
Advances and Challenges in Biocatalysts Application for High Solid-Loading of Biomass for 2nd Generation Bio-Ethanol Production

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
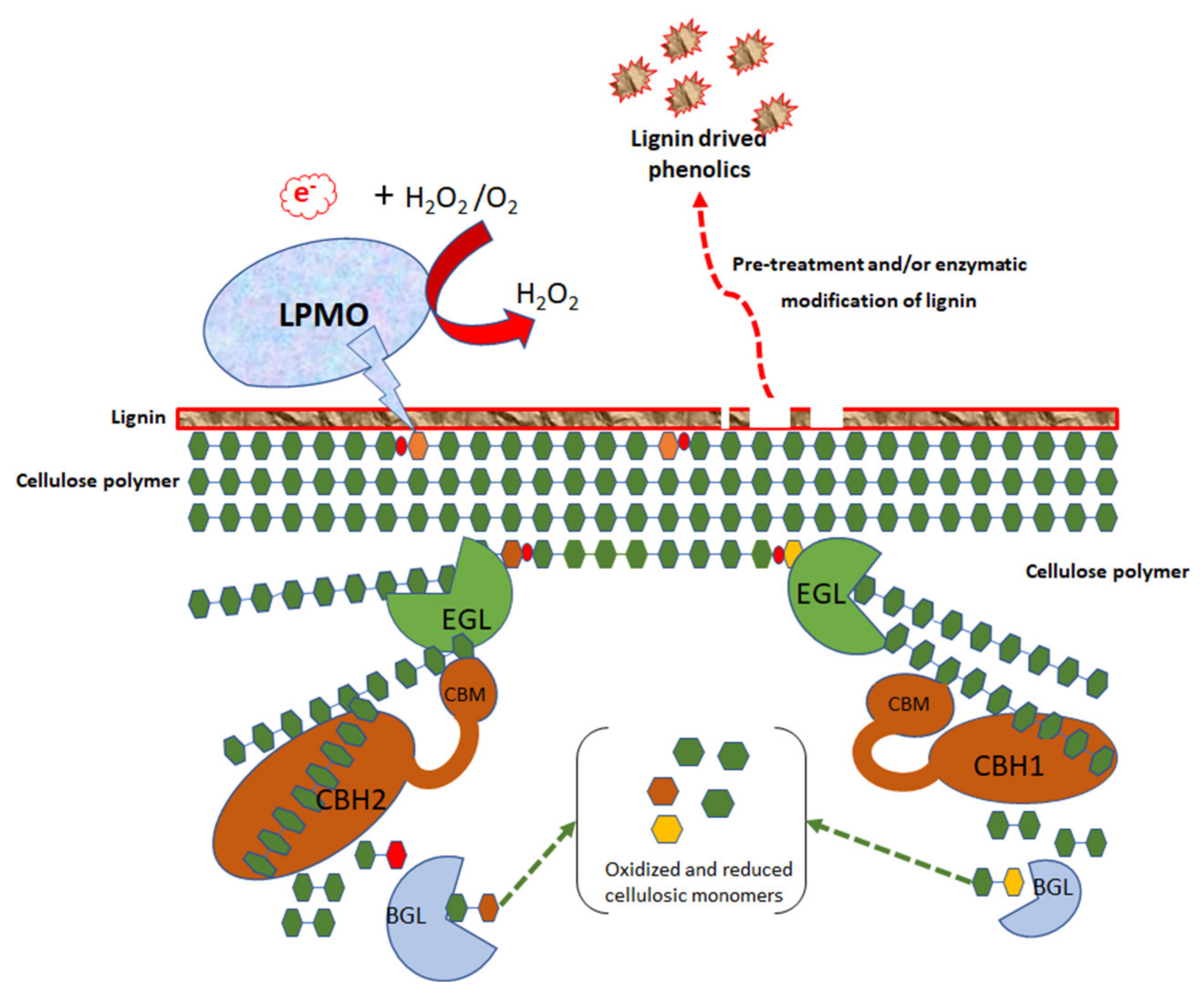
2. Key Biocatalysts for Biomass Hydrolysis for 2nd Generation Bio-Ethanol Production
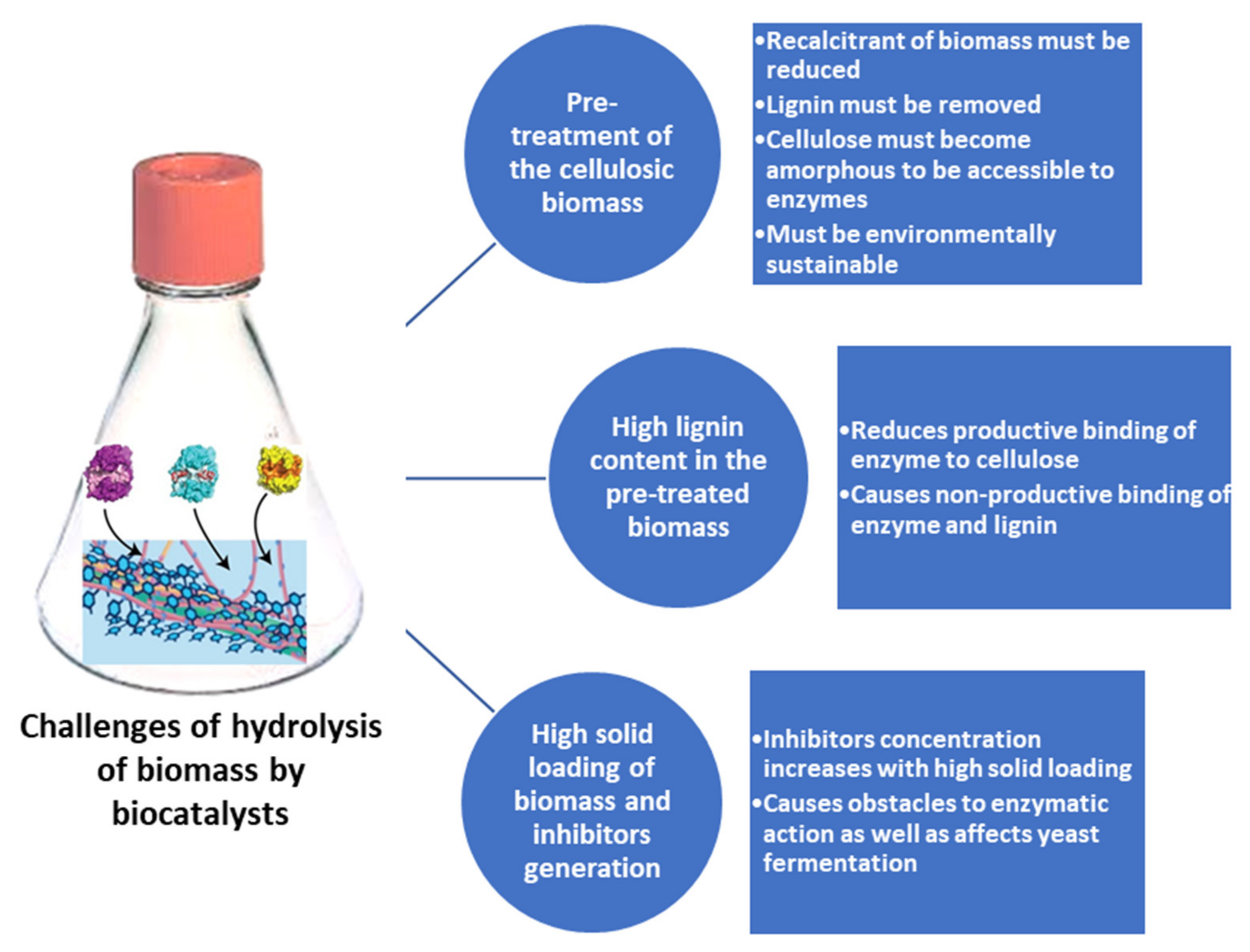
3. Challenges in the Application of Biocatalysts for Hydrolysis of LC Biomass
3.1. Pretreatment of the Cellulosic Biomass
3.2. High Solid Loading of Biomass and Inhibitors Generation
3.3. High Lignin Content and Non-Productive Binding of Enzyme to Lignin
4. Probable Solutions for Biocatalyst Applications
4.1. Additives to Prevent Non-Productive Binding of Enzymes to Lignin
4.2. Sequential Addition of Biomass (Fed-Batch) for Increased Hydrolysis at High Solid Loading Doses
4.3. Simultaneous Saccharification and Fermentation of Biomass
5. Future Perspectives and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ramos, M.D.N.; Milessi, T.S.; Candido, R.G.; Mendes, A.A.; Aguiar, A. Enzymatic catalysis as a tool in biofuels production in Brazil: Current status and perspectives. Energy Sustain. Dev. 2022, 68, 103–119. [Google Scholar] [CrossRef]
- Gupta, A.; Verma, J.P. Sustainable bio-ethanol production from agro-residues: A review. Renew. Sustain. Energy Rev. 2015, 41, 550–567. [Google Scholar] [CrossRef]
- Duarah, P.; Haldar, D.; Patel, A.K.; Dong, C.D.; Singhania, R.R.; Purkait, M.K. A review on global perspectives of sustainable development in bioenergy generation. Bioresour. Technol. 2022, 348, 126791. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.; Singhania, R.R.; Nigam, P.S.; Dong, C.-D.; Patel, A.K.; Puri, M. Global status of lignocellulosic biorefinery: Challenges and perspectives. Bioresour. Technol. 2021, 344, 126415. [Google Scholar] [CrossRef] [PubMed]
- Patel, A.K.; Singhania, R.R.; Pandey, A. Biofuels from biomass. In Novel Combustion Concepts for Sustainable Energy Development; Agarwal, A.K., Pandey, A., Gupta, A.K., Aggarwal, S.K., Kushari, A., Eds.; Springer: New Delhi, India, 2014; pp. 25–44. [Google Scholar]
- Patel, A.K.; Singhania, R.R.; Dong, C.-D.; Obulisami, P.K.; Sim, S.J. Mixotrophic biorefinery: A promising algal platform for sustainable biofuels and high value coproducts. Renew. Sustain. Energy Rev. 2021, 152, 111669. [Google Scholar] [CrossRef]
- Singhania, R.R.; Binod, P.; Pandey, A. Plant-based biofuels- An Introduction. In Handbook of Plant-Based Biofuels; Pandey, A., Ed.; Taylor & Francis: Oxford, UK; CRC Press: Boca Raton, FL, USA, 2008; Chapter 1; pp. 1–10. [Google Scholar]
- Sukumaran, R.K.; Singhania, R.R.; Pandey, A. Microbial cellulases production, applications and challenges. J. Sci. Ind. Res. 2005, 64, 832–844. [Google Scholar]
- Hemansi, H.; Patel, A.K.; Saini, J.K.; Singhania, R.R. Development of multiple inhibitor tolerant yeast via adaptive laboratory evolution for sustainable bioethanol production. Bioresour. Technol. 2021, 344, 126247. [Google Scholar] [CrossRef]
- Singhania, R.R.; Patel, A.K.; Raj, T.; Chen, C.-W.; Ponnusamy, V.K.; Tahir, N.; Kim, S.-H.; Dong, C.-D. Lignin valorisation via enzymes: A sustainable approach. Fuel 2021, 311, 122608. [Google Scholar] [CrossRef]
- Saini, J.K.; Patel, A.K.; Adsul, M.; Singhania, R.R. Cellulase adsorption on lignin: A roadblock for economic hydrolysis of biomass. Renew. Energ. 2016, 98, 28–42. [Google Scholar] [CrossRef]
- Singhania, R.R.; Ruiz, H.A.; Awasthi, M.K.; Dong, C.-D.; Chen, C.-W.; Patel, A.K. Challenges in cellulase bioprocess for biofuel applications. Renew. Sustain. Energy Rev. 2021, 151, 111622. [Google Scholar] [CrossRef]
- Singhania, R.R.; Patel, A.K.; Singh, A.; Haldar, D.; Soam, S.; Chen, C.-W.; Tsai, M.-L.; Dong, C.-D. Consolidated bioprocessing of lignocellulosic biomass: Technological advances and challenges. Bioresour. Technol. 2022, 354, 127153. [Google Scholar] [CrossRef] [PubMed]
- Tarabanko, N.; Baryshnikov, S.V.; Kazachenko, A.S.; Miroshnikova, A.; Skripnikov, A.M.; Lavrenov, A.V.; Taran, O.P.; Kuznetsov, B.N. Hydrothermal hydrolysis of microcrystalline cellulose from birch wood catalyzed by Al2O3-B2O3 mixed oxides. Wood Sci. Technol. 2022, 56, 437–457. [Google Scholar] [CrossRef]
- Singhania, R.R.; Saini, J.K.; Saini, R.; Adsul, M.; Mathur, A.; Gupta, R.; Tuli, D.K. Bioethanol production from wheat straw via enzymatic route employing Penicillium janthinellum cellulases. Bioresour. Technol. 2014, 169, 490–495. [Google Scholar] [CrossRef] [PubMed]
- Lanzafame, P.; Temi, D.; Perathoner, S.; Spadaro, A.; Centi, G. Direct conversion of cellulose to glucose and valuable intermediates in mild reaction conditions over solid acid catalysts. Catal. Today 2012, 179, 178–184. [Google Scholar] [CrossRef]
- Singhania, R.R.; Dixit, P.; Patel, A.K.; Kuo, C.H.; Chen, C.W.; Dong, C.D. LPMOs: A boost to catalyze lignocellulose deconstruction. Bioresour. Technol. 2021, 335, 125261. [Google Scholar]
- Singhania, R.; Sukumaran, R.; Patel, A.K.; Larroche, C.; Pandey, A. Advancement and comparative profiles in the production technologies using solid-state and submerged fermentation for microbial cellulases. Enzym. Microb. Technol. 2010, 46, 541–549. [Google Scholar] [CrossRef]
- Patel, A.K.; Dixit, P.; Pandey, A.; Singhania, R.R. Promising enzymes for biomass processing. In Advances in Enzyme Catalysis and Technologies; Singh, S.P., Singhania, R.R., Zhi, L.A., Larroche, C., Eds.; Biomass, Biofuels, Biochemicals; Elsevier: Amsterdam, The Netherlands, 2020; pp. 245–271. [Google Scholar]
- Dhyani, V.; Bhaskar, T. Pyrolysis of biomass. In Biofuels: Alternative Feedstocks and Conversion Processes for the Production of Liquid and Gaseous Biofuels; Pandey, A., Larroche, C., Gnansounou, E., Khanal, S.K., Dussap, C.-G., Ricke, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 217–244. ISBN 9780128168561. [Google Scholar]
- Mathew, G.M.; Sukumaran, R.K.; Singhania, R.R.; Pandey, A. Progress in research on fungal cellulases for lignocellulose degradation. J. Sci. Ind. Res. 2008, 67, 898–907. [Google Scholar]
- Singh, A.; Patel, A.K.; Adsul, M.; Mathur, A.; Singhania, R.R. Genetic modification: A tool for enhancing cellulase secretion. Biofuel Res. J. 2017, 4, 600–610. [Google Scholar] [CrossRef] [Green Version]
- Singhania, R.R.; Patel, A.K.; Pandey, A.; Ganansounou, E. Genetic modification: A tool for enhancing beta-glucosidase production for biofuel application. Bioresour. Technol. 2017, 245, 1352–1361. [Google Scholar] [CrossRef]
- Singhania, R.R.; Patel, A.K.; Saini, R.; Pandey, A. Industrial Enzymes: β-Glucosidases. In Current Developments in Biotechnology and Bioengineering: Production, Isolation and Purification of Industrial Products; Pandey, A., Negy, S., Soccol, C.R., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2017; pp. 103–125. [Google Scholar]
- Sukumaran, R.; Singhania, R.; Mathew, G.; Pandey, A. Cellulase production using biomass feed stock and its application in lignocellulose saccharification for bio-ethanol production. Renew. Energy 2009, 34, 421–424. [Google Scholar] [CrossRef]
- Adsul, M.; Sandhu, S.K.; Singhania, R.R.; Gupta, R.; Puri, S.K.; Mathur, A. Designing a cellulolytic enzyme cocktail for the efficient and economical conversion of lignocellulosic biomass to biofuels. Enzym. Microb. Technol. 2019, 133, 109442. [Google Scholar] [CrossRef]
- Saini, J.K.; Singhania, R.R.; Satlewal, A.; Saini, R.; Gupta, R.; Tuli, D.; Mathur, A.; Adsul, M. Improvement of wheat straw hydrolysis by cellulolytic blends of two Penicillium spp. Renew. Energy 2016, 98, 43–50. [Google Scholar] [CrossRef]
- Vaishnav, N.; Singh, A.; Adsul, M.; Dixit, P.; Sandhu, S.K.; Mathur, A.; Puri, S.K.; Singhania, R.R. Penicillium: The next emerging champion for cellulase production. Bioresour. Technol. Rep. 2018, 2, 131–140. [Google Scholar] [CrossRef]
- Patel, A.K.; Singhania, R.R.; Chen, C.W.; Tseng, Y.S.; Wu, C.H.; Kuo, C.H.; Dong, C.D. Advances in Micro and Nano Bubbles Technology for enhancing biological applications. Env. Technol. Innov. 2021, 23, 101729. [Google Scholar] [CrossRef]
- Thomas, L.; Joseph, A.; Singhania, R.R.; Patel, A.K.; Pandey, A. 6—Industrial enzymes: Xylanases. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2017; pp. 127–148. [Google Scholar]
- Singh, A.; Jasso, R.M.R.; Gonzalez-Gloria, K.D.; Rosales, M.; Cerda, R.B.; Aguilar, C.N.; Singhania, R.R.; Ruiz, H.A. The enzyme biorefinery platform for advanced biofuels production. Bioresour. Technol. Rep. 2019, 7, 100257. [Google Scholar] [CrossRef]
- He, Y.; Pang, Y.; Liu, Y.; Li, X.; Wang, K. Physicochemical Characterization of Rice Straw Pretreated with Sodium Hydroxide in the Solid State for Enhancing Biogas Production. Energy Fuels 2008, 22, 2775–2781. [Google Scholar] [CrossRef]
- Raj, T.; Kapoor, M.; Gaur, R.; Christopher, J.; Lamba, B.Y.; Tuli, D.K.; Kumar, R. Physical and chemical characterization of various Indian agriculture residues for biofuels production physical and chemical characterization of various Indian agriculture residues for biofuels production. Energy Fuels 2015, 29, 3111–3118. [Google Scholar] [CrossRef]
- Singh, A.; Rodríguez-Jasso, R.M.; Saxena, R.; Cerda, R.B.; Singhania, R.R.; Ruiz, H.A. Subcritical water pretreatment for agave bagasse fractionation from tequila production and enzymatic susceptibility. Bioresour. Technol. 2021, 338, 125536. [Google Scholar] [CrossRef]
- Yue, P.; Hu, Y.; Tian, R.; Bian, J.; Peng, F. Hydrothermal pretreatment for the production of oligosaccharides: A review. Bioresour. Technol. 2021, 343, 126075. [Google Scholar] [CrossRef] [PubMed]
- Pattnaik, F.; Nanda, S.; Kumar, V.; Naik, S.; Dalai, A.K. Isolation of cellulose fibers from wetland reed grass through an integrated subcritical water hydrolysis-pulping-bleaching process. Fuel 2021, 311, 122618. [Google Scholar] [CrossRef]
- Raj, T.; Chandrasekhar, K.; Kumar, A.N.; Banu, J.R.; Yoon, J.-J.; Bhatia, S.K.; Yang, Y.-H.; Varjani, S.; Kim, S.-H. Recent advances in commercial biorefineries for lignocellulosic ethanol production: Current status, challenges and future perspectives. Bioresour. Technol. 2021, 344, 126292. [Google Scholar] [CrossRef] [PubMed]
- Joy, S.P.; Krishnan, C. Modified organosolv pretreatment for improved cellulosic ethanol production from sorghum biomass. Ind. Crop. Prod. 2021, 177, 114409. [Google Scholar] [CrossRef]
- Kapoor, M.; Raj, T.; Vijayaraj, M.; Chopra, A.; Gupta, R.P.; Tuli, D.K.; Kumar, R. Structural features of dilute acid, steam exploded, and alkali pretreated mustard stalk and their impact on enzymatic hydrolysis. Carbohydr. Polym. 2015, 124, 265–273. [Google Scholar] [CrossRef] [PubMed]
- Semwal, S.; Raj, T.; Kumar, R.; Christopher, J.; Gupta, R.P.; Puri, S.K.; Kumar, R.; Ramakumar, S. Process optimization and mass balance studies of pilot scale steam explosion pretreatment of rice straw for higher sugar release. Biomass Bioenergy 2019, 130, 105390. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, H.; Jiao, N.; Xu, G.; Xu, Y. Fractionation of poplar using hydrothermal and acid hydrotropic pretreatments for co-producing xylooligosaccharides, fermentable sugars, and lignin nanoparticles. Ind. Crop. Prod. 2022, 181, 114853. [Google Scholar] [CrossRef]
- Raj, T.; Gaur, R.; Dixit, P.; Gupta, R.P.; Kagdiyal, V.; Kumar, R.; Tuli, D.K. Ionic liquid pretreatment of biomass for sugars production: Driving factors with a plausible mechanism for higher enzymatic digestibility. Carbohydr. Polym. 2016, 149, 369–381. [Google Scholar] [CrossRef]
- Raj, T.; Gaur, R.; Lamba, B.Y.; Singh, N.; Gupta, R.P.; Kumar, R.; Puri, S.K.; Ramakumar, S. Characterization of ionic liquid pretreated plant cell wall for improved enzymatic digestibility. Bioresour. Technol. 2018, 249, 139–145. [Google Scholar] [CrossRef]
- Ling, Z.; Guo, Z.; Huang, C.; Yao, L.; Xu, F. Deconstruction of oriented crystalline cellulose by novel levulinic acid based deep eutectic solvents pretreatment for improved enzymatic accessibility. Bioresour. Technol. 2020, 305, 123025. [Google Scholar] [CrossRef]
- Shanmugam, S.; Sekar, M.; Sivaramakrishnan, R.; Raj, T.; Ong, E.S.; Rabbani, A.H.; Rene, E.R.; Mathimani, T.; Brindhadevi, K.; Pugazhendhi, A. Pretreatment of second and third generation feedstock for enhanced biohythane production: Challenges, recent trends and perspectives. Int. J. Hydrog. Energy 2021, 46, 11252–11268. [Google Scholar] [CrossRef]
- Sivagurunathan, P.; Raj, T.; Mohanta, C.S.; Semwal, S.; Satlewal, A.; Gupta, R.P.; Puri, S.K.; Ramakumar, S.; Kumar, R. 2G waste lignin to fuel and high value-added chemicals: Approaches, challenges and future outlook for sustainable development. Chemosphere 2020, 268, 129326. [Google Scholar] [CrossRef]
- Khunchit, K.; Nitayavardhana, S.; Ramaraj, R.; Ponnusamy, V.K.; Unpaprom, Y. Liquid hot water extraction as a chemical-free pretreatment approach for biobutanol production from Cassia fistula pods. Fuel 2020, 279, 118393. [Google Scholar] [CrossRef]
- Sidana, A.; Yadav, S.K. Recent developments in lignocellulosic biomass pretreatment with a focus on eco-friendly, non-conventional methods. J. Clean. Prod. 2021, 335, 130286. [Google Scholar] [CrossRef]
- Kapoor, K.; Tyagi, A.K.; Diwan, R.K. Effect of gamma irradiation on recovery of total reducing sugars from delignified sugarcane bagasse. Radiat. Phys. Chem. 2019, 170, 108643. [Google Scholar] [CrossRef]
- Chio, C.; Sain, M.; Qin, W. Lignin utilization: A review of lignin depolymerization from various aspects. Renew. Sustain. Energy Rev. 2019, 107, 232–249. [Google Scholar] [CrossRef]
- Sharma, S.; Kumar, R.; Gaur, R.; Agrawal, R.; Gupta, R.P.; Tuli, D.K.; Das, B. Pilot scale study on steam explosion and mass balance for higher sugar recovery from rice straw. Bioresour. Technol. 2015, 175, 350–357. [Google Scholar] [CrossRef]
- Nordin, N.; Illias, R.M.; Manas, N.H.A.; Ramli, A.N.M.; Selvasembian, R.; Azelee, N.I.W.; Rajagopal, R.; Thirupathi, A.; Chang, S.W.; Ravindran, B. Highly sustainable cascade pretreatment of low-pressure steam heating and organic acid on pineapple waste biomass for efficient delignification. Fuel 2022, 321, 124061. [Google Scholar] [CrossRef]
- Gong, Z.; Wang, X.; Yuan, W.; Wang, Y.; Zhou, W.; Wang, G.; Liu, Y. Fed-batch enzymatic hydrolysis of alkaline organosolv-pretreated corn stover facilitating high concentrations and yields of fermentable sugars for microbial lipid production. Biotechnol. Biofuels 2020, 13, 13. [Google Scholar] [CrossRef]
- Sharma, V.; Nargotra, P.; Sharma, S.; Bajaj, B.K. Efficient bioconversion of sugarcane tops biomass into biofuel-ethanol using an optimized alkali-ionic liquid pretreatment approach. Biomass Convers. Biorefinery 2020, 1–14. [Google Scholar] [CrossRef]
- Ma, C.-Y.; Xu, L.-H.; Zhang, C.; Guo, K.-N.; Yuan, T.-Q.; Wen, J.-L. A synergistic hydrothermal-deep eutectic solvent (DES) pretreatment for rapid fractionation and targeted valorization of hemicelluloses and cellulose from poplar wood. Bioresour. Technol. 2021, 341, 125828. [Google Scholar] [CrossRef]
- Raj, T.; Kapoor, M.; Semwal, S.; Sadula, S.; Pandey, V.; Gupta, R.P.; Kumar, R.; Tuli, D.K.; Das, B. The cellulose structural transformation for higher enzymatic hydrolysis by ionic liquids and predicting their solvating capabilities. J. Clean. Prod. 2016, 113, 1005–1014. [Google Scholar] [CrossRef]
- Selvakumar, P.; Adane, A.; Zelalem, T.; Hunegnaw, B.; Karthik, V.; Kavitha, S.; Jayakumar, M.; Karmegam, N.; Govarthanan, M.; Kim, W. Optimization of binary acids pretreatment of corncob biomass for enhanced recovery of cellulose to produce bioethanol. Fuel 2022, 321, 124060. [Google Scholar] [CrossRef]
- Shen, G.; Yuan, X.; Chen, S.; Liu, S.; Jin, M. High titer cellulosic ethanol production from sugarcane bagasse via DLCA pretreatment and process development without washing/detoxifying pretreated biomass. Renew. Energy 2022, 186, 904–913. [Google Scholar] [CrossRef]
- Sun, C.; Ren, H.; Sun, F.; Hu, Y.; Liu, Q.; Song, G.; Abdulkhani, A.; Show, P.L. Glycerol organosolv pretreatment can unlock lignocellulosic biomass for production of fermentable sugars: Present situation and challenges. Bioresour. Technol. 2021, 344, 126264. [Google Scholar] [CrossRef] [PubMed]
- Gundupalli, M.P.; Tantayotai, P.; Panakkal, E.J.; Chuetor, S.; Kirdponpattara, S.; Thomas, A.S.S.; Sharma, B.K.; Sriariyanun, M. Hydrothermal pretreatment optimization and deep eutectic solvent pretreatment of lignocellulosic biomass: An integrated approach. Bioresour. Technol. Rep. 2022, 17, 100957. [Google Scholar] [CrossRef]
- Ramadoss, G.; Muthukumar, K. Mechanistic study on ultrasound assisted pretreatment of sugarcane bagasse using metal salt with hydrogen peroxide for bioethanol production. Ultrason. Sonochemistry 2016, 28, 207–217. [Google Scholar] [CrossRef]
- Miranda, F.S.; Rabelo, S.C.; Pradella, J.G.C.; Di Carli, C.; Petraconi, G.; Maciel, H.S.; Pessoa, R.S.; Vieira, L. Plasma in-Liquid Using Non-contact Electrodes: A Method of Pretreatment to Enhance the Enzymatic Hydrolysis of Biomass. Waste Biomass Valorization 2019, 11, 4921–4931. [Google Scholar] [CrossRef]
- Gaur, R.; Semwal, S.; Raj, T.; Lamba, B.Y.; Ramu, E.; Gupta, R.P.; Kumar, R.; Puri, S.K. Intensification of steam explosion and structural intricacies impacting sugar recovery. Bioresour. Technol. 2017, 241, 692–700. [Google Scholar] [CrossRef]
- Gabhane, J.; William, S.P.; Vaidya, A.N.; Das, S.; Wate, S.R. Solar assisted alkali pretreatment of garden biomass: Effects on lignocellulose degradation, enzymatic hydrolysis, crystallinity and ultra-structural changes in lignocellulose. Waste Manag. 2015, 40, 92–99. [Google Scholar] [CrossRef]
- Romaní, A.; Tomaz, P.D.; Garrote, G.; Teixeira, J.; Domingues, L. Combined alkali and hydrothermal pretreatments for oat straw valorization within a biorefinery concept. Bioresour. Technol. 2016, 220, 323–332. [Google Scholar] [CrossRef] [Green Version]
- Da Silva, A.S.; Espinheira, R.P.; Teixeira, R.S.S.; de Souza, M.F.; Ferreira-Leitão, V.; Bon, E.P.S. Constraints and advances in high-solids enzymatic hydrolysis of lignocellulosic biomass: A critical review. Biotechnol. Biofuels 2020, 13, 58. [Google Scholar] [CrossRef] [Green Version]
- Ramachandriya, K.D.; Wilkins, M.; Atiyeh, H.K.; Dunford, N.T.; Hiziroglu, S. Effect of high dry solids loading on enzymatic hydrolysis of acid bisulfite pretreated Eastern redcedar. Bioresour. Technol. 2013, 147, 168–176. [Google Scholar] [CrossRef] [PubMed]
- Roberts, K.M.; Lavenson, D.M.; Tozzi, E.J.; McCarthy, M.J.; Jeoh, T. The efects of water interactions in cellulose suspensions on mass transfer and saccharifcation efciency at high solids loadings. Cellulose 2011, 18, 759–773. [Google Scholar] [CrossRef]
- Agrawal, R.; Verma, A.; Singhania, R.R.; Varjani, S.; Di Dong, C.; Patel, A.K. Current understanding of the inhibition factors and their mechanism of action for the lignocellulosic biomass hydrolysis. Bioresour. Technol. 2021, 332, 125042. [Google Scholar] [CrossRef] [PubMed]
- Hodge, D.B.; Karim, M.N.; Schell, D.J.; McMillan, J.D. Soluble and insoluble sol ids contributions to high-solids enzymatic hydrolysis of lignocellulose. Bioresour. Technol. 2008, 99, 8940–8948. [Google Scholar] [CrossRef]
- Kim, D. Physico-chemical conversion of lignocellulose: Inhibitor effects and detoxifcation strategies: A mini review. Molecules 2018, 23, 309. [Google Scholar] [CrossRef] [Green Version]
- Modenbach, A.A.; Nokes, S.E. Enzymatic hydrolysis of biomass at high-solids loadings—A review. Biomass Bioenergy 2013, 56, 526–544. [Google Scholar] [CrossRef] [Green Version]
- Xue, S.; Uppugundla, N.; Bowman, M.J.; Cavalier, D.; Sousa, L.D.C.; E Dale, B.; Balan, V. Sugar loss and enzyme inhibition due to oligosaccharide accumulation during high solids-loading enzymatic hydrolysis. Biotechnol. Biofuels 2015, 8, 195. [Google Scholar] [CrossRef] [Green Version]
- Saini, R.; Kaur, A.; Saini, J.K.; Patel, A.K.; Varjani, S.; Chen, C.-W.; Singhania, R.R.; Dong, C.-D. Trends in Lignin Biotransformations for Bio-Based Products and Energy Applications. BioEnergy Res. 2022, 1–17. [Google Scholar] [CrossRef]
- Haldar, D.; Dey, P.; Patel, A.K.; Dong, C.-D.; Singhania, R.R. A Critical Review on the Effect of Lignin Redeposition on Biomass in Controlling the Process of Enzymatic Hydrolysis. BioEnergy Res. 2022, 1–12. [Google Scholar] [CrossRef]
- Yarbrough, J.M.; Mittal, A.; Mansfield, E.; Ii, L.E.T.; Hobdey, S.E.; Sammond, D.W.; Bomble, Y.J.; Crowley, M.F.; Decker, S.R.; Himmel, M.E.; et al. New perspective on glycoside hydrolase binding to lignin from pretreated corn stover. Biotechnol. Biofuels 2015, 8, 214. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.; Jiang, X.; Shen, X.; Hu, J.; Tang, W.; Wu, X.; Ragauskas, A.; Jameel, H.; Meng, X.; Yong, Q. Lignin-enzyme interaction: A roadblock for efficient enzymatic hydrolysis of lignocellulosics. Renew. Sustain. Energy Rev. 2021, 154, 111822. [Google Scholar] [CrossRef]
- Agrawal, R.; Satlewal, A.; Kapoor, M.; Mondal, S.; Basu, B. Investigating the enzyme-lignin binding with surfactants for improved saccharification of pilot scale pretreated wheat straw. Bioresour. Technol. 2016, 224, 411–418. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.; Zhang, J.; Zhang, Y.; Guo, Y.; Xu, H.; Xu, J.; Wang, Z. Enhancement of high-solids enzymatic hydrolysis efficiency of alkali pretreated sugarcane bagasse at low cellulase dosage by fed-batch strategy based on optimized accessory enzymes and additives. Bioresour. Technol. 2019, 292, 121993. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Chen, M.; Duan, Y.; Huang, R.; Su, R.; Qi, W.; Thielemans, W.; He, Z. Real-Time Adsorption of Exo- and Endoglucanases on Cellulose: Effect of pH, Temperature, and Inhibitors. Langmuir 2018, 34, 13514–13522. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Chu, D.; Huang, J.; Yu, Z.; Dai, G.; Bao, J. Simultaneous saccharifcation and ethanol fermentation at high corn stover solids loading in a helical stirring bioreactor. Biotechnol. Bioeng. 2010, 105, 718–728. [Google Scholar] [PubMed]
- Yang, M.; Li, W.; Liu, B.; Li, Q.; Xing, J. High-concentration sugars production from corn stover based on combined pretreatments and fed-batch process. Bioresour. Technol. 2010, 101, 4884–4888. [Google Scholar] [CrossRef]
- Dos Santos-Rocha, M.S.R.; Pratto, B.; Corrêa, L.J.; Badino, A.C.; Almeida, R.M.R.G.; Cruz, A.J.G. Assessment of different biomass feeding strategies for improving the enzymatic hydrolysis of sugarcane straw. Ind. Crop. Prod. 2018, 125, 293–302. [Google Scholar] [CrossRef]
- Zhao, X.; Dong, L.; Chen, L.; Liu, D. Batch and multi-step fed-batch enzymatic saccharification of Formiline-pretreated sugarcane bagasse at high solid loadings for high sugar and ethanol titers. Bioresour. Technol. 2013, 135, 350–356. [Google Scholar] [CrossRef]
- Beltrán, J.U.H.; Hernández-Escoto, H. Enzymatic hydrolysis of biomass at high-solids loadings through fed-batch operation. Biomass Bioenergy 2018, 119, 191–197. [Google Scholar] [CrossRef]
- Mukasekuru, M.R.; Hu, J.; Zhao, X.; Sun, F.F.; Pascal, K.; Ren, H.; Zhang, J. Enhanced High-Solids Fed-Batch Enzymatic Hydrolysis of Sugar Cane Bagasse with Accessory Enzymes and Additives at Low Cellulase Loading. ACS Sustain. Chem. Eng. 2018, 6, 12787–12796. [Google Scholar] [CrossRef]
- Wang, L.; Feng, X.; Zhang, Y.; Chen, H. Lignocellulose particle size and rheological properties changes in periodic peristalsis enzymatic hydrolysis at high solids. Biochem. Eng. J. 2021, 178, 108284. [Google Scholar] [CrossRef]
- Liu, Z.-H.; Chen, H.-Z. Periodic peristalsis releasing constrained water in high solids enzymatic hydrolysis of steam exploded corn stover. Bioresour. Technol. 2016, 205, 142–152. [Google Scholar] [CrossRef] [PubMed]
- Kadhum, H.J.; Mahapatra, D.M.; Murthy, G.S. A comparative account of glucose yields and bioethanol production from separate and simultaneous saccharification and fermentation processes at high solids loading with variable PEG concentration. Bioresour. Technol. 2019, 283, 67–75. [Google Scholar] [CrossRef] [PubMed]
- Jung, Y.H.; Park, H.M.; Kim, D.H.; Yang, J.; Kim, K.H. Fed-Batch Enzymatic Saccharification of High Solids Pretreated Lignocellulose for Obtaining High Titers and High Yields of Glucose. Appl. Biochem. Biotechnol. 2017, 182, 1108–1120. [Google Scholar] [CrossRef]
- Singhania, R.R.; Sukumaran, R.K.; Rajasree, K.P.; Mathew, A.; Gottumukkala, L.D.; Pandey, A. Properties of a major β-glucosidase-BGL1 from Aspergillus nigerNII-08121 expressed differentially in response to carbon sources. Proc. Biochem. 2011, 46, 1521–1524. [Google Scholar] [CrossRef]
- Nguyen, T.Y.; Cai, C.M.; Kumar, R.; Wyman, C.E. Overcoming factors limiting high-solids fermentation of lignocellulosic biomass to ethanol. Proc. Natl. Acad. Sci. 2017, 114, 11673–11678. [Google Scholar] [CrossRef] [Green Version]
- Singhania, R.R. Beta-Glucosidase from Aspergillus Niger NII 08121-Molecular Characterization and Applications in Bioethanol Production; Cochin University of Science and Technology: Cochin, India, 2012. [Google Scholar]
- Galbe, M.; Sassner, P.; Wingren, A.; Zacchi, G. Process Engineering Economics of Bioethanol Production. In Biofuels; Springer: Berlin/Heidelberg, Germany, 2007; Volume 108, pp. 303–327. [Google Scholar] [CrossRef]
- Patel, A.K.; Singhania, R.R.; Sim, S.J.; Pandey, A. Thermostable cellulases: Current updates and perspectives. Bioresour. Technol. 2019, 279, 385–392. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Pretreatment | Mode of Action | Benefits | Limitations | References |
|---|---|---|---|---|
| Liquid hot water | -Remove extractives -Solubilise acetal groups from hemicellulose | -Increase surface area and porosity -No chemical intake thus free from the neutralization step | -Low cellulose digestibility and lignin solubilization High water and energy demand | [36] |
| Dilute acid | -Catalyze hemicellulose acetal linkage and retain cellulose structure | -High xylose release increases surface area and increases cellulose digestibility -Commercially viable | -Generate fermentative toxins and requires high metallurgy and neutralization step -Sugar losses in terms of toxins and pseudo lignin formation | [37] |
| Ammonia Fiber explosion | -Catalase lignin breaking of ß-ß and ß-O-4 cleave in lignin -Solubilize hemicellulose | -Efficient in lignin removal -Increase surface area, and porosity and reduces overall crystallinity -Less formation of inhibitors -Low energy demand | -High ammonia cost -Recycling issues -Less efficient for softwood biomasses -Oligomers formations | [38] |
| Alkali treatment | -Attribute lignin solubilization, lignin structure change and improves hemicellulose solubilization | -Improves biomass swelling, suitable for all types of biomasses, and reduces overall biomass crystallinity -Low sugar loss, high lignin removal with amorphous cellulose production | -High dose input, harsh condition requirement, -generate oligomers, washing and neutralization step requirement, wastewater generation | [39] |
| Steam explosion | -Break hemicellulose-cellulose-lignin linkages -Reduces cellulose crystallinity | -Remove hemicellulose, and extractives and reorganize the lignin structure -Increase biomass surface area -Enhance cellulose digestibility by rupturing cell wall recalcitrant matrix | -High pressurized equipment requirement -Generate toxins compounds -Results in pseudo lignin formation -Partial cellulose and hemicellulose recovery | [40] |
| Hydrothermal | -Catalyze the breaking of hemicellulose and lignin -Deconstruct cellulose chemical structure | -Dissolve hemicellulose and part of lignin in the aqueous phase -Increases enzymatic digestibility of cellulose | -High water and energy consumption -Low lignin removal | [41] |
| Ionic liquid | -Selectively solubilize lignin, hemicellulose and cellulose through cleavage of ether bonds and H-bonds in lignin–carbohydrate complexes -Alter cellulose crystalline structure to amorphous phase -Decompose β-O-4, β-β, β-5 bonds | -Mild reaction conditions and can deal with a variety of biomasses, Benefited from the no-toxins formation -High cellulose digestibility -Biodegradable and biocompatible | -High production cost and challenging recycling, -High ionic liquid toxicity towards enzyme -High viscosity and lack of separation technology | [42,43] |
| Deep eutectic solvents | -Efficiently solubilize lignin and hemicellulose -Selectively change the crystalline phase of cellulose, | -Increases pore size and pore volume, High digestibility of pretreated biomass -Benefited from high biomass loading -Reduced inhibitor formation | -High production cost -Cellulose degradation | [44] |
| Biological (Fungi/bacteria) | -Biologically catalyze the depolymerization of lignin linkages through laccase, peroxidase enzymes secreted from fungi and bacteria) -Alter cellulose structure | -Degrades lignin and hemicellulose, benefited with reduced energy consumption with no inhibitor formation | -Slow reaction rate -High enzyme inputs -Requires high surface area -Requires strict culture and is not suitable for industrial scale | [10,45] |
| Organosolv | -Selective solubilization of lignin and hemicellulose -Depolymerize lignin structure -Break β-O-4, β-β, β-5 linkage | -Recover pure lignin and cellulose -Suitable for hardwood and softwoods -Reduces crystallinity and enhances biomass surface areas, high digestibility | -Use of costly solvents and faces recovery issue -Enzymatic deactivation due to organic solvent -Requires a high-pressure reactor | [46] |
| CO2 explosion | -Solubilize hemicellulose -Increases surface area and reduces crystallinity | -Less toxic and non-flammable gas -Economically and environmentally favourable | -High pressure and temperature requirement -Not suitable for industrial scale -Low lignin solubilization | [47] |
| Irradiation (Microwave, ultrasound, plasma, hydrodynamic cavitation, electric field) | -Loosing of biomass components through ultrasonic wave -Free radicals induce oxidation -Disrupts hydrogen and ether linkage | -Improves lignin removal hemicellulose solubilization -Promotes higher surface area, and porosity and loosens biomass component for higher enzymatic attack | -Energy-intensive process, economically not viable for large scale -Low sugar recovery and assisted with high OPEX and CAPEX | [48] |
| Biomass | Pretreatment | Hydrolysis Significance | References |
|---|---|---|---|
| Mustard stalk | Dilute acid, steam explosion and alkali pretreatment | Maximum of 65.2, 66.5 and 59.5% hydrolysis yield were achieved for alkali, dilute acid and steam explosion, respectively. Overall cellulose conversion was enhanced to 80% within 72 h of hydrolysis | [39] |
| Mustard stalk | Ionic liquid pretreatment | Max. 97.7% glucose yield was achieved during enzymatic hydrolysis | [42] |
| Poplar | Synergistic hydrothermal-DES pretreatment | Integrated pretreatment resulted in effective hemicellulose and lignin solubilization. A Maximum 96.33% glucose yield was archived. | [55] |
| Corncob | Binary acids (H2SO4 + CH3COOH) | Results in 85.6 of hemicellulose and 81.41 of lignin removal Saccharification yielded a maximum of 55.4 mg/mL of glucose while producing 24.6 mg/mL of ethanol | [57] |
| Pineapple waste | Cascade pretreatment (Steam heating (LPSH) and maleic acid (MA) | A maximum of 67.8% lignin reduction was achieved. Hydrolysis results in 54.79% glucose and 69.23% xylose release | [52] |
| Bagasse | Sulphuric acid pretreatment followed by autoclave | SSCF results in 77.51 g/L of ethanol at 30% solid loading | [58] |
| Hardwood and softwood | Glycerol organosolv | Selectively fractionate biomass components and enhanced enzymatic hydrolysis for high sugar. | [59] |
| Bagasse, rice straw | Hydrothermal and DES | Saccharification resulted in an enhancement of glucose yield by 3.1, 3.4-fold for rice straw and sugarcane bagasse | [60] |
| Bagasse | Gamma radiation (25, 100, 250, 400 and 1000 kGy) | Promotes delignification and results in high xylose yield 3-fold increase in total reducing sugar | [49] |
| Bagasse | Ultrasound (50% amplitude, 75 °C temperature for 60 min retention time | Maximum of 78.7% lignin removal and 94% xylose and 87.8% glucose recovery Downstream fermentation resulted in 0.468 g ethanol/g holocellulose | [61] |
| Bagasse | Non-thermal plasma (14 kV, 60 Hz, 30 mA) | Results in 58.5% lignin removal. A maximum of 51.3% glucose and 38.3% xylose yield was achieved | [62] |
| Mustard stalk and wheat straw | Ionic liquids | Attributes to cellulose crystalline structure transformation to amorphous phase leading to a maximum of 97.7% of glucose were achieved | [42] |
| Corn stover | Steam explosion pretreatment | A maximum of 79.3% glucose recovery was obtained Nearly 83% hemicellulose solubilization was achieved | [63] |
| Garden biomass | Alkali pretreatment | Enhanced 30% more reducing sugars with ~81% cellulose conversion, Improved lignin and hemicellulose solubilization | [64] |
| Oat straw | Combine alkali and hydrothermal pretreatment | A maximum of 68% of hemicellulose was solubilized with 96% of glucan yield. ~50 g/L of ethanol was achieved from the fermentation of reducing sugars | [65] |
| Wetland reed grass | Supercritical water (3.5 MPa, 30 min and 1:50) | Highest cellulose yield of 35.1%. This resulted in 99.5% cellulose recovery with high lignin and hemicellulose removal | [36] |
| Biomass Type | Pretreatment | Final Solid Loading | Vessel Type | Feeding Strategy Biomass Addition (%) and the Timings (h) | Enzyme and Its Dosage | Harvest Time | Hydrolysis Efficiency on the Basis of Holocellulose Content | Reference |
|---|---|---|---|---|---|---|---|---|
| Sugarcane bagasse | Formalin pretreated, acetone dried | 30% | Erlenmeyer flasks | 10%, 10% and 10% at 0 h, 12 h and 36 h or 48 h respectively | Cellulase from Novozymes at 10 FPU/g dry biomass | 144 h | 86% | [53] |
| Sugarcane bagasse | Formalin | 20% | Erlenmeyer flasks | 6.6%, 6.6% and 6.6% at 0 h, 12 h and 36 h respectively | Cellulase from Novozymes at 10 FPU/g dry biomass | 144 h | 80% | [53] |
| Sorghum straw | Milled to 20–40 mess size, Alkaline oxidative pretreatment using NaOH and H2O2 | 15% | Stirred tank reactor with three marine propellers with three blades | every 10 min, details not given | Cellic Ctec2 204 FPU/mL calculated by authors, 80 FPU/g pretreated biomass | 10 h | 91% | [85] |
| Sorghum straw | Milled to 20–40 mess size, Alkaline oxidative pretreatment using NaOH and H2O2 | 20% | Stirred tank reactor with three marine propellers with three blades | every 10 min, details not given | Cellic Ctec2, 80 FPU/g pretreated biomass | 10 h | 75% | [85] |
| Sugarcane bagasse | Alkali pretreatment (0.4% NaOH/g biomass) | 22% | Not mentioned | 10%, 5%, 4%, 3% at 0 h, 8 h, 12 h, 16 h respectively | Cellic Ctec3, 0.55 FPU/mg protein, 4 FPU/g dry biomass | 48 h | 76% | [79] |
| Corn stower and wheat straw | Dilute acid pretreatment (0.75% H2SO4) | 20% | 3 L stainless steel vertical reactor with helical impeller | 10%, 5%, 5%, at 0 h, 3 h and 6 h respectively | Enzyme dosage 20 mg/g glucan | 72 h | 58% | [89] |
| Corn stower and wheat straw | Dilute acid pretreatment (0.75% H2SO4) | 30% | 3 L stainless steel vertical reactor with helical impeller | 20%, 5% and 5% at 0 h, 3 h and 6 h respectively | Enzyme dosage 20 mg/g glucan | 72 h | 55% | [89] |
| Corn stower and wheat straw | Dilute acid pretreatment (0.75% H2SO4) | 45% | 3 L stainless steel vertical reactor with helical impeller | 21%, 8%, 8% and 7% at 0 h, 3 h, 6 h and 9 h respectively | Enzyme dosage 20 mg/g glucan | 72 h | 48% | [89] |
| Sugarcane bagasse | Alkali Organosolv | 20% | - | 8%,4%, 4%, 4% at 0 h 6 h, 12 h and 18 h respectively | 3 FPU/g biomass + xylanase (2.4 mg/g biomass) + AA9 (1 mg/g biomass) | 72 h | 85% | [86] |
| Rice straw | Dilute acid | 30% | Stainless steel vessel of 250 mL working volume with a double helical ribbon impeller | 10%, 10% and 10% at 0 h, 12 h and 24 h respectively | Cellic Ctec2, 15 FPU/g glucan | 60 h | 76% | [90] |
| Corn stover | Organosolv pretreatment | 40% | 100 mL red cap Duran, Scott bottle | 12%, 7%, 7%, 7% and 7% at 0 h, 2 h, 6 h, 24 h and 48 h respectively | Cellic Ctec2 247 FPU/mL, 15 FPU/g dry biomass | 96 h | 89% when 16.8% was oligomers, 25% total reducing sugar was obtained | [53] |
| Sugarcane straw | Hydrothermal | 30% | Bioreactor with 50 mL working volume, having three two-flat-blade paddle impellers | 5%, 5%, 5%, 5%, 5% and 5% at 0 h, 2 h, 4 h, 8 h, 12 h and 24 h respectively | Cellic Ctec2 10 FPU/gds, added in fed batch mode | 72 h | ~71% | [83] |
| Sugarcane straw | Hydrothermal | 30% | Bioreactor with 3 L working volume, having two three-blade elephant ear impellers | 2.5%, 2.5%, 2.5%, 2.5%, 2.5%, 2.5%, 2.5%, 2.5%, 2.5%, 2.5%, 2.5% and 2.5% at 0 h, 1 h, 2 h, 4 h, 8 h, 12 h, 18 h, 24 h, 30 h, 36 h, 42 h and 48 h respectively | Cellic Ctec2 10 FPU/gds, added in fed batch mode | 144 h | ~60% | [83] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singhania, R.R.; Patel, A.K.; Raj, T.; Tsai, M.-L.; Chen, C.-W.; Dong, C.-D. Advances and Challenges in Biocatalysts Application for High Solid-Loading of Biomass for 2nd Generation Bio-Ethanol Production. Catalysts 2022, 12, 615. https://doi.org/10.3390/catal12060615
Singhania RR, Patel AK, Raj T, Tsai M-L, Chen C-W, Dong C-D. Advances and Challenges in Biocatalysts Application for High Solid-Loading of Biomass for 2nd Generation Bio-Ethanol Production. Catalysts. 2022; 12(6):615. https://doi.org/10.3390/catal12060615
Chicago/Turabian StyleSinghania, Reeta Rani, Anil Kumar Patel, Tirath Raj, Mei-Ling Tsai, Chiu-Wen Chen, and Cheng-Di Dong. 2022. "Advances and Challenges in Biocatalysts Application for High Solid-Loading of Biomass for 2nd Generation Bio-Ethanol Production" Catalysts 12, no. 6: 615. https://doi.org/10.3390/catal12060615