
Advances in Femtosecond Laser GHz-Burst Drilling of Glasses: Influence of Burst Shape and Duration
 , ,
, ,
Abstract
:1. Introduction
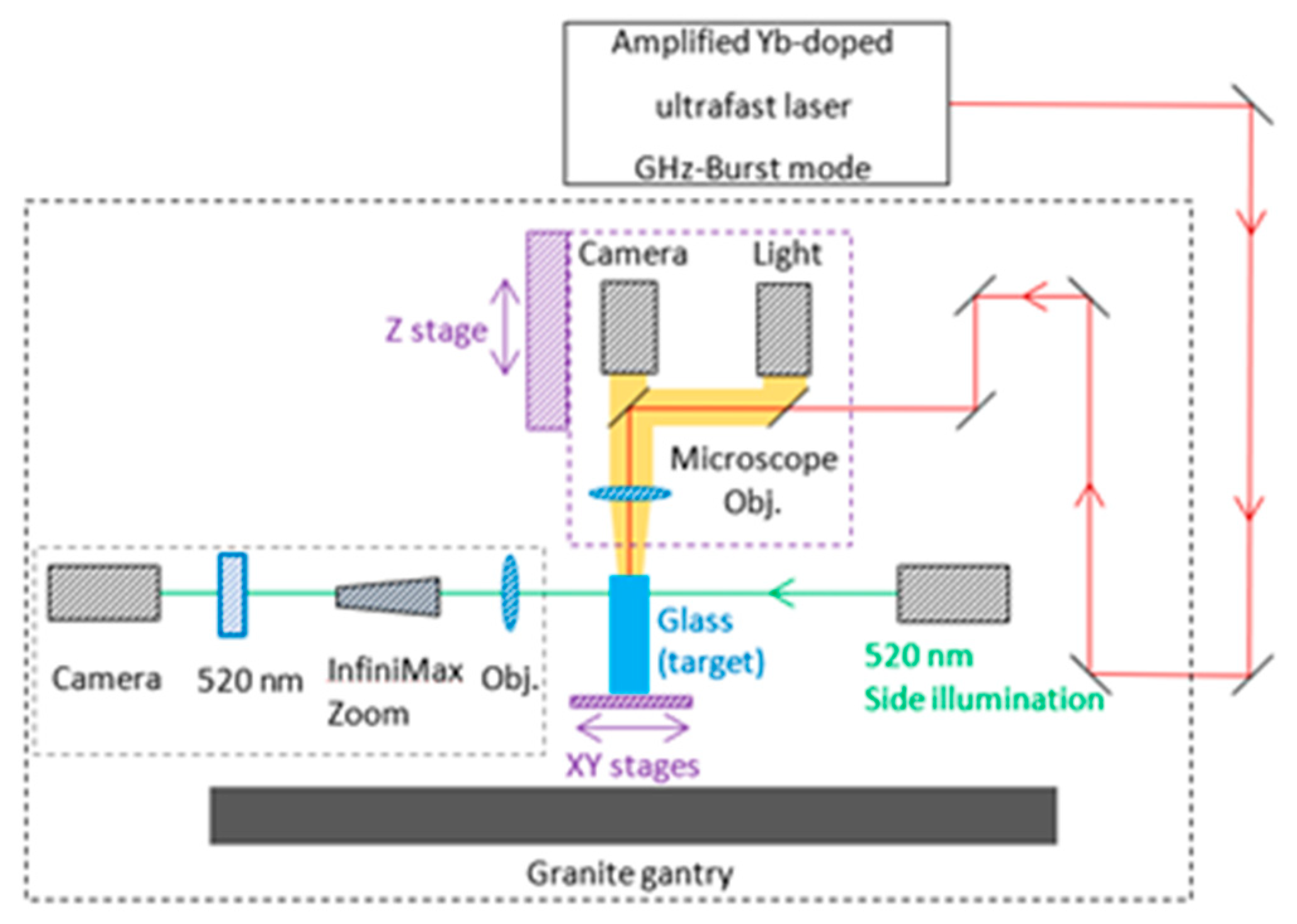
2. Materials and Methods
3. Results and Discussion
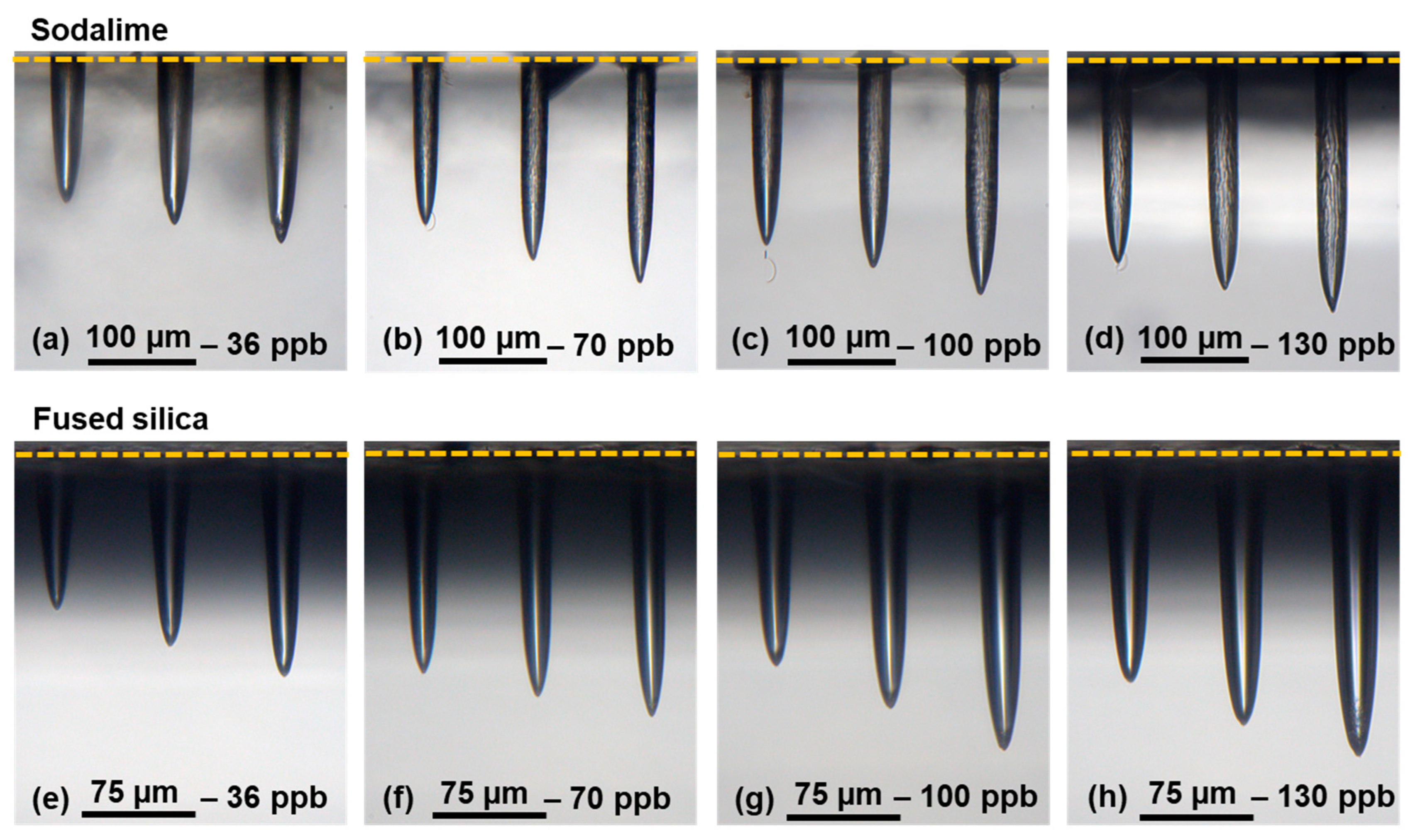
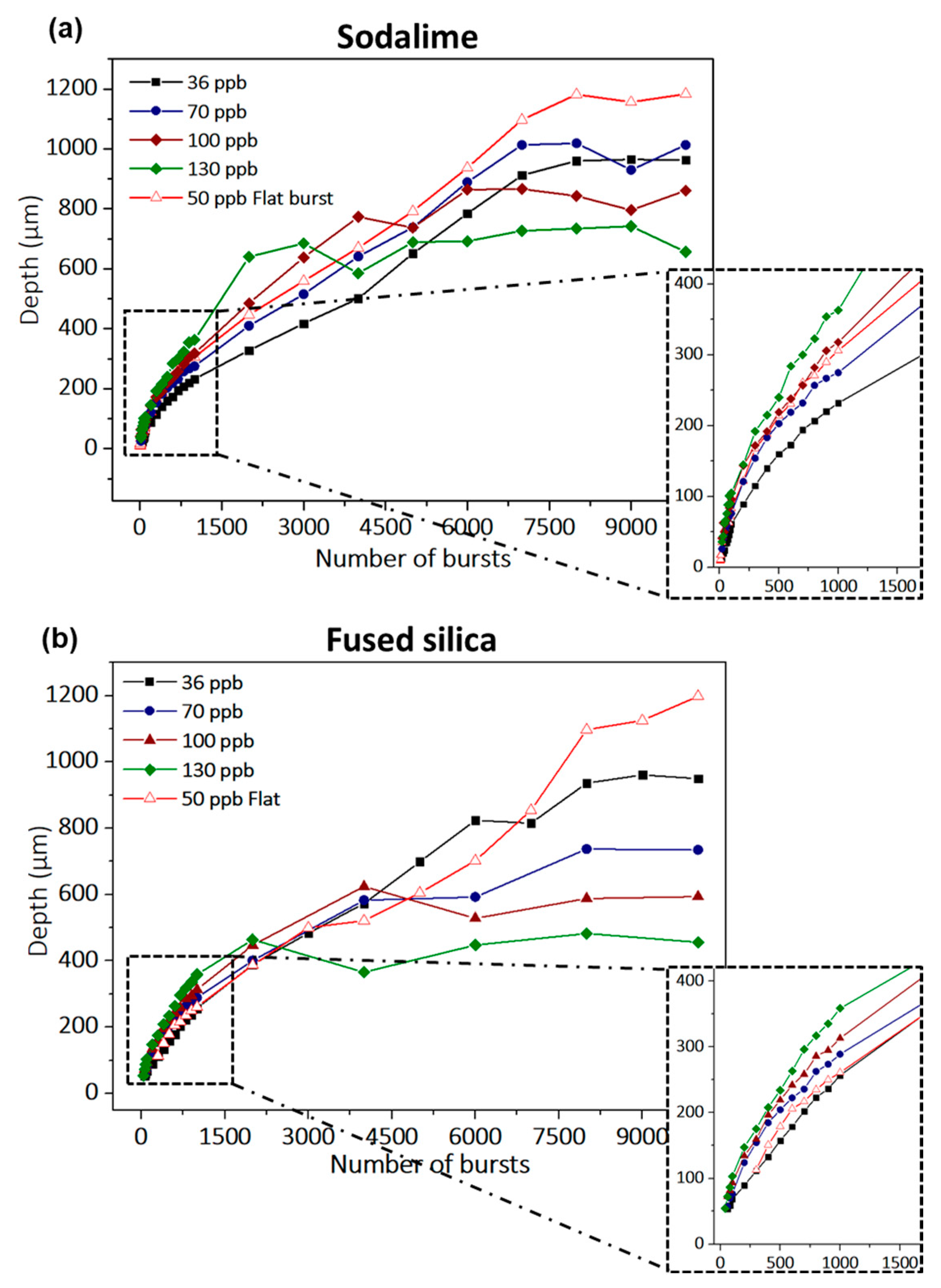
3.1. Influence of the Burst Duration
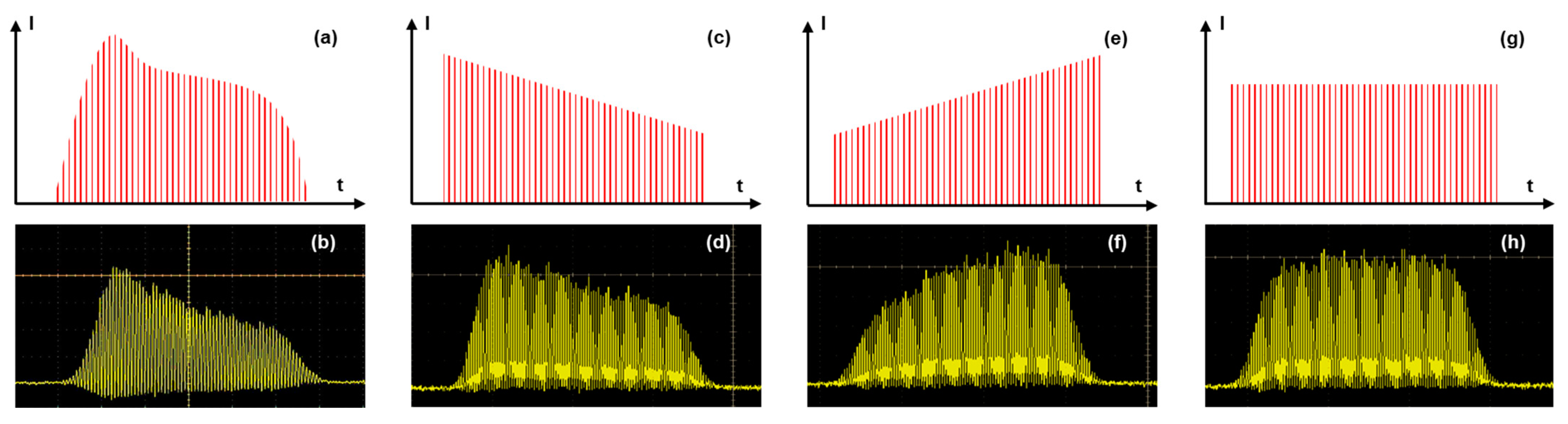
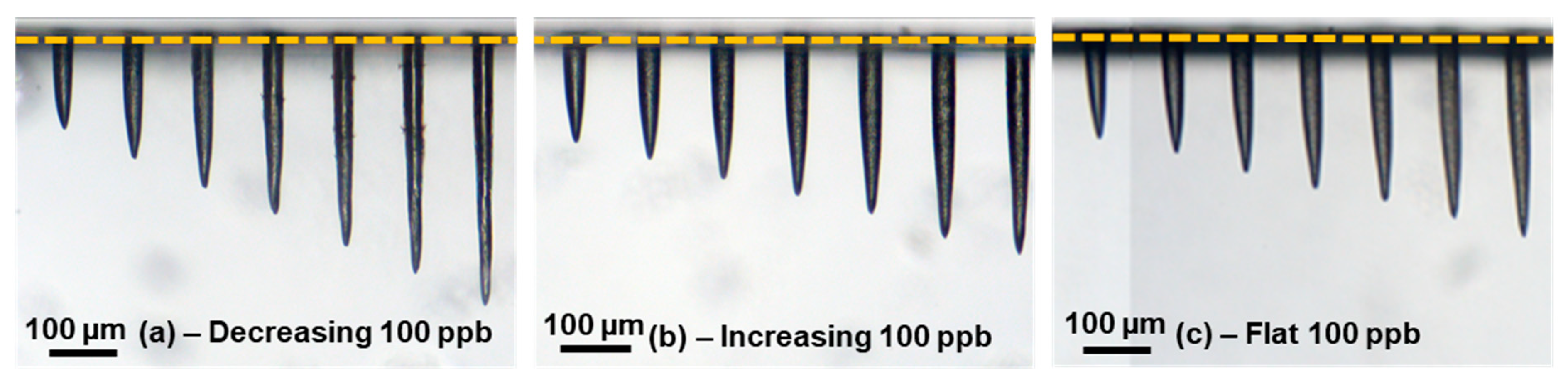
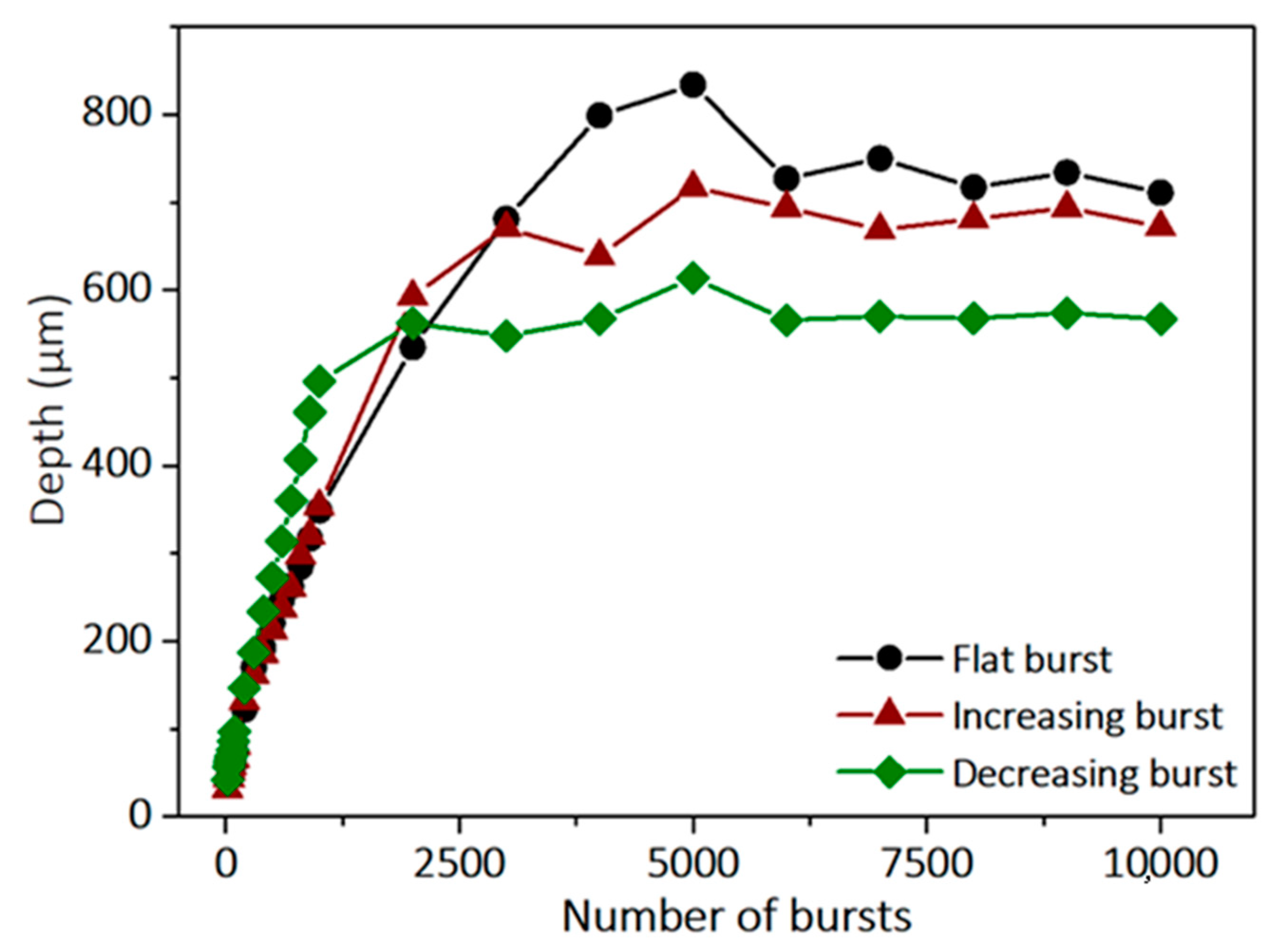
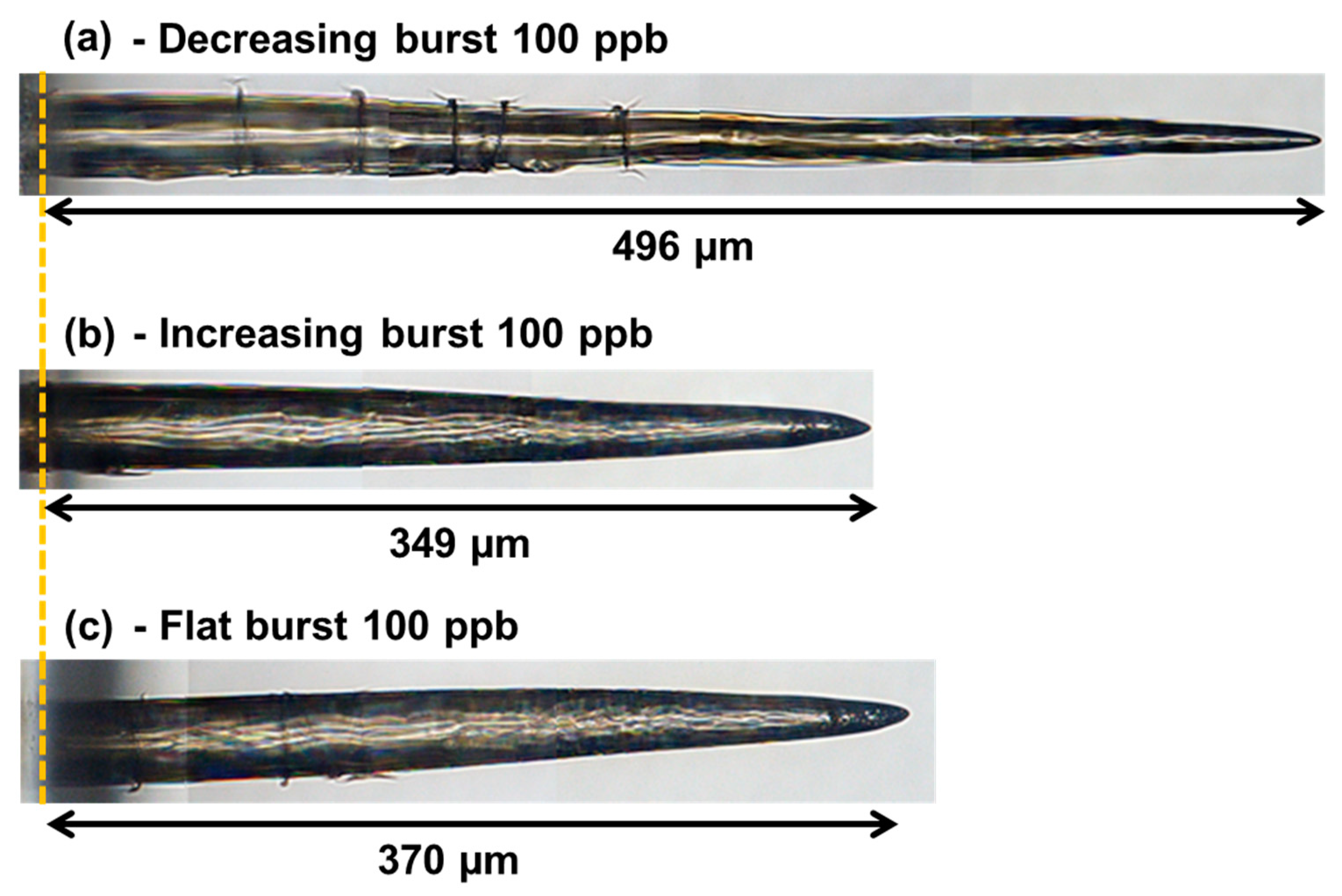
3.2. Influence of the Burst Shape
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kerse, C.; Kalaycoglu, H.; Elahi, P.; Cetin, B.; Kesim, D.; Akçaalan, O.; Yavas, S.; Asik, M.; Oktem, B.; Hoogland, H.; et al. Ablation-cooled material removal with ultrafast bursts of pulses. Nature 2016, 537, 84–88. [Google Scholar] [CrossRef] [PubMed]
- Elahi, P.; Akçaalan, O.; Ertek, C.; Eken, K.; Ilday, F.O.; Kalaycoglu, H. High-power Yb-doped all-fiber laser delivering 300 fs pulses for high-speed ablation-cooled materiel removal. Opt. Lett. 2018, 43, 535–538. [Google Scholar] [CrossRef] [PubMed]
- Bonamis, G.; Mishchik, K.; Audouard, E.; Hönninger, C.; Mottay, E.; Lopez, J.; Manek-Hönninger, I. High efficiency femtosecond laser ablation with gigahetz level burst. J. Laser Appl. 2019, 31, 022205. [Google Scholar] [CrossRef]
- Bonamis, G.; Audouard, E.; Hönninger, C.; Lopez, J.; Mishchik, K.; Mottay, E.; Manek-Hönninger, I. Systematic study of laser ablation with GHz bursts of femtosecond pulses. Opt. Expr. 2020, 28, 27702–27714. [Google Scholar] [CrossRef] [PubMed]
- Hirsiger, T.; Gafner, M.; Remund, S.M.; Chaja, M.W.; Urniezius, A.; Butkus, S.; Neuenschwander, B. Machining metals and silicon with GHz bursts: Surprising tremendous reduction of the specific removal rate for surface texturing applications. Proc. SPIE 2020, 11267, 79–90. [Google Scholar]
- Žemaitis, A.; Gaidys, M.; Gečys, P.; Barkauskas, M.; Gedvilas, M. Femtosecond laser ablation by bibursts in the MHz and GHz pulse repetition rates. Opt. Expr. 2021, 29, 7641–7653. [Google Scholar] [CrossRef]
- Förster, D.J.; Jaeggi, B.; Michalowski, A.; Neuenschwander, B. Review on Experimental and Theoretical Investigations of Ultra-Short Pulsed Laser Ablation of Metals with Burst Pulses. Materials 2021, 14, 3331. [Google Scholar] [CrossRef]
- Schwarz, S.; Rung, S.; Esen, C.; Hellmann, R. Enhanced ablation efficiency using GHz bursts in micromachining fused silica. Opt. Lett. 2021, 46, 282. [Google Scholar] [CrossRef]
- Remund, S.M.; Gafner, M.; Chaja, M.V.; Urniezius, A.; Butkus, S.; Neuenschwander, B. Milling applications with GHz burst: Investigations concerning the removal rate and machining quality. Proc. CIRP 2020, 94, 850–855. [Google Scholar] [CrossRef]
- Hendow, S.; Takahashi, H.; Yamaguchi, M.; Xu, J.Z. Enhanced ablation using GHz-pulsed fs laser. Proc. SPIE 2020, 11268, 1126809. [Google Scholar]
- Metzner, D.; Lickschat, P.; Kreisel, C.; Lampke, T.; Weißmantel, S. Study on laser ablation of glass using MHz-to-GHz burst pulses. Appl. Phys. A 2022, 128, 637. [Google Scholar] [CrossRef]
- Lopez, J.; Niane, S.; Bonamis, G.; Audouard, E.; Hönninger, C.; Mottay, E.; Manek-Hönninger, I. New Possibilities with Femtosecond GHz-Burst Laser Processing. Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXVII, Proc. SPIE Vol. 11988, 1198806. 2022. Available online: https://spie.org/Publications/Proceedings/Paper/10.1117/12.2607118?SSO=1 (accessed on 21 April 2023).
- Lopez, J.; Niane, S.; Bonamis, G.; Balage, P.; Audouard, E.; Hönninger, C.; Mottay, E.; Manek-Hönninger, I. Percussion drilling in glasses and process dynamics with femtosecond laser GHz-bursts. Opt. Expr. 2022, 30, 12533. [Google Scholar] [CrossRef] [PubMed]
- Brusberg, L.; Queisser, M.; Gentsch, C.; Schröder, H.; Lang, K.D. Advances in CO2-laser drilling of glass substrates. Phys. Proc. 2012, 39, 548–555. [Google Scholar] [CrossRef]
- Courvoisier, F.; Zhang, J.; Bhuyan, M.K.; Jacquot, M.; Dudley, J.M. Applications of femtosecond Bessel beams to laser ablation. Appl. Phys. A 2013, 112, 29–34. [Google Scholar] [CrossRef]
- Hidai, H.; Matsusaka, S.; Chiba, A.; Morita, N. Heat accumulation in microdrilled glass from ultraviolet laser ablation. Appl. Phys. A 2015, 120, 357–367. [Google Scholar] [CrossRef]
- Hidai, H.; Itoh, S.; Tokura, H. High-Aspect-Ratio Microdrilling with Laser Ablation, The Japan Society of Mechanical Engineers, Proc. Leading Edge Manufacturing in 21st Century: LEM21, 3364. 2011. Available online: https://www.researchgate.net/publication/317907102_High-aspect-ratio_Microdrilling_with_Laser_Ablation (accessed on 21 April 2023).
- Kawasuji, Y.; Fujimoto, J.; Kobayashi, M.; Suwa, A.; Mizutani, A.; Arakawa, M.; Onose, T.; Mizoguchi, H. Deep ultraviolet excimer laser processing for the micro via hole on semiconductor package. J. Laser Appl. 2020, 32, 022076. [Google Scholar] [CrossRef]
- Sugioka, K. Will GHz burst mode create a new path to femtosecond laser processing? Int. J. Extreme Manuf. 2021, 3, 043001. [Google Scholar] [CrossRef]
- Balage, P.; Lopez, J.; Bonamis, G.; Hönninger, C.; Manek-Hönninger, I. Crack-free high-aspect ratio holes in glasses by top–down percussion drilling with infrared femtosecond laser GHz-bursts. Int. J. Extrem. Manuf. 2023, 5, 015002. [Google Scholar] [CrossRef]
- Schimpf, N.; Ruchert, C.; Nodop, D.; Limpert, J.; Tünnermann, A.; Salin, F. Compensation of pulse distortion in saturated laser amplifers. Opt. Expr. 2008, 16, 17637. [Google Scholar] [CrossRef]
- Gattass, R.; Mazur, E. Femtosecond laser micromachining in transparent materials. Nat. Phot. 2008, 2, 219–225. [Google Scholar] [CrossRef]
- Caulier, O.D.; Mishchik, K.; Chimier, B.; Skupin, S.; Bourgeade, A.; Léger, C.J.; Kling, R.; Hönninger, C.; Lopez, J.; Tikhonchuk, V.; et al. Femtosecond laser pulse train interaction with dielectric materials. Appl. Phys. Lett. 2015, 107, 181110. [Google Scholar] [CrossRef]
- Obata, K.; Sugioka, K.; Toyoda, K.; Midorikawa, K. Enhance refractive index modification of fused silica by multiwavelength excitation process using F2 and KrF excimer lasers. Laser Precis. Microfabr. 2003, 50. [Google Scholar]
- Nieto, D.; Arines, J.; O’connor, G.M.; Flores-Arias, M.T. Single-pulse laser ablation threshold of borosilicate, fused silica, sapphire, and soda-lime glass for pulse widths of 500 fs, 10 ps, 20 ns. Appl. Opt. 2015, 54, 29. [Google Scholar] [CrossRef] [PubMed]
- Esser, D.; Rezaei, S.; Li, J.; Hermann, P.R.; Gottmann, J. Time dynamics of burst-train filamentation assisted femtosecond laser machining in glasses. Opt. Expr. 2011, 19, 25. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sodalime | Fused Silica | |||||
|---|---|---|---|---|---|---|
| Burst | Rate 1 (µm/Burst) | Rate 2 (µm/Burst) | Maximum Depth (µm) | Rate 1 (µm/Burst) | Rate 2 (µm/Burst) | Maximum Depth (µm) |
| 36 ppb | 0.65 | 0.11 | 950 | 0.23 | 0.11 | 1000 |
| 70 ppb | 0.7 | 0.12 | 1000 | 0.48 | 0.10 | 800 |
| 100 ppb | 0.9 | 0.16 | 820 | 0.6 | 0.12 | 600 |
| 130 ppb | 1.2 | 0.28 | 690 | 0.78 | 0.27 | 420 |
| 160 ppb | 1.3 | 0.35 | 550 | / | / | / |
| 50 ppb Flat | 0.5 | 0.12 | 1190 | 0.3 | 0.12 | 1180 |
| Laser Parameters | Rate 1 (µm/Burst) | Rate 2 (µm/Burst) | Maximal Depth (µm) |
|---|---|---|---|
| 100 ppb decreasing | 1.2 | 0.45 | 614 |
| 100 ppb increasing | 0.6 | 0.25 | 717 |
| 100 ppb flat | 0.6 | 0.16 | 834 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balage, P.; Bonamis, G.; Lafargue, M.; Guilberteau, T.; Delaigue, M.; Hönninger, C.; Qiao, J.; Lopez, J.; Manek-Hönninger, I. Advances in Femtosecond Laser GHz-Burst Drilling of Glasses: Influence of Burst Shape and Duration. Micromachines 2023, 14, 1158. https://doi.org/10.3390/mi14061158
Balage P, Bonamis G, Lafargue M, Guilberteau T, Delaigue M, Hönninger C, Qiao J, Lopez J, Manek-Hönninger I. Advances in Femtosecond Laser GHz-Burst Drilling of Glasses: Influence of Burst Shape and Duration. Micromachines. 2023; 14(6):1158. https://doi.org/10.3390/mi14061158
Chicago/Turabian StyleBalage, Pierre, Guillaume Bonamis, Manon Lafargue, Théo Guilberteau, Martin Delaigue, Clemens Hönninger, Jie Qiao, John Lopez, and Inka Manek-Hönninger. 2023. "Advances in Femtosecond Laser GHz-Burst Drilling of Glasses: Influence of Burst Shape and Duration" Micromachines 14, no. 6: 1158. https://doi.org/10.3390/mi14061158