
Mechanical and Thermal Properties of the High Thermal Conductivity Steel (HTCS) Additively Manufactured via Powder-Fed Direct Energy Deposition

Abstract
:1. Introduction
2. Materials and Methods
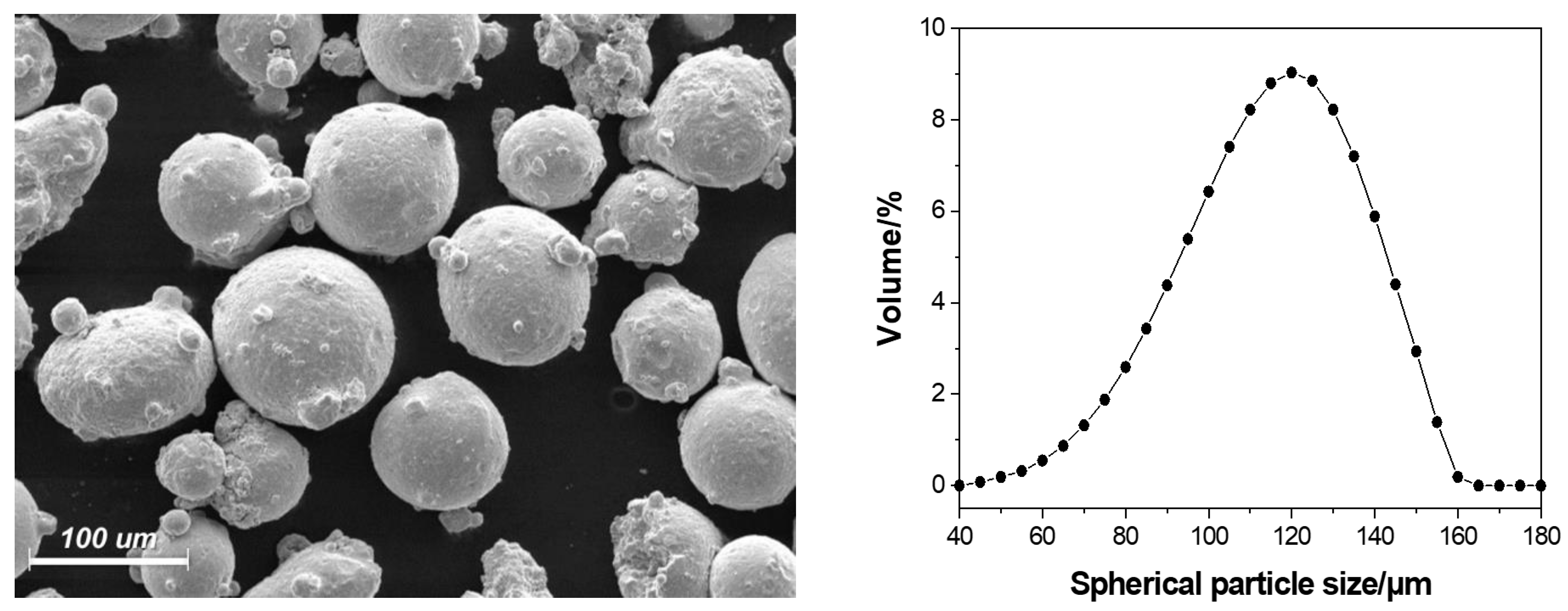
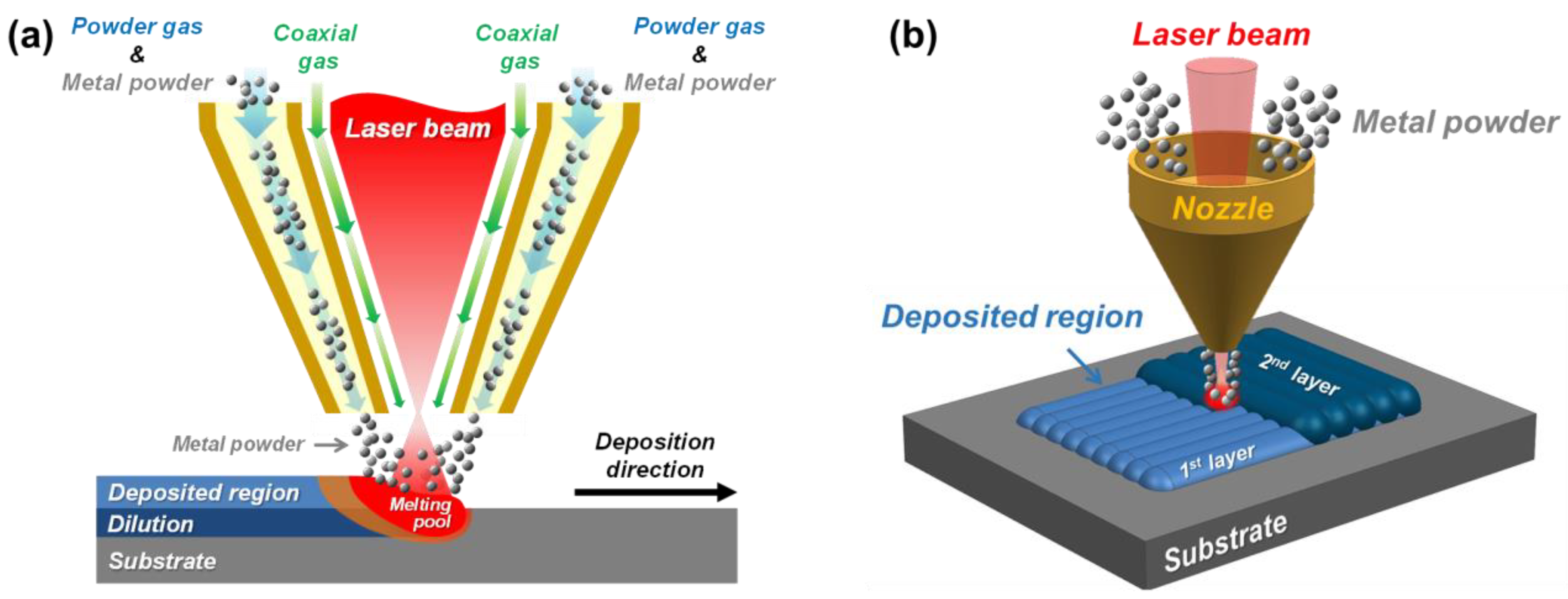
2.1. Material and Powder-Fed DED Process
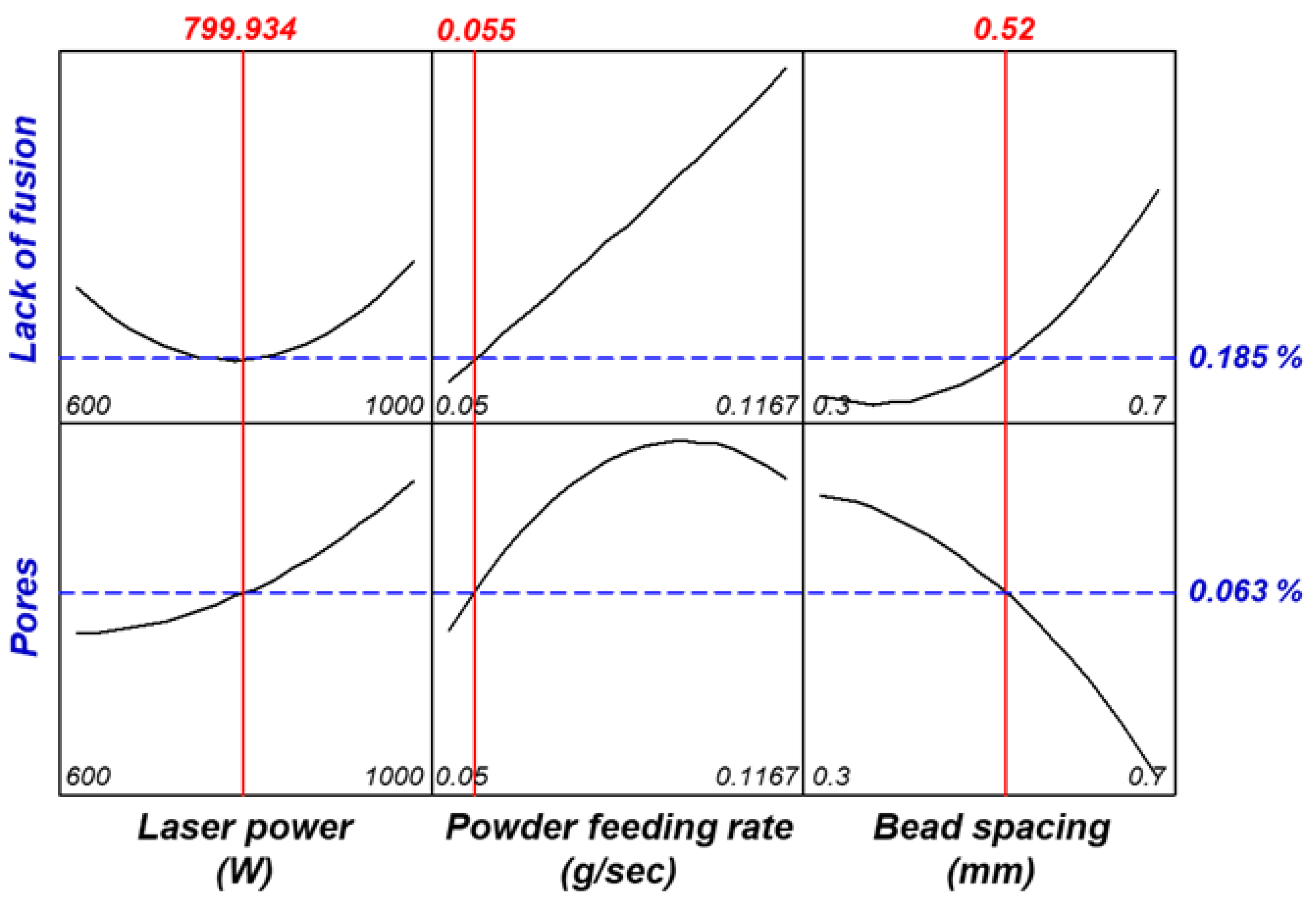
2.2. Response Surface Methodology (RSM)
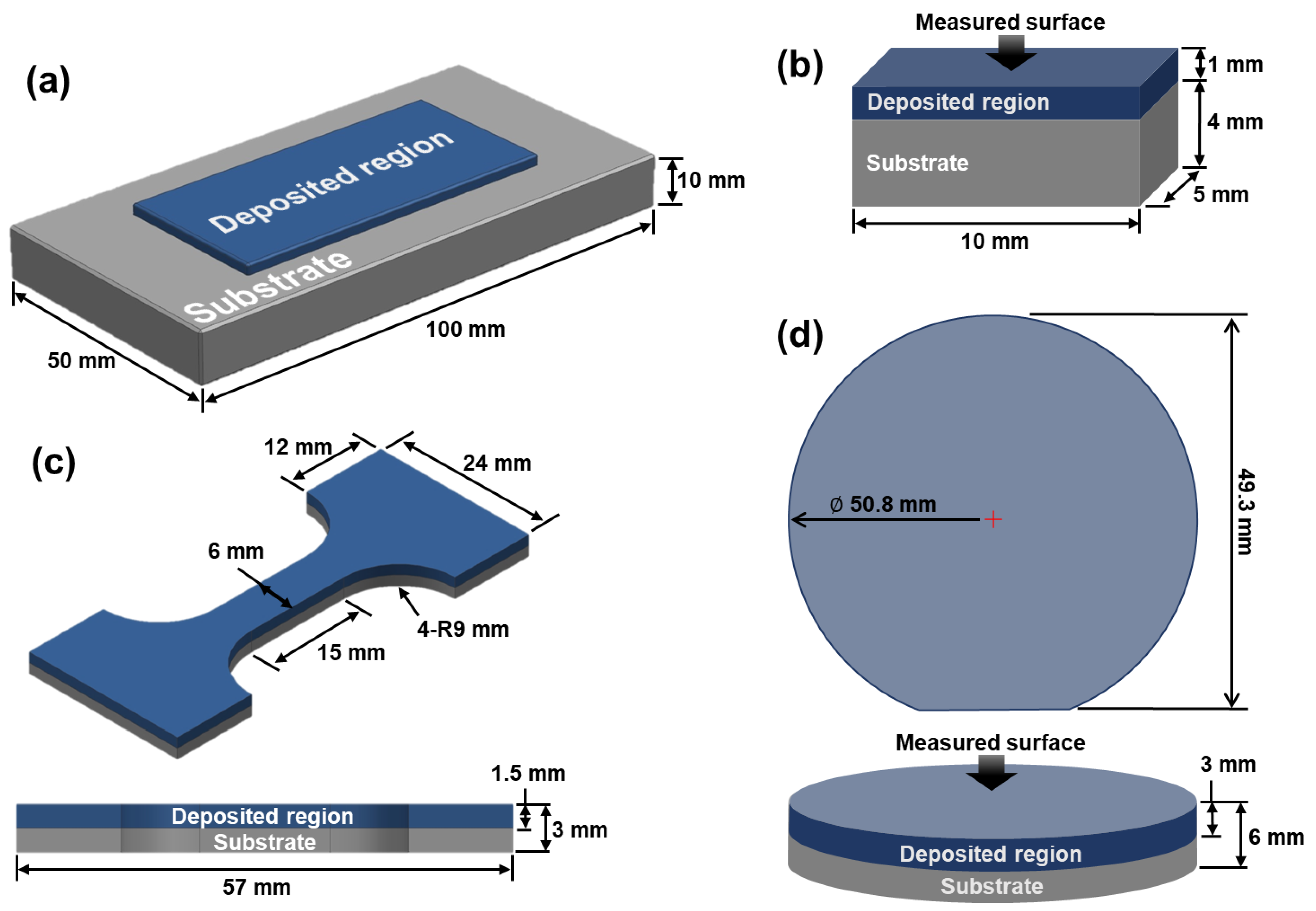
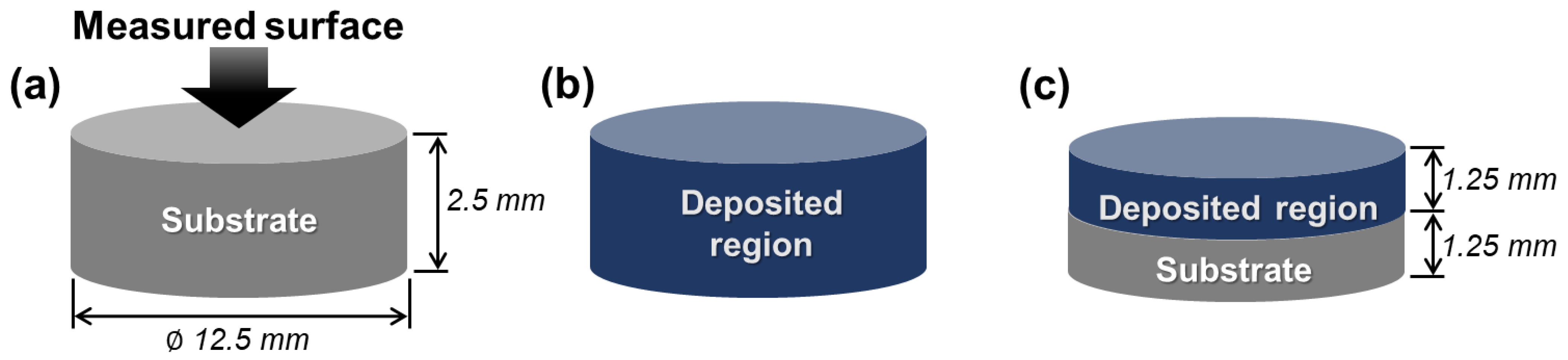
2.3. Hardness, Tensile, and Wear Tests at Elevated Temperatures
2.4. Thermal Conductivity at Elevated Temperatures
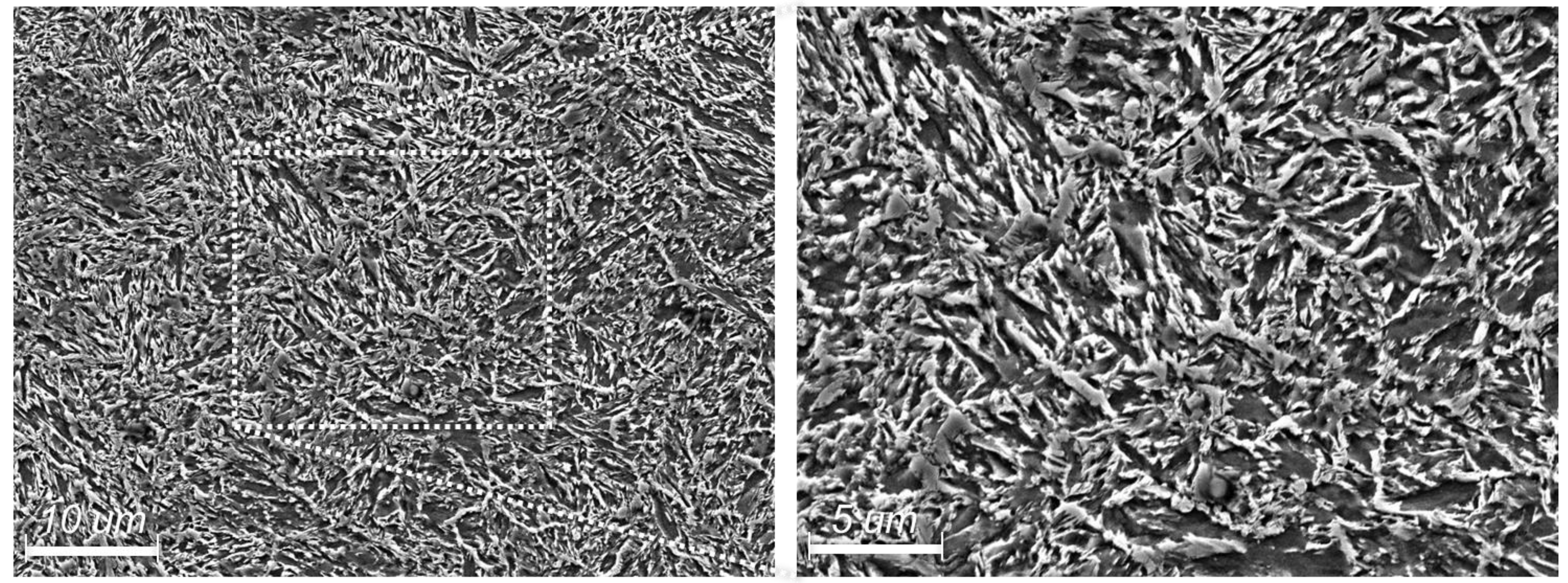
2.5. Observation of Microstructures
3. Results and Discussion
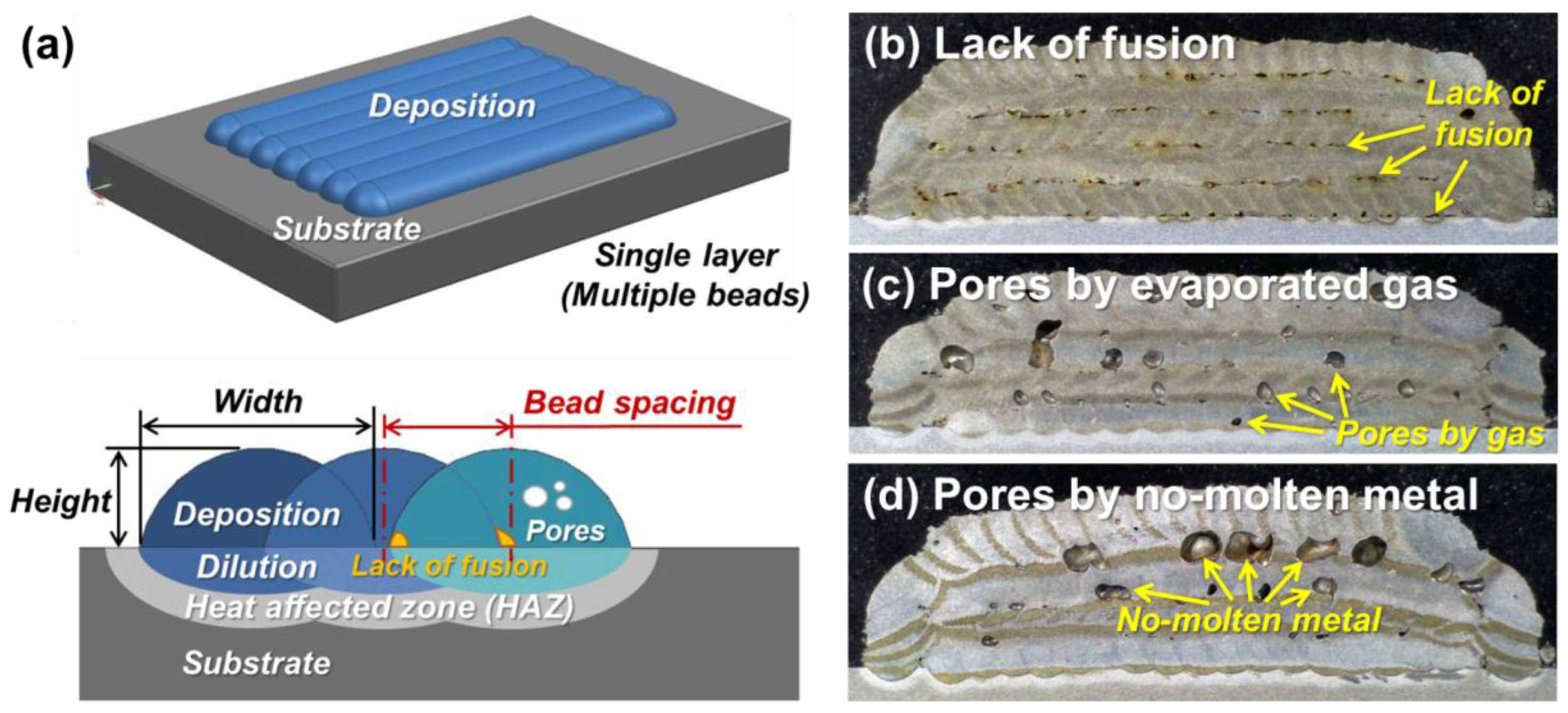
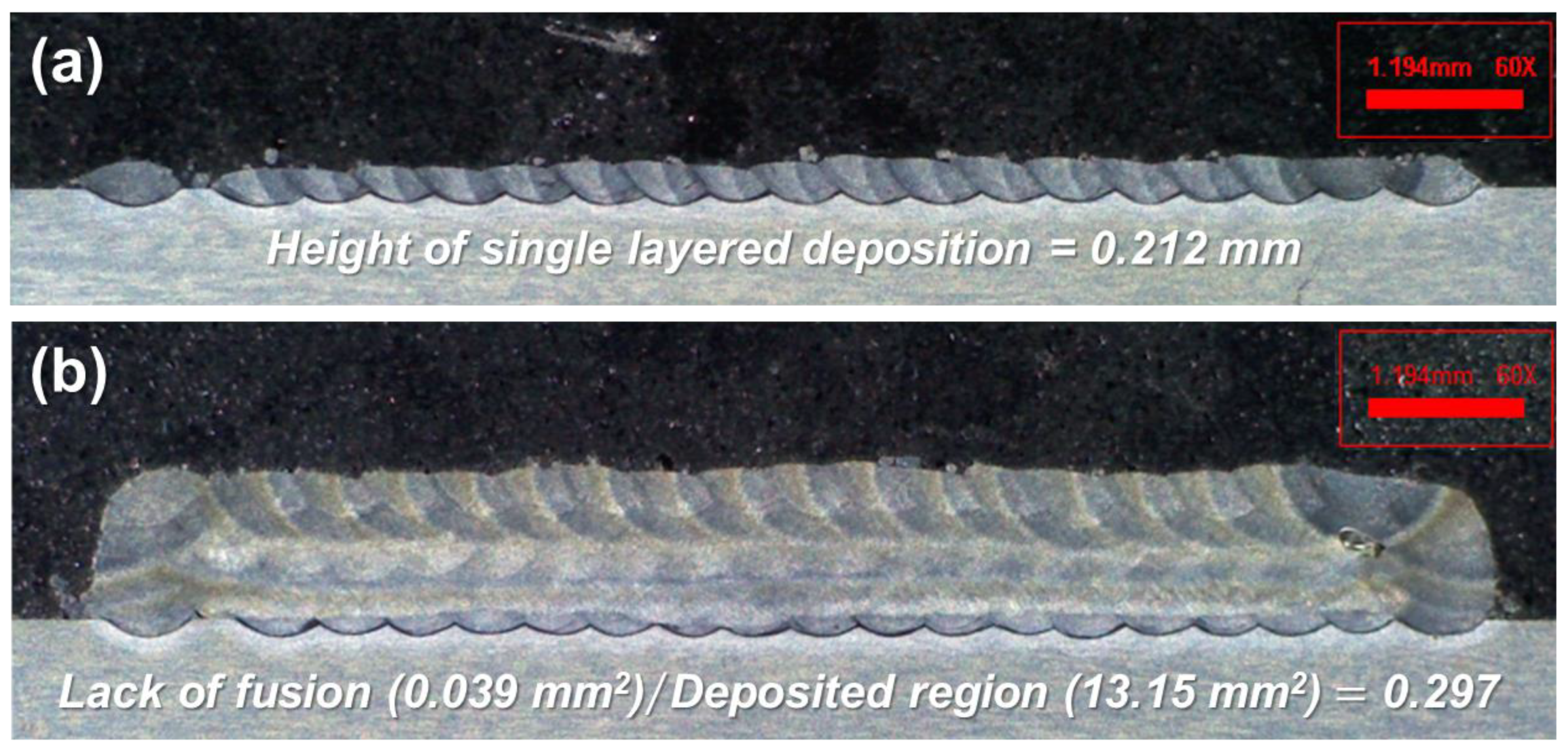
3.1. Regression Analysis for Minimizing Defects
3.2. Mechanical Properties at Elevated Temperatures
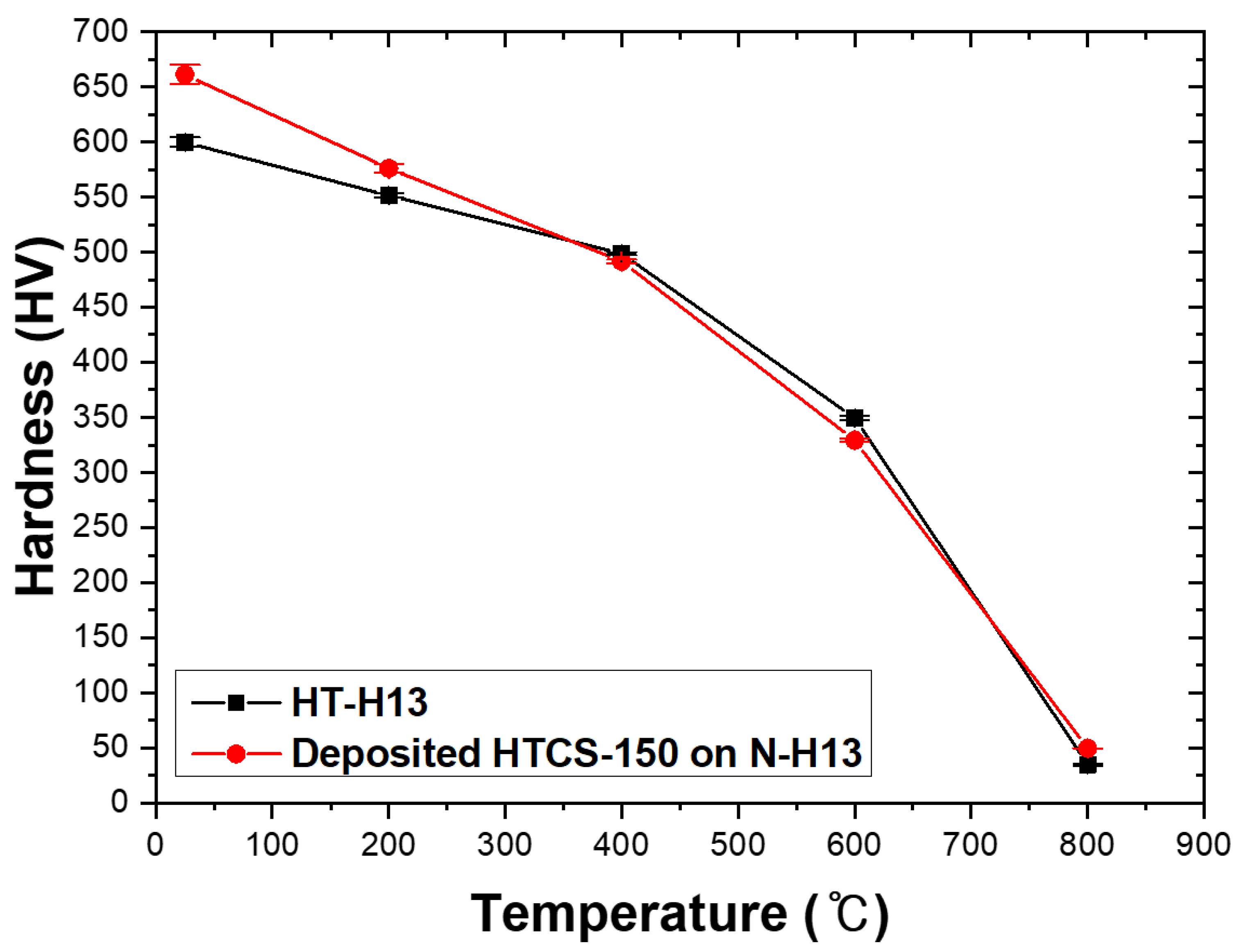
3.2.1. Hardness
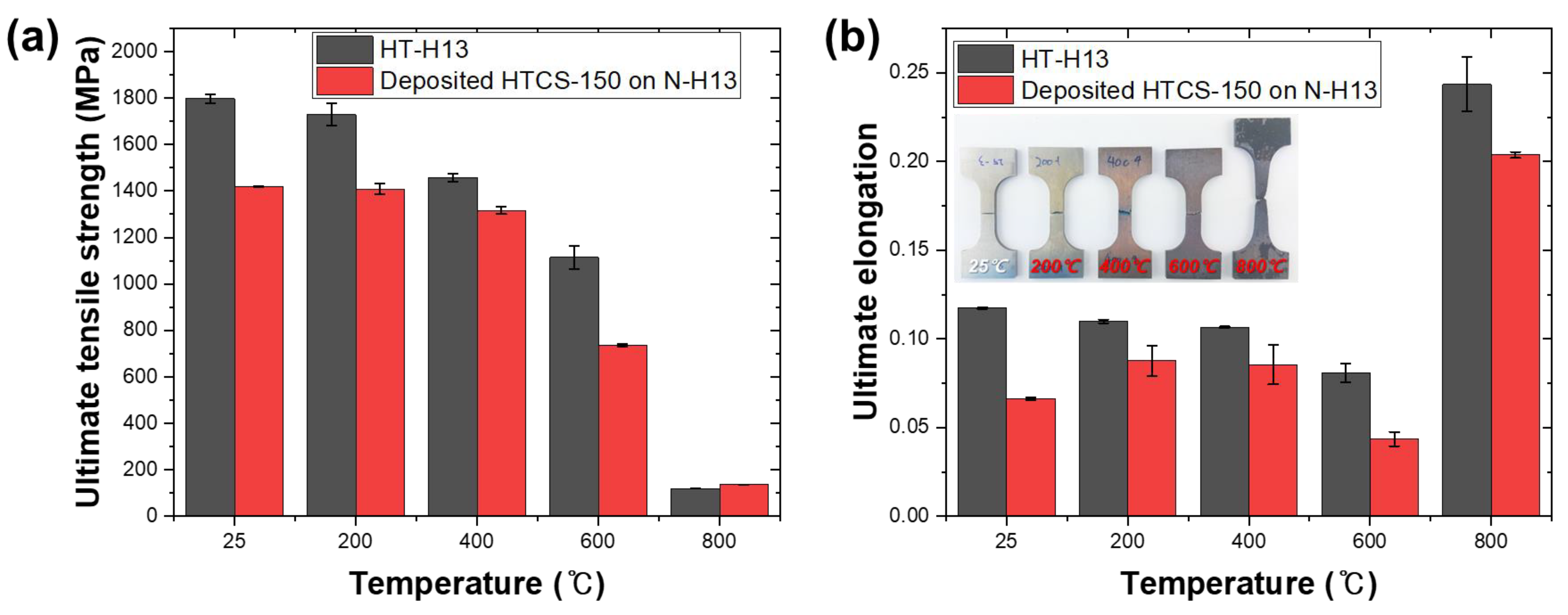
3.2.2. Tensile Strength and Elongation
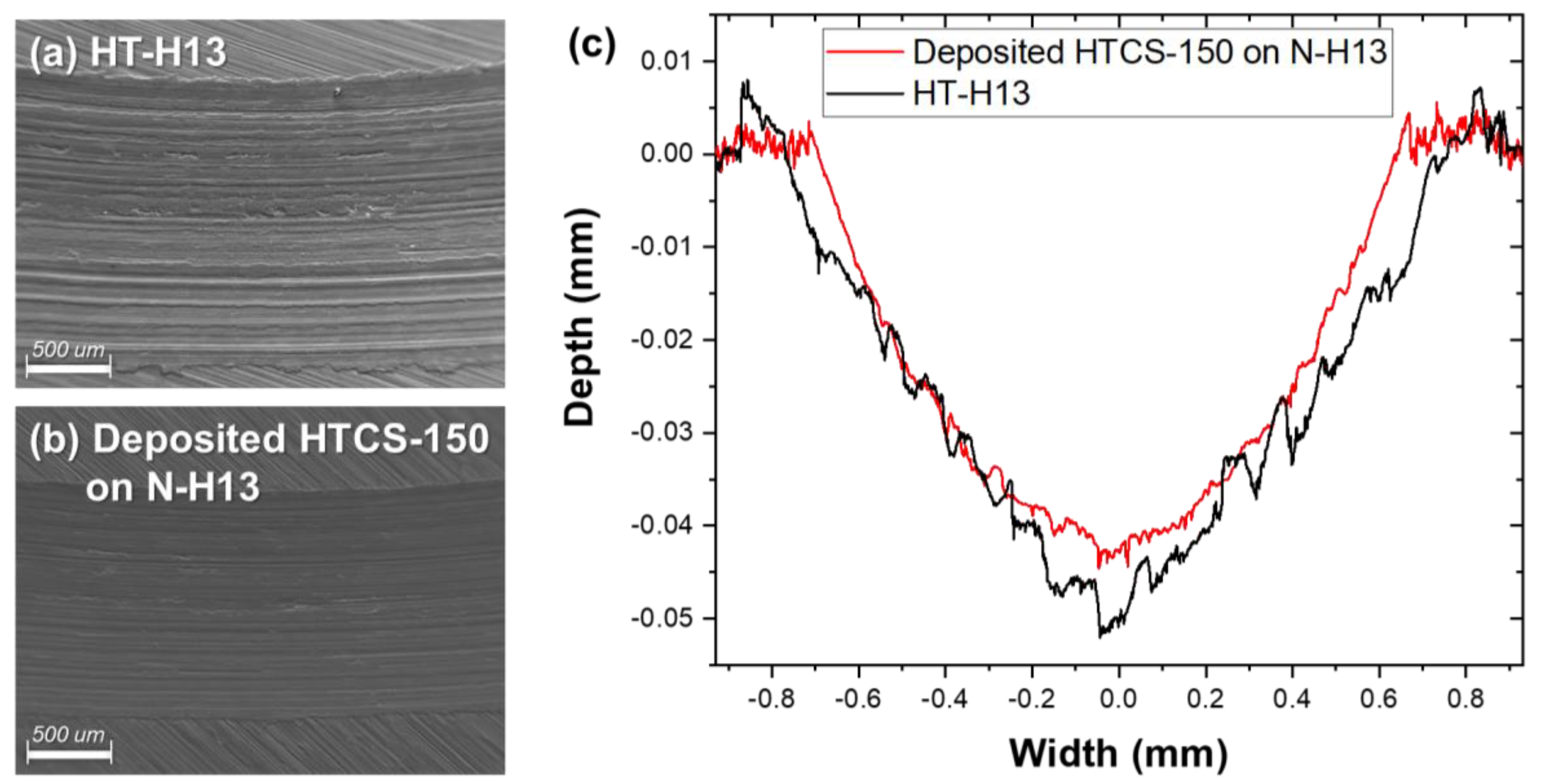
3.2.3. Wear Resistance
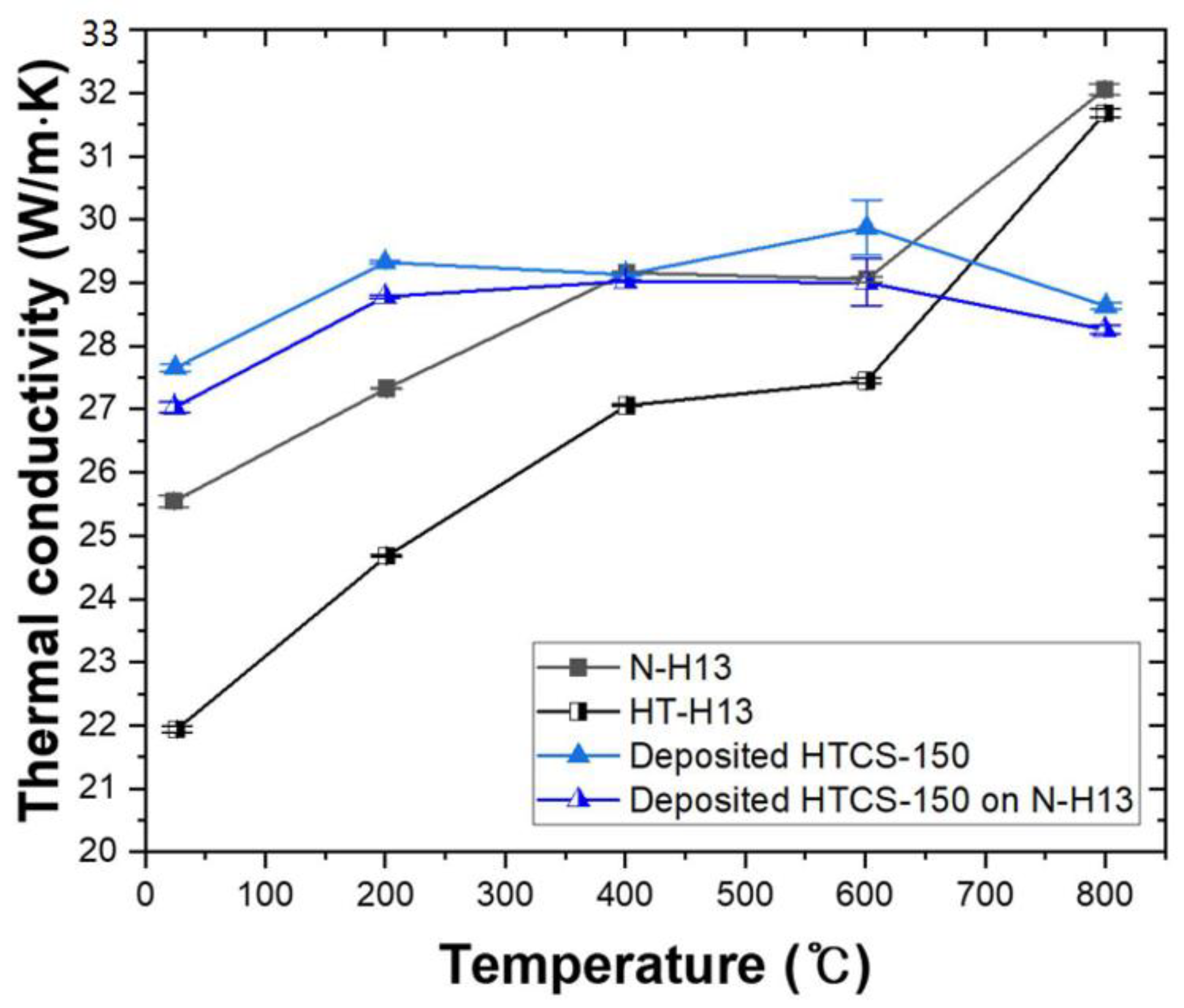
3.3. Thermal Conductivity at Elevated Temperatures
4. Conclusions
- (1)
- The procedures to optimize the process parameters of the power-fed DED served as an effective statistical methodology to quantitatively derive a set of process parameters to homogeneously deposit a material and minimize the defects in the powder-fed DED. They demonstrated that the predicted models in the methodology should precisely approximate the actual experimental results.
- (2)
- The HTCS-150 deposited via the powder-fed DED process showed a hardness as good as HT-H13. Compared to HT-H13, the HTCS-150 also exhibited a relatively high tensile strength at elevated temperatures and a superior wear resistance above 600 °C. It is attributed that the higher molybdenum, vanadium, and tungsten composition of the HTCS-150 leads to mechanical stability in high temperatures.
- (3)
- The HTCS-150 deposited via the powder-fed DED process showed a higher thermal conductivity than N-H13 and HT-H13 up to 600 °C, and its thermal conductivity was relative stable up to 800 °C. It is attributed that the large number of interfacial carbides and molybdenum composition in the HTCS-150 leads to a higher thermal conductivity than N-H13 and HT-H13.
Author Contributions
Funding
Conflicts of Interest
References
- Kaschnitz, E.; Hofer, P.; Funk, W. Thermophysical properties of a hot-work tool-steel with high thermal conductivity. Int. J. Thermophys. 2013, 34, 843–850. [Google Scholar] [CrossRef]
- Angles, I.V. Process for Setting the Thermal Conductivity of a Steel, Tool Steel, in Particular Hot-Work Steel, and Steel Object. U.S. Patent 8,557,056 B2, 15 October 2013. [Google Scholar]
- Zulhishamuddin, A.R.; Aqida, S.N. An overview of high thermal conductive hot press forming die material development. J. Mech. Eng. Sci. 2015, 9, 1686–1694. [Google Scholar] [CrossRef]
- Valls, I.; Hamasaiid, A.; Padré, A. High thermal conductivity and high wear resistance tool steels for cost-effective hot stamping tools. J. Phys. Conf. Ser. 2017, 896, 012046. [Google Scholar] [CrossRef]
- Valls, I.; Hamasaiid, A.; Padré, A. New approaches to thermal tool performance, cooling and machining strategy: The strongly correlated triple that determines the cost effectiveness of the process. IOP Conf. Ser. Mater. Sci. Eng 2018, 418, 012013. [Google Scholar] [CrossRef]
- Bariman, N.; Aqida, S.N.; Fauzun, F. Laser Melting of High Thermal Conductivity Steel (HTCS) Surface. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2017; Volume 890, pp. 380–383. [Google Scholar]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. J. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Shim, D.S.; Baek, G.Y.; Seo, J.S.; Shin, G.Y.; Kim, K.P.; Lee, K.Y. Effect of layer thickness setting on deposition characteristics in direct energy deposition (DED) process. Opt. Laser Technol. 2016, 86, 69–78. [Google Scholar] [CrossRef]
- Ingrassia, T.; Nigrelli, V.; Ricotta, V.; Tartamella, C. Process parameters influence in additive manufacturing. In Advances on Mechanics, Design Engineering and Manufacturing, Proceedings of the International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing (JCM 2016), Catania, Italy, 14–16 September 2016; Springer International Publishing: New York, NY, USA, 2017; pp. 261–270. [Google Scholar]
- Hong, M.P.; Kim, J.J.; Kim, W.S.; Lee, M.K.; Bae, K.M.; Kim, Y.S.; Sung, J.H. Heterogeneous Material Additive Manufacturing for Hot-Stamping Die. Metals 2020, 10, 1210. [Google Scholar] [CrossRef]
- Zhang, C.H.; Zhang, H.; Wu, C.L.; Zhang, S.; Sun, Z.L.; Dong, S.Y. Multi-layer functional graded stainless steel fabricated by laser melting deposition. Vacuum 2017, 141, 181–187. [Google Scholar] [CrossRef]
- Son, J.Y.; Shin, G.Y.; Lee, K.Y.; Yoon, H.S.; Shim, D.S. Deposition Characteristics of High-Thermal-Conductivity Steel in the Direct Energy Deposition Process and its Hardness Properties at High Temperatures. Arch. Metall. Mater. 2020, 65, 1365–1369. [Google Scholar]
- Khuri, A.I.; Mukhopadhyay, S. Response surface methodology. WIREs Computational Statistics 2010, 2, 128–149. [Google Scholar] [CrossRef]
- Myers, R.H. Response Surface Methodology; Allyn and Bacon: Boston, MA, USA, 1971; pp. 61–66. [Google Scholar]
- Anderson, M.J.; Whitcomb, P.J. RSM Simplified: Optimizing Processes Using Response Surface Methods for Design of Experiments, 2nd ed.; CRC Press: New York, NY, USA, 2016; pp. 77–101. [Google Scholar]
- Liu, H.; Fu, P.; Liu, H.; Sun, C.; Sun, M.; Li, D. A novel large cross-section quenching and tempering mold steel matching excellent strength–hardness–toughness properties. Mater. Sci. Eng. A 2018, 737, 274–285. [Google Scholar] [CrossRef]
- Chen, Y.W.; Huang, B.M.; Tsai, Y.T.; Tsai, S.P.; Chen, C.Y.; Yang, J.R. Microstructural evolutions of low carbon Nb/Mo-containing bainitic steels during high-temperature tempering. Mater. Charact. 2017, 131, 298–305. [Google Scholar] [CrossRef]
- Jang, J.H.; Lee, C.H.; Heo, Y.U.; Suh, D.W. Stability of (Ti, M)C (M=Nb, V, Mo and W) carbide in steels using first-principles calculations. Acta Mater. 2012, 60, 208–217. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, H.; Guo, C.; Liu, W.; Yang, Z.; Sun, X.; Zhang, Z.; Jiang, F. Effect of molybdenum addition on the precipitation of carbides in the austenite matrix of titanium micro-alloyed steels. J. Mater. Sci. 2016, 51, 4996–5007. [Google Scholar] [CrossRef]
- Chen, C.Y.; Yen, H.W.; Kao, F.H.; Li, W.C.; Huang, C.Y.; Yang, J.R.; Wang, S.H. Precipitation hardening of high-strength low-alloy steels by nanometer-sized carbides. Mater. Sci. Eng. A 2009, 499, 162–166. [Google Scholar] [CrossRef]
- Hong, S.G.; Lee, W.B.; Park, C.G. Effects of tungsten addition on the microstructural stability of 9Cr-Mo steels. J. Nucl. Mater. 2001, 288, 202–207. [Google Scholar] [CrossRef]
- Peet, M.J.; Hasan, H.S.; Bhadeshia, H.K.D.H. Prediction of thermal conductivity of steel. Int. J. Heat Mass Transf. 2011, 54, 2602–2608. [Google Scholar] [CrossRef]
- Fuchs, K.D. Hot-work tool steels with improved properties for die-casting applications. In Proceedings of the 6th International Tooling Conference, Karlstad, Sweden, 10–13 September 2002; Volume 1, pp. 15–22. [Google Scholar]
- Sinha, V.; Spowart, J.E. Influence of interfacial carbide layer characteristics on thermal properties of copper-diamond composites. J. Mater. Sci. 2013, 48, 1330–1341. [Google Scholar] [CrossRef]
- Shen, X.Y.; He, X.B.; Ren, S.B.; Zhang, H.M.; Qu, X.H. Effect of molybdenum as interfacial element on the thermal conductivity of diamond/Cu composites. J. Alloys Compd. 2012, 529, 134–139. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Mo | Cr | Ni | N | V | Cu | W |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AISI H13 | 0.32 | 0.8 | <0.5 | <0.03 | 0.03 | 1.00 | 4.5 | <0.25 | 0.03 | 0.8 | - | - |
| HTCS-150 | 0.42 | 0.12 | 0.21 | 0.004 | 0.016 | 4.185 | 0.064 | 0.029 | 0.03 | - | 0.03 | 3.09 |
| Process Parameters | Value |
|---|---|
| Laser power | 600–1000 W |
| Powder feeding rate | 2–6 g/min |
| Bead spacing | 0.3–0.7 mm |
| Laser scanning speed (fixed) | 800 mm/min |
| Laser beam diameter (fixed) | 1 mm |
| Power gas (fixed) | 2.5 L/min |
| Coaxial gas (fixed) | 8.0 L/min |
| Control Variables | Units | Factor Levels (Point Levels on CCD) | ||||
|---|---|---|---|---|---|---|
| (−1.682) | (−1) | (0) | (1) | (1.682) | ||
| Laser power | W | 600 | 700 | 800 | 900 | 1000 |
| Powder feed rate | g/min | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 |
| Bead spacing | mm | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, J.-Y.; Lee, K.-Y.; Shin, G.-Y.; Choi, C.-H.; Shim, D.-S. Mechanical and Thermal Properties of the High Thermal Conductivity Steel (HTCS) Additively Manufactured via Powder-Fed Direct Energy Deposition. Micromachines 2023, 14, 872. https://doi.org/10.3390/mi14040872
Son J-Y, Lee K-Y, Shin G-Y, Choi C-H, Shim D-S. Mechanical and Thermal Properties of the High Thermal Conductivity Steel (HTCS) Additively Manufactured via Powder-Fed Direct Energy Deposition. Micromachines. 2023; 14(4):872. https://doi.org/10.3390/mi14040872
Chicago/Turabian StyleSon, Jong-Youn, Ki-Yong Lee, Gwang-Yong Shin, Chang-Hwan Choi, and Do-Sik Shim. 2023. "Mechanical and Thermal Properties of the High Thermal Conductivity Steel (HTCS) Additively Manufactured via Powder-Fed Direct Energy Deposition" Micromachines 14, no. 4: 872. https://doi.org/10.3390/mi14040872