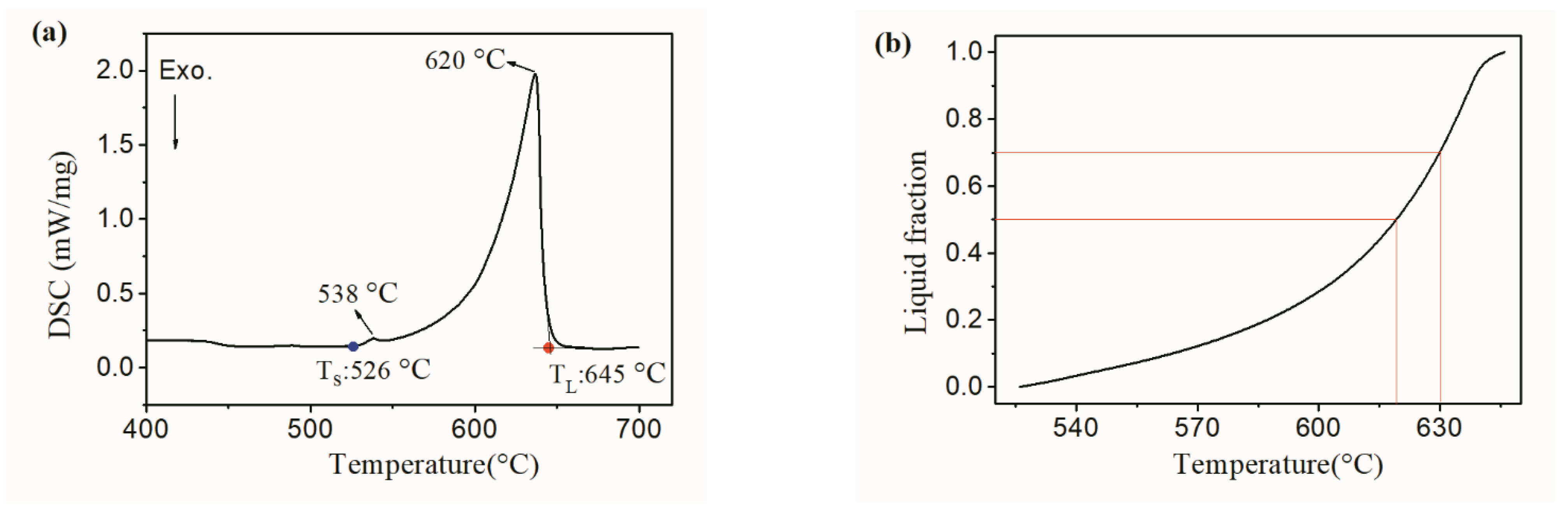
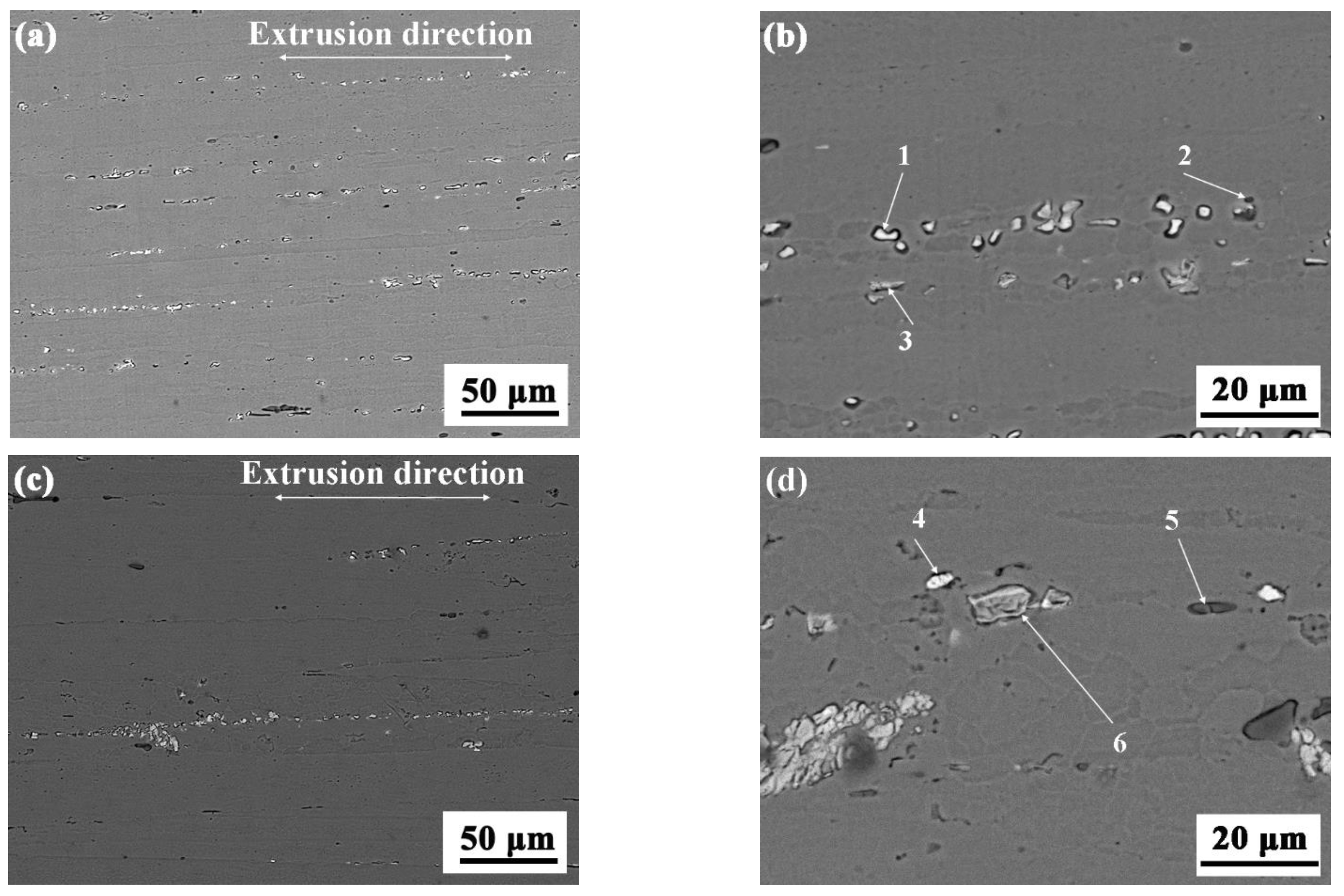
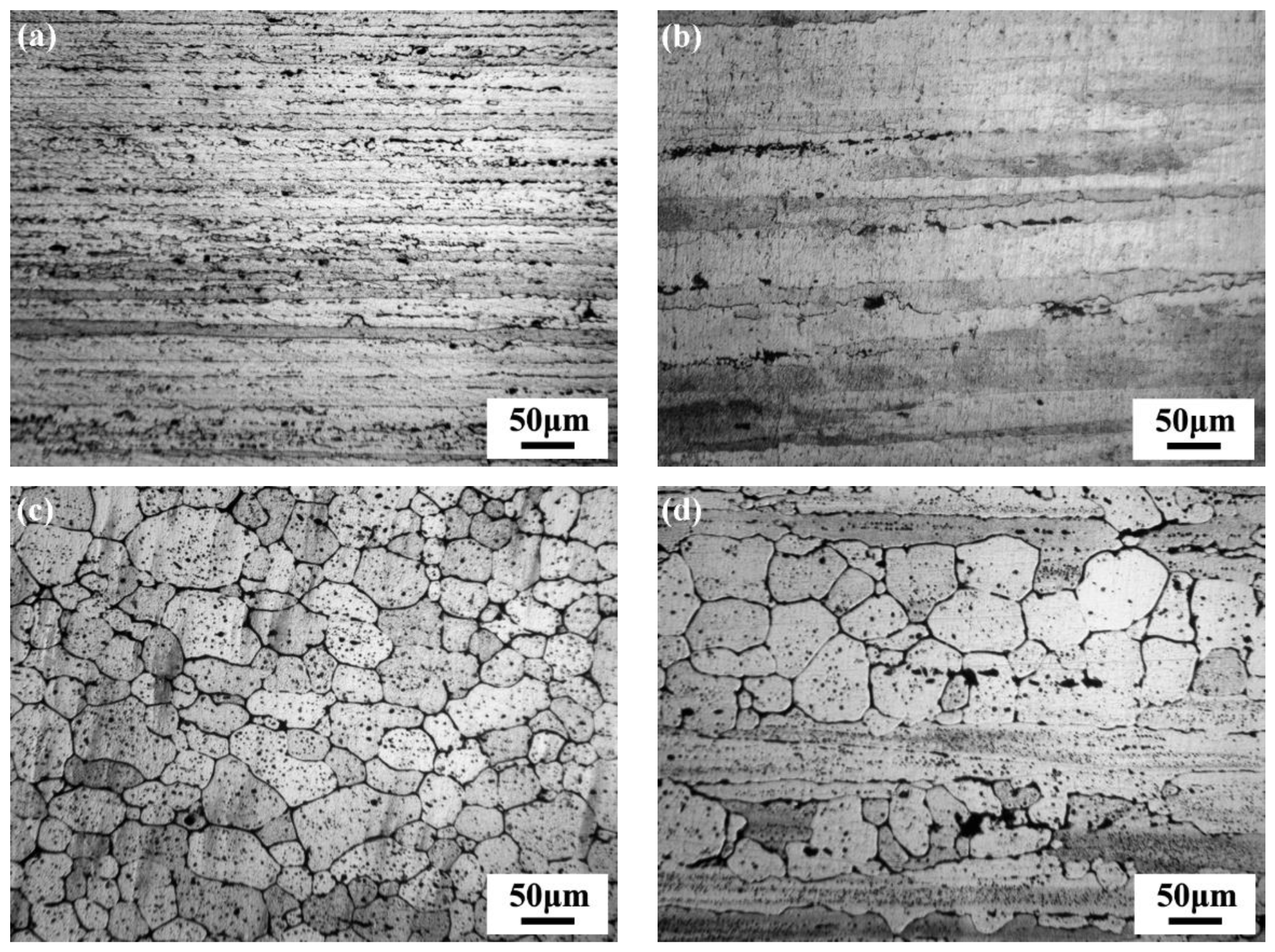
3.1. Thermal Property and Microstructure of 7075 Aluminium Alloy via Partial Re-Melting
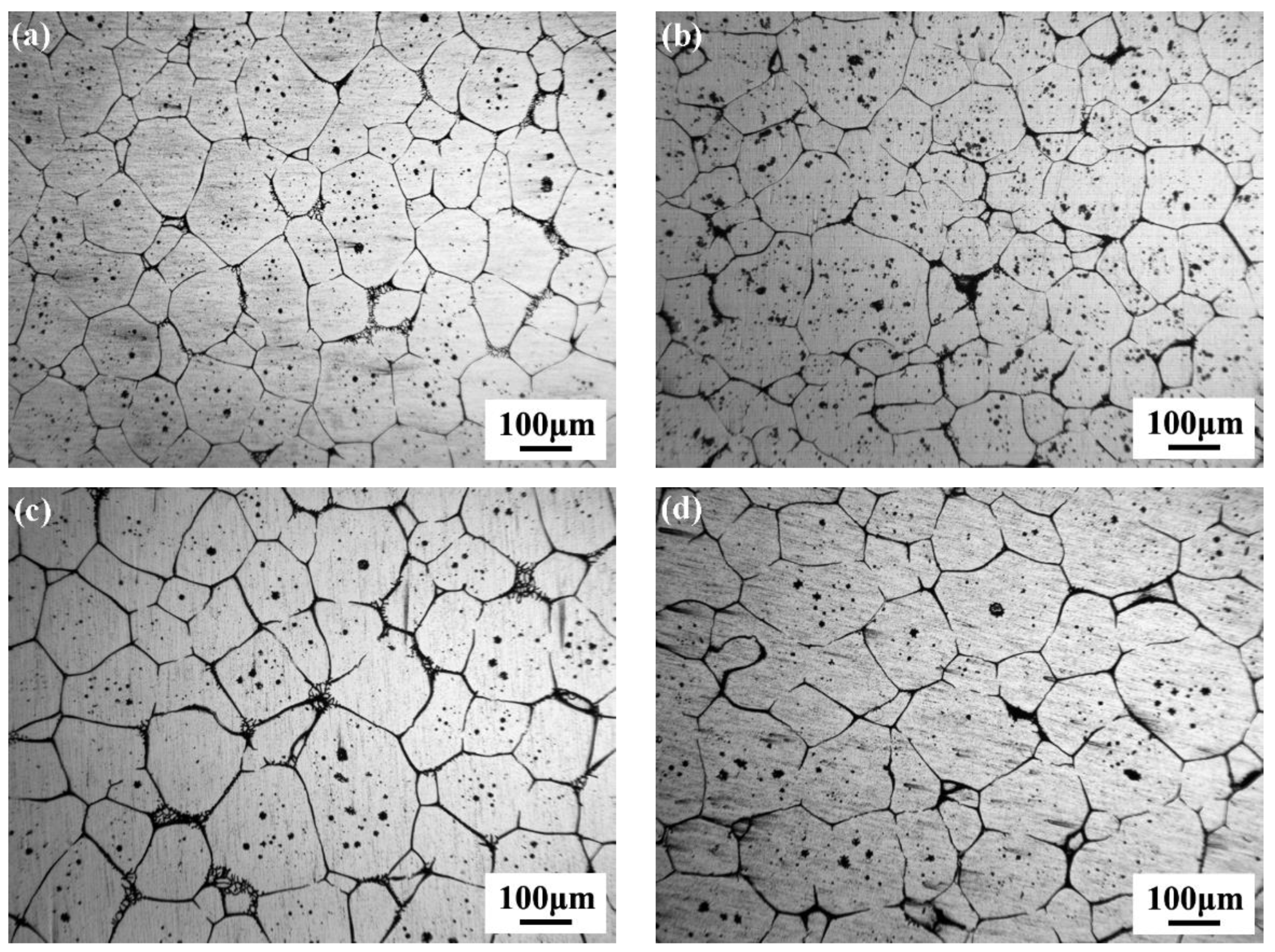
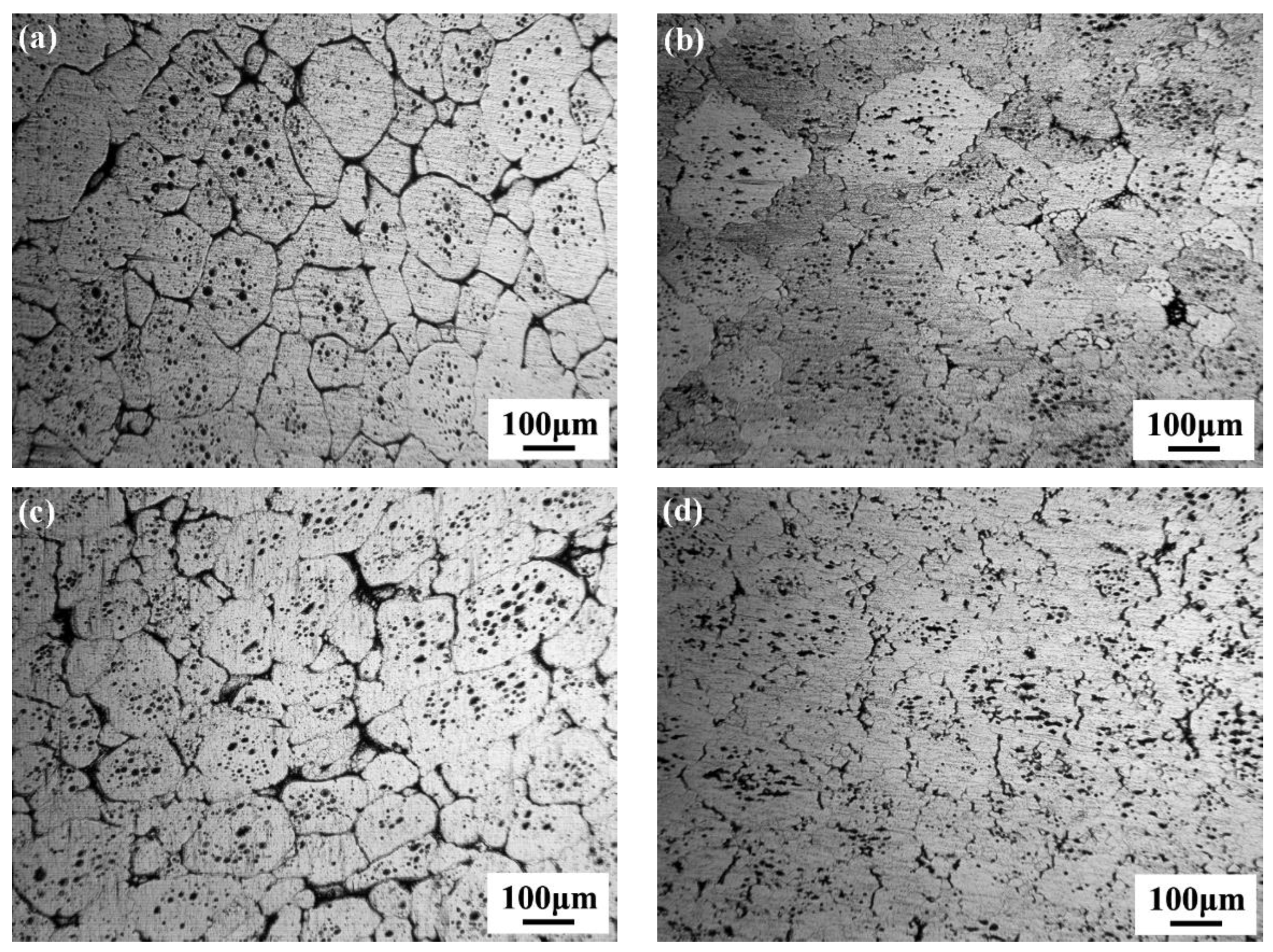
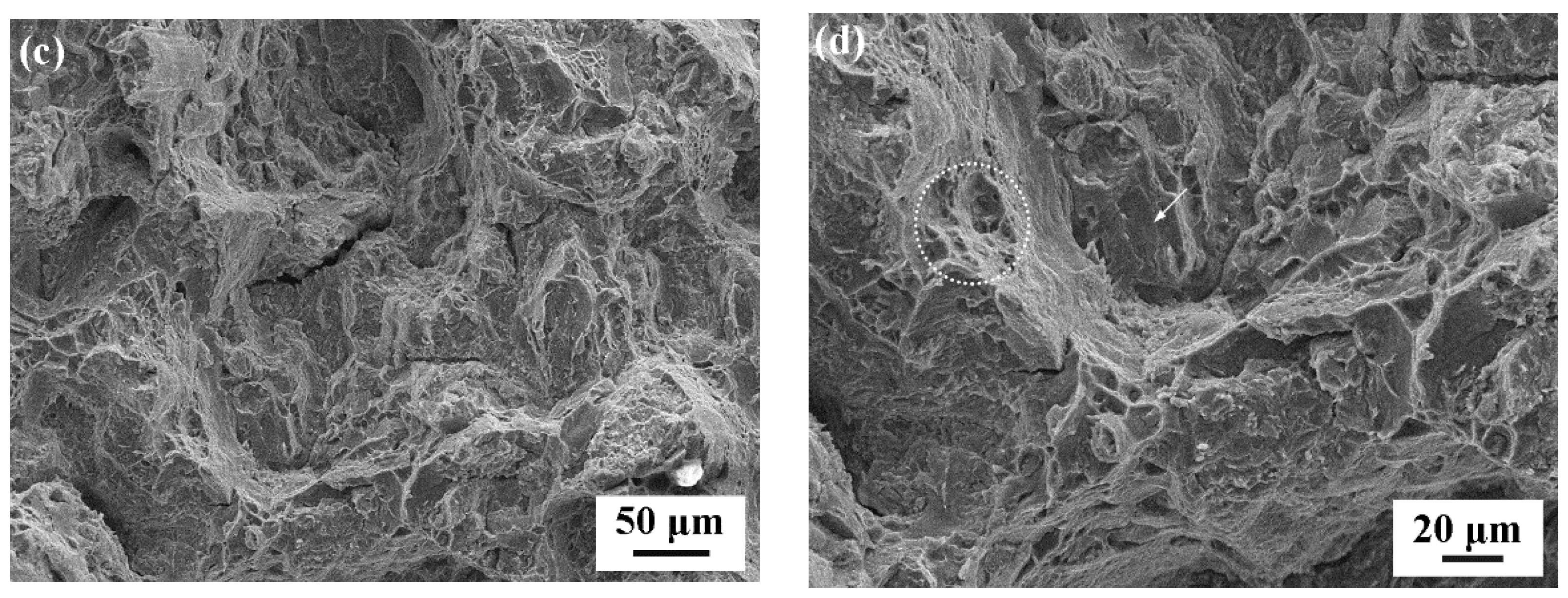
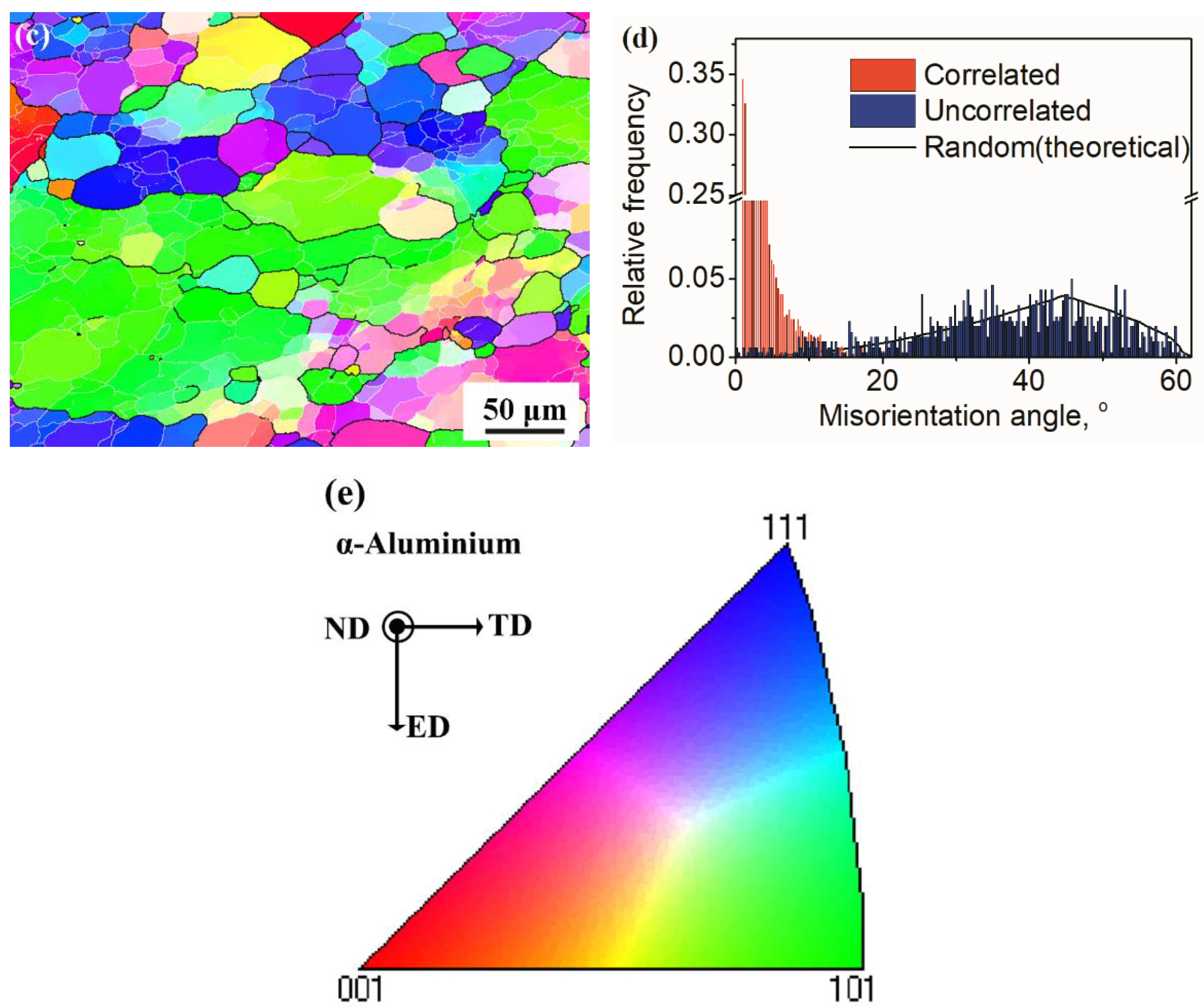
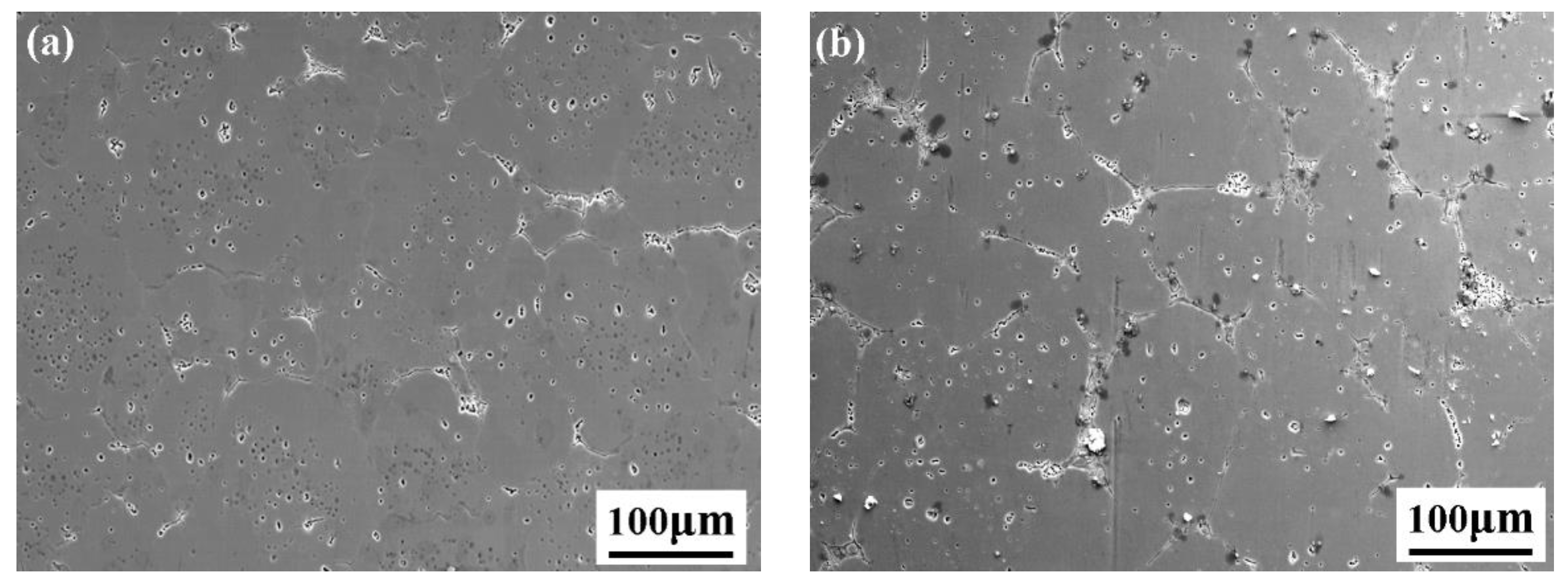
3.2. Microstructure and Tensile Properties of the Cup-Shaped Parts by SSM
4. Discussion
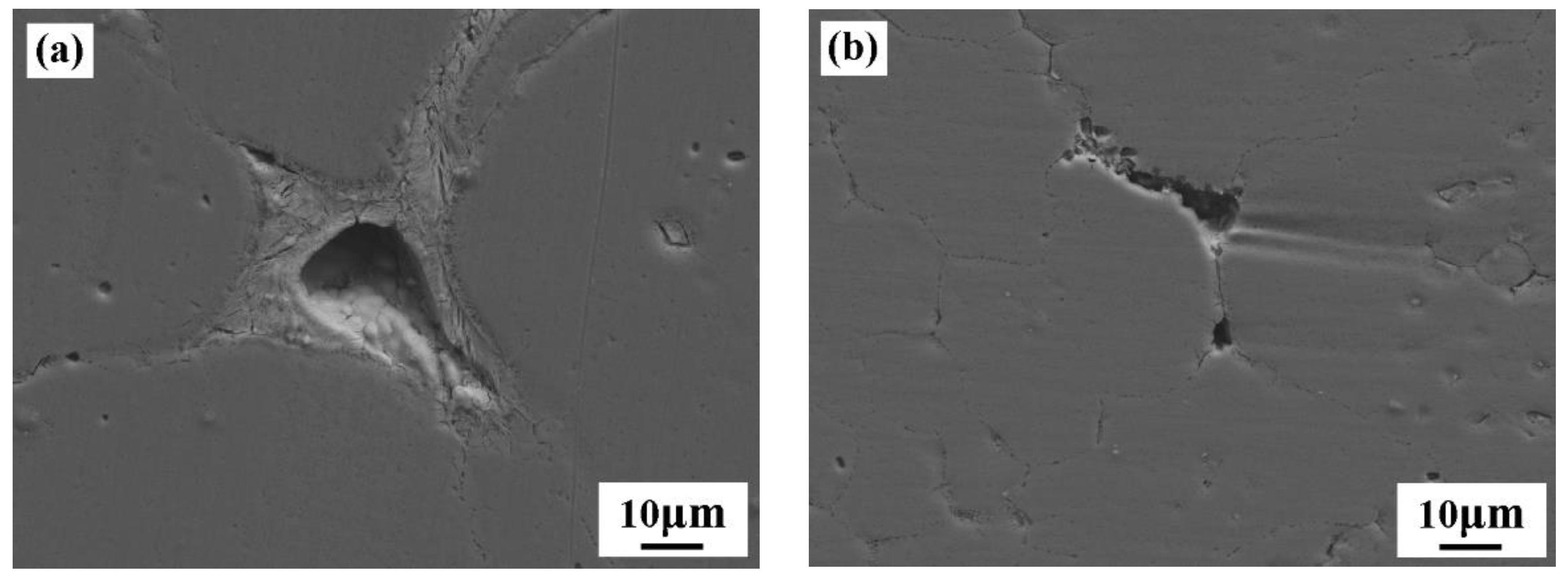
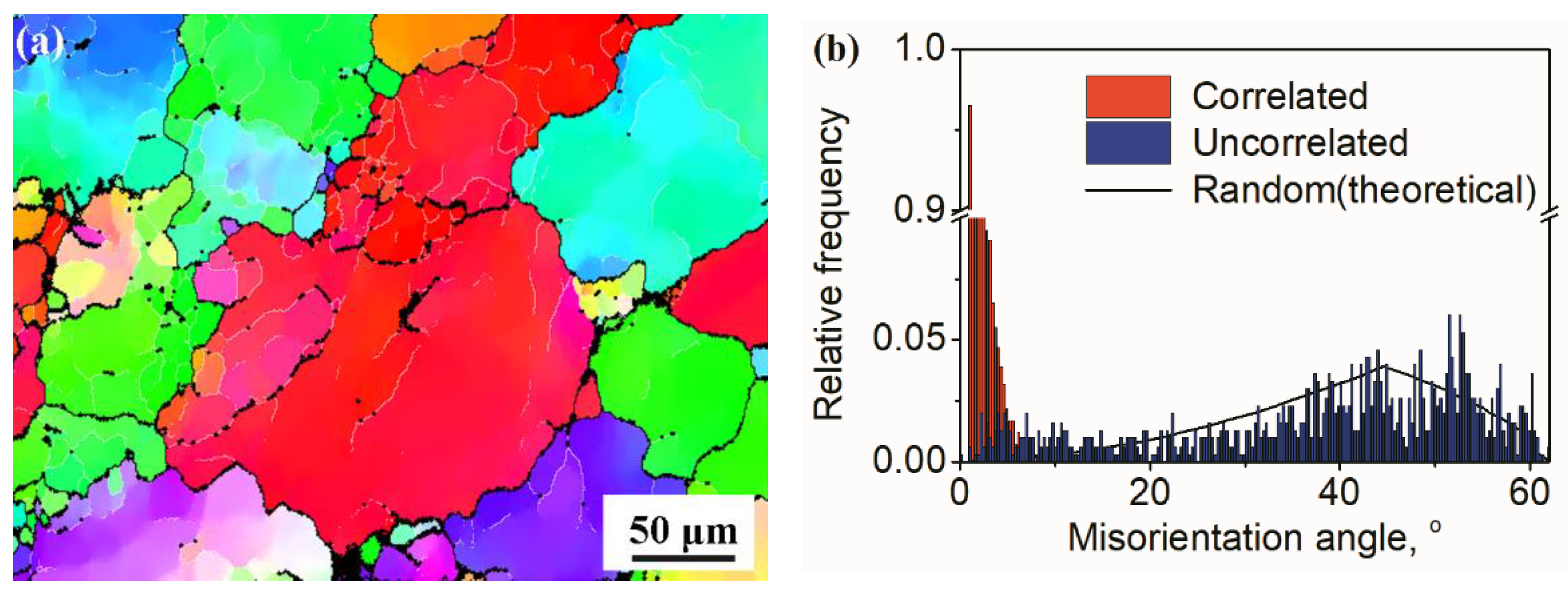
4.1. Microstructural Evolution during Semi-Solid Compression
4.2. Deformation Mechanism
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Flemings, M.C. Behavior of metal alloys in the semisolid state. Metall. Trans. A 1991, 22, 957–981. [Google Scholar] [CrossRef]
- Kirkwood, D.H. Semisolid metal processing. Int. Mater. Rev. 1994, 39, 173–189. [Google Scholar] [CrossRef]
- Wang, S. Atomic Structure Modeling of Multi-Principal-Element Alloys by the Principle of Maximum Entropy. Entropy 2013, 15, 5536–5548. [Google Scholar] [CrossRef]
- Li, N.; Mao, W.; Geng, X.; Zhang, R.; Yan, B. Microstructure, segregation and fracture behavior of 6061 aluminum alloy samples formed by semi-solid or traditional high pressure die casting. Mater. Today Commun. 2022, 31, 103418. [Google Scholar] [CrossRef]
- Pourgharibshahi, M.; Divandari, M.; Saghafian, H.; Timelli, G. Eutectic Nucleation in 7xxx Series Aluminum Alloys from a Non-classical Viewpoint. Metall. Mater. Trans. A 2020, 51, 4572–4583. [Google Scholar] [CrossRef]
- Rappaz, M.; Jacot, A.; Boettinger, W.J. Last-stage solidification of alloys: Theoretical model of dendrite-arm and grain coalescence. Metall. Mater. Trans. A 2003, 34, 467–479. [Google Scholar] [CrossRef]
- Kareh, K.M.; Lee, P.D.; Atwood, R.C.; Connolley, T.; Gourlay, C.M. Revealing the micromechanisms behind semi-solid metal deformation with time-resolved X-ray tomography. Nat. Commun. 2014, 5, 4464. [Google Scholar] [CrossRef]
- Eskin, D.G.; Suyitno; Katgerman, L. Mechanical properties in the semi-solid state and hot tearing of aluminium alloys. Prog. Mater. Sci. 2004, 49, 629–711. [Google Scholar] [CrossRef]
- Zabler, S.; Ershov, A.; Rack, A.; Garcia-Moreno, F.; Baumbach, T.; Banhart, J. Particle and liquid motion in semi-solid aluminium alloys: A quantitative in situ microradioscopy study. Acta Mater. 2013, 61, 1244–1253. [Google Scholar] [CrossRef]
- Meylan, B.; Terzi, S.; Gourlay, C.M.; Dahle, A.K. Dilatancy and rheology at 0–60% solid during equiaxed solidification. Acta Mater. 2011, 59, 3091–3101. [Google Scholar] [CrossRef]
- Sheykh-jaberi, F.; Cockcroft, S.L.; Maijer, D.M.; Phillion, A.B. Meso-scale modelling of semi-solid deformation in aluminum foundry alloys: Effects of feeding and microstructure on hot tearing susceptibility. J. Mater. Process. Technol. 2020, 279, 116551. [Google Scholar] [CrossRef]
- Otarawanna, S.; Laukli, H.I.; Gourlay, C.M.; Dahle, A.K. Feeding Mechanisms in High-Pressure Die Castings. Metall. Mater. Trans. A 2010, 41, 1836–1846. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Guo, Y.; Liu, K.; Zheng, S. Deformation Characteristics and Constitutive Equations for the Semi-Solid Isothermal Compression of Cold Radial Forged 6063 Aluminium Alloy. Materials 2021, 14, 194. [Google Scholar] [CrossRef]
- Song, Y.; Zhang, Z.; Wang, K.; Li, H.; Zhu, Z. Effects of Extrusion Processing on Microstructure of 7075Al Alloy in the Semi-solid State. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2019, 34, 1433–1443. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. Microstructure and Properties of Semi-Solid Aluminum Alloys: A Literature Review. Metals 2018, 8, 181. [Google Scholar] [CrossRef] [Green Version]
- Sistaninia, M.; Phillion, A.B.; Drezet, J.-M.; Rappaz, M. Simulation of Semi-Solid Material Mechanical Behavior Using a Combined Discrete/Finite Element Method. Metall. Mater. Trans. A 2011, 42, 239–248. [Google Scholar] [CrossRef] [Green Version]
- Zhou, B.; Lu, S.; Xu, K.; Xu, C.; Wang, Z.; Wang, B. Hot cracking tendency test and simulation of 7075 semi-solid aluminium alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 318–332. [Google Scholar] [CrossRef]
- Subroto, T.; Eskin, D.G.; Miroux, A.; Ellingsen, K.; M’Hamdi, M.; Katgerman, L. Semi-solid Constitutive Parameters and Failure Behavior of a Cast AA7050 Alloy. Metall. Mater. Trans. A 2021, 52, 871–888. [Google Scholar] [CrossRef]
- Liu, Z.; Cui, G.; Wan, T.; Mao, W. Study on Formation of Microstructure in Rheo-Diecastings of Semi-Solid A380 Aluminum Alloy Slurry. Met. Mater. Int. 2021, 27, 2095–2105. [Google Scholar] [CrossRef]
- Jiang, J.; Liu, Y.; Xiao, G.; Wang, Y.; Xiao, X. Effects of plastic deformation of solid phase on mechanical properties and microstructure of wrought 5A06 aluminum alloy in directly semisolid thixoforging. J. Alloys Compd. 2020, 831, 154748. [Google Scholar] [CrossRef]
- Bhagavath, S.; Cai, B.; Atwood, R.; Li, M.; Ghaffari, B.; Lee, P.D.; Karagadde, S. Combined Deformation and Solidification-Driven Porosity Formation in Aluminum Alloys. Metall. Mater. Trans. A 2019, 50, 4891–4899. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Cheng, Y.; Chan, S.W.N.; Sung, D. Microstructure and mechanical properties of 7075 aluminum alloy during complex thixoextrusion. Trans. Nonferrous Met. Soc. China 2020, 30, 3173–3182. [Google Scholar] [CrossRef]
- Hitchcock, M.; Wang, Y.; Fan, Z. Secondary solidification behaviour of the Al–Si–Mg alloy prepared by the rheo-diecasting process. Acta Mater. 2007, 55, 1589–1598. [Google Scholar] [CrossRef]
- Chayong, S.; Atkinson, H.V.; Kapranos, P. Multistep induction heating regimes for thixoforming 7075 aluminium alloy. Mater. Sci. Technol. 2004, 20, 490–496. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. RUE-based semi-solid processing: Microstructure evolution and effective parameters. Mater. Des. 2016, 95, 268–286. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Burke, K.; Vaneetveld, G. Recrystallisation in the semi-solid state in 7075 aluminium alloy. Mater. Sci. Eng. A 2008, 490, 266–276. [Google Scholar] [CrossRef] [Green Version]
- Atkinson, H.V. Modelling the semisolid processing of metallic alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef] [Green Version]
- Chenyang, Z.; Shengdun, Z.; Guanhai, Y.; Yongfei, W. Deformation behaviour and microstructures of semi-solid A356.2 alloy prepared by radial forging process during high solid fraction compression. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 232, 487–498. [Google Scholar]
- Campo, K.N.; Zoqui, E.J. Thixoforming of an ECAPed Aluminum A356 Alloy: Microstructure Evolution, Rheological Behavior, and Mechanical Properties. Metall. Mater. Trans. A 2016, 47, 1792–1802. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Z.M.; Wen, H.; Xia, D.; Sun, W.J. Microstructural evolution of a fine-grained 7075Al alloy processed by friction stir process during partial remelting. Mater. Charact. 2016, 121, 1–8. [Google Scholar] [CrossRef]
- Wang, W.W.; Song, J.L.; Luo, S.J. Preparation of Large-Diameter Semi-Solid 7075 Aluminum Alloy Billets. Solid State Phenom. 2008, 141–143, 361–365. [Google Scholar] [CrossRef]
- Jiang, H.; Nguyen, T.H.; Prud’homme, M. Optimal control of induction heating for semi-solid aluminum alloy forming. J. Mater. Process. Technol. 2007, 189, 182–191. [Google Scholar] [CrossRef]
- Wang, T.; Yin, Z.M.; Sun, Q. Effect of homogenization treatment on microstructure and hot workability of high strength 7B04 aluminium alloy. Trans. Nonferrous Met. Soc. China 2007, 17, 335–339. [Google Scholar] [CrossRef]
- Fan, X.G.; Jiang, D.M.; Meng, Q.C.; Zhang, B.Y.; Wang, T. Evolution of eutectic structures in Al-Zn-Mg-Cu alloys during heat treatment. Trans. Nonferrous Met. Soc. China 2006, 16, 577–581. [Google Scholar] [CrossRef]
- Yan, G.; Zhao, S.; Ma, S.; Shou, H. Microstructural evolution of A356.2 alloy prepared by the SIMA process. Mater. Charact. 2012, 69, 45–51. [Google Scholar] [CrossRef]
- Agarwal, G.; Amirthalingam, M.; Moon, S.C.; Dippenaar, R.J.; Richardson, I.M.; Hermans, M.J.M. Experimental evidence of liquid feeding during solidification of a steel. Scr. Mater. 2018, 146, 105–109. [Google Scholar] [CrossRef]
- Jarfors, A.E.W.; Zhou, J.; Du, A.; Zheng, J.; Yu, G. On the Part Quality, Process Parameters and In-Die Pressures in Indirect Squeeze Casting. Technologies 2021, 9, 95. [Google Scholar] [CrossRef]
- Rappaz, M.; Drezet, J.M.; Mathier, V.; Vernède, S. Towards a Micro-Macro Model of Hot Tearing. Mater. Sci. Forum. 2006, 519–521, 1665–1674. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Cr | Si | Fe | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 5.6 | 2.5 | 1.6 | 0.23 | 0.4 | 0.5 | 0.3 | 0.2 | Bal. |
| Al | Zn | Cu | Mg | Fe | Si | |
|---|---|---|---|---|---|---|
| Point 1 | 79.83 | 1.79 | 15.54 | 2.84 | - | - |
| Point 2 | 67.7 | 2.36 | 2.43 | 2.17 | 0.22 | 25.12 |
| Point 3 | 83.44 | 3.05 | 8.43 | 2.43 | 2.65 | - |
| Point 4 | 83.97 | 2.52 | 10.29 | 2.69 | 0.53 | - |
| Point 5 | 67.43 | 1.6 | 0.73 | 2.06 | 0.02 | 28.16 |
| Point 6 | 43.75 | 2.64 | 49.77 | 1.4 | 2.44 | - |
| Average Grain Sizes, μm | Average Shape Factors of Solid Grains | |||
|---|---|---|---|---|
| Edge | Centre | Edge | Centre | |
| 620 °C | 106 ± 15 | 101 ± 13 | 0.66 ± 0.22 | 0.58 ± 0.34 |
| 630 °C | 121 ± 18 | 116 ± 9 | 0.70 ± 0.15 | 0.60 ± 0.21 |
| 0.2% Proof Stress, MPa | Tensile Strength, MPa | Elongation, % | |
|---|---|---|---|
| 620 °C | 172 ± 7 | 268 ± 12 | 9 ± 2 |
| 630 °C | 199 ± 6 | 307 ± 11 | 11 ± 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Hu, S.; Wang, T.; Xie, W.; Guo, T.; Li, F.; Luo, R. Microstructural Evolution and Mechanical Properties of 7075 Aluminium Alloy during Semi-Solid Compression Deformation. Crystals 2022, 12, 1119. https://doi.org/10.3390/cryst12081119
Wang K, Hu S, Wang T, Xie W, Guo T, Li F, Luo R. Microstructural Evolution and Mechanical Properties of 7075 Aluminium Alloy during Semi-Solid Compression Deformation. Crystals. 2022; 12(8):1119. https://doi.org/10.3390/cryst12081119
Chicago/Turabian StyleWang, Kai, Shengqing Hu, Tianhao Wang, Wenlong Xie, Tong Guo, Fuguo Li, and Rong Luo. 2022. "Microstructural Evolution and Mechanical Properties of 7075 Aluminium Alloy during Semi-Solid Compression Deformation" Crystals 12, no. 8: 1119. https://doi.org/10.3390/cryst12081119