Laser-Induced Forward Transfer: A Method for Printing Functional Inks



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Setup
3. Ejection Mechanisms
4. Printing Results
4.1. Droplet Printing
4.2. Continuous Patterns
5. Printing of Functional Materials
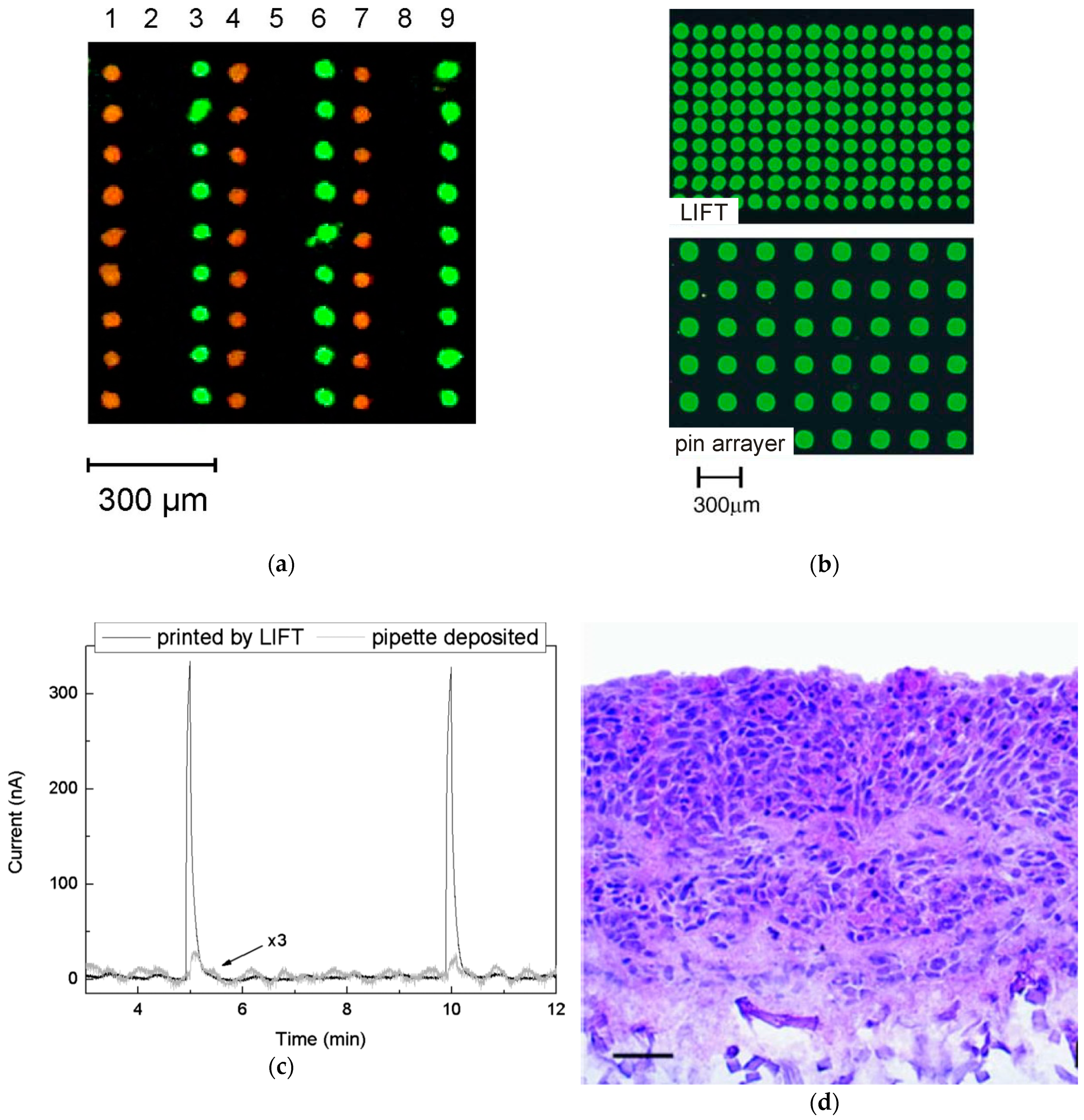
5.1. Biomolecule Microarrays and Sensors
5.2. Cells and Tissue Engineering
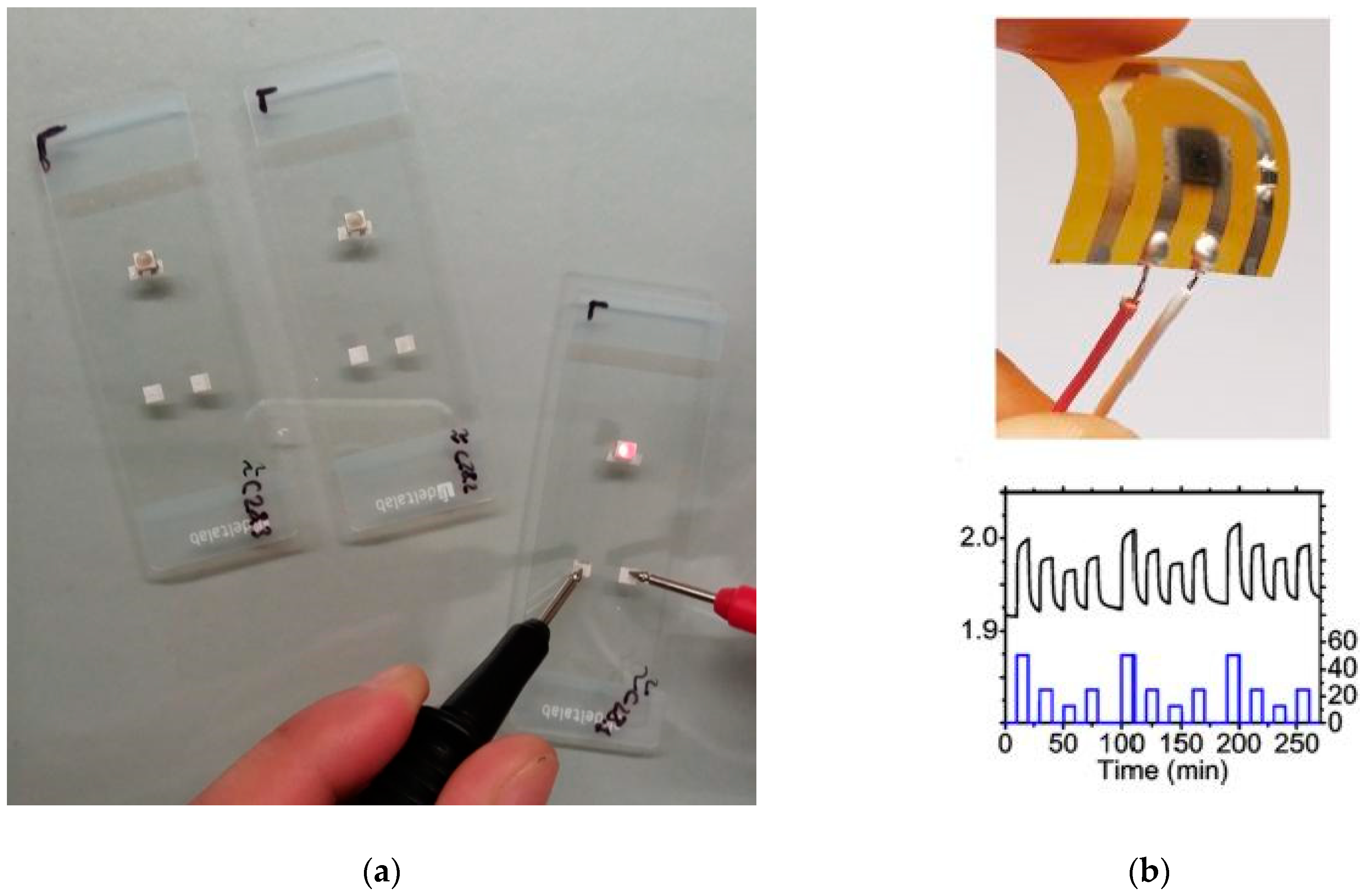
5.3. Printed Electronics
6. Summary
Funding
Conflicts of Interest
References
- Piqué, A.; Chrisey, D.B. Direct-Write Technologies for Rapid Prototyping Applications, 1st ed.; Academic Press: San Diego, CA, USA, 2001. [Google Scholar]
- Hon, K.K.B.; Li, L.; Hutchings, I.M. Direct writing technology—Advances and developments. CIRP Ann. Manuf. Technol. 2008, 57, 601–620. [Google Scholar] [CrossRef]
- Brisbane, A.D. Method for Vapour Depositing a Material in the Form of a Pattern. Great. Britain Patent GB1,138,084, 27 December 1968. [Google Scholar]
- Braudy, R.S. Laser writing. Proc. IEEE 1969, 57, 1771–1772. [Google Scholar] [CrossRef]
- Levene, M.L.; Scott, R.D.; Siryj, B.W. Material transfer recording. Appl. Opt. 1970, 9, 2260–2265. [Google Scholar] [CrossRef] [PubMed]
- Bohandy, J.; Kim, B.F.; Adrian, F.J. Metal deposition from a supported metal film using an excimer laser. J. Appl. Phys. 1986, 60, 1538–1539. [Google Scholar] [CrossRef]
- Adrian, F.J.; Bohandy, J.; Kim, B.F.; Jette, A.N.; Thompson, P. A study of the mechanism of metal-deposition by the laser-induced forward transfer process. J. Vac. Sci. Technol. B 1987, 5, 1490–1494. [Google Scholar] [CrossRef]
- Mogyorósi, P.; Szörényi, T.; Bali, K.; Tóth, Z.; Hevesi, I. Pulsed laser ablative deposition of thin metal films. Appl. Surf. Sci. 1989, 36, 157–163. [Google Scholar] [CrossRef]
- Schultze, V.; Wagner, M. Laser-induced forward transfer of aluminum. Appl. Surf. Sci. 1991, 52, 303–309. [Google Scholar] [CrossRef]
- Kántor, Z.; Tóth, Z.; Szörényi, T. Laser induced forward transfer: The effect of support-film interface and film-to-substrate distance on transfer. Appl. Phys. A Mater. 1992, 54, 170–175. [Google Scholar] [CrossRef]
- Zergioti, I.; Mailis, S.; Vainos, N.A.; Fotakis, C.; Chen, S.; Grigoropoulos, C.P. Microdeposition of metals by femtosecond excimer laser. Appl. Surf. Sci. 1998, 127–129, 601–605. [Google Scholar] [CrossRef]
- Greer, J.A.; Parker, T.E. Laser-induced forward transfer of metal oxides to trim the frequency of surface acoustic wave resonator devices. SPIE Proc. 1988, 998, 113–125. [Google Scholar]
- Zergioti, I.; Mailis, S.; Vainos, N.A.; Papakonstantinou, P.; Kalpouzos, C.; Grigoropoulos, C.P.; Fotakis, C. Microdeposition of metal and oxide structures using ultrashort laser pulses. Appl. Phys. A Mater. 1998, 66, 579–582. [Google Scholar] [CrossRef]
- Papakonstantinou, P.; Vainos, N.A.; Fotakis, C. Microfabrication by UV femtosecond laser ablation of Pt, Cr and indium oxide thin films. Appl. Surf. Sci. 1999, 151, 159–170. [Google Scholar] [CrossRef]
- Fogarassy, E.; Fuchs, C.; Kerherve, F.; Hauchecorne, G.; Perriere, J. Laser-induced forward transfer of high-Tc YBaCuO and BiSrCaCuO superconducting thin films. J. Appl. Phys. 1989, 66, 457–459. [Google Scholar] [CrossRef]
- Zenou, M.; Sa’ar, A.; Kotler, Z. Laser jetting of femto-liter metal droplets for high resolution 3D printed structures. Sci. Rep. 2015, 5, 17265. [Google Scholar] [CrossRef]
- Visser, C.W.; Pohl, R.; Sun, C.; Huis in’t Veld, B.; Römer, G.W.; Lohse, D. Toward 3D printing of pure metals by laser-induced forward transfer. Adv. Mater. 2015, 27, 4087–4092. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Mo, X.; Law, W.-C.; Chan, K.C. 3D printed graphene/nickel electrodes for high areal capacitance electrochemical storage. J. Mater. Chem. A 2019, 7, 4055–4062. [Google Scholar] [CrossRef]
- Delaporte, P.; Alloncle, A.-P. Laser-induced forward transfer: A high resolution additive manufacturing technology. Opt. Laser Technol. 2016, 78, 33–41. [Google Scholar] [CrossRef]
- Serra, P.; Piqué, A. Laser-induced forward transfer: Fundamentals and applications. Adv. Mater. Technol. 2019, 4, 1800099. [Google Scholar] [CrossRef] [Green Version]
- Piqué, A.; Chrisey, D.B.; Auyeung, R.C.Y.; Fitz-Gerald, J.; Wu, H.D.; McGill, R.A.; Lakeou, S.; Wu, P.K.; Nguyen, V.; Duignan, M. A novel laser transfer process for direct writing of electronic and sensor materials. Appl. Phys. A Mater. 1999, 69, S279–S284. [Google Scholar] [CrossRef]
- Piqué, A.; McGill, R.A.; Chrisey, D.B.; Leonhardt, D.; Mslna, T.E.; Spargo, B.J.; Callahan, J.H.; Vachet, R.W.; Chung, R.; Bucaro, M.A. Growth of organic thin films by the matrix assisted pulsed laser evaporation (MAPLE) technique. Thin Solid Films 1999, 355–356, 536–541. [Google Scholar] [CrossRef]
- Piqué, A.; Fitz-Gerald, J.; Chrisey, D.B.; Auyeung, R.C.Y.; Wu, H.D.; Lakeou, S.; McGill, R.A. Direct writing of electronic materials using a new laser assisted transfer/annealing technique. Proc. SPIE 2000, 3933, 105–112. [Google Scholar]
- Fernández-Pradas, J.M.; Florian, C.; Caballero-Lucas, F.; Sopeña, P.; Morenza, J.L.; Serra, P. Laser-induced forward transfer: Propelling liquids with light. Appl. Surf. Sci. 2017, 418, 559–564. [Google Scholar] [CrossRef]
- Sopeña, P.; Arrese, J.; González-Torres, S.; Fernández-Pradas, J.M.; Cirera, A.; Serra, P. Low-cost fabrication of printed electronics devices through continuous wave laser-induced forward transfer. ACS Appl. Mater. Interfaces 2017, 9, 29412–29417. [Google Scholar] [CrossRef] [PubMed]
- Sopeña, P.; González-Torres, S.; Fernández-Pradas, J.M.; Serra, P. Spraying dynamics in continuous wave laser printing of conductive inks. Sci. Rep. 2018, 8, 7999. [Google Scholar] [CrossRef] [PubMed]
- Lim, J.; Kim, Y.; Shin, J.; Lee, Y.; Shin, W.; Qu, W.; Hwang, E.; Park, S.; Hong, S. Continuous-Wave Laser-Induced Transfer of Metal Nanoparticles to Arbitrary Polymer Substrates. Nanomaterials 2020, 10, 701. [Google Scholar] [CrossRef] [Green Version]
- Hennig, G.; Baldermann, T.; Nussbaum, C.; Rossier, M.; Brockelt, A.; Schuler, L.; Hochstein, G. Lasersonic® LIFT process for large area digital printing. J. Laser Micro/Nanoeng. 2012, 7, 299–305. [Google Scholar] [CrossRef]
- Fernández-Pradas, J.M.; Colina, M.; Serra, P.; Domínguez, J.; Morenza, J.L. Laser-induced forward transfer of biomolecules. Thin Solid Films 2004, 453–454, 27–30. [Google Scholar] [CrossRef]
- Kattamis, N.T.; McDaniel, N.D.; Bernhard, S.; Arnold, C.B. Laser direct write printing of sensitive and robust light emitting organic molecules. Appl. Phys. Lett. 2009, 94, 103306. [Google Scholar] [CrossRef] [Green Version]
- Duocastella, M.; Colina, M.; Fernández-Pradas, J.M.; Serra, P.; Morenza, J.L. Study of the laser-induced forward transfer of liquids for laser bioprinting. Appl. Surf. Sci. 2007, 253, 7855–7859. [Google Scholar] [CrossRef]
- Dinca, V.; Ranella, A.; Farsari, M.; Kafetzopoulos, D.; Dinescu, M.; Popescu, A.; Fotakis, C. Quantification of the activity of biomolecules in microarrays obtained by direct laser transfer. Biomed. Microdevices 2008, 10, 719–725. [Google Scholar] [CrossRef]
- Serra, P.; Duocastella, M.; Fernández-Pradas, J.M.; Morenza, J.L. Liquids microprinting through laser induced forward transfer. Appl. Surf. Sci. 2009, 255, 5342–5345. [Google Scholar] [CrossRef]
- Sopeña, P.; Fernández-Pradas, J.M.; Serra, P. Laser-induced forward transfer of conductive screen-printing inks. Appl. Surf. Sci. 2020, 507, 145047. [Google Scholar] [CrossRef]
- Munoz-Martin, D.; Chen, Y.; Morales, M.; Molpeceres, C. Overlapping Limitations for ps-Pulsed LIFT Printing of High Viscosity Metallic Pastes. Metals 2020, 10, 168. [Google Scholar] [CrossRef] [Green Version]
- Duocastella, M.; Fernández Pradas, J.M.; Serra, P.; Morenza, J.L. Jet formation in the laser forward transfer of liquids. Appl. Phys. A Mater. 2008, 93, 453–456. [Google Scholar] [CrossRef]
- Duocastella, M.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Time-resolved imaging of the laser forward transfer of liquids. J. Appl. Phys. 2009, 106, 084907. [Google Scholar] [CrossRef] [Green Version]
- Duocastella, M.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Sessile droplet formation in the laser-induced forward transfer of liquids: A time-resolved imaging study. Thin Solid Films 2010, 518, 5321–5325. [Google Scholar] [CrossRef]
- Unger, C.; Gruene, M.; Koch, L.; Koch, J.; Chichkov, B.N. Time-resolved imaging of hydrogel printing via laser-induced forward transfer. Appl. Phys. A Mater. 2011, 103, 271–277. [Google Scholar] [CrossRef]
- Brown, M.; Kattamis, N.; Arnold, C. Time-resolved dynamics of laser-induced micro-jets from thin liquid films. Microfluid. Nanofluids 2011, 11, 199–207. [Google Scholar] [CrossRef]
- Gruene, M.; Unger, C.; Koch, L.; Deiwick, A.; Chichkov, B.N. Dispensing pico to nanolitre of a natural hydrogel by laser-assisted bioprinting. Biomed. Eng. Online 2011, 10, 19. [Google Scholar] [CrossRef] [Green Version]
- Duocastella, M.; Patrascioiu, A.; Dinca, V.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Study of liquid deposition during laser printing of liquids. Appl. Surf. Sci. 2011, 257, 5255–5258. [Google Scholar] [CrossRef]
- Dinca, V.; Patrascioiu, A.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Influence of solution properties in the laser forward transfer of liquids. Appl. Surf. Sci. 2012, 258, 9379–9384. [Google Scholar] [CrossRef]
- Duocastella, M.; Patrascioiu, A.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. On the correlation between droplet volume and irradiation conditions in the laser forward transfer of liquids. Appl. Phys. A Mater. 2012, 109, 5–14. [Google Scholar] [CrossRef]
- Yan, J.; Huang, Y.; Xu, C.; Chrisey, D.B. Effects of fluid properties and laser fluence on jet formation during laser direct writing of glycerol solution. J. Appl. Phys. 2012, 112, 083105. [Google Scholar] [CrossRef]
- Boutopoulos, C.; Papageorgiou, D.P.; Zergioti, I.; Papathanasiou, A.G. Sticking of droplets on slippery superhydrophobic surfaces by laser induced forward transfer. Appl. Phys. Lett. 2013, 103, 024104. [Google Scholar] [CrossRef]
- Boutopoulos, C.; Kalpyris, I.; Serpetzoglou, E.; Zergioti, I. Laser-induced forward transfer of silver nanoparticle ink: Time-resolved imaging of the jetting dynamics and correlation with the printing quality. Microfluid. Nanofluids 2014, 16, 493–500. [Google Scholar] [CrossRef]
- Ali, M.; Pages, E.; Ducom, A.; Fontaine, A.; Guillemot, F. Controlling laser-induced jet formation for bioprinting mesenchymal stem cells with high viability and high resolution. Biofabrication 2014, 6, 045001. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiong, R.; Mei, R.; Huang, Y.; Chrisey, D.B. Time-resolved imaging study of jetting dynamics during laser printing of viscoelastic alginate solutions. Langmuir 2015, 31, 6447–6456. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiong, R.; Corr, D.T.; Huang, Y. Study of impingement types and printing quality during laser printing of viscoelastic alginate solutions. Langmuir 2016, 32, 3004–3014. [Google Scholar] [CrossRef]
- Turkoz, E.; Deike, L.; Arnold, C.B. Comparison of jets from Newtonian and non-Newtonian fluids induced by blister-actuated laser-induced forward transfer (BA-LIFT). Appl. Phys. A Mater. 2017, 123, 652. [Google Scholar] [CrossRef]
- Kalaitzis, A.; Makrygianni, M.; Theodorakos, I.; Hatziapostolou, A.; Melamed, S.; Kabla, A.; de la Vega, F.; Zergioti, I. Jetting dynamics of Newtonian and non-Newtonian fluids via laser-induced forward transfer: Experimental and simulation studies. Appl. Surf. Sci. 2019, 465, 136–142. [Google Scholar] [CrossRef]
- Mikšys, J.; Arutinov, G.; Römer, G.R.B.E. Pico- to nanosecond pulsed laser-induced forward transfer (LIFT) of silver nanoparticle inks: A comparative study. Appl. Phys. A Mater. 2019, 125, 814. [Google Scholar] [CrossRef] [Green Version]
- Jalaal, M.; Schaarsberg, M.K.; Visser, C.-W.; Lohse, D. Laser-induced forward transfer of viscoplastic fluids. J. Fluid Mech. 2019, 880, 497–513. [Google Scholar] [CrossRef] [Green Version]
- Turkoz, E.; Perazzo, A.; Deike, L.; Stone, H.A.; Arnold, C.B. Deposition-on-contact regime and the effect of donor-acceptor distance during laser-induced forward transfer of viscoelastic liquids. Opt. Mater. Express 2019, 9, 2738–2747. [Google Scholar] [CrossRef]
- Theodorakos, I.; Kalaitzis, A.; Makrygianni, M.; Hatziapostolou, A.; Kabla, A.; Melamed, S.; de la Vega, F.; Zergioti, I. Laser-induced forward transfer of high viscous, non-Newtonian silver nanoparticle inks:jet dynamics and temporal evolution of the printed droplet study. Adv. Eng. Mater. 2019, 21, 1900605. [Google Scholar] [CrossRef] [Green Version]
- Robinson, P.B.; Blake, J.R.; Kodama, T.; Shima, A.; Tomita, Y. Interaction of cavitation bubbles with a free surface. J. Appl. Phys. 2001, 89, 8225–8237. [Google Scholar] [CrossRef]
- Pearson, A.; Cox, E.; Blake, J.R.; Otto, S.R. Bubble interactions near a free surface. Eng. Anal. Bound. Elem. 2004, 28, 295–313. [Google Scholar] [CrossRef]
- Ringeisen, B.R.; Wu, P.K.; Kim, H.; Piqué, A.; Auyeung, R.Y.C.; Young, H.D.; Chrisey, D.B.; Krizman, D.B. Picoliter-scale protein microarrays by laser direct write. Biotechnol. Prog. 2002, 18, 1126–1129. [Google Scholar] [CrossRef]
- Serra, P.; Fernández Pradas, J.M.; Berthet, F.X.; Colina, M.; Elvira, J.; Morenza, J.L. Laser direct writing of biomolecule microarrays. Appl. Phys. A Mater. 2004, 79, 949–952. [Google Scholar] [CrossRef]
- Duocastella, M.; Fernández-Pradas, J.M.; Domínguez, J.; Serra, P.; Morenza, J.L. Printing biological solutions through laser-induced forward transfer. Appl. Phys. A Mater. 2008, 93, 941–945. [Google Scholar] [CrossRef]
- Colina, M.; Duocastella, M.; Fernández-Pradas, J.M.; Serra, P.; Morenza, J.L. Laser-induced forward transfer of liquids: Study of the droplet ejection process. J. Appl. Phys. 2006, 99, 084909. [Google Scholar] [CrossRef] [Green Version]
- Duocastella, M.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Droplet printing through bubble contact in the laser forward transfer of liquids. Appl. Surf. Sci. 2011, 257, 2825–2829. [Google Scholar] [CrossRef]
- Fernández Pradas, J.M.; Duocastella, M.; Colina, M.; Serra, P.; Morenza, J.L. Production of miniaturized biosensors through laser-induced forward transfer. Proc. SPIE 2007, 6592, 65920R. [Google Scholar]
- Rapp, L.; Ailuno, J.; Alloncle, A.P.; Delaporte, P. Pulsed-laser printing of silver nanoparticles ink: Control of morphological properties. Opt. Express 2011, 19, 21563–21574. [Google Scholar] [CrossRef] [PubMed]
- Makrygianni, M.; Kalpyris, I.; Boutopoulos, C.; Zergioti, I. Laser induced forward transfer of Ag nanoparticles ink deposition and characterization. Appl. Surf. Sci. 2014, 297, 40–44. [Google Scholar] [CrossRef]
- Sopeña, P.; Fernández-Pradas, J.M.; Serra, P. Laser-induced forward transfer of low viscosity inks. Appl. Surf. Sci. 2017, 418, 530–535. [Google Scholar] [CrossRef]
- Huang, C.-F.; Colley, M.M.S.; Lu, L.-S.; Chang, C.-Y.; Peng, P.-W.; Yang, T.-S. Performance characterization of continuous-wave laser-induced forward transfer of liquid bioink. Appl. Phys. Express. 2019, 12, 116504. [Google Scholar] [CrossRef]
- Gau, H.; Herminghaus, S.; Lenz, P.; Lipowsky, R. Liquid morphologies on structured surfaces: From microchannels to microchips. Science 1999, 283, 46–49. [Google Scholar] [CrossRef] [Green Version]
- Stringer, J.; Derby, B. Formation and stability of lines produced by inkjet printing. Langmuir 2010, 26, 10365–10372. [Google Scholar] [CrossRef]
- Kim, H.; Auyeung, R.C.Y.; Lee, S.H.; Huston, A.L.; Piqué, A. Laser forward transfer of silver electrodes for organic thin-film transistors. Appl. Phys. A Mater. 2009, 96, 441–445. [Google Scholar] [CrossRef]
- Florian, C.; Caballero-Lucas, F.; Fernández-Pradas, J.M.; Artigas, R.; Ogier, S.; Karnakis, D.; Serra, P. Conductive silver ink printing through the laser-induced forward transfer technique. Appl. Surf. Sci. 2015, 336, 304–308. [Google Scholar] [CrossRef]
- Zacharatos, F.; Makrygianni, M.; Geremia, R.; Biver, E.; Karnakis, D.; Leyder, S.; Puerto, D.; Delaporte, P.; Zergioti, I. Laser Direct Write micro-fabrication of large area electronics on flexible substrates. Appl. Surf. Sci. 2016, 374, 117–123. [Google Scholar] [CrossRef]
- Puerto, D.; Biver, E.; Alloncle, A.-P.; Delaporte, P. Single step high-speed printing of continuous silver lines by laser-induced forward transfer. Appl. Surf. Sci. 2016, 374, 183–189. [Google Scholar] [CrossRef]
- Florian, C.; Caballero-Lucas, F.; Fernández-Pradas, J.M.; Ogier, S.; Winchester, L.; Karnakis, D.; Geremia, R.; Artigas, R.; Serra, P. Printing of silver conductive lines through laser-induced forward transfer. Appl. Surf. Sci. 2016, 374, 265–270. [Google Scholar] [CrossRef]
- Wang, X.; Xu, B.; Huang, Y.; Zhang, J.; Liu, Q. Laser-induced forward transfer of silver nanoparticle ink using burst technique. Appl. Phys. A Mater. 2019, 125, 845. [Google Scholar] [CrossRef]
- Tsakona, D.; Theodorakos, I.; Kalaitzis, A.; Zergioti, I. Investigation on high speed laser printing of silver nanoparticle inks on flexible substrates. Appl. Surf. Sci. 2020, 513, 145912. [Google Scholar] [CrossRef]
- Sopeña, P.; Sieiro, J.; Fernández-Pradas, J.M.; López-Villegas, J.M.; Serra, P. Laser-induced forward transfer: A digital approach for printing devices on regular paper. Adv. Mater. Technol. 2020, 5, 2000080. [Google Scholar] [CrossRef]
- Palla-Papavlu, A.; Córdoba, C.; Patrascioiu, A.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Deposition and characterization of lines printed through laser-induced forward transfer. Appl. Phys. A Mater. 2013, 110, 751–755. [Google Scholar] [CrossRef] [Green Version]
- Palla-Papavlu, A.; Patrascioiu, A.; Di Pietrantonio, F.; Fernández-Pradas, J.M.; Cannatà, D.; Benetti, M.; D’Auria, S.; Verona, E.; Serra, P. Preparation of surface acoustic wave odor sensors by laser-induced forward transfer. Sens. Actuators B 2014, 192, 369–377. [Google Scholar] [CrossRef]
- Zacharatos, F.; Theodorakos, I.; Karvounis, P.; Tuohy, S.; Braz, N.; Melamed, S.; Kabla, A.; de la Vega, F.; Andritsos, K.; Hatziapostolou, A.; et al. Selective laser sintering of laser printed Ag nanoparticle micropatterns at high repetition rates. Materials 2018, 11, 2142. [Google Scholar] [CrossRef] [Green Version]
- Serra, P.; Colina, M.; Fernández Pradas, J.M.; Sevilla, L.; Morenza, J.L. Preparation of functional DNA microarrays through laser-induced forward transfer. Appl. Phys. Lett. 2004, 85, 1639–1641. [Google Scholar] [CrossRef] [Green Version]
- Colina, M.; Serra, P.; Fernández-Pradas, J.M.; Sevilla, L.; Morenza, J.L. DNA deposition through laser induced forward transfer. Biosens. Bioelectron. 2005, 20, 1638–1642. [Google Scholar] [CrossRef] [PubMed]
- Tsekenis, G.; Chatzipetrou, M.; Tanner, J.; Chatzandroulis, S.; Thanos, D.; Tsoukalas, D.; Zergioti, I. Surface functionalization studies and direct laser printing of oligonucleotides toward the fabrication of a micromembrane DNA capacitive biosensor. Sens. Actuators B Chem. 2012, 175, 123–131. [Google Scholar] [CrossRef]
- Dinca, V.; Kasotakis, E.; Catherine, J.; Mourka, A.; Mitraki, A.; Popescu, A.; Dinescu, M.; Farsari, M.; Fotakis, C. Development of peptide-based patterns by laser transfer. Appl. Surf. Sci. 2007, 254, 1160–1163. [Google Scholar] [CrossRef]
- Dinca, V.; Kasotakis, E.; Mourka, A.; Ranella, A.; Farsari, M.; Mitraki, A.; Fotakis, C. Fabrication of amyloid peptide micro-arrays using laser-induced forward transfer and avidin-biotin mediated assembly. Phys. Stat. Sol. C 2008, 5, 3576–3579. [Google Scholar] [CrossRef]
- Barron, J.A.; Young, H.D.; Dlott, D.D.; Darfler, M.M.; Krizman, D.B.; Ringeisen, B.R. Printing of protein microarrays via a capillary-free fluid jetting mechanism. Proteomics 2005, 5, 4138–4144. [Google Scholar] [CrossRef]
- Dinca, V.; Farsari, M.; Kafetzopoulos, D.; Popescu, A.; Dinescu, M.; Fotakis, C. Patterning parameters for biomolecules microarrays constructed with nanosecond and femtosecond UV lasers. Thin Solid Films 2008, 516, 6504–6511. [Google Scholar] [CrossRef]
- Palla-Papavlu, A.; Paraico, I.; Shaw-Stewart, J.; Dinca, V.; Savopol, T.; Kovacs, E.; Lippert, T.; Wokaun, A.; Dinescu, M. Liposome micropatterning based on laser-induced forward transfer. Appl. Phys. A Mater. 2011, 102, 651–659. [Google Scholar] [CrossRef]
- Boutopoulos, C.; Touloupakis, E.; Pezzotti, I.; Giardi, M.T.; Zergioti, I. Direct laser immobilization of photosynthetic material on screen printed electrodes for amperometric biosensor. Appl. Phys. Lett. 2011, 98, 093703. [Google Scholar] [CrossRef]
- Di Pietrantonio, F.; Benetti, M.; Cannatà, D.; Verona, E.; Palla-Papavlu, A.; Fernández-Pradas, J.M.; Serra, P.; Staiano, M.; D’Auria, S. A surface acoustic wave bio-nose for detection of volatile odorant molecules. Biosens. Bioelectron. 2015, 67, 516–523. [Google Scholar] [CrossRef]
- Antoshin, A.A.; Churbanov, S.N.; Minaev, N.V.; Zhang, D.; Zhang, Y.; Shpichka, A.I.; Timashev, P.S. LIFT-bioprinting, is worth it? Bioprinting 2019, 15, e00052. [Google Scholar] [CrossRef]
- Van Kogelenberg, S.; Yue, Z.; Dinoro, J.N.; Baker, C.S.; Wallace, G.G. Three-Dimensional Printing and Cell Therapy for Wound Repair. Adv. Wound Care 2018, 7, 145–155. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, P.K.; Ringeisen, B.R.; Callahan, J.; Brooks, M.; Bubb, D.M.; Wu, H.D.; Piqué, A.; Spargo, B.; McGill, R.A.; Chrisey, D.B. The deposition, structure, pattern deposition, and activity of biomaterial thin-films by matrix-assisted pulsed-laser evaporation (MAPLE) and MAPLE direct write. Thin Solid Films 2001, 398–399, 607–614. [Google Scholar] [CrossRef]
- Barron, J.A.; Krizman, D.B.; Ringeisen, B.R. Laser printing of single cells: Statistical analysis, cell viability, and stress. Ann. Biomed. Eng. 2005, 33, 121–130. [Google Scholar] [CrossRef] [PubMed]
- Hopp, B.; Smausz, T.; Antal, Z.; Kresz, N.; Bor, Z.; Chrisey, D. Absorbing film assisted laser induced forward transfer of fungi (Trichoderma conidia). J. Appl. Phys. 2004, 96, 3478–3488. [Google Scholar] [CrossRef]
- Koch, L.; Gruene, M.; Unger, C.; Chichkov, B. Laser Assisted Cell Printing. Curr. Pharm. Biotechnol. 2013, 14, 91–97. [Google Scholar] [PubMed]
- Barron, J.A.; Wu, P.; Ladouceur, H.D.; Ringeisen, B.R. Biological laser printing: A novel technique for creating heterogeneous 3-dimensional cell patterns. Biomed. Microdevices 2004, 6, 139–147. [Google Scholar] [CrossRef]
- Ringeisen, B.R.; Chrisey, D.B.; Piqué, A.; Young, H.D.; Modi, R.; Bucaro, M.; Jones-Meehan, J.; Spargo, B.J. Generation of mesoscopic patterns of viable Escherichia coli by ambient laser transfer. Biomaterials 2002, 23, 161–166. [Google Scholar] [CrossRef]
- Chen, C.Y.; Barron, J.A.; Ringeisen, B.R. Cell patterning without chemical surface modification: Cell-cell interactions between printed bovine aortic endothelial cells (BAEC) on a homogeneous cell-adherent hydrogel. Appl. Surf. Sci. 2006, 252, 8641–8645. [Google Scholar] [CrossRef]
- Kaji, T.; Ito, S.; Miyasaka, H.; Hosokawa, Y.; Masuhara, H.; Shukunami, C.; Hiraki, Y. Nondestructive micropatterning of living animal cells using focused femtosecond laser-induced impulsive force. Appl. Phys. Lett. 2007, 91, 023904. [Google Scholar] [CrossRef]
- Patz, T.M.; Doraiswamy, A.; Narayan, R.J.; He, W.; Zhong, Y.; Bellamkonda, R.; Modi, R.; Chrisey, D.B. Three-dimensional direct writing of B35 neuronal cells. J. Biomed. Mater. Res. Part B 2006, 78B, 124–130. [Google Scholar] [CrossRef]
- Kattamis, N.T.; Purnick, P.E.; Weiss, R.; Arnold, C.B. Thick film laser induced forward transfer for deposition of thermally and mechanically sensitive materials. Appl. Phys. Lett. 2007, 91, 171120. [Google Scholar] [CrossRef] [Green Version]
- Gruene, M.; Pflaum, M.; Deiwick, A.; Koch, L.; Schlie, S.; Unger, C.; Wilhelmi, M.; Haverich, A.; Chichkov, B.N. Adipogenic differentiation of laser-printed 3D tissue grafts consisting of human adipose-derived stem cells. Biofabrication 2011, 3, 15005. [Google Scholar] [CrossRef] [PubMed]
- Guillemot, F.; Souquet, A.; Catros, S.; Guillotin, B.; Lopez, J.; Faucon, M.; Pippenger, B.; Bareille, R.; Rémy, M.; Bellance, S.; et al. High-throughput laser printing of cells and biomaterials for tissue engineering. Acta Biomater. 2010, 6, 2494–2500. [Google Scholar] [CrossRef]
- Guillemot, F.; Souquet, A.; Catros, S.; Guillotin, B. Laser assisted cell printing: Principle, physical parameters versus cell fate and perspectives in tissue engineering. Nanomedicine 2010, 5, 507–515. [Google Scholar] [CrossRef]
- Kingsley, D.M.; Roberge, C.L.; Rudkouskaya, A.; Faulkner, D.E.; Barroso, M.; Intes, X.; Corr, D.T. Laser-based 3D bioprinting for spatial and size control of tumor spheroids and embryoid bodies. Acta Biomater. 2019, 95, 357–370. [Google Scholar] [CrossRef] [PubMed]
- Gruene, M.; Pflaum, M.; Hess, C.; Diamantouros, S.S.; Schlie, S.; Deiwick, A.; Koch, L.; Wilhelmi, M.; Jockenhoevel, S.; Haverich, A.; et al. Laser Printing of Three-Dimensional Multicellular Arrays for Studies of Cell-Cell and Cell-Environment Interactions. Tissue Eng. Part C Methods 2011, 17, 973–982. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Koch, L.; Deiwick, A.; Schlie, S.; Michael, S.; Gruene, M.; Coger, V.; Zychlinski, D.; Schambach, A.; Reimers, K.; Vogt, P.M.; et al. Skin tissue generation by laser cell printing. Biotechnol. Bioeng. 2012, 109, 1855–1863. [Google Scholar] [CrossRef]
- Michael, S.; Sorg, H.; Peck, C.T.; Koch, L.; Deiwick, A.; Chichkov, B.; Vogt, P.M.; Reimers, K. Tissue Engineered Skin Substitutes Created by Laser-Assisted Bioprinting Form Skin-Like Structures in the Dorsal Skin Fold Chamber in Mice. PLoS ONE 2013, 8, e57741. [Google Scholar] [CrossRef]
- Wu, P.K.; Ringeisen, B.R. Development of human umbilical vein endothelial cell (HUVEC) and human umbilical vein smooth muscle cell (HUVSMC) branch/stem structures on hydrogel layers via biological laser printing (BioLP). Biofabrication 2010, 2, 14111. [Google Scholar] [CrossRef]
- Gaebel, R.; Ma, N.; Liu, J.; Guan, J.; Koch, L.; Klopsch, C.; Gruene, M.; Toelk, A.; Wang, W.; Mark, P.; et al. Patterning human stem cells and endothelial cells with laser printing for cardiac regeneration. Biomaterials 2011, 32, 9218–9230. [Google Scholar] [CrossRef]
- Poietis. Available online: https://poietis.com/ (accessed on 22 July 2020).
- Precise Bio Platform. Available online: https://www.precise-bio.com/precise-bio-platform/ (accessed on 22 July 2020).
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for printing sensors and electronics over large flexible substrates: A review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Fernández-Pradas, J.M.; Sopeña, P.; González-Torres, S.; Arrese, J.; Cirera, A.; Serra, P. Laser-induced forward transfer for printed electronics applications. Appl. Phys. A Mater. 2020, 124, 214. [Google Scholar] [CrossRef]
- Sánchez-Aniorte, M.I.; Mouhamadou, B.; Alloncle, A.P.; Sarnet, T.; Delaporte, P. Laser-induced forward transfer for improving fine-line metallization in photovoltaic applications. Appl. Phys. A Mater. 2016, 122, 595. [Google Scholar] [CrossRef]
- Munoz-Martin, D.; Brasz, C.F.; Chen, Y.; Morales, M.; Arnold, C.B.; Molpeceres, C. Laser-induced forward transfer of high-viscosity silver pastes. Appl. Surf. Sci. 2016, 366, 389–396. [Google Scholar] [CrossRef]
- Patrascioiu, A.; Florian, C.; Fernández-Pradas, J.M.; Morenza, J.L.; Hennig, G.; Delaporte, P.; Serra, P. Interaction between jets during laser-induced forward transfer. Appl. Phys. Lett. 2014, 105, 014101. [Google Scholar] [CrossRef]
- Biver, E.; Rapp, L.; Alloncle, A.P.; Serra, P.; Delaporte, P. High-speed multi-jets printing using laser forward transfer: Time-resolved study of the ejection dynamics. Opt. Express 2014, 22, 17122–17134. [Google Scholar] [CrossRef]
- De, S.; Coleman, J.N. The effects of percolation in nanostructured transparent conductors. MRS Bull. 2011, 36, 774–781. [Google Scholar] [CrossRef] [Green Version]
- Sopeña, P.; Serra, P.; Fernández-Pradas, J.M. Transparent and conductive silver nanowires networks printed by laser-induced forward transfer. Appl. Surf. Sci. 2019, 476, 828–833. [Google Scholar] [CrossRef]
- Makrygianni, M.; Verrelli, E.; Boukos, N.; Chatzandroulis, S.; Tsoukalas, D.; Zergioti, I. Laser printing and characterization of semiconducting polymers for organic electronics. Appl. Phys. A Mater. 2013, 110, 559–563. [Google Scholar] [CrossRef]
- Piqué, A.; Auyeung, R.C.Y.; Stepnowiski, J.L.; Weir, D.W.; Arnold, C.B.; McGill, R.A.; Chrisey, D.B. Laser processing of polymer thin films for chemical sensor applications. Surf. Coat. Technol. 2003, 163–164, 293–299. [Google Scholar]
- Papazoglou, S.; Tsouti, V.; Chatzandroulis, S.; Zergioti, I. Direct laser printing of graphene oxide for resistive chemosensors. Opt. Laser Technol. 2016, 82, 163–169. [Google Scholar] [CrossRef]
- High Performance Laser Additive Manufacturing. Available online: https://www.hiperlam.eu/ (accessed on 22 July 2020).
- Orbotech, a KLA Company, Flat Panel Displays—FPD/Repair. Available online: https://www.orbotech.com/fpd/categories/array-repair-systems (accessed on 22 July 2020).
- LPKF Laser & Electronics, Digital Laser Transfer Printing (LTP). Available online: https://www.lpkf.com/en/industries-technologies/digital-laser-transfer-printing-ltp (accessed on 22 July 2020).







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernández-Pradas, J.M.; Serra, P. Laser-Induced Forward Transfer: A Method for Printing Functional Inks. Crystals 2020, 10, 651. https://doi.org/10.3390/cryst10080651
Fernández-Pradas JM, Serra P. Laser-Induced Forward Transfer: A Method for Printing Functional Inks. Crystals. 2020; 10(8):651. https://doi.org/10.3390/cryst10080651
Chicago/Turabian StyleFernández-Pradas, J. Marcos, and Pere Serra. 2020. "Laser-Induced Forward Transfer: A Method for Printing Functional Inks" Crystals 10, no. 8: 651. https://doi.org/10.3390/cryst10080651