
Effect of Process Parameters on the Microstructure of Aluminum Alloys Made via Ultrasonic Additive Manufacturing

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Electron Backscatter Diffraction (EBSD)
2.3. Quantitative EBSD Analysis
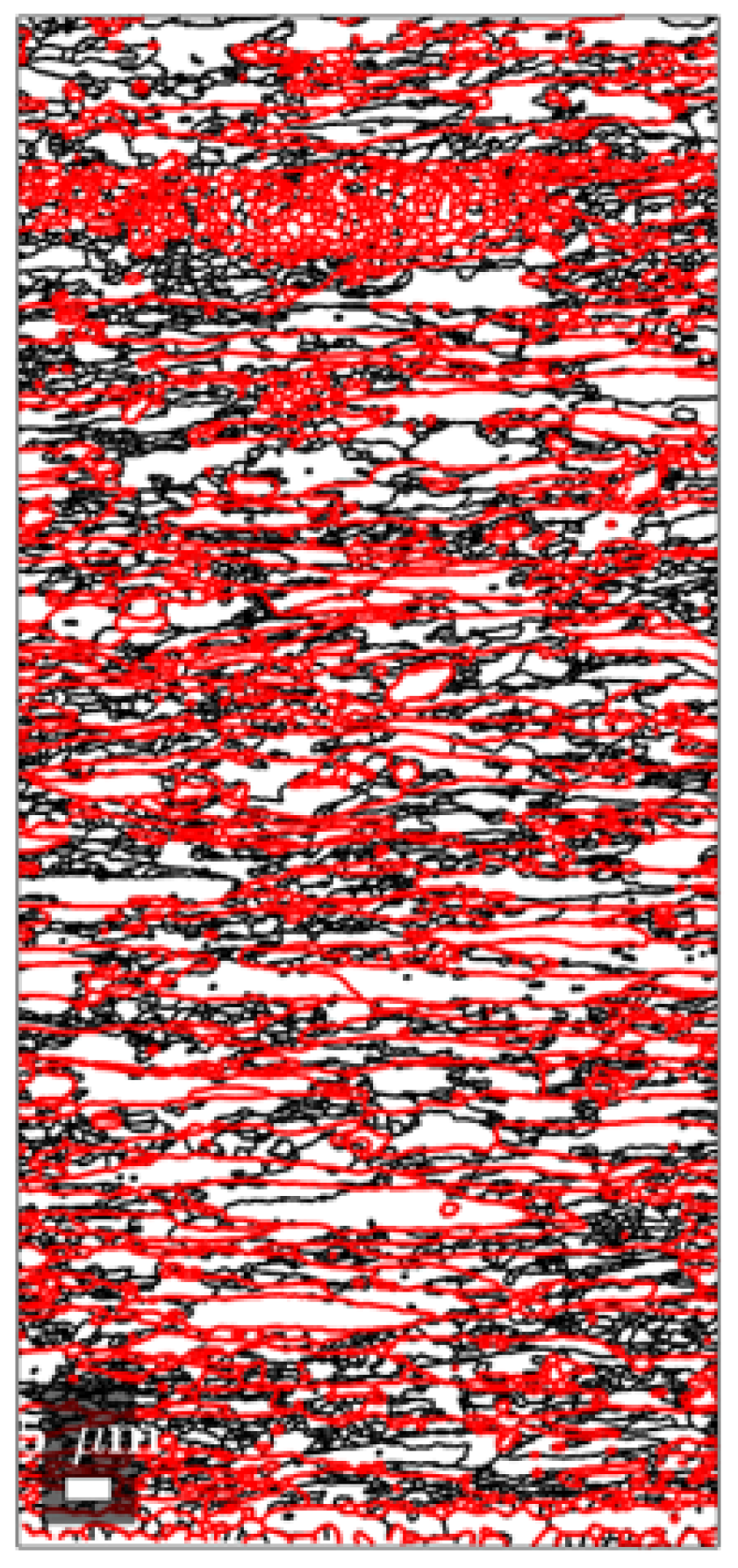
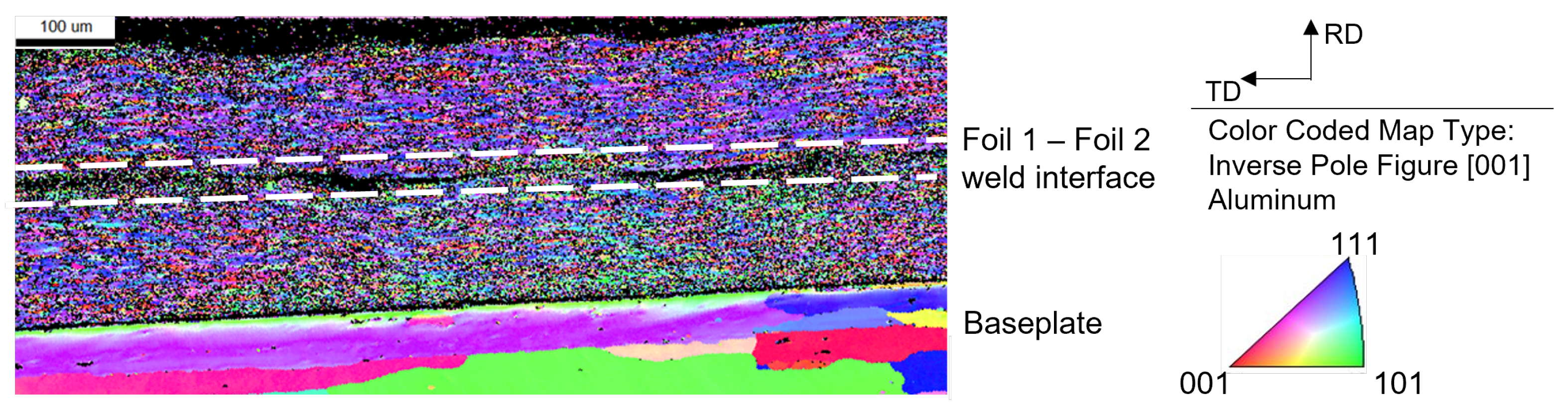
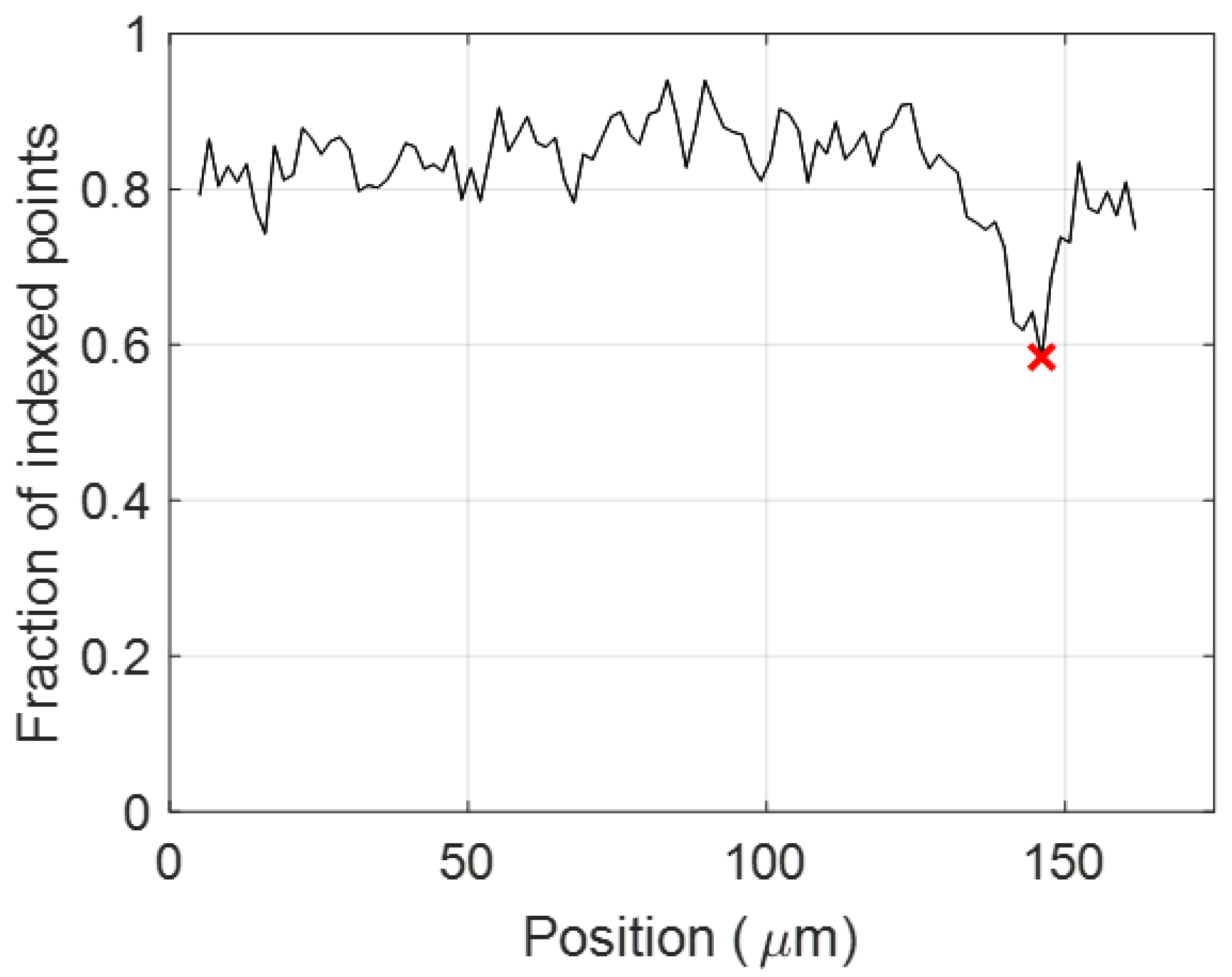
2.4. Weld Interface Identification
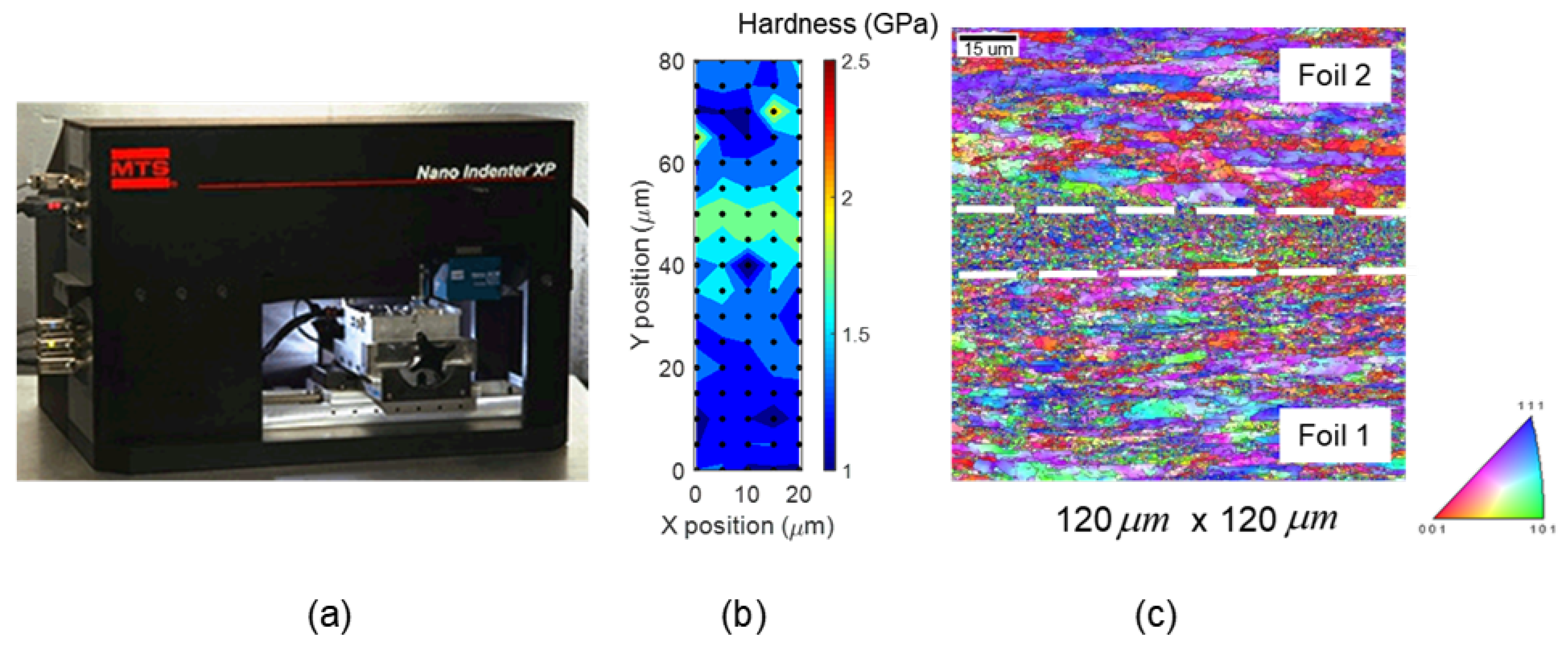
2.5. Nanoindentation for Interface Identification
3. Estimation of Energy Storage in the Microstructure
3.1. Study A: Effect of Subsequent Weld Layers
3.2. Study B: Effect of Process Settings
3.2.1. Sample Fabrication
3.2.2. In Situ Process Measurements
3.2.3. Stored Energy Estimation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- White, D. Ultrasonic consolidation of aluminum tooling. Adv. Mater. Process. 2003, 161, 64–65. [Google Scholar]
- Safavi, M.S.; Azarniya, A.; Farshbaf Ahmadipour, M.; Reddy, M.V. New-emerging approach for fabrication of near net shape aluminum matrix composites/nanocomposites: Ultrasonic additive manufacturing. J. Ultrafine Grained Nanostruct. Mater. 2019, 52, 188–196. [Google Scholar]
- Sridharan, N.; Wolcott, P.; Dapino, M.J.; Babu, S.S. Microstructure and texture evolution in aluminum and commercially pure titanium dissimilar welds fabricated using ultrasonic additive manufacturing. Scr. Mater. 2016, 117, 1–5. [Google Scholar] [CrossRef]
- Sriraman, M.R.; Babu, S.S.; Short, M. Bonding characteristics during very high power ultrasonic additive manufacturing of copper. Scr. Mater. 2010, 62, 560–563. [Google Scholar] [CrossRef]
- Shimizu, S.; Fujii, H.T.; Sato, Y.S.; Kokawa, H.; Sriraman, M.R.; Babu, S.S. Mechanism of weld formation during very-high-power ultrasonic additive manufacturing of Al alloy 6061. Acta Mater. 2014, 74, 234–243. [Google Scholar] [CrossRef]
- Li, P.; Wang, Z.; Diao, M.; Guo, C.; Wang, J.; Zhao, C.; Jiang, F. Dynamic recrystallization and recovery in very high-power ultrasonic additive manufacturing. Adv. Eng. Mater. 2021, 23, 2000958. [Google Scholar] [CrossRef]
- Sridharan, N.; Norfolk, M.; Babu, S.S. Characterization of steel-Ta dissimilar metal builds made using very high power ultrasonic additive manufacturing (VHP-UAM). Metall. Mater. Trans. 2016, 47, 2517–2528. [Google Scholar] [CrossRef]
- Li, D. A review of microstructure evolution during ultrasonic additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 113, 1–19. [Google Scholar] [CrossRef]
- Obielodan, J.O.; Ceylan, A.; Murr, L.E.; Stucker, B.E. Multi-material bonding in ultrasonic consolidation. Rapid Prototyp. J. 2010, 16, 180–188. [Google Scholar] [CrossRef]
- Pagan, M.; Petrie, C.; Leonard, D.; Sridharan, N.; Zinkle, S.; Babu, S.S. Interdiffusion of elements during ultrasonic additive manufacturing. Metall. Mater. Trans. A 2021, 52, 1142–1157. [Google Scholar] [CrossRef]
- Sriraman, M.R.; Gonser, M.; Fujii, H.T.; Babu, S.S.; Bloss, M. Thermal transients during processing of materials by very high power ultrasonic additive manufacturing. J. Mater. Process. Technol. 2011, 211, 1650–1657. [Google Scholar]
- Han, T. Ultrasonic Additive Manufacturing of Steel: Process, Modeling, and Characterization. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2020. [Google Scholar]
- Ward, A.A.; French, M.R.; Leonard, D.N.; Cordero, Z.C. Grain growth during ultrasonic welding of nanocrystalline alloys. J. Mater. Process. Technol. 2018, 254, 373–382. [Google Scholar]
- Fujii, H.T.; Sriraman, M.R.; Babu, S.S. Quantitative evaluation of bulk and interface microstructures in Al-3003 alloy builds made by very high power ultrasonic additive manufacturing. Metall. Mater. Trans. A 2011, 42, 4045–4055. [Google Scholar] [CrossRef]
- Li, P.; Wang, Z.; Diao, M.; Guo, C.; Wang, J.; Zhao, C.; Jiang, F. Effect of processing parameters on bond properties and microstructure evolution in ultrasonic additive manufacturing (UAM). Mater. Res. Express 2021, 8, 036507. [Google Scholar]
- Choi, S.; Jin, Y. Evaluation of stored energy in cold-rolled steels from EBSD data. Mater. Sci. Eng. A 2004, 371, 149–159. [Google Scholar]
- Humphreys, F.J. Reconstruction of grains and subgrains from electron backscatter diffraction maps. J. Microsc. 2004, 213, 247–256. [Google Scholar] [CrossRef] [PubMed]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture analysis with MTEX–free and open source software toolbox. In Solid State Phenomena; Trans Tech Publications: Zurich, Switzerland, 2010; Volume 160, pp. 63–68. [Google Scholar]
- Kamikawa, N.; Huang, X.X.; Kondo, Y.; Furuhara, T.; Hansen, N. Stored energy and annealing behavior of heavily deformed aluminium. In Materials Science Forum; Trans Tech Publications: Zurich, Switzerland, 2012; Volume 715, pp. 367–372. [Google Scholar]
- Bever, M.B.; Holt, D.L.; Titchener, A.L. The stored energy of cold work. Prog. Mater. Sci. 1973, 17, 5–177. [Google Scholar]
- Taheri, M.; Weiland, H.; Rollett, A. A method of measuring stored energy macroscopically using statistically stored dislocations in commercial purity aluminum. Metall. Mater. Trans. A 2006, 37, 19–25. [Google Scholar]
- Liu, X.; Xiao, H.; Xiao, W.; Song, L. Microstructure and crystallographic texture of laser additive manufactured nickel-based superalloys with different scanning strategies. Crystals 2021, 11, 591. [Google Scholar]
- Fischer, T.; Hitzler, L.; Werner, E. Morphological and crystallographic effects in the laser powder-bed fused stainless steel microstructure. Crystals 2021, 11, 672. [Google Scholar]
- Wolcott, P.J.; Hehr, A.; Dapino, M.J. Optimized welding parameters for Al 6061 ultrasonic additive manufactured structures. J. Mater. Res. 2014, 29, 2055–2065. [Google Scholar] [CrossRef] [Green Version]
- Schick, D.E.; Hahnlen, R.M.; Dehoff, R.; Collins, P.; Babu, S.S.; Dapino, M.J.; Lippold, J.C. Microstructural characterization of bonding interfaces in Aluminum 3003 blocks fabricated by ultrasonic additive manufacturing—Methods were examined to link microstructure and linear weld density to the mechanical properties of ultrasonic additive manufacturing. Weld. J. 2010, 89, 105S. [Google Scholar]
- Li, D.; Soar, R.C. Plastic flow and work hardening of Al alloy matrices during ultrasonic consolidation fibre embedding process. Mater. Sci. Eng. A 2008, 498, 421–429. [Google Scholar]
- Peyre, P.; Sierra, G.; Deschaux-Beaume, F.; Stuart, D.; Fras, G. Generation of aluminium–steel joints with laser-induced reactive wetting. Mater. Sci. Eng. A 2007, 444, 327–338. [Google Scholar]
- Randall, N.X.; Vandamme, M.; Ulm, F.J. Nanoindentation analysis as a two-dimensional tool for mapping the mechanical properties of complex surfaces. J. Mater. Res. 2009, 24, 679–690. [Google Scholar]
- Ambriz, R.R.; Chicot, D.; Benseddiq, N.; Mesmacque, G.; De La Torre, S.D. Local mechanical properties of the 6061-T6 aluminium weld using micro-traction and instrumented indentation. Eur. J. -Mech.-A/Solids 2011, 30, 307–315. [Google Scholar]
- Rodrıguez, R.; Gutierrez, I. Correlation between nanoindentation and tensile properties: Influence of the indentation size effect. Mater. Sci. Eng. A 2003, 361, 377–384. [Google Scholar] [CrossRef]
- Tsui, T.Y.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation: Part I. Experimental studies in an aluminum alloy. J. Mater. Res. 1996, 11, 752–759. [Google Scholar]
- Hehr, A.; Wolcott, P.J.; Dapino, M.J. Effect of weld power and build compliance on ultrasonic consolidation. Rapid Prototyp. J. 2016, 22, 377–386. [Google Scholar]
- Venkatraman, G.; Hehr, A.; Headings, L.M.; Dapino, M.J. Effect of system compliance on weld power in ultrasonic additive manufacturing. Rapid Prototyp. J. 2021, 27, 1650–1663. [Google Scholar]
- Beucia, B.; Queyreau, S.; Kahloun, C.; Chaubet, D.; Franciosi, P.; Bacroix, B. Plastic strain-induced grain boundary migration (SIBM) in pure aluminum: SEM in-situ and AFM examinations. Int. J. Plast. 2019, 115, 29–55. [Google Scholar]
- Ran, J.; Jiang, F.; Sun, X.; Chen, Z.; Tian, C.; Zhao, H. Microstructure and mechanical properties of Ti-6Al-4V fabricated by electron beam melting. Crystals 2020, 10, 972. [Google Scholar] [CrossRef]
- Sarswat, P.; Smith, T.; Sarkar, S.; Murali, A.; Free, M. Design and fabrication of new high entropy alloys for evaluating titanium replacements in additive manufacturing. Materials 2020, 13, 3001. [Google Scholar] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
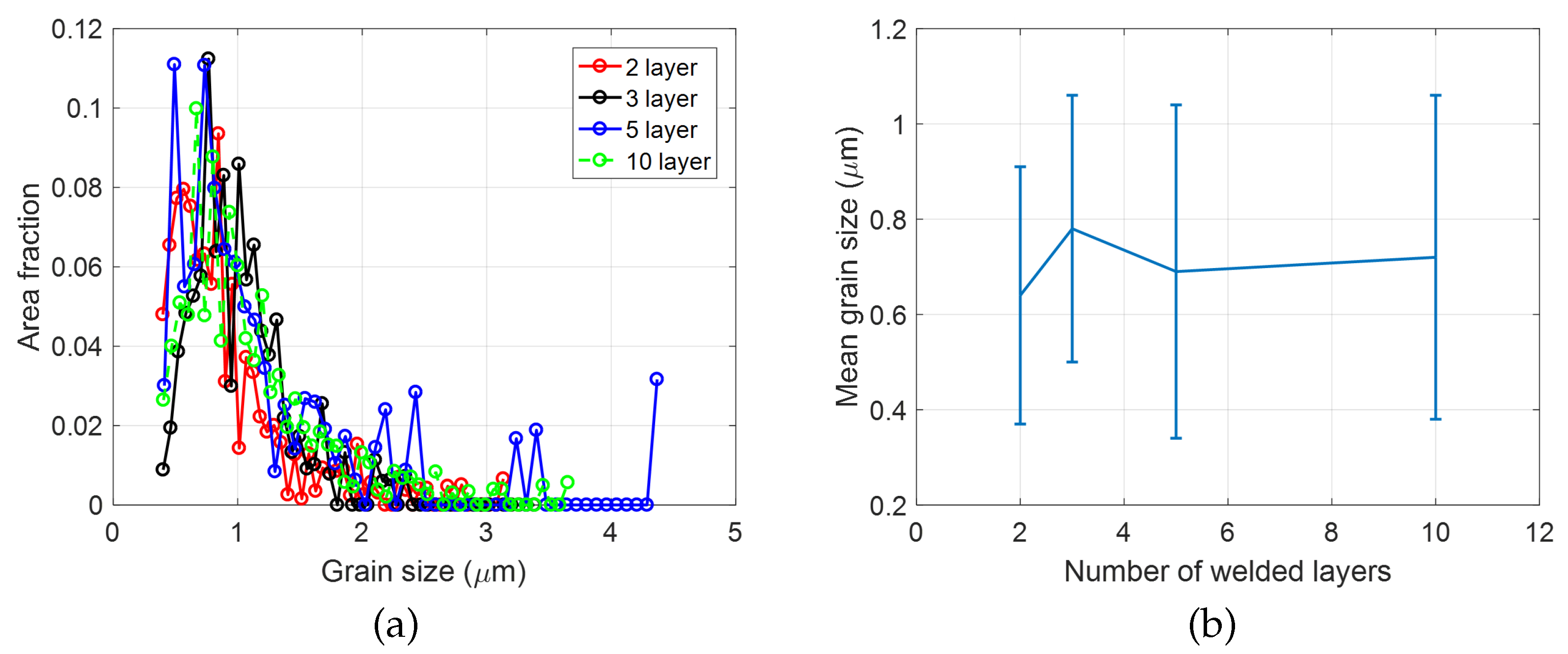
| 2-Layer | 3-Layer | 5-Layer | 10-Layer | |
|---|---|---|---|---|
| Mean grain diameter in weld interface (μm) | 0.64 | 0.78 | 0.69 | 0.72 |
| Standard deviation of grain diameter (μm) | 0.27 | 0.28 | 0.35 | 0.34 |
| Interface width (μm) | 12 | 12 | 16 | 16 |
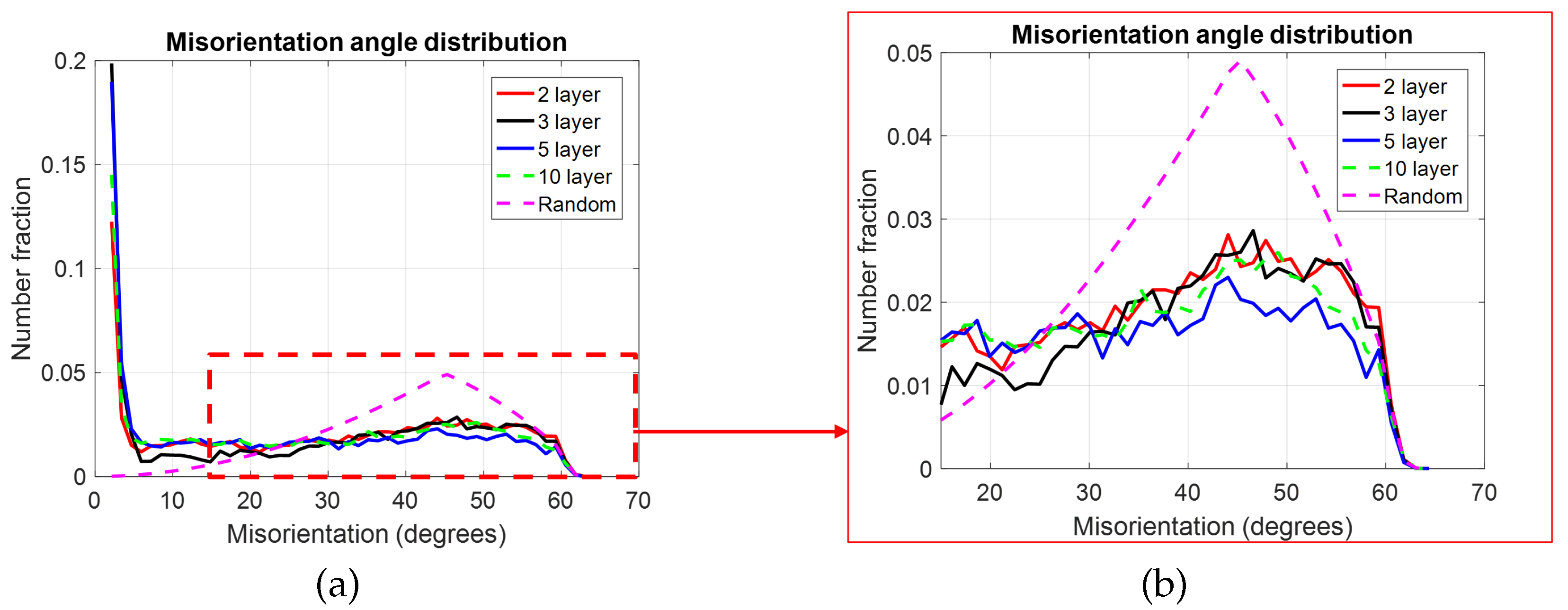
| % High angle grain boundaries (HAGB) | 71 | 66 | 60 | 66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venkatraman, G.; Headings, L.M.; Dapino, M.J. Effect of Process Parameters on the Microstructure of Aluminum Alloys Made via Ultrasonic Additive Manufacturing. Crystals 2022, 12, 1696. https://doi.org/10.3390/cryst12121696
Venkatraman G, Headings LM, Dapino MJ. Effect of Process Parameters on the Microstructure of Aluminum Alloys Made via Ultrasonic Additive Manufacturing. Crystals. 2022; 12(12):1696. https://doi.org/10.3390/cryst12121696
Chicago/Turabian StyleVenkatraman, Gowtham, Leon M. Headings, and Marcelo J. Dapino. 2022. "Effect of Process Parameters on the Microstructure of Aluminum Alloys Made via Ultrasonic Additive Manufacturing" Crystals 12, no. 12: 1696. https://doi.org/10.3390/cryst12121696