
Characterization of Microstructural Damage and Failure Mechanisms in C45E Structural Steel under Compressive Load


 , , and
, , and
Abstract
:1. Introduction
2. Experimental Work
3. Results and Discussion
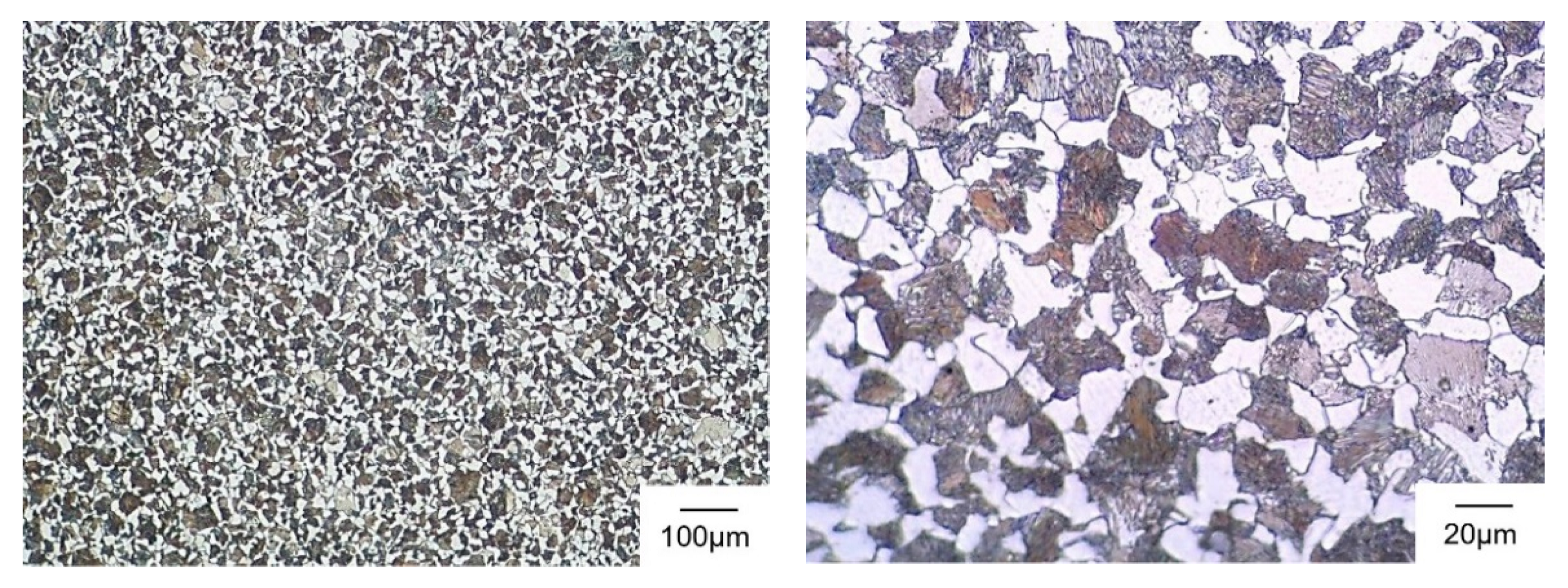
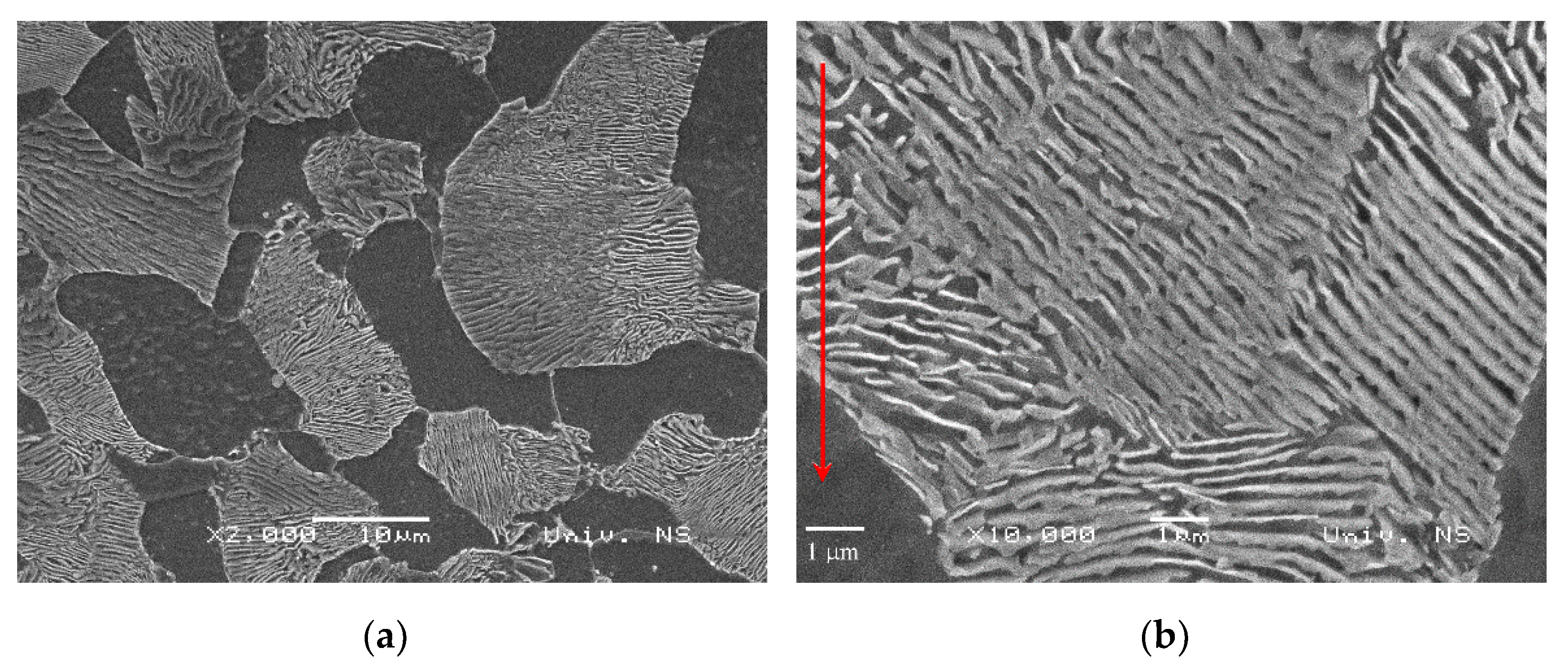
3.1. Overview of the Microstructures
3.2. Mechanisms of Microstructural Damage
3.3. Quantification of Microcracks in Pearlite Colonies
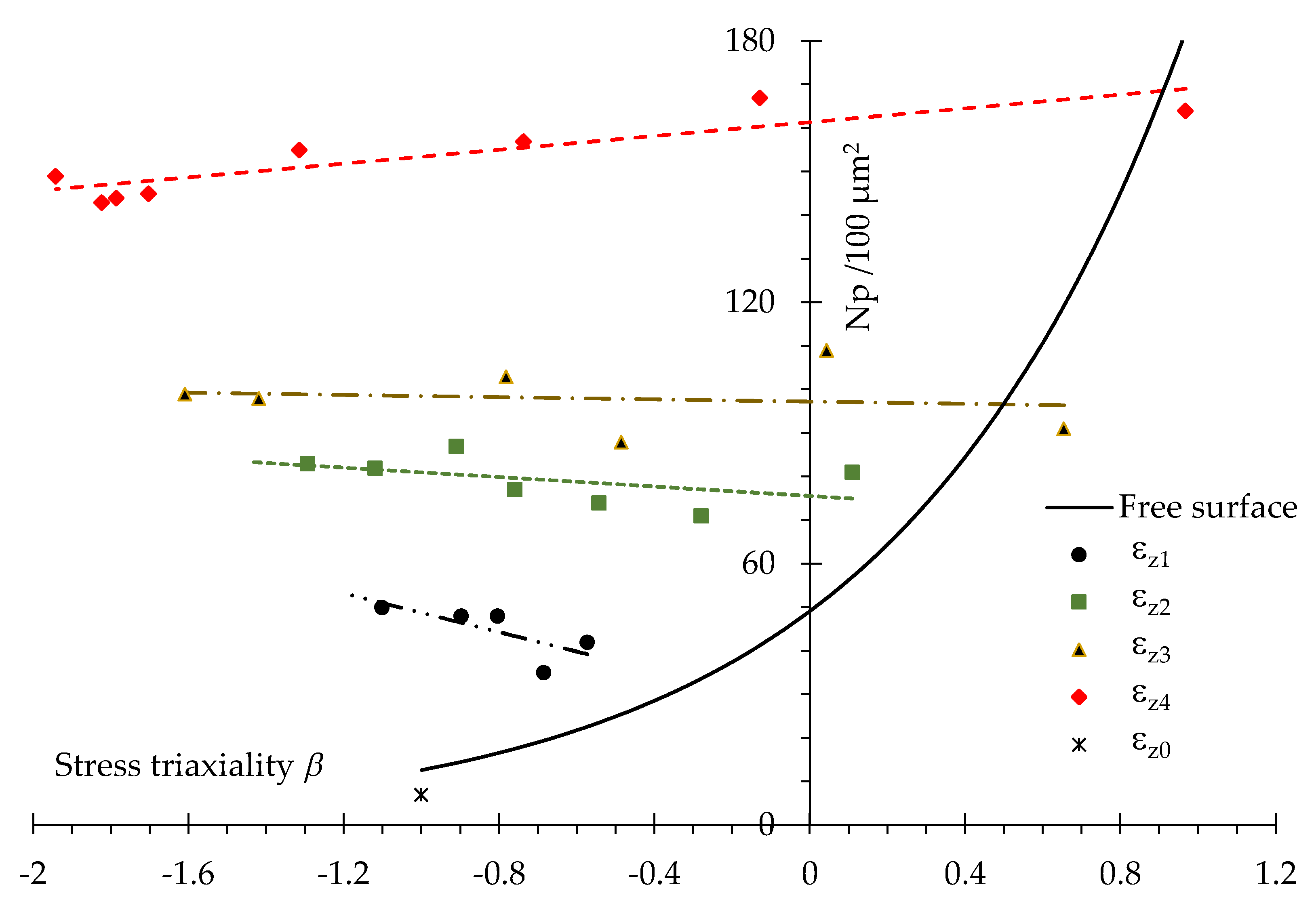
3.4. Effect of Stress Triaxiality Ratio on the Distribution of Microcracks
4. Conclusions
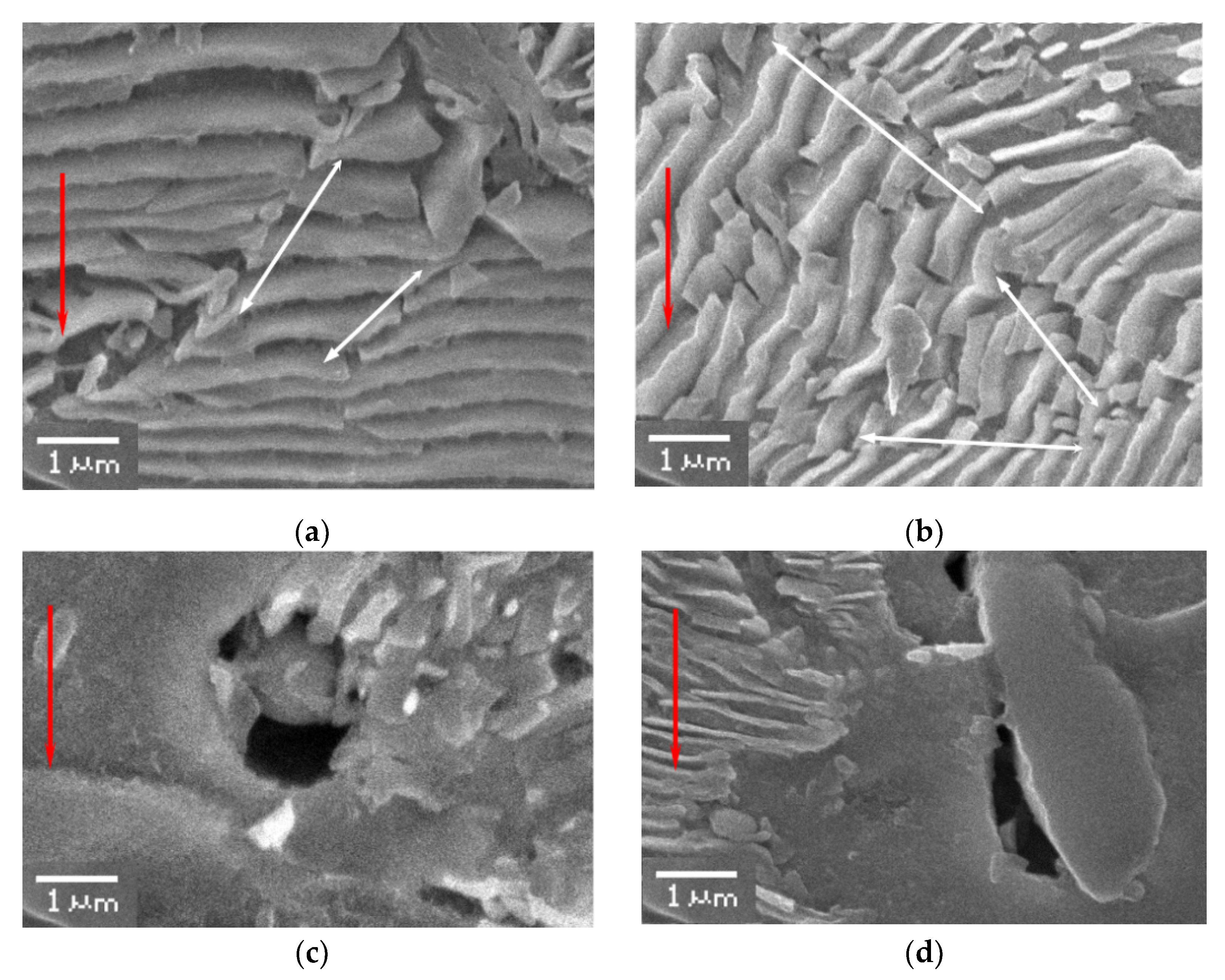
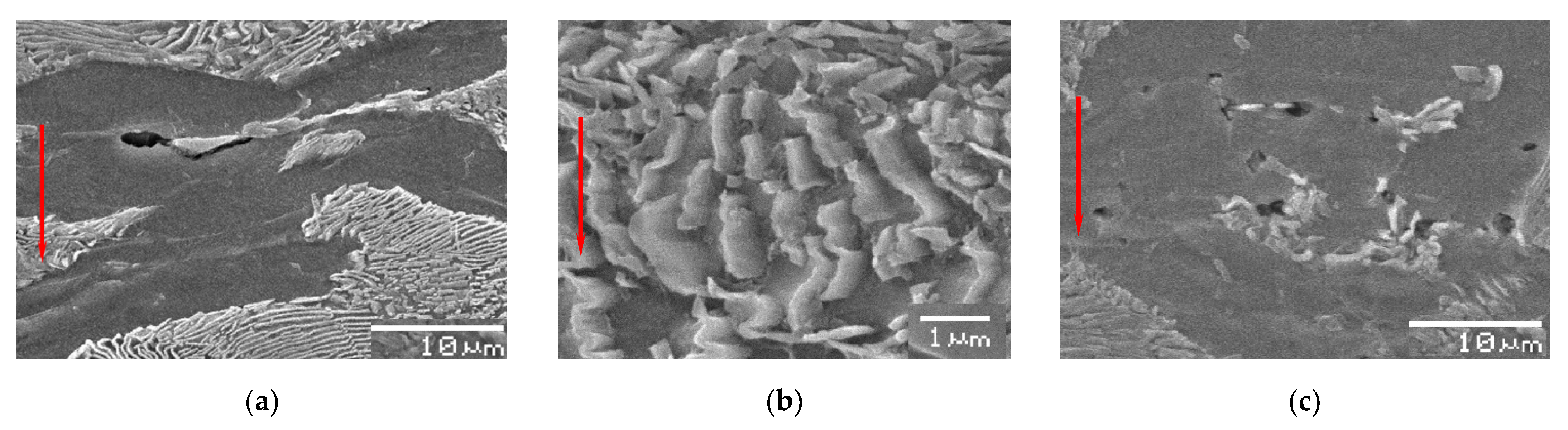
- The detected microcracks in C45E steel were the result of different mechanisms of the nucleation and growth of microcavities. The dominant mechanism was the fracture of cementite lamellae. On the other hand, no fracturing of non-metallic inclusions was observed. A significant amount of microstructural damage was also generated by the mechanism of decohesion at the boundary surfaces between ferrite grains and pearlite colonies. Microcavities generated at the boundary surfaces between non-metallic inclusions and ferrite or pearlite colonies did not have a significant impact on the overall level of accumulated damages, due to the small quantity of non-metallic inclusions in the steel matrix.
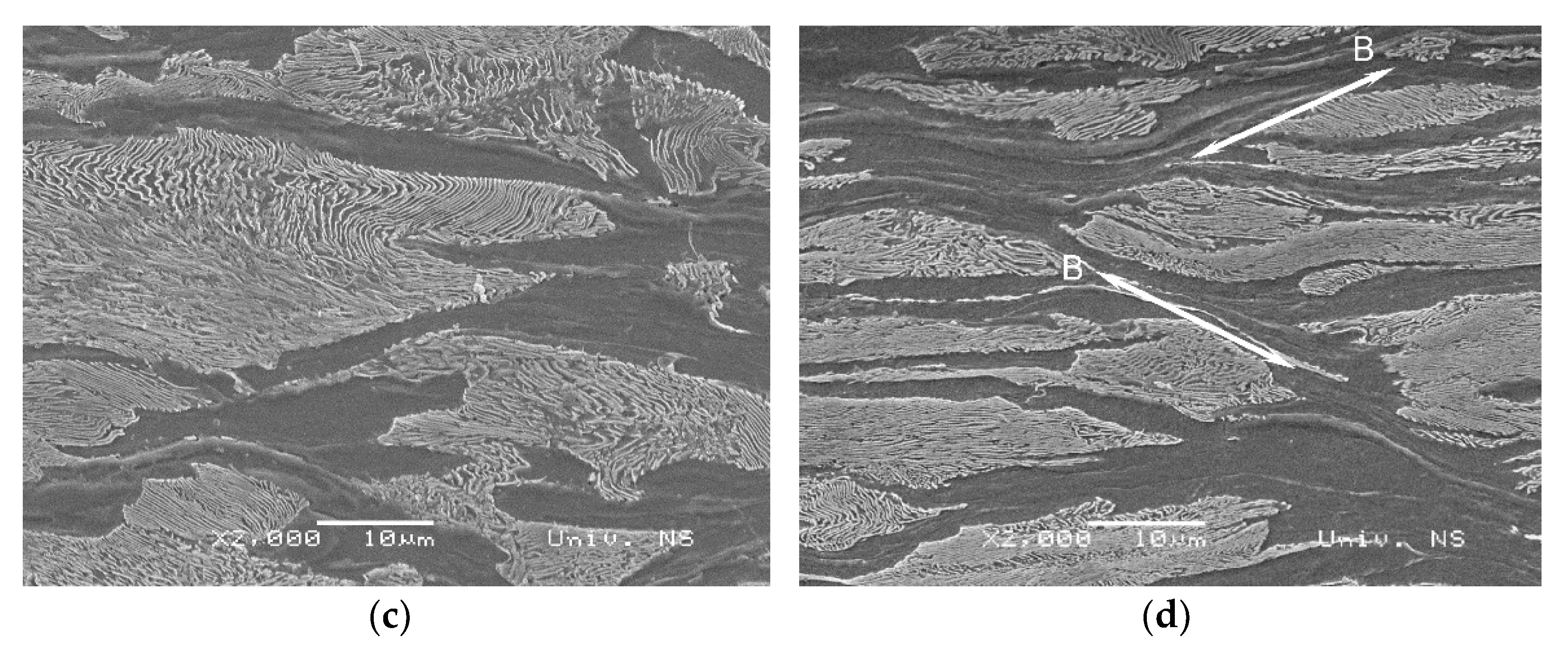
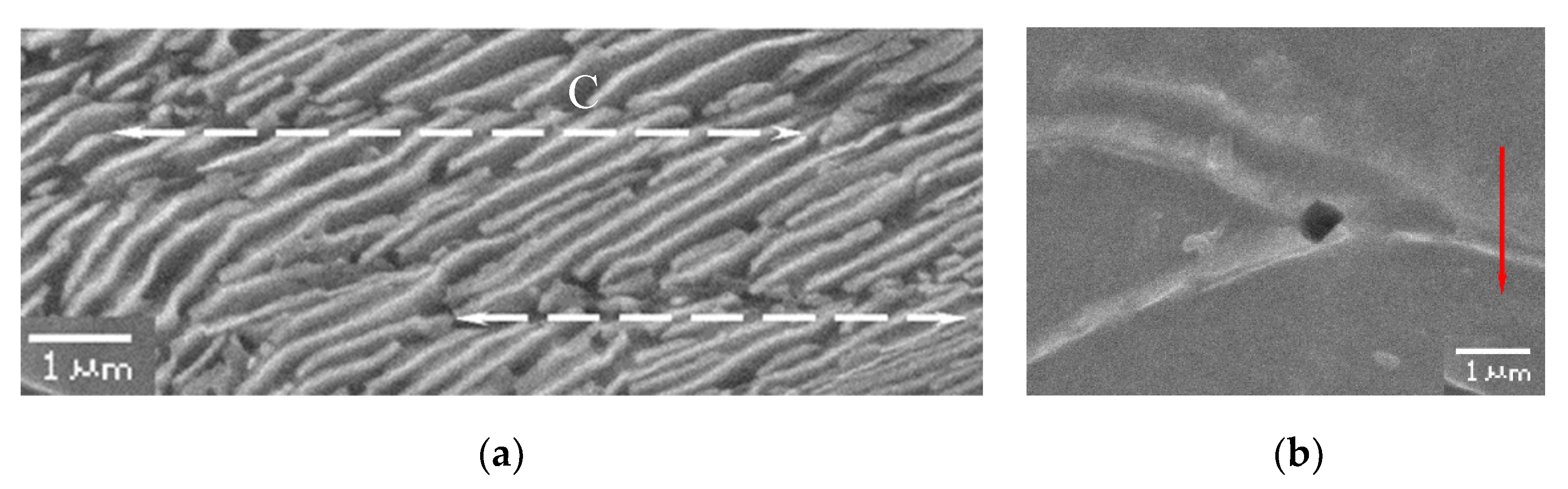
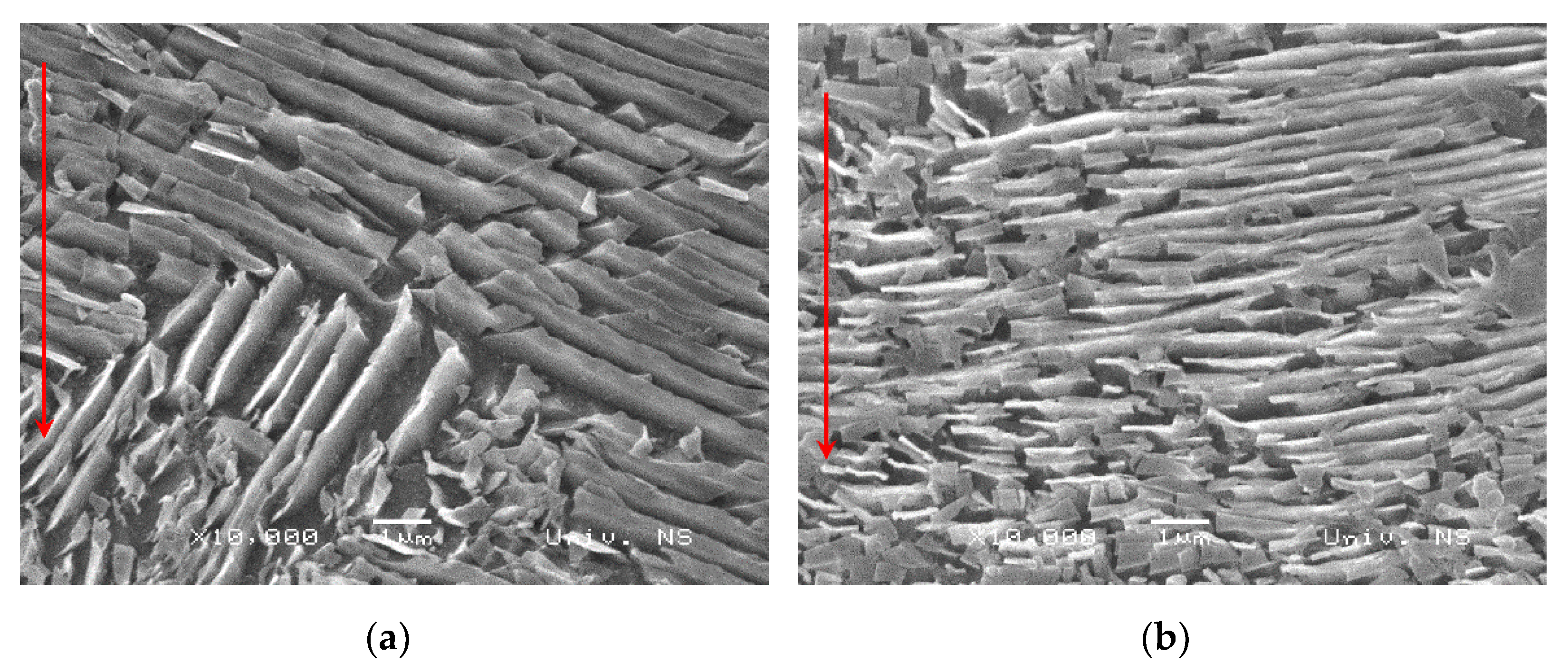
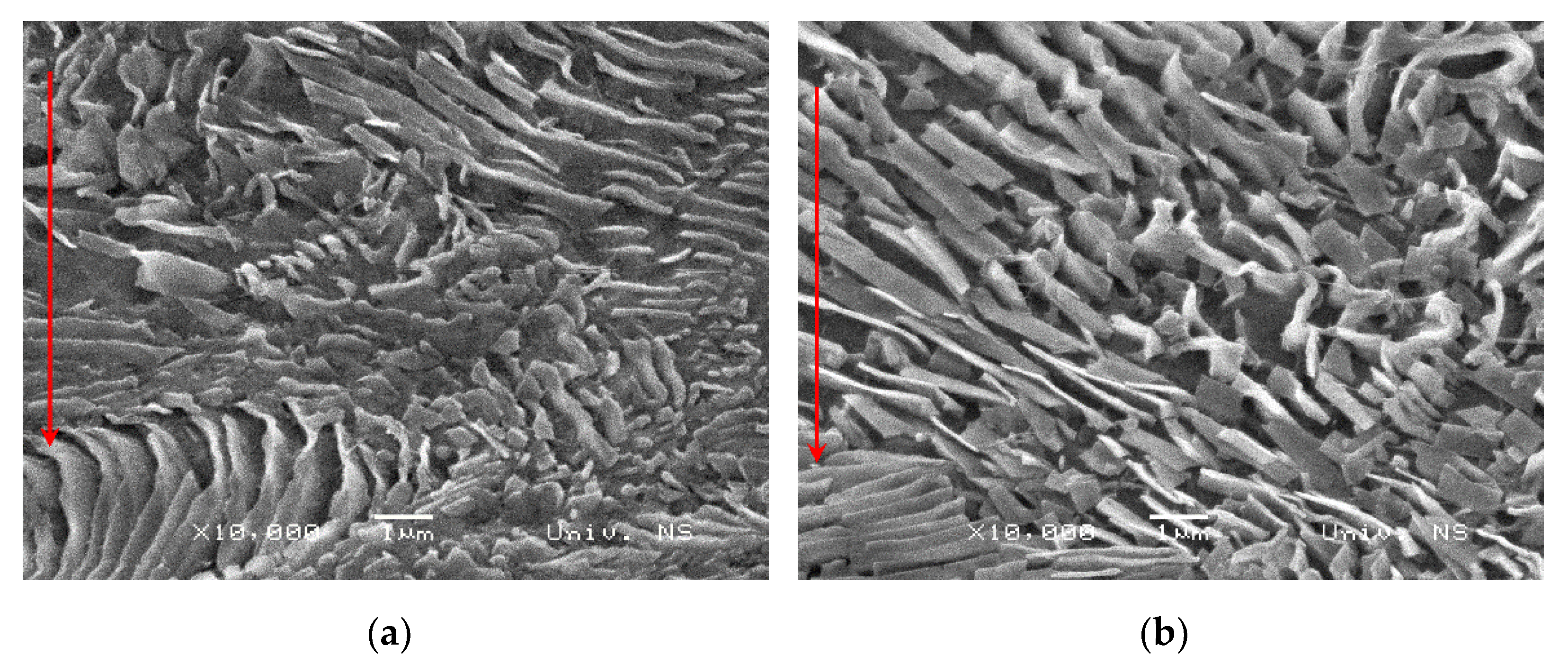
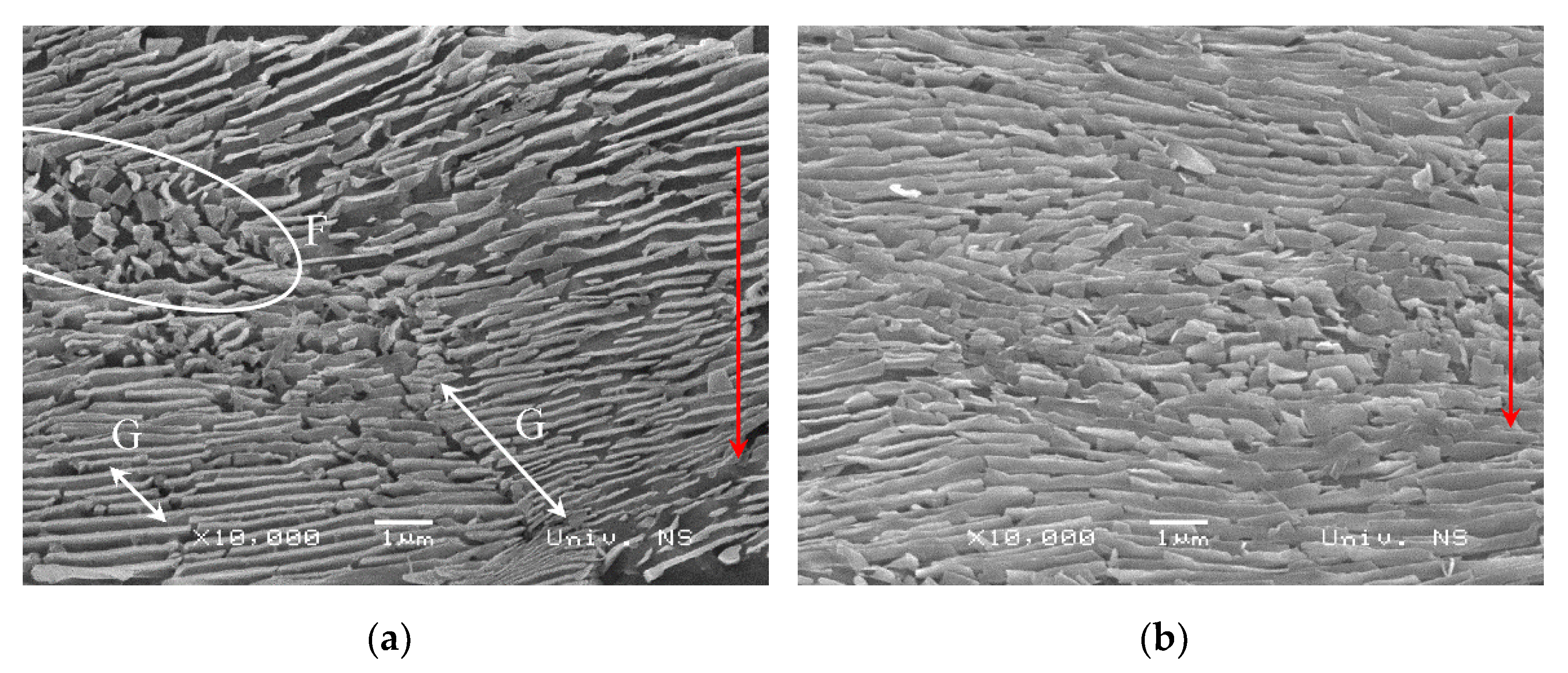
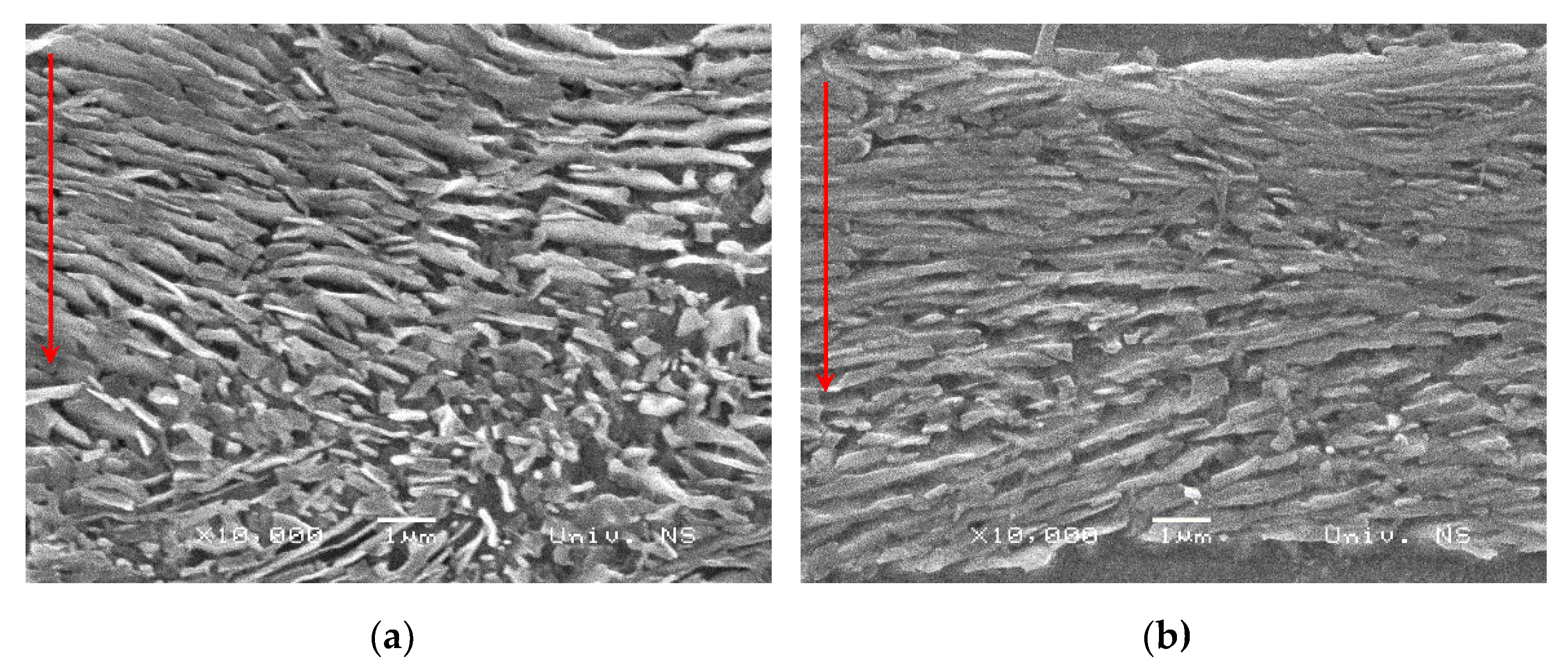
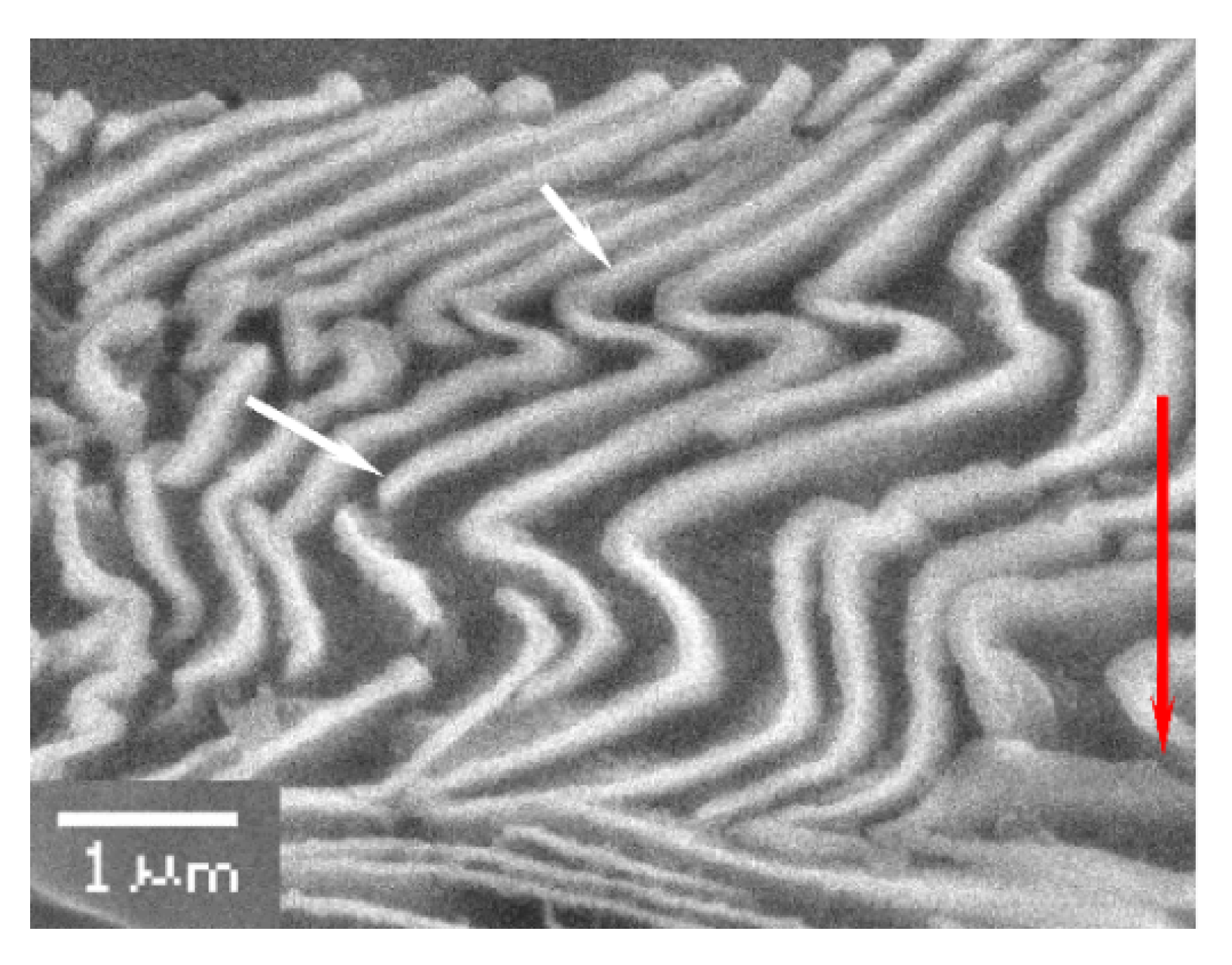
- Pearlite colonies played the most important role in the development of microstructural damage. The first microcavities were the result of fractures of cementite lamellae that did not have a parallel orientation with the compression axis. Coalescence of microcavities and further microcrack propagation occurred mainly at an angle of 45° with respect to the position of the cementite lamellae. With an increase in the strain level, there was an intensive propagation of microcracks in the radial direction of the sample. At the limiting strain, the fracture of cementite lamellae was clearly visible, and the growth and propagation of microcracks occurred in a plane perpendicular to the upsetting direction.
- Damage of ferrite grains for lower degrees of deformation was not observed. However, when the deformation became significant, the nucleation and growth of microvoids at the junction of three ferrite grains occurred. In addition, at the limiting strain, growth and coalescence of microcracks along the ferrite grain boundaries were detected.
- The quantitative analysis of the density of microcracks in pearlite colonies showed that the distribution of microcracks along the equatorial plane was not uniform. At lower degrees of deformation, the number of microcracks detected in the central part of the specimen was higher compared to the outside region and the free surface. For larger deformation, the distribution was the opposite. The critical level of accumulated microcracks was identified at the equatorial free surface of the sample when deformation reached the limiting strain.
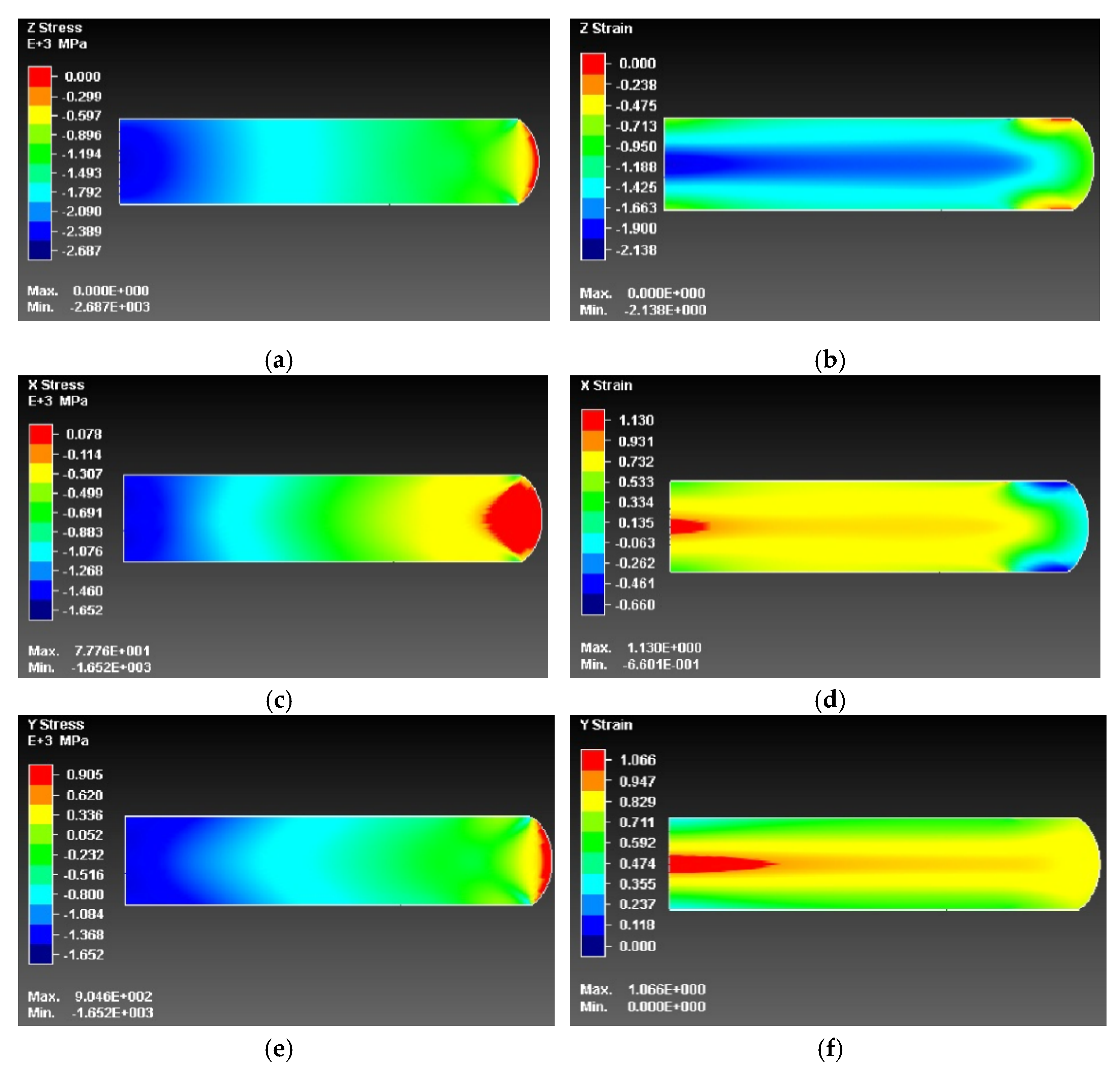
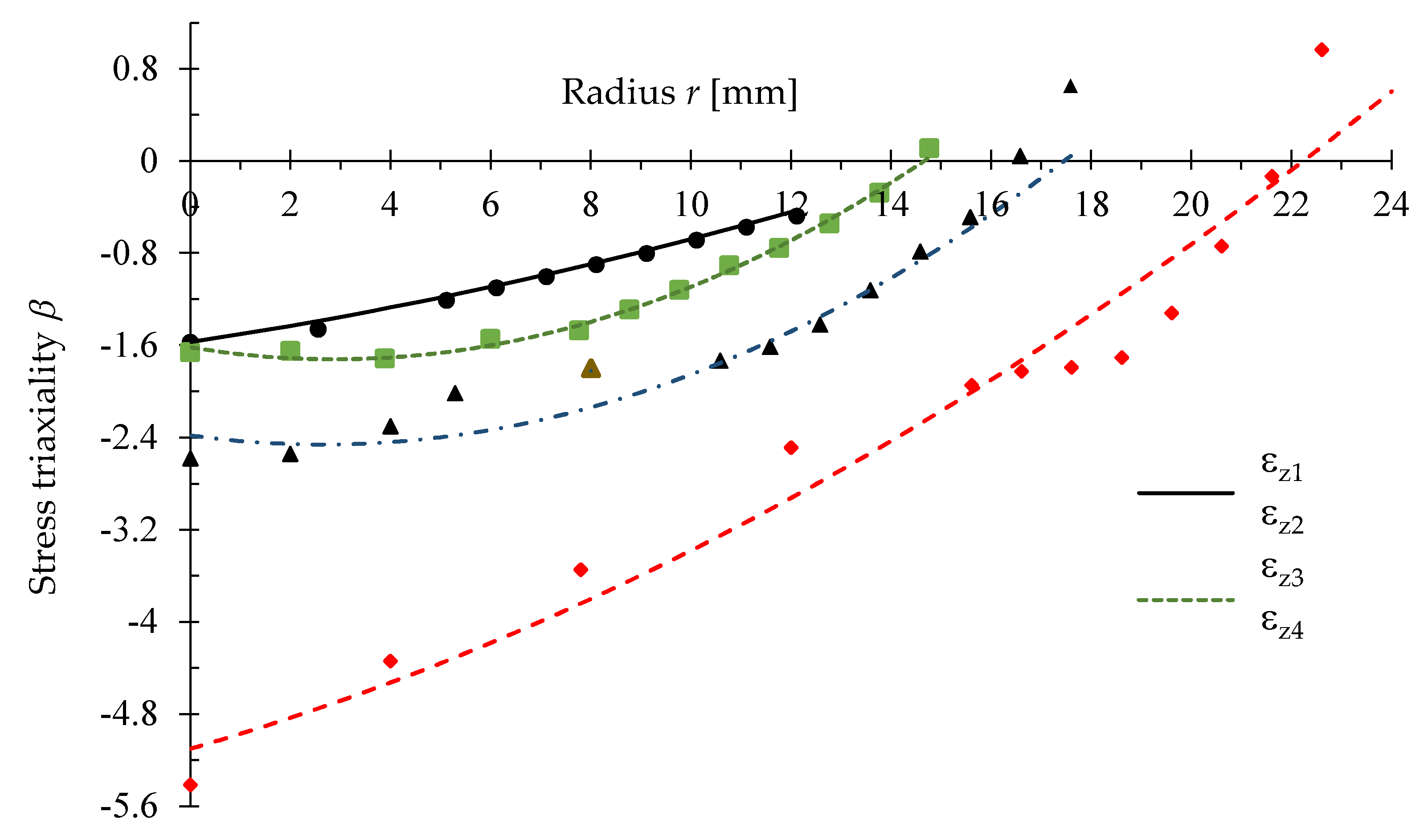
- The stress state, i.e., the stress triaxiality, greatly affected the microstructural damage evolution during the upsetting process. The stress triaxiality increased with an increase in strain level and it changed with the equatorial radius. At the beginning of upsetting, the axial compressive stress had a major influence on the value of this factor and on the mechanism of microcrack nucleation. As the degree of deformation increased, the effect of the circumferential tensile stress on the stress triaxiality increased, and hence it changed from negative to positive (β < 0 → β> 0). The result of this was an increase in the density of microcracks in pearlite colonies, especially at the free surface. This confirms that tensile stresses have a dominant influence on microcrack accumulation and material deformability.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Šiđanin, L.; Miyasato, S. Void nucleation and growth in dual phase steel wires. Mater. Sci. Technol. 1989, 5, 1200–1206. [Google Scholar] [CrossRef]
- Avramovic-Cingara, G.; Ososkov, Y.; Jain, M.K.; Wilkinson, D.S. Effect of martensite distribution on damage behaviour in DP600 dual phase steels. Mater. Sci. Eng. A 2009, 516, 7–16. [Google Scholar] [CrossRef]
- Avramovic-Cingara, G.; Saleh, C.A.R.; Jain, M.K.; Wilkinson, D.S. Void nucleation and growth in dual-phase steel 600 during uniaxial tensile testing. Metall. Mater. Trans. A 2009, 40, 3117–3127. [Google Scholar] [CrossRef]
- Klocke, F.; Timmer, A.; Bäcker, V. Crack prediction in cold forging operations through a phenomenological differentiation of crack types. In Proceedings of the 12th International Cold Forging Congress—ICFC, Stuttgart, Germany, 19 May 2011; pp. 65–72. [Google Scholar]
- Qayyum, F.; Umar, M.; Elagin, V.; Kirschner, M.; Hoffmann, F.; Guk, S.; Prahl, U. Influence of non-metallic inclusions on local deformation and damage behavior of modified 16MnCrS5 steel. Crystals 2022, 12, 281. [Google Scholar] [CrossRef]
- Wang, X.; Chen, J.G.; Su, G.; Li, H.Y.; Wang, C. Plastic damage evolution in structural steel and its non-destructive evaluation. J. Mater. Res. Technol. 2020, 9, 1189–1199. [Google Scholar] [CrossRef]
- Gerstein, G.; Besserer, H.B.; Nürnberger, F.; Barrales-Mora, L.A.; Shvindlerman, L.S.; Estrin, Y.; Maier, H.J. Formation and growth of voids in dual-phase steel at microscale and nanoscale levels. J. Mater. Sci. 2017, 52, 4234–4243. [Google Scholar] [CrossRef]
- Hirt, G.; Tekkaya, A.E.; Clausmeyer, T.; Lohmar, J. Potential and status of damage controlled forming processes. Prod. Eng. Res. Devel. 2020, 14, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Fu, M.W.; Lu, J.; Yang, H. Ductile fracture: Experiments and computations. Int. J. Plast. 2011, 27, 147–180. [Google Scholar] [CrossRef]
- Collini, L.; Moroni, F.; Pirondi, A. Modeling the influence of stress triaxiality on the failure strain of nodular cast iron microstructures. Procedia Struct. Integr. 2019, 18, 671–687. [Google Scholar] [CrossRef]
- Tasan, C.C.; Hoefnagels, J.P.M.; Ten Horn, C.H.L.J.; Geers, M.G.D. Experimental analysis of strain path dependent ductile damage mechanics and forming limits. Mech. Mater. 2009, 41, 1264–1276. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, G.; Roe, C. A Study on the effect of the stress state on ductile fracture. Int. J. Damage Mech. 2010, 19, 75–94. [Google Scholar]
- Behrens, A.; Just, H. Verification of the damage model of effective stresses in cold and warn forging operations by experimental testing and FE simulations. J. Mater. Process. Technol. 2002, 125–126, 295–301. [Google Scholar] [CrossRef]
- Brünig, M.; Gerke, S. Simulation of damage evolution in ductile metals undergoing dynamic loading conditions. Int. J. Plast. 2011, 27, 1598–1617. [Google Scholar] [CrossRef]
- Samei, J.; Green, D.E.; Cheng, J.; Lima, M.S.C. Influence of strain path on nucleation and growth of voids in dual phase steel sheets. Mater. Des. 2016, 92, 1028–1037. [Google Scholar] [CrossRef]
- Kusche, C.F.; Pütz, F.; Münstermann, S.; Al-Samman, T.; Korte-Kerzel, S. On the effect of strain and triaxiality on void evolution in a heterogeneous microstructure—A statistical and single void study of damage in DP800 steel. Mater. Sci. Eng. A 2021, 799, 140332. [Google Scholar] [CrossRef]
- Babout, L.; Brechet, Y.; Maire, E.; Fougères, R. On the competition between particle fracture and particle decohesion in metal matrix composites. Acta Mater. 2004, 52, 4517–4525. [Google Scholar] [CrossRef]
- Šiđanin, L. Morphology and Fracture Mechanisms of Low Carbon Steel. Ph.D. Thesis, Faculty of Technical Sciences, Novi Sad, Serbia, 1984. (In Serbian). [Google Scholar]
- Zhang, Z.L. A complete Gurson model. In Nonlinear Fracture and Damage Mechanics—Chapter 8; Alibadi, M.H., Ed.; WIT Press: Southampton, UK, 2001; pp. 223–248. [Google Scholar]
- Benzerga, A.A.; Leblond, J.B. Ductile Fracture by void growth to coalescence. Adv. Appl. Mech. 2010, 44, 169–305. [Google Scholar]
- Matsuno, T.; Maeda, D.; Shutoh, H.; Uenishi, A.; Suehiro, M. Effect of martensite volume fraction on void formation leading to ductile fracture in dual phase steels. ISIJ Int. 2014, 54, 938–944. [Google Scholar] [CrossRef] [Green Version]
- Lin, J.; Liu, Y.; Dean, T.A. A Review on Damage Mechanisms, Models and Calibration Methods under Various Deformation Conditions. Int. J. Damage Mech. 2005, 14, 299–319. [Google Scholar] [CrossRef]
- Gadalińska, E.; Baczmański, A.; Braham, C.; Gonzalez, G.; Sidhom, H.; Wroński, S.; Buslaps, T.; Wierzbanowski, K. Stress localisation in lamellar cementite and ferrite during elastoplastic deformation of pearlitic steel studied using diffraction and modelling. Int. J. Plast. 2020, 127, 102651. [Google Scholar] [CrossRef]
- Gladshtein, L.I.; Larionova, N.P.; Belyaev, B.F. Effect of ferrite-pearlite microstructure on structural steel properties. Metallurgist 2012, 56, 579–590. [Google Scholar] [CrossRef]
- Gonzaga, R.A. Influence of ferrite and pearlite content on mechanical properties of ductile cast irons. Mater. Sci. Eng. A 2013, 567, 2013. [Google Scholar] [CrossRef]
- Brandaleze, E. Structural Evolution of Pearlite in Steels with Different Carbon Content under Drastic Deformation during Cold Drawing. Procedia Mater. Sci. 2015, 8, 1023–1030. [Google Scholar] [CrossRef] [Green Version]
- Muñoz, J.A.; Khelfa, T.K.; Komissarov, A.; Cabrera, J.M. Ductility and plasticity of ferritic-pearlitic steel after severe plastic deformation. Mater. Sci. Eng. A 2021, 805, 140624. [Google Scholar] [CrossRef]
- Isavand, S.; Assempour, A. Effects of Microstructural Morphology on Formability, Strain Localization, and Damage of Ferrite-Pearlite Steels: Experimental and Micromechanical Approaches. Metall. Mater. Trans. A 2021, 52, 711–725. [Google Scholar] [CrossRef]
- Khalid, F.A.; Farooque, M.; Haq, A.; Khan, A.Q. Role of ferrite/pearlite banded structure and segregation on mechanical properties of microalloyed hot rolled steel. Mater. Sci. Technol. 1999, 15, 1209–1215. [Google Scholar] [CrossRef]
- Peng, X.; Pi, W.; Fan, J. A Microstructure-Damage-Based Description for the Size Effect of the Constitutive Behavior of Pearlitic Steels. Int. J. Damage Mech. 2010, 19, 821–849. [Google Scholar] [CrossRef]
- Yahyaoui, H.; Sidhom, H.; Braham, C.; Baczmanski, A. Effect of interlamellar spacing on the elastoplastic behavior of C70 pearlitic steel: Experimental results and self-consistent modeling. Mater. Des. 2014, 55, 888–897. [Google Scholar] [CrossRef] [Green Version]
- Ohata, M.; Toyoda, M. Damage concept for evaluating ductile cracking of steel structure subjected to large-scale cyclic straining. Sci. Technol. Adv. Mater. 2004, 5, 241–249. [Google Scholar] [CrossRef]
- Qiu, H.; Mori, H.; Enoki, M.; Kishi, T. Evaluation of Ductile Fracture of Structural Steels by Microvoid Mode. ISIJ Int. 1999, 39, 358–364. [Google Scholar] [CrossRef]
- de Geus, W.J.; Peerlings, R.H.J.; Geers, M.G.D. Competing damage mechanisms in a two-phase microstructure: How microstructure and loading conditions determine the onset of fracture. Int. J. Solids Struct. 2016, 97–98, 687–698. [Google Scholar] [CrossRef]
- Silva, C.M.A.; Alves, L.M.; Nielsen, C.V.; Atkinsc, A.G.; Martins, A.G. Failure by fracture in bulk metal forming. J. Mater. Process. Technol. 2015, 215, 287–298. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On fracture locus in the equivalent strain and stress triaxiality space. Int. J. Mech. Sci. 2004, 46, 81–98. [Google Scholar] [CrossRef]
- Isaksson, P.; Ståhle, P. Crack kinking under high pressure in an elastic-plastic material. Int. J. Fract. 2001, 108, 351–366. [Google Scholar] [CrossRef]
- Lou, Y.; Yoon, J.W.; Huh, H.; Chao, Q.; Song, J.H. Correlation of the maximum shear stress with micro-mechanisms of ductile fracture for metals with high strength-to-weight ratio. Int. J. Mech. Sci. 2018, 146–147, 583–601. [Google Scholar] [CrossRef]
- Atkins, A.G. Fracture in forming. J. Mater. Process. Technol. 1996, 56, 609–618. [Google Scholar] [CrossRef]
- Gouveia, B.P.P.A.; Rodrigues, J.M.C.; Martins, P.A.F. Ductile fracture in metalworking: Experimental and theoretical research. J. Mater. Process. Technol. 2000, 101, 52–63. [Google Scholar] [CrossRef]
- Vu, C.H.; Seo, D.W.; Lim, J.K. Site of ductile fracture initiation in cold forging: A finite element model. Theor. Appl. Fract. Mech. 2005, 44, 58–69. [Google Scholar]
- Simufact Software. Available online: https://www.simufact.com/simufactforming-forming-simulation.html (accessed on 24 November 2021).
- Movrin, D.; Milutinovic, M.; Vilotic, M.; Alexandrov, S.; Lang, L. A Method for Determining the Workability Diagram by Varying Friction Conditions in the Upsetting of a Cylinder between Flat Dies. Crystals 2021, 11, 1411. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | C | Si | Mn | S | Cr | P | Cu | Ni | Mo | V | Al | Sn |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 0.46 | 0.23 | 0.668 | 0.026 | 0.121 | 0.021 | 0.17 | 0.054 | 0.011 | 0.006 | 0.018 | 0.005 |
| Property | Rm [MPa] | Rp0.2 [MPa] | εm [%] | Ψ [%] | HB |
|---|---|---|---|---|---|
| Mean ± SD | 709.1 ± 3.77 | 462.8 ± 3.26 | 8.1 ± 0.46 | 38.6 ± 1.87 | 179 ± 3.74 |
| Strain Level | The Mean Density of Microcracks in Pearlite Colonies per 100 µm2 | |||||
|---|---|---|---|---|---|---|
| Zone I | Zone II | Zone III | Zone IV | Zone M | Zone S | |
| εz0 = 0 | 7 | 6 | 8 | 7 | 8 | 6 |
| εz1 = 0.38 | 35 | 37 | 49 | 48 | 50 | 60 |
| εz2 = 0.75 | 79 | 77 | 84 | 83 | 82 | 75 |
| εz3 = 1.10 | 102 | 95 | 92 | 96 | 93 | 90 |
| εz4 = 1.59 | 161 | 156 | 149 | 145 | 128 | 124 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kraišnik, M.; Čep, R.; Kouřil, K.; Baloš, S.; Antić, A.; Milutinović, M. Characterization of Microstructural Damage and Failure Mechanisms in C45E Structural Steel under Compressive Load. Crystals 2022, 12, 426. https://doi.org/10.3390/cryst12030426
Kraišnik M, Čep R, Kouřil K, Baloš S, Antić A, Milutinović M. Characterization of Microstructural Damage and Failure Mechanisms in C45E Structural Steel under Compressive Load. Crystals. 2022; 12(3):426. https://doi.org/10.3390/cryst12030426
Chicago/Turabian StyleKraišnik, Milija, Robert Čep, Karel Kouřil, Sebastian Baloš, Aco Antić, and Mladomir Milutinović. 2022. "Characterization of Microstructural Damage and Failure Mechanisms in C45E Structural Steel under Compressive Load" Crystals 12, no. 3: 426. https://doi.org/10.3390/cryst12030426