
Research on Configuration Design Optimization and Trajectory Planning of Manipulators for Precision Machining and Inspection of Large-Curvature and Large-Area Curved Surfaces

Abstract
:1. Introduction
2. Configuration Design and Optimization
2.1. Configuration Design
2.2. Configuration Optimization
3. Trajectory Planning
3.1. Trajectory Planning Method
3.2. An Improved Trajectory Planning Strategy
3.2.1. Pre-Processing Motion Path
3.2.2. Trajectory Planning Strategy
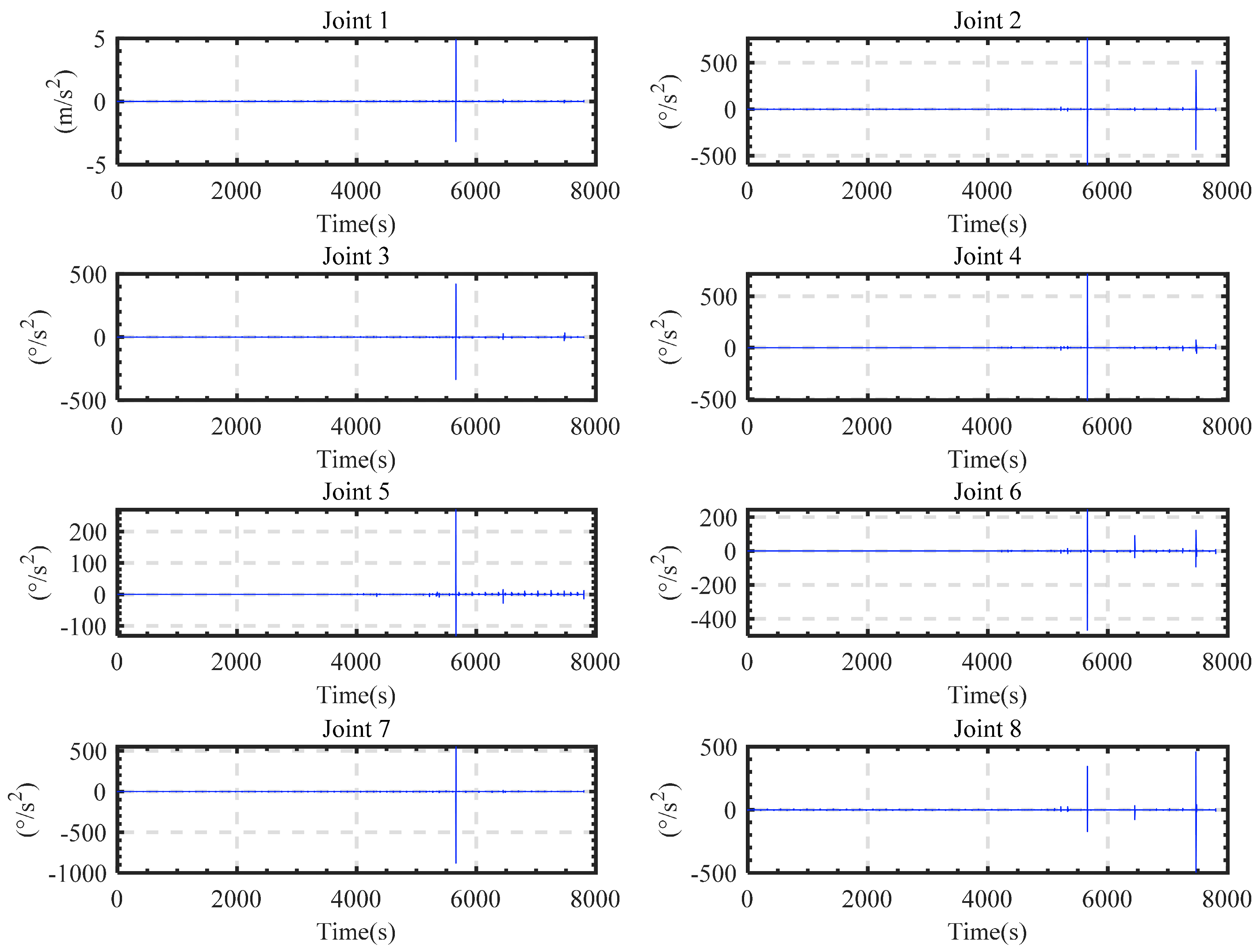
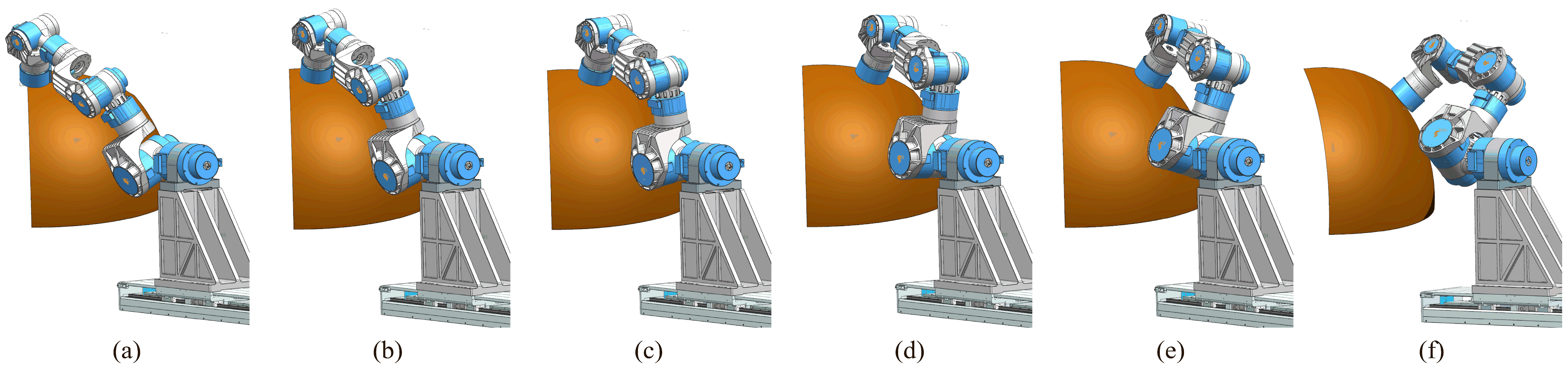
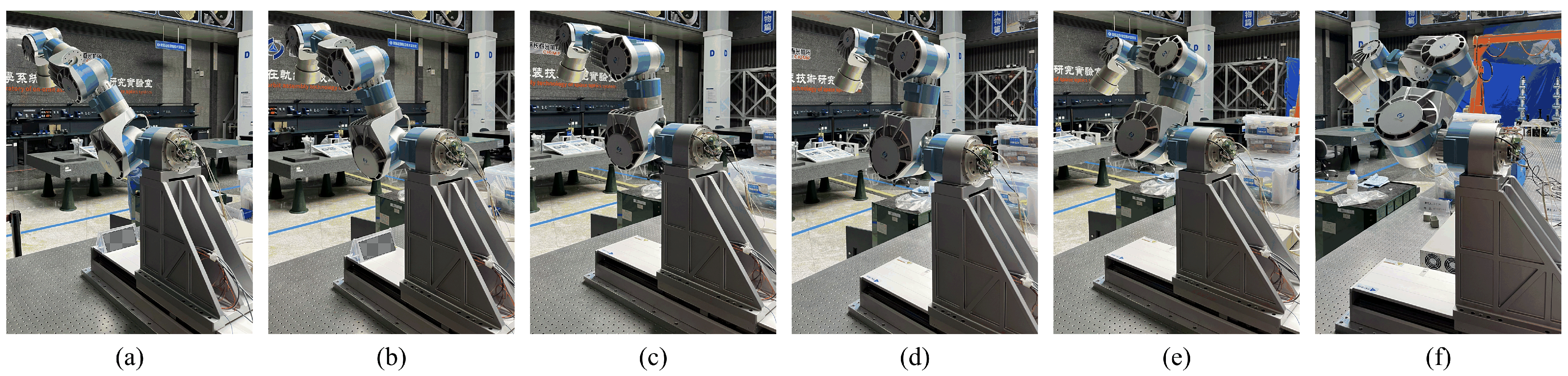
4. Simulation and Experimentation
5. Discussion
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Solanes, J.E.; Gracia, L.; Muoz-Benavent, P.; Esparza, A.; Miro, J.V.; Tornero, J. Adaptive robust control and admittance control for contact-driven robotic surface conditioning. Robot. Comput.-Integr. Manuf. 2018, 54, 115–132. [Google Scholar] [CrossRef]
- Gracia, L.; Solanes, J.E.; Muoz-Benavent, P.; Miro, J.V.; Perez-Vidal, C.; Tornero, J. Adaptive Sliding Mode Control for Robotic Surface Treatment Using Force Feedback. Mechatronics 2018, 52, 102–118. [Google Scholar] [CrossRef]
- Walker, D.; Dunn, C.; Yu, G.Y.; Bibby, M.; Zheng, X.; Wu, H.Y.; Li, H.; Lu, C. The role of robotics in computer controlled polishing of large and small optics. Optical Manufacturing and Testing Xi. Int. Soc. Opt. Photonics 2015, 9575, 50–58. [Google Scholar]
- Liu, H.T.; Wan, Y.J.; Zeng, Z.G.; Xu, L.C.; Fang, K. Freeform surface grinding and polishing by CCOS based on industrial robot. 8th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies. SPIE 2016, 9683, 587–593. [Google Scholar]
- Klein, A. CAD-based off-line programming of painting robots. Robotica 1987, 5, 267–271. [Google Scholar] [CrossRef]
- Antonio, J.K. Optimal trajectory planning for spray coating. In Proceedings of the 1994 IEEE International Conference on Robotics and Automation, San Diego, CA, USA, 8–13 May 1994; pp. 2570–2577. [Google Scholar]
- Hertling, P.; Hog, L.; Larsen, R. Task curve planning for painting robots. I. Process modeling and calibration. IEEE Trans. Robot. Autom. 1996, 12, 324–330. [Google Scholar] [CrossRef]
- Omodei, A.; Legnani, G.; Adamini, R. Three methodologies for the calibration of industrial manipulators: Experimental results on a SCARA robot. J. Robot. Syst. 2000, 17, 291–307. [Google Scholar] [CrossRef]
- Nubiola, A.; Bonev, I.A. Absolute calibration of an ABB IRB 1600 robot using a laser tracker. Robot. Comput.-Integr. Manuf. 2013, 29, 236–245. [Google Scholar] [CrossRef]
- Hasirden; Zeng, Z.; Liu, H.; Zhao, H. Measurement and analysis on positioning accuracy for optical processing robots. Opto-Electron. Eng. 2017, 44, 558. [Google Scholar]
- Fang, H.R.; Zhu, T.; Zhang, H.Q.; Yang, H.; Jiang, B.S. Design and analysis of a novel hybrid processing robot mechanism. Int. J. Autom. Comput. 2020, 17, 403–416. [Google Scholar] [CrossRef]
- Gao, Z.; Zhang, D. Performance analysis, mapping, and multiobjective optimization of a hybrid robotic machine tool. IEEE Trans. Ind. Electron. 2014, 62, 423–433. [Google Scholar] [CrossRef]
- Gao, F.; Peng, B.; Zhao, H.; Li, W. A novel 5-DOF fully parallel kinematic machine tool. Int. J. Adv. Manuf. Technol. 2006, 31, 201–207. [Google Scholar] [CrossRef]
- Kucuk, S. Dexterous workspace optimization for a new hybrid parallel robot manipulator. J. Mech. Robot. 2018, 10, 064503. [Google Scholar] [CrossRef]
- Tanev, T.K. Kinematics of a hybrid (parallel–serial) robot manipulator. Mech. Mach. Theory 2000, 35, 1183–1196. [Google Scholar] [CrossRef]
- Coppola, G.; Zhang, D.; Liu, K. A 6-DOF reconfigurable hybrid parallel manipulator. Robot. Comput.-Integr. Manuf. 2014, 30, 99–106. [Google Scholar] [CrossRef]
- Fang, Y.; Hu, J.; Liu, W.; Shao, Q.; Qi, J.; Peng, Y. Smooth and time-optimal S-curve trajectory planning for automated robots and machines. Mech. Mach. Theory 2019, 137, 127–153. [Google Scholar] [CrossRef]
- Božek, P.; Trnka, K. Path planning with motion optimization for car body-in-white industrial robot applications. Adv. Mater. Res. 2013, 605, 1595–1599. [Google Scholar] [CrossRef]
- Chembuly, V.S.; Voruganti, H.K. Trajectory planning of redundant manipulators moving along constrained path and avoiding obstacles. Procedia Comput. Sci. 2018, 133, 627–634. [Google Scholar] [CrossRef]
- Zhang, P.; Gong, J.; Zeng, Y.; Li, C. Optimizing Trajectory of Painting Robot’s Spray Gun for Large Curvature Surface. Mechanical Sci. Technol. Aerospace Eng. 2015, 34, 1670–1674. [Google Scholar]
- Zhang, P.; Gong, J.; Ning, H.; Zeng, Y.; Liu, Y.; Wei, L. Study on Trajectory Combination and Connection Problems of Spray- painting Robot for Large Curvature Combination Surfaces. J. Sichuan Univ. (Eng. Sci. Ed.) 2016, 48, 217–222. [Google Scholar] [CrossRef]
- Shao, J.Y.; Zhang, C.Q.; Chen, Y.; Chen, K. Trajectory planning for redundant robots for internal surface spraying. J. Tsinghua Univ. 2014, 54, 799–804. [Google Scholar]
- Lamikiz, A.; López de Lacalle, L.N.; Ocerin, O.; Díez, D.; Maidagan, E. The Denavit and Hartenberg approach applied to evaluate the consequences in the tool tip position of geometrical errors in five-axis milling centres. Int. J. Adv. Manuf. Technol. 2008, 37, 122–139. [Google Scholar] [CrossRef]
- Katoch, S.; Chauhan, S.S.; Kumar, V. A review on genetic algorithm: Past, present, and future. Multimed. Tools Appl. 2021, 80, 8091–8126. [Google Scholar] [CrossRef] [PubMed]
- Dorigo, M.; Stützle, T. Ant Colony Optimization: Overview and Recent Advances. In Handbook of Metaheuristics; Springer Nature: Basel, Switzerland, 2019; pp. 311–351. [Google Scholar]
- Ding, S.; Su, C.; Yu, J. An optimizing BP neural network algorithm based on genetic algorithm. Artif. Intell. Rev. 2011, 36, 153–162. [Google Scholar] [CrossRef]
- Wang, D.; Tan, D.; Liu, L. Particle swarm optimization algorithm: An overview. Soft Comput. 2018, 22, 387–408. [Google Scholar] [CrossRef]
- Bai, Q. Analysis of particle swarm optimization algorithm. Computer Inform. Sci. 2010, 3, 180. [Google Scholar] [CrossRef]
- Jiang, Y.; Hu, T.S.; Huang, C.; Wu, X.N. An improved particle swarm optimization algorithm. Appl. Math. Comput. 2007, 193, 231–239. [Google Scholar] [CrossRef]
- Chen, C.Y.; Ye, F. Particle swarm optimization algorithm and its application to clustering analysis. In Proceedings of the 2012 Proceedings of 17th Conference on Electrical Power Distribution, Tehran, Iran, 2–3 May 2012; pp. 789–794. [Google Scholar]
- Coello, C.A.C.; Pulido, G.T.; Lechuga, M.S. Handling multiple objectives with particle swarm optimization. IEEE Trans. Evol. Comput. 2004, 8, 256–279. [Google Scholar] [CrossRef]
- Chan, T.F.; Dubey, R.V. A weighted least-norm solution based scheme for avoiding joint limits for redundant joint manipulators. IEEE Trans. Robot. Autom. 1995, 11, 286–292. [Google Scholar] [CrossRef]
- Phuoc, L.M.; Martinet, P.; Lee, S.; Kim, H. Damped least square based genetic algorithm with Ggaussian distribution of damping factor for singularity-robust inverse kinematics. J. Mech. Sci. Technol. 2008, 22, 1330–1338. [Google Scholar] [CrossRef]
- Huang, S.H.; Peng, Y.G.; Wei, W.; Xiang, J. Clamping weighted least-norm method for the manipulator kinematic control with constraints. Int. J. Control 2016, 89, 2240–2249. [Google Scholar] [CrossRef]
- Rodríguez, A.; González, M.; Pereira, O.; López de Lacalle, L.N.; Esparta, M. Edge finishing of large turbine casings using defined multi-edge and abrasive tools in automated cells. Int. J. Adv. Manuf. Technol. 2021, 124, 3149–3159. [Google Scholar] [CrossRef]
- Bustillo, A.; Urbikain, G.; Perez, J.M.; Pereira, O.M.; López de Lacalle, L.N. Smart optimization of a friction-drilling process based on boosting ensembles. J. Manuf. Syst. 2018, 48, 108–121. [Google Scholar] [CrossRef]
- He, Z.; Zhang, S.; Zheng, L.; Liu, Z.; Zhang, G.; Wu, H.; Wang, G. Si-Based NIR Tunneling Heterojunction Photodetector With Interfacial Engineering and 3D-Graphene Integration. IEEE Electron Device Lett. 2022, 43, 1818–1821. [Google Scholar] [CrossRef]
- Zhou, W.; Zheng, L.; Ning, Z.; Cheng, X.; Wang, F.; Xu, K.; Yu, Y. Silicon: Quantum dot photovoltage triodes. Nat. Commun. 2021, 12, 6696. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Joint i | αi−1/(°) | ai−1/mm | di/mm | θi/(°) |
|---|---|---|---|---|
| 1 | −90 | 0 | d1 | −90 |
| 2 | 180 | L1 | 0 | θ2 |
| 3 | 90 | 0 | 0 | θ3 + 90 |
| 4 | 90 | 0 | L2 | θ4 |
| 5 | −90 | 0 | 0 | θ5 |
| 6 | 90 | 0 | L3 | θ6 |
| 7 | −90 | 0 | 0 | θ7 |
| 8 | 90 | 0 | L4 | θ8 + 90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; He, S.; Xu, Z.; Zhang, E.; Li, Y. Research on Configuration Design Optimization and Trajectory Planning of Manipulators for Precision Machining and Inspection of Large-Curvature and Large-Area Curved Surfaces. Micromachines 2023, 14, 886. https://doi.org/10.3390/mi14040886
Sun X, He S, Xu Z, Zhang E, Li Y. Research on Configuration Design Optimization and Trajectory Planning of Manipulators for Precision Machining and Inspection of Large-Curvature and Large-Area Curved Surfaces. Micromachines. 2023; 14(4):886. https://doi.org/10.3390/mi14040886
Chicago/Turabian StyleSun, Xiangyang, Shuai He, Zhenbang Xu, Enyang Zhang, and Yanhui Li. 2023. "Research on Configuration Design Optimization and Trajectory Planning of Manipulators for Precision Machining and Inspection of Large-Curvature and Large-Area Curved Surfaces" Micromachines 14, no. 4: 886. https://doi.org/10.3390/mi14040886