Generally, there are three main steps in the Biomass to Liquid via Fischer–Tropsch (BTL-FT) synthesis [
8,
9,
21]. Biomass is firstly converted into biomass-derived syngas (bio-syngas) by gasification. In a second step, a cleaning process is applied to the bio-syngas in order to remove impurities, resulting in clean bio-syngas which meets the Fischer–Tropsch synthesis requirements. Finally, the cleaned bio-syngas is then conducted into Fischer–Tropsch catalytic reactor to produce green gasoline, diesel and other clean biofuels. The flow sheet of the BTL-FT process is depicted in
Figure 2.
Figure 2.
Flow sheet of the Biomass to Liquid via Fischer–Tropsch Synthesis (BTL-FT) process.
2.1. Biomass Gasification
Gasification is a process that can be used to convert carbonaceous feedstock into gas mixtures which mostly contain carbon monoxide, hydrogen, carbon dioxide, nitrogen, and methane. Various biomass feedstocks can be utilized to produce bio-syngas, such as wood and agricultural wastes. Each type of biomass possesses specific properties. A basic understanding of the types and sources of appropriate biomass and their basic properties will be a foundation for the utilization of biomass in gasification technology. Raveendran
et al. [
22] have reported the composition and other properties of different kinds of biomasses, and Kirubakaran
et al. [
23] reproduced them in an ultimate analysis of biomass (chemical formula C
xH
yO
z) as shown in
Table 1. It was observed that clean wood can produce a relatively clean syngas which has low levels of contaminants, and wood produced from dedicated plantations can be a major source for renewable fuel production from biomass [
24].
Table 1.
Ultimate analysis of biomass [
23].
Table 1.
Ultimate analysis of biomass [23].
| Biomass | Ultimate analysis (wt%) | HHV a (MJ/kg) | Density (kg/m3) | x | y | z | Percentage conversion of carbon |
|---|
| C | H | N | O |
|---|
| Bagasse | 43.8 | 5.8 | 0.4 | 47.1 | 16.29 | 111 | 3.65 | 5.8 | 2.94 | 81 |
| Coconut coir | 47.6 | 5.7 | 0.2 | 45.6 | 14.67 | 151 | 3.97 | 5.7 | 2.85 | 72 |
| Coconut Shell | 50.2 | 5.7 | 0 | 43.4 | 20.5 | 661 | 4.18 | 5.7 | 2.71 | 65 |
| Coir pith | 44 | 4.7 | 0.7 | 43.4 | 18.07 | 94 | 3.67 | 4.7 | 2.71 | 74 |
| Corn Cob | 47.6 | 5 | 0 | 44.6 | 15.65 | 188 | 3.97 | 5 | 2.79 | 70 |
| Corn stalks | 41.9 | 5.3 | 0 | 46 | 16.54 | 129 | 3.49 | 5.3 | 2.88 | 82.3 |
| Cotton gin waste | 42.7 | 6 | 0.1 | 49.5 | 17.48 | 109 | 3.56 | 6 | 3.1 | 87 |
| Ground nut shell | 48.3 | 5.7 | 0.8 | 39.4 | 18.65 | 299 | 4.03 | 5.7 | 2.46 | 61.2 |
| Millet husk | 42.7 | 6 | 0.1 | 33 | 17.48 | 201 | 3.56 | 6 | 2.06 | 58 |
| Rice husk | 38.9 | 5.1 | 0.6 | 32 | 15.29 | 617 | 3.24 | 5.1 | 2 | 62 |
| Rice straw | 36.9 | 5 | 0.4 | 37.9 | 16.78 | 259 | 3.08 | 5 | 2.37 | 82.4 |
| Subabul wood | 48.2 | 5.9 | 0 | 45.1 | 19.78 | 259 | 4.02 | 5.9 | 2.82 | 70.2 |
| Wheat straw | 47.5 | 5.4 | 0.1 | 35.8 | 17.99 | 222 | 3.96 | 5.4 | 2.24 | 56.5 |
| AVERAGE | 44.6 | 5.5 | 0.3 | 41.8 | 17.32 | 253.84 | 3.72 | 5.49 | 2.61 | 70.89 |
Pre-treatment before gasification is necessary and generally includes screening, size reduction, and drying [
25]. Smaller biomass particle size will provide more surface area and porous structures per unit biomass, which will facilitate heat transfer and biomass conversion during the gasification process. However, in most gasifiers, the biomass feed has to withstand the flow of gasifying agent with an appropriate size and weight; feed particle sizes are most often in the range of 20 to 80 mm [
26]. Drying is the most important process in the pre-treatment. Drier biomass can improve the efficiency of gasification, but also reduces the hydrogen content in the gas product, which is unfavorable in the following Fischer–Tropsch synthesis. Drying can reduce the moisture content of the biomass feedstock to 10%–15% [
27].
Some other pretreatment technologies, such as torrefaction, pyrolysis, and pelletization, also need to be mentioned.
Torrefaction is a thermal pretreatment technology which is performed at atmospheric pressure without the appearance of oxygen at around 200 to 300 °C. Torrefaction can convert fresh biomass into a solid uniform product, which has a low moisture content and high calorific value. The torrefaction process involves initial heating, pre-drying, post-drying and intermediate heating stages [
28].
Pyrolysis is a process involving the direct thermal decomposition of biomass in the absence of oxygen at a moderate temperature of around 400 to 800 °C. The pyrolysis products are generally gas, liquid, and solid char. Their proportions depend on the pyrolysis method employed and the properties of the feed biomass [
29,
30].
Pelletization can be described as drying and compressing biomass to produce cylindrical biomass pellets. Those pellets have smaller volume and higher volumetric energy density compared to raw biomass and thus are easy and efficient to store, transport and use in energy conversion [
31].
Torrefaction can provide the highest process efficiency (94%) compared to pyrolysis (64%) and pelletization (84%) [
32].
Several types of gasifiers are designed with different hydrodynamics, using different gasification agents (air, oxygen, oxygen-rich air and/or stream) and operation conditions. The most widely used types are updraft fixed bed gasifiers, downdraft fixed bed gasifiers, fluidized-bed gasifiers, and entrained flow gasifiers [
33].
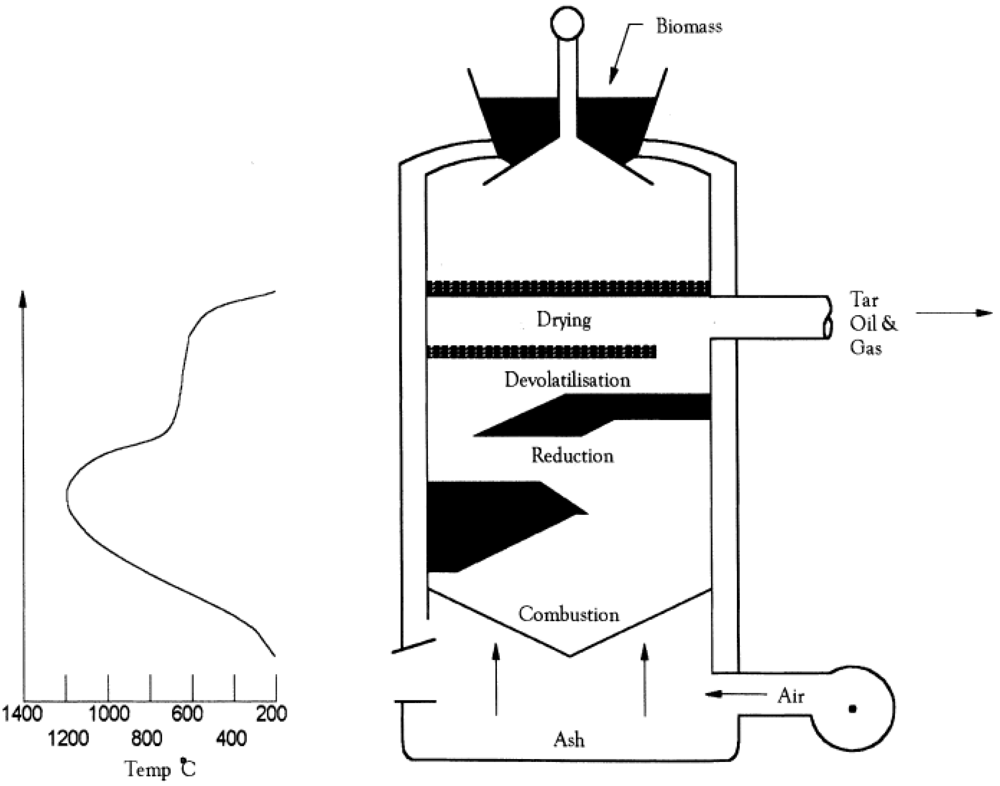
In the updraft fixed bed gasifier, as shown in
Figure 3, the biomass feed is introduced into the top oft he gasifier and falls downwards when the gasifying agent comes into the bottom of the grate and then goes upwards. The combustion happens at the bottom of the bed, and the gas product is released out of the gasifier at around a temperature of 500 °C. In the downdraft fixed bed gasifier, as shown in
Figure 4, both the biomass feed and gasifying agent move downward, and the gas exits at a higher temperature of 800 °C [
34].
Figure 3.
Schematic of an updraft gasifier [
26].
Figure 3.
Schematic of an updraft gasifier [
26].
Figure 4.
Schematic of a downdraft gasifier [
26].
Figure 4.
Schematic of a downdraft gasifier [
26].
In the fluidized bed gasifier, the biomass feed is introduced into the gasifier bottom and then fluidized using air, oxygen or another gasifying agent. Such kinds of gasifiers can increase the reaction rates and conversion efficiencies by enhancing the heat transfer during the gasification. Fluidized beds can be further divided into bubbling fluidized beds and circulating fluidized beds [
34].
In the entrained flow gasifier, as shown in
Figure 5, the feed and air are introduced into the reactor co-currently and the reactions happen at high pressures (between 19.7 and 69.1 atm) and high temperature (more than 1000 °C) [
35,
36]. The entrained flow gasifier has been developed for coal gasification, but it requires a fine feed (<0.1–0.4 mm) which requires a stricter pretreatment process for biomass fibrous materials, such as wood [
26].
Figure 5.
Configuration of an entrained flow gasifier [
35,
36].
Figure 5.
Configuration of an entrained flow gasifier [
35,
36].
The advantages and disadvantages of various gasifiers have been summarized and compared by Rampling [
37] and are shown in
Table 2.
Table 2.
Properties of selected gasification technologies [
37].
Table 2.
Properties of selected gasification technologies [37].
| Advantages | Disadvantages |
|---|
| Fixed/moving bed, updraft |
| Simple, inexpensive process Exit gas temperature about 250 °C Operates satisfactorily under pressure High carbon conversion efficiency Low dust levels in gas High thermal efficiency | Large tar production Potential channeling Potential bridging Small feed size Potential clinkering |
| | |
| Fixed/moving bed, downdraft |
| Simple process Only traces of tar in gas product | Minimum feed size Limited ash content allowable in feed Limits to scale up capacity Potential for bridging and clinkering |
| Fluidized bed |
| Flexible feed rate and composition High ash fuels acceptable Able to pressurize High CH4 in gas product High volumetric capacity Easy temperature control | Operating temperature limited by ash clinkering High gas product temperature High tar and fines content in gas Possibility of high C content in fly ash |
| | |
| Circulating fluidized bed |
| Flexible process Up to 850 °C operating temperature | Corrosion and attrition problems Poor operational control using biomass |
| | |
| Double fluidized bed |
| Oxygen not required High CH4 due to low bed Temperature Temperature limit in the oxidizer | More tar due to lower bed temperature Difficult to operate under pressure |
| | |
| Entrained bed |
| Very low in tar and CO2 Flexible to feedstock Exit gas temperature | Low in CH4 Extreme feedstock size reduction required Complex operational control Carbon loss with ash Ash slagging |
The reaction in biomass gasification is generally like this [
38]:
In the first step of the gasification process, the cellulose, hemicelluloses and lignin compounds in the biomass are thermo-chemically decomposed. Then the gasification of char generated from the first step and some other equilibrium reactions occur. A detailed description of the reactions that happen in the gasification process can be the following [
39,
40]:
The composition of the product gas from a gasifier will be influenced by several parameters [
41,
42], such as feedstock composition, moisture content of the feedstock, gasifying agents, operation pressure, operation temperature,
etc. It is difficult to predict the composition of the gas product from a gasifier due to the complex reactions occurred during the gasification.
Table 3 shows the typical composition of gas produced from gasification of wood and charcoal with low to medium moisture content with ambient air as the gasifying agent in a downdraft gasifier [
43] and composition of bio-syngas from biomass gasification [
44,
45,
46].
Table 3.
Composition of gas produced from gasification of wood and charcoal in ambient air [
43] and also the composition of typical nitrogen free bio-syngas [
44,
45,
46].
Table 3.
Composition of gas produced from gasification of wood and charcoal in ambient air [43] and also the composition of typical nitrogen free bio-syngas [44,45,46].
| Component | Wood gas (air) | Charcoal gas (air) | Bio-syngas (nitrogen free) |
|---|
| N2 | 50–60 | 55–65 | 0 |
| CO | 14–25 | 28–32 | 28–36 |
| CO2 | 9–15 | 1–3 | 22–32 |
| H2 | 10–20 | 4–10 | 21–30 |
| CH4 | 2–6 | 0–2 | 8–11 |
| C2H4 | n/a | n/a | 2–4 |
| BTX | n/a | n/a | 0.84–0.96 |
| C2H5 | n/a | n/a | 0.16–0.22 |
| Tar | n/a | n/a | 0.15–0.24 |
| Others | n/a | n/a | <0.021 |
Some other critical issues in biomass gasification, such as the effects of gasification temperature, biomass flow rate, type and properties and gasifying agent types on the product properties, can be found in previous research work [
47,
48,
49,
50,
51].
2.2. Bio-Syngas Cleaning
The biomass feedstock is pretreated and the gasification technologies are optimized to efficiently produce bio-syngas with the desired content of carbon monoxide and hydrogen. However, some amounts of impurities will show in the raw bio-syngas. Those impurities can lower the FT activity in the bio-syngas catalytic conversion, so it is necessary to remove them to meet the Fischer–Tropsch synthesis specifications [
52], which are shown in
Table 4.
Generally, the impurities in bio-syngas produced from the gasifier can be grouped into three types: (1) organic impurities, such as tars, Benzene, Toluene, and Xylenes (BTX); (2) inorganic impurities, such as O2, NH3, HCN, H2S, COS, and HCl; (3) other impurities, such as dust and soot.
Table 4.
The requirements of syngas cleaning for Fischer–Tropsch synthesis [
52].
Table 4.
The requirements of syngas cleaning for Fischer–Tropsch synthesis [52].
| Impurity | Specification |
|---|
| H2S + COS + CS2 | <1 ppmv a |
| NH3 + HCN | <1 ppmv |
| HCl + HBr + HF | <10 ppbv b |
| Alkali metals (Na + K) | <10 ppbv |
| Particles (soot, ash) | “almost removed” |
| Organic components (tar) | below dew point |
| Hetero-organic components (S, N, O) | <1 ppmv |
2.2.1. Organic Impurities Removal
Tars are condensable mixtures which include single ring to 5-ring aromatic compounds, other oxygen containing hydrocarbons and the polycyclic aromatic hydrocarbons (PAHs) [
53]. They will foul the equipment in the following steps or even cover the surface of catalysts to slow or stop the reaction of the FT conversion, so the concentration of tars should be reduced to below dew point during the FT conversion. However, tars can be cracked into CO and H
2 to increase their contents in the bio-syngas, and eventually to increase the overall carbon utilization efficiency of the feedstock. There are two types of tar cracking methods: thermal cracking (primary method) and catalytic cracking (secondary method) [
54]. Catalytic cracking has been proved effective. A tar conversion rate of over 99% has been achieved by using dolomite and Ni based catalysts [
55]. Tars can also be removed by using the oil based scrubbing [
56].
2.2.2. Inorganic and Other Impurities Removal
Raw bio-syngas contains 0.5–1 vol% oxygen, which may cause severe explosions during the hydrogen compression before FT reaction, oxidization of the catalysts and lower the activity of FT synthesis; it is necessary to reduce the O
2 content to below 0.5 vol%. For Cu/Zn/Al/HZSM-5 catalyst, O
2 content should be reduced to less than 0.1 vol% [
57]. Li
et al. designed two deoxidizers packed with Pd/Al
2O
3-based de-oxidant before the compressor and the fixed-bed reactor to reduce the O
2 content to the desired value [
57]. In another research, tubular zirconia-yttria membranes have been developed to remove oxygen from low oxygen containing gas to produce oxygen-free gas streams [
58].
In the gasification process, nitrogen in the biomass will form NH
3, HCN, and NO
x. Nitrogen containing species are unfavorable in the bio-syngas, they will poison the catalyst or act as the precursor of NO
x. Ammonia can be removed by aqueous scrubber, or can be decomposed and selectively oxidized [
59]:
These two methods are desirable because they will not introduce any contaminants to the following steps. NO
x is one of the significant pollutants in the atmosphere; it can be removed over the platinum and metals (Cu, Cr and Fe) based on zeolite (H-ZSM-5) catalysts [
60]. Dust, soot and other impurities can be removed by using cyclones, metal filters, moving beds, candle filters, bag filters, and special soot scrubber [
25].
Sulfur contaminants from the biomass gasification can take up the active sites of catalysts and reduce the catalytic activity during the reaction. A current approach in the coal industry is the use of a sulfur sorbent, like ZnO, to absorb H
2S and form ZnS to protect catalysts from sulfur poisoning [
61].
2.3. Fischer–Tropsch Synthesis
The Fischer–Tropsch process or Fischer–Tropsch synthesis is a set of catalytic processes for converting synthesis gas (syngas, carbon monoxide hydrogen and/or other gases mixture) into liquid hydrocarbons. It was first introduced by Han Fischer and Franz Tropsch in 1923 [
62]. The Fischer–Tropsch process has now become a key component in Gas to Liquid (GTL) technology.
The reactions in the Fischer–Tropsch process are generally described as the following:
Except alkanes (Equation 14) and alkenes (Equation 15), some oxygenates (Equation 16) may be also formed during the Fischer–Tropsch process. A water gas shift (WGS) reaction (Equation 17) occurring during the process can be used to adjust the ratio of carbon monoxide and hydrogen.
The products from Fischer–Tropsch process generally follow the statistical hydrocarbon distribution—Anderson-Schulz-Flory (ASF) distribution [
63]. The molar fraction
M of a certain carbon number of n can be described as:
So product distribution can be determined by the chain growth probability α value. The product distribution from the Fischer–Tropsch synthesis as a function of chain growth probability in molar fraction and mass fraction are depicted in
Figure 6 [
64]. It can be predicted from the ASF distribution that the maximum selectivity to gasoline range (C5–C11) and diesel range (C12–C20) hydrocarbons are around 45% and 30%, respectively [
65].
Figure 6.
FT product distribution as a function of chain growth probability [
64].
Figure 6.
FT product distribution as a function of chain growth probability [
64].
Commercially available FT reactors nowadays have two different temperature ranges. The high temperature FT (HTFT) reactor runs with iron catalysts at around 340 °C, and is used to produce olefins and gasoline. The low temperature FT (LTFT) reactor uses iron or cobalt based catalysts at around 230 °C, and is used to produce diesel and linear waxes [
66]. Generally, commercially established FT reactors can be divided into three main categories: fixed bed, fluid bed and slurry FT reactors [
67]. The critical features of FT reactors, such as heat transfer and mass transfer, are summarized and compared in
Table 5 [
68]. Other theoretical and practical aspects of selecting and designing FT reactors can be found in previous works [
69,
70,
71,
72,
73].
Table 5.
Comparison of selected FT reactors [
68].
Table 5.
Comparison of selected FT reactors [68].
| Feature | Fixed bed | Fluid bed (circulating) | Slurry |
|---|
| Temperature control | Poor | Good | Good |
| Heat exchanger surface | 240 m2 per 1000 m3 feed | 15–30 m2 per 2000 m3 feed | 50 m2 per 1000 m3 feed |
| Max. reactor diameter | <0.08 m | Large | Large |
| CH4 formation | Low | High | As fixed bed or lower |
| Flexibility | Intermediate | Little | High |
| Product | Full range | Low mol. Weight | Full range |
| Space-time yield (C2+) | >1000 kg/m3 day | 4000–12000 kg/m3 day | 1000 kg/m3 day |
| Catalyst affectivity | Lowest | Highest | Intermediate |
| Back-mixing | Little | Intermediate | Large |
| Minimum H2/CO feed | As slurry or higher | Highest | Lowest |
| Construction | | | Simplest |
Fe-, Co-, Ru- and Ni-based catalysts are mostly used in the Fischer–Tropsch process [
66]. Ru is very active in the FT reaction, however, its availability is very limited and its price is very high. Ni is also very active, but produces too much methane due to its strong hydrogenating properties. Moreover, Ni will form volatile carbonyls under high pressure and will be lost from the reactors slowly. This leaves Fe and Co as the only practical catalysts in industrial application [
74].







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






