
Influence of Aging Treatment Regimes on Microstructure and Mechanical Properties of Selective Laser Melted 17-4 PH Steel
 ,
,
Abstract
:1. Introduction
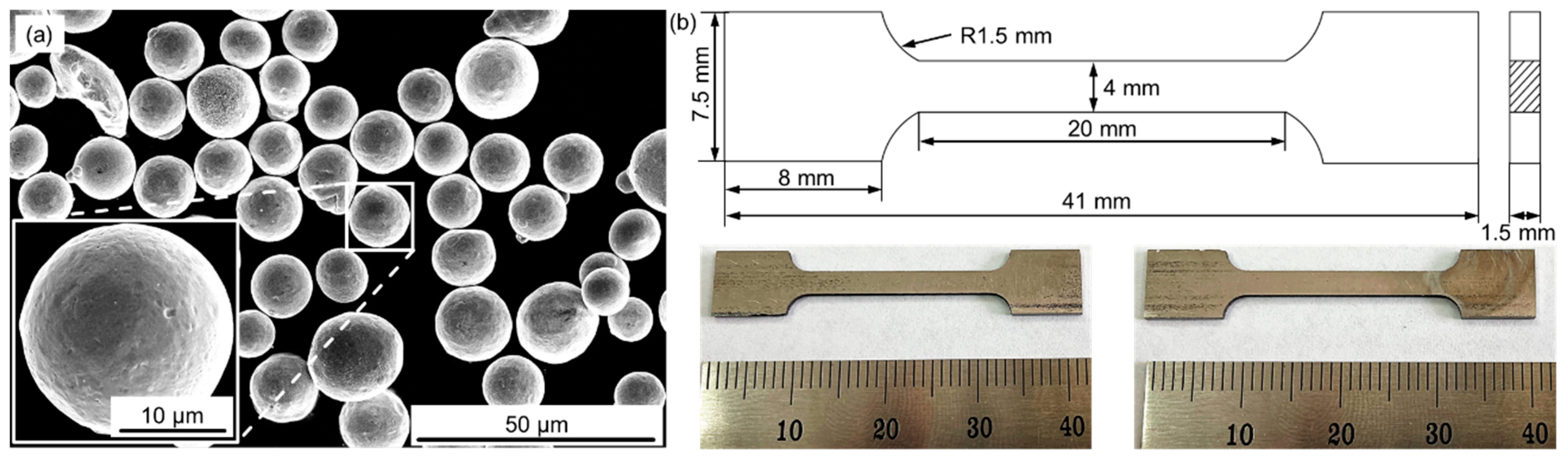
2. Experimental Details
3. Results and Discussion
3.1. Microstructural Evolution in As-Built Condition
3.2. Microstructure and Phase Composition in Aging Conditions
3.3. Mechanical Properties
4. Conclusions
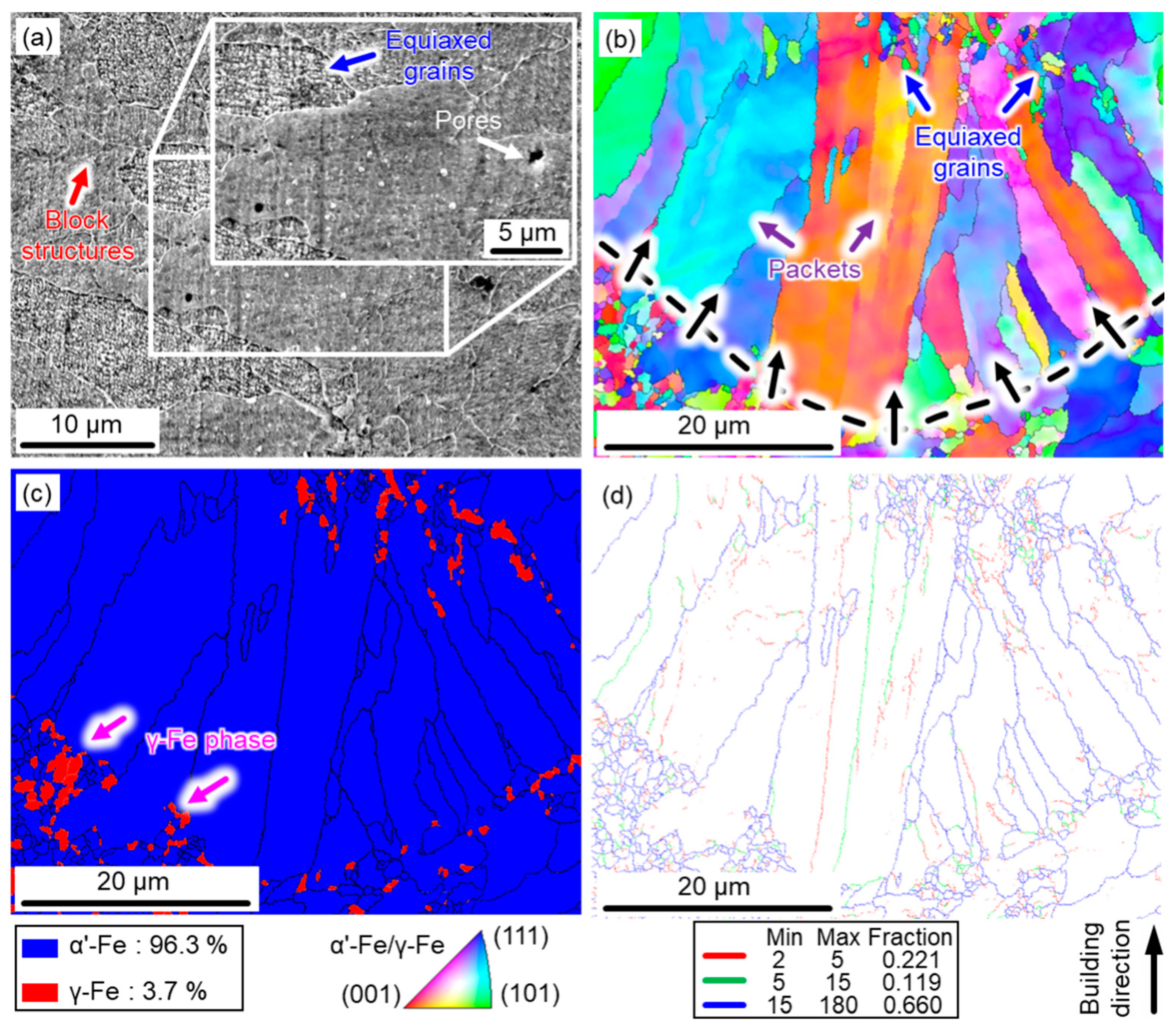
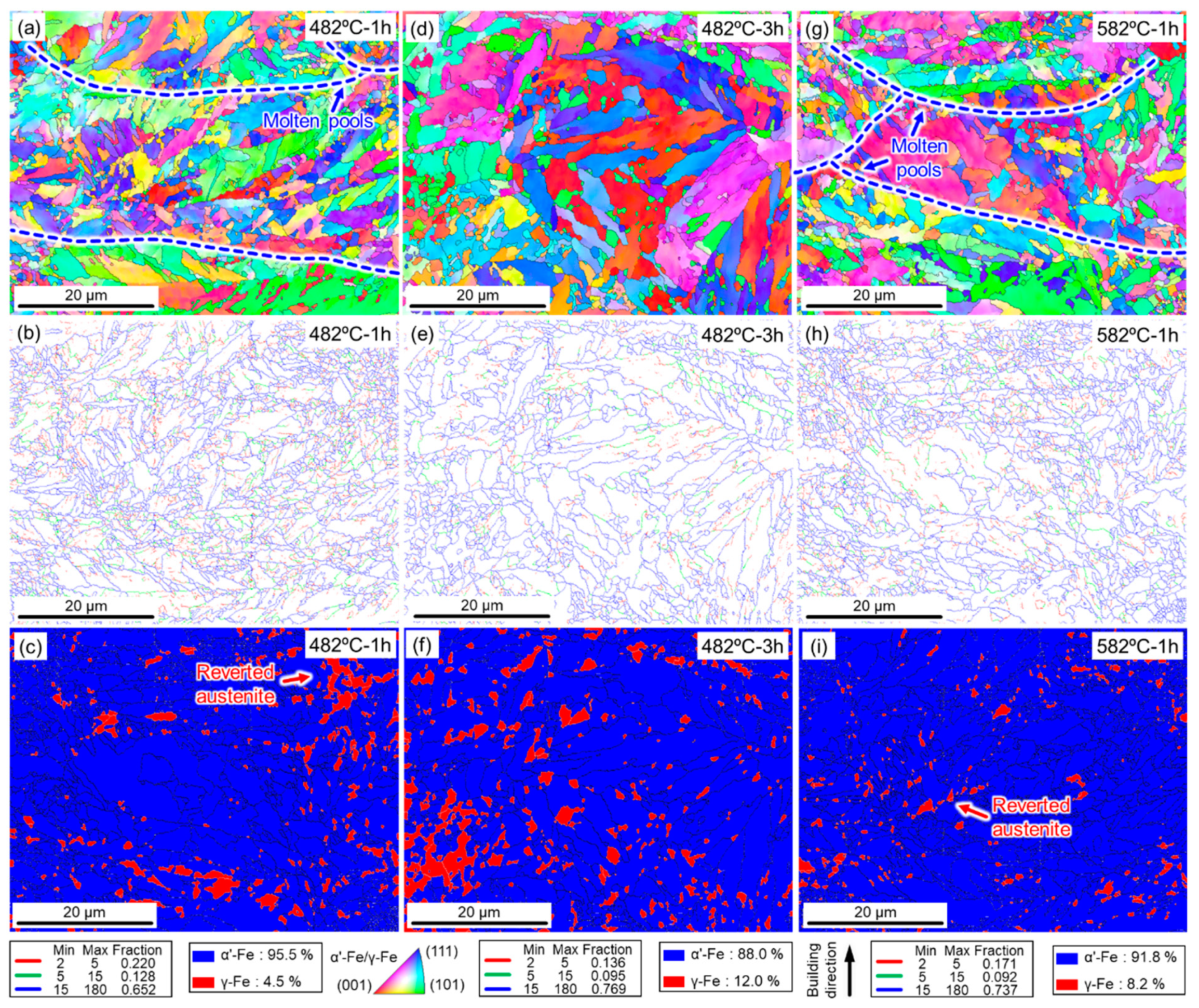
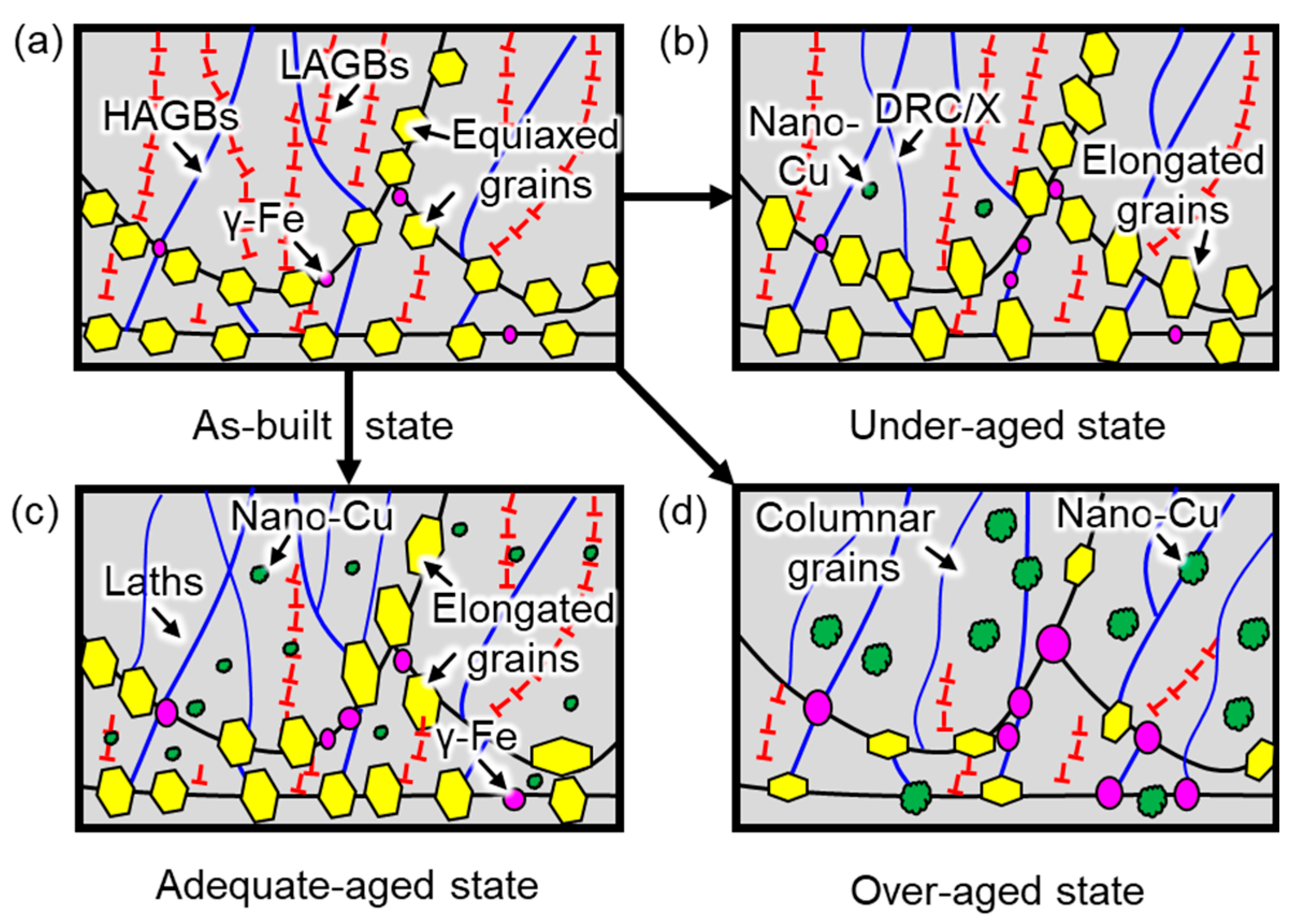
- In the as-built conditions, the SLM 17-4 PH steel exhibited a dense microstructure with no significant pores and cracks. The microstructure of the as-built samples exhibited columnar grains growing along the building direction as a result of the largest temperature gradient in the SLM process. Ultra-fine equiaxed grains were decorated at the molten pool boundary, which was confirmed as γ-Fe phase.
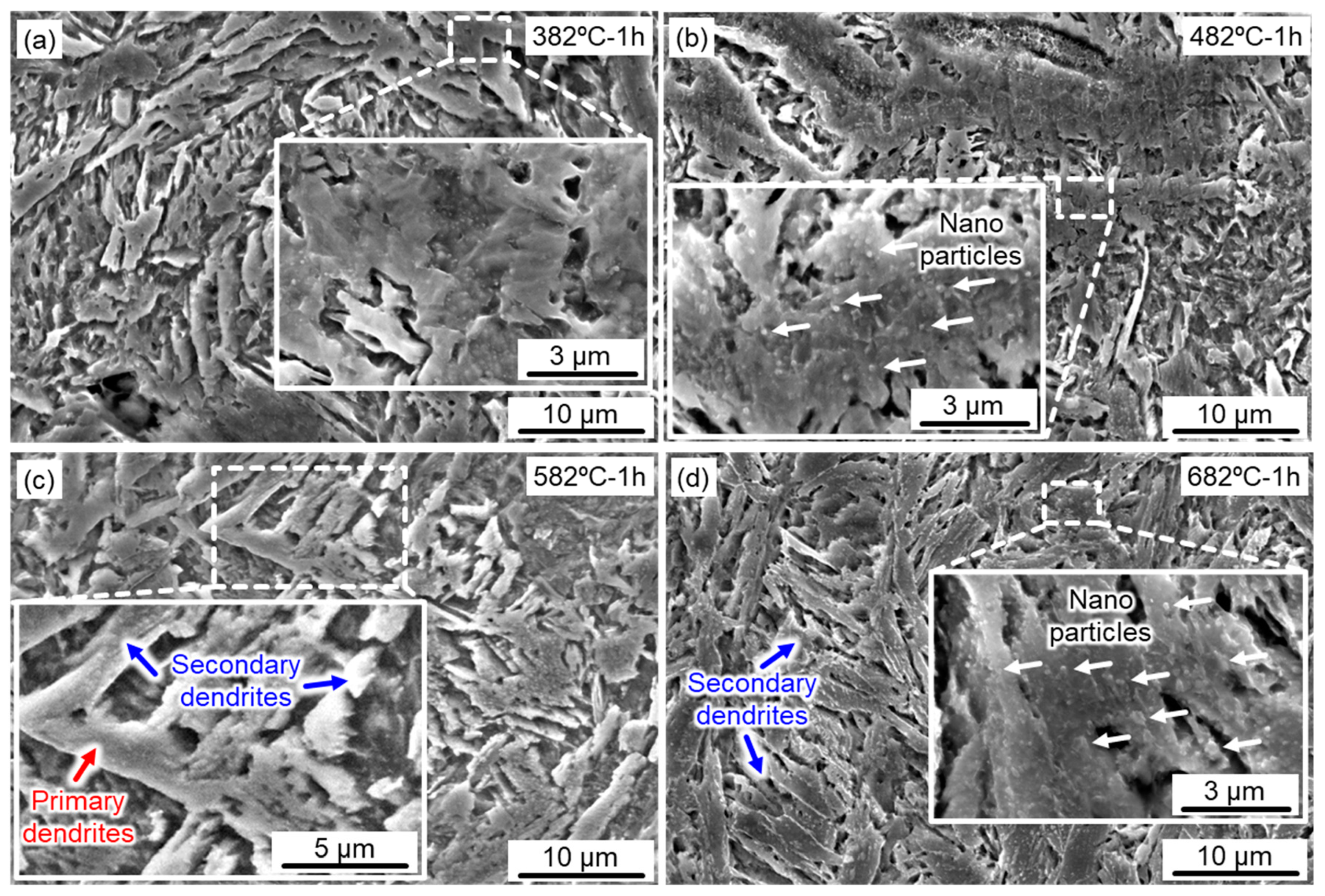
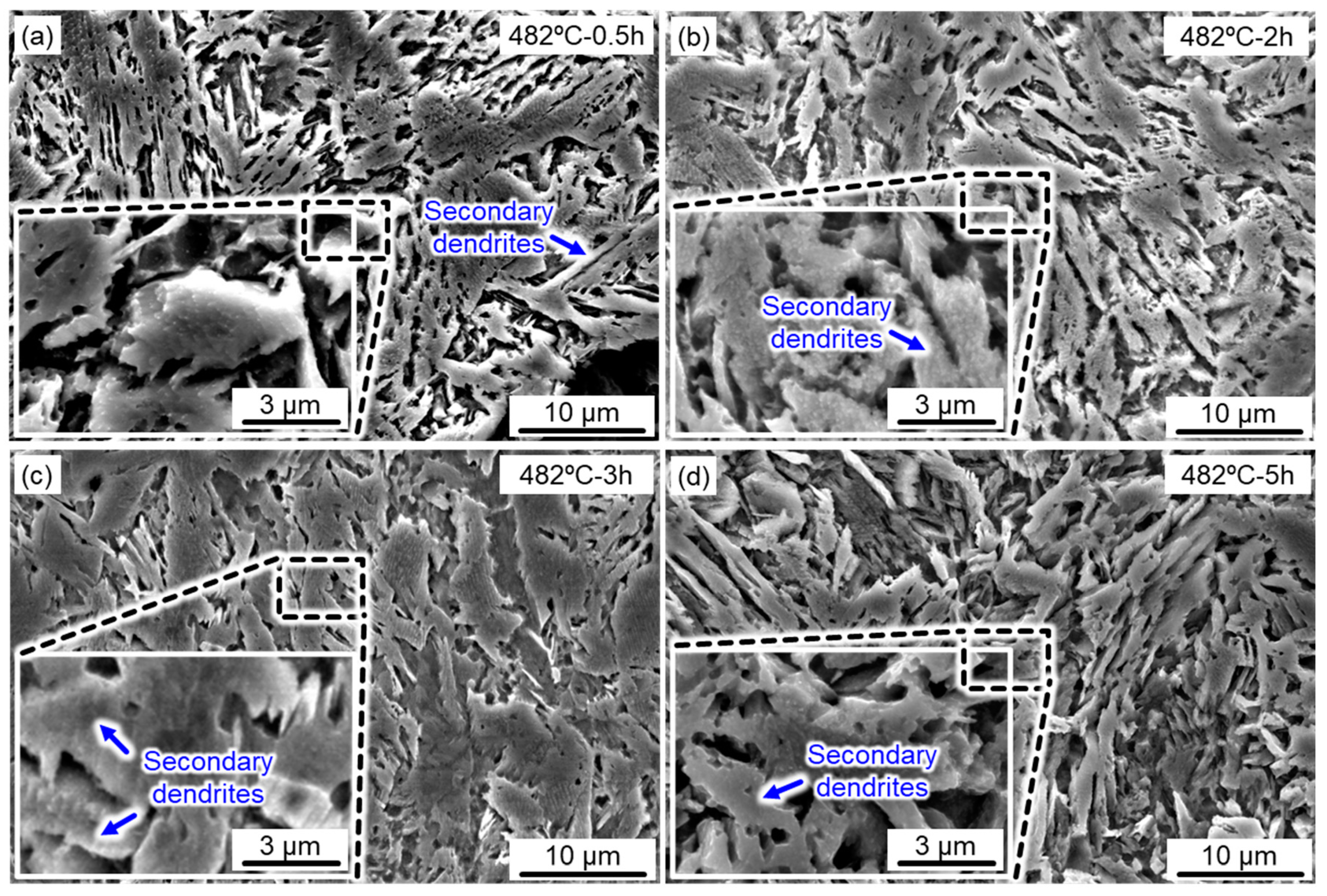
- Based on SEM and EBSD observations, coarse martensite laths were observed in the aged samples compared with the as-built ones regardless of the aging time and temperature. Increasing the aging temperature led to more significant grain growth of the martensite laths.
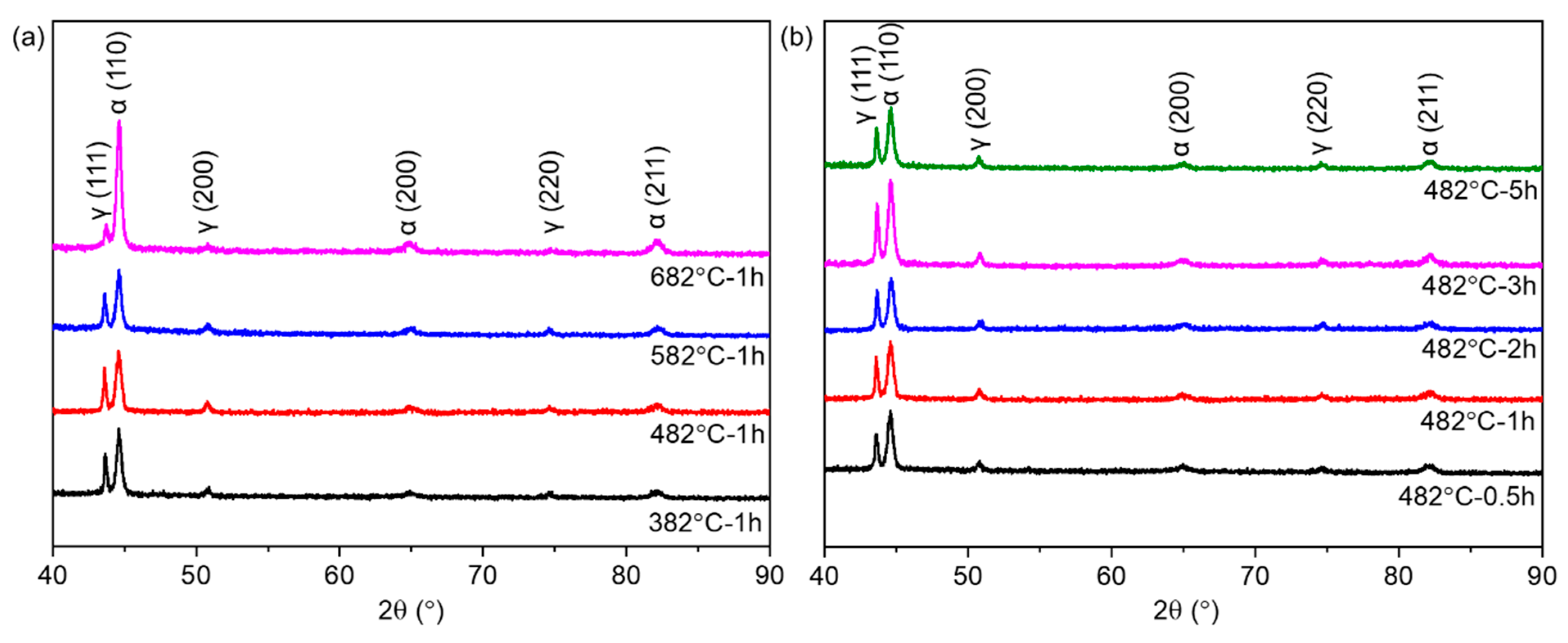
- In the as-built condition, the 17-4 PH steel sampless were mainly composed of the martensite phase with a BCC structure and a small amount of austenite phase with a FCC structure. The aging treatment at various temperatures and times led to the formation of the reverted austenite phase with a FCC structure. As the aging time increased at 482 °C, the SLM 17-4 PH steel exhibited an increasing intensity of the austenite peak in comparison with the as-built samples. With further aging treatment, the increasing volume fraction of the austenite phase was found, which was consistent with the EBSD phase mapping results.
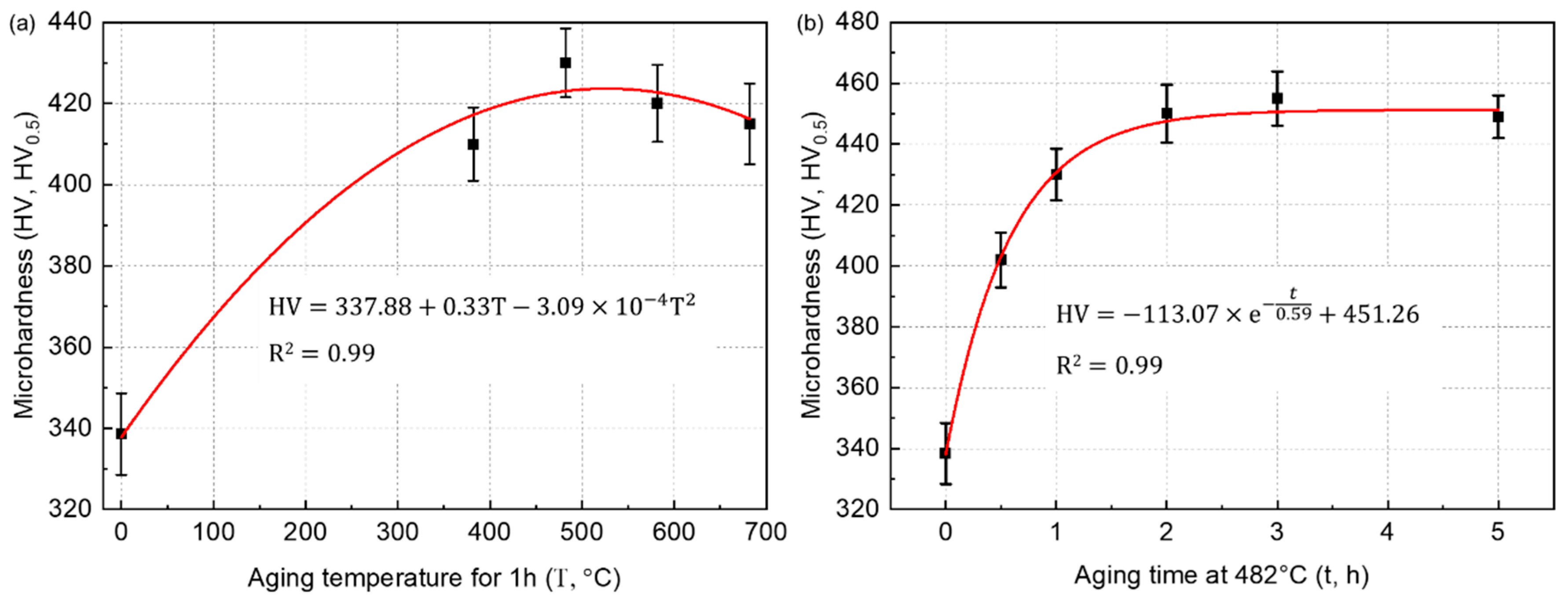
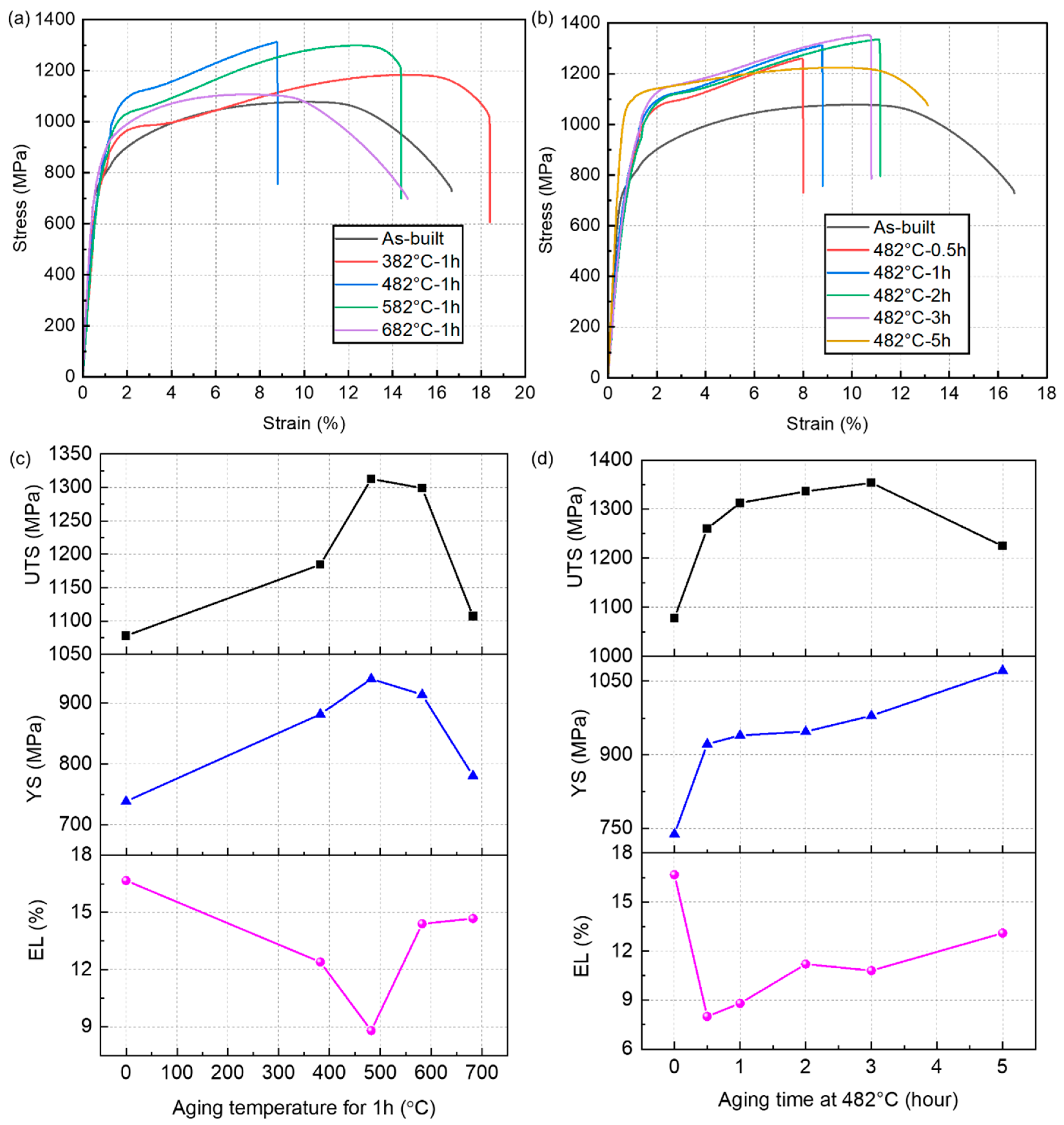
- The mechanical properties showed that both the UTS and yield strength gradually increased as the aging time at 482 °C was prolonged. The UTS reached its peak value at an aging time of 3 h and a temperature of 482 °C, which was similar to the trend in microhardness. However, the ductility decreased rapidly with the aging treatment of SLM 17-4 PH steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Q.; Jing, Y.; Yin, J.; Li, Z.; Xiong, W.; Gong, P.; Zhang, L.; Li, L.; Pan, R.; Zhao, X.; et al. High Reflectivity and Thermal Conductivity Ag–Cu Multi-Material Structures Fabricated via Laser Powder Bed Fusion: Formation Mechanisms, Interfacial Characteristics, and Molten Pool Behavior. Micromachines 2023, 14, 362. [Google Scholar] [CrossRef] [PubMed]
- Khorasani, M.; Gibson, I.; Ghasemi, A.H.; Hadavi, E.; Rolfe, B. Laser subtractive and laser powder bed fusion of metals: Review of process and production features. Rapid Prototyp. J. 2023. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yin, S.; Li, W.; Luo, X.; Xie, X.; Zhao, R.; Deng, C.; Wang, J.; Liao, H.; et al. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing. J. Mater. Sci. Technol. 2023, 134, 234–243. [Google Scholar] [CrossRef]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A Review of Spatter in Laser Powder Bed Fusion Additive Manufacturing: In Situ Detection, Generation, Effects, and Countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef] [PubMed]
- Zhao, R.; Chen, C.; Shuai, S.; Hu, T.; Fautrelle, Y.; Liao, H.; Lu, J.; Wang, J.; Ren, Z. Enhanced mechanical properties of Ti6Al4V alloy fabricated by laser additive manufacturing under static magnetic field. Mater. Res. Lett. 2022, 10, 530–538. [Google Scholar] [CrossRef]
- Chang, C.; Huang, J.; Yan, X.; Li, Q.; Liu, M.; Deng, S.; Gardan, J.; Bolot, R.; Chemkhi, M.; Liao, H. Microstructure and mechanical deformation behavior of selective laser melted Ti6Al4V ELI alloy porous structures. Mater. Lett. 2020, 277, 128366. [Google Scholar] [CrossRef]
- Chen, L.Y.; Xu, J.Q.; Choi, H.; Pozuelo, M.; Ma, X.; Bhowmick, S.; Yang, J.M.; Mathaudhu, S.; Li, X.C. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, W.; Ke, L.; Wei, H.; Wang, D.; Yang, L.; Zhu, H.; Dong, P.; Wang, G.; Zeng, X. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tools Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Yi, J.; Chang, C.; Yan, X.; Xie, Y.; Liu, Y.; Liu, M.; Zhou, K. A novel hierarchical manufacturing method of the selective laser melted Al 7075 alloy. Mater. Charact. 2022, 191, 112124. [Google Scholar] [CrossRef]
- Chang, C.; Liao, H.; Yi, L.; Dai, Y.; Cox, S.C.; Yan, M.; Liu, M.; Yan, X. Achieving ultra-high strength and ductility in Mg–9Al–1Zn–0.5Mn alloy via selective laser melting. Adv. Powder Mater. 2023, 2, 100097. [Google Scholar] [CrossRef]
- Chang, C.; Yue, S.; Li, W.; Lu, L.; Yan, X. Study on microstructure and tribological behavior of the selective laser melted MgZnCa alloy. Mater. Lett. 2022, 309, 2–5. [Google Scholar] [CrossRef]
- Chang, C.; Yan, X.; Deng, Z.; Lu, B.; Bolot, R.; Gardan, J.; Deng, S.; Chemkhi, M.; Liu, M.; Liao, H. Heat treatment induced microstructural evolution, oxidation behavior and tribological properties of Fe-12Cr-9Ni-2Al steel (CX steel) prepared using selective laser melting. Surf. Coatings Technol. 2022, 429, 127982. [Google Scholar] [CrossRef]
- Viswanathan, U.K.; Nayar, P.K.K.; Krishnan, R. 17-4 PH stainless. Mater. Sci. Technol. 1989, 5, 346–349. [Google Scholar] [CrossRef]
- Rack, H.J.; Kalish, D. Strength, Fracture Toughness, and Low Cycle Fatigue Behavior of 17-4 Ph Stainless Steel. Met. Trans. 1974, 5, 1595–1605. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Hernandez, J.; Collins, S.; Amato, K.N.; Gaytan, S.M.; Shindo, P.W. Microstructures and properties of 17-4 PH stainless steel fabricated by selective laser melting. J. Mater. Res. Technol. 2012, 1, 167–177. [Google Scholar] [CrossRef]
- Dong, D.; Chang, C.; Wang, H.; Yan, X.; Ma, W.; Liu, M.; Deng, S.; Gardan, J.; Bolot, R.; Liao, H. Selective laser melting (SLM) of CX stainless steel: Theoretical calculation, process optimization and strengthening mechanism. J. Mater. Sci. Technol. 2021, 73, 151–164. [Google Scholar] [CrossRef]
- Edition, S. Metallurgy Second Edition Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; ISBN 3175723993. [Google Scholar]
- Akita, M.; Uematsu, Y.; Kakiuchi, T.; Nakajima, M.; Kawaguchi, R. Defect-dominated fatigue behavior in type 630 stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2016, 666, 19–26. [Google Scholar] [CrossRef]
- Hu, Z.; Zhu, H.; Zhang, H.; Zeng, X. Experimental investigation on selective laser melting of 17-4PH stainless steel. Opt. Laser Technol. 2017, 87, 17–25. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman Rashid, R.A.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 17-4PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Averyanova, M.; Cicala, E.; Bertrand, P.; Grevey, D. Experimental design approach to optimize selective laser melting of martensitic 17-4 PH powder: Part i—Single laser tracks and first layer. Rapid Prototyp. J. 2012, 18, 28–37. [Google Scholar] [CrossRef]
- Ozsoy, A.; Yasa, E.; Keles, M.; Tureyen, E.B. Pulsed-mode Selective Laser Melting of 17-4 PH stainless steel: Effect of laser parameters on density and mechanical properties. J. Manuf. Process. 2021, 68, 910–922. [Google Scholar] [CrossRef]
- Chang, C.; Yan, X.; Deng, Z.; Chu, Q.; Deng, S.; Bolot, R.; Chemkhi, M.; Liu, M.; Liao, H.; Gardan, J. Effect of heat treatment on residual stress and wear resistance of CX stainless steel manufactured by Selective Laser Melting. Procedia CIRP 2021, 104, 738–743. [Google Scholar] [CrossRef]
- Yan, X.; Chang, C.; Dong, D.; Gao, S.; Ma, W.; Liu, M.; Liao, H.; Yin, S. Microstructure and mechanical properties of pure copper manufactured by selective laser melting. Mater. Sci. Eng. A 2020, 789, 139615. [Google Scholar] [CrossRef]
- Kürnsteiner, P.; Wilms, M.B.; Weisheit, A.; Gault, B.; Jägle, E.A.; Raabe, D. High-strength Damascus steel by additive manufacturing. Nature 2020, 582, 515–519. [Google Scholar] [CrossRef] [PubMed]
- Kürnsteiner, P.; Wilms, M.B.; Weisheit, A.; Barriobero-Vila, P.; Jägle, E.A.; Raabe, D. Massive nanoprecipitation in an Fe-19Ni-xAl maraging steel triggered by the intrinsic heat treatment during laser metal deposition. Acta Mater. 2017, 129, 52–60. [Google Scholar] [CrossRef]
- Nie, J.F. Effects of precipitate shape and orientation on dispersion strengthening in magnesium alloys. Scr. Mater. 2003, 48, 1009–1015. [Google Scholar] [CrossRef]
- Rafi, H.K.; Pal, D.; Patil, N.; Starr, T.L.; Stucker, B.E. Microstructure and Mechanical Behavior of 17-4 Precipitation Hardenable Steel Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2014, 23, 4421–4428. [Google Scholar] [CrossRef]
- Pasebani, S.; Ghayoor, M.; Badwe, S.; Irrinki, H.; Atre, S.V. Effects of atomizing media and post processing on mechanical properties of 17-4 PH stainless steel manufactured via selective laser melting. Addit. Manuf. 2018, 22, 127–137. [Google Scholar] [CrossRef]
- Hsu, T.H.; Chang, Y.J.; Huang, C.Y.; Yen, H.W.; Chen, C.P.; Jen, K.K.; Yeh, A.C. Microstructure and property of a selective laser melting process induced oxide dispersion strengthened 17-4 PH stainless steel. J. Alloys Compd. 2019, 803, 30–41. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, J.; Jiang, T.; Sun, Y.; Guo, S.; Liu, Y. A low-alloy high-carbon martensite steel with 2.6 GPa tensile strength and good ductility. Acta Mater. 2018, 158, 247–256. [Google Scholar] [CrossRef]
- Sun, Y.; Hebert, R.J.; Aindow, M. Effect of heat treatments on microstructural evolution of additively manufactured and wrought 17-4 PH stainless steel. Mater. Des. 2018, 156, 429–440. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Mechanical and microstructural properties of selective laser melted 17-4 PH stainless steel. ASME Int. Mech. Eng. Congr. Expo. Proc. 2015, 57359, V02AT02A014. [Google Scholar] [CrossRef]
- Liu, Z.; Gao, Q.; Zhang, H.; Luo, S.; Zhang, X.; Li, W.; Jiang, Y.; Li, H. EBSD analysis and mechanical properties of alumina-forming austenitic steel during hot deformation and annealing. Mater. Sci. Eng. A 2019, 755, 106–115. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Shahriari, A.; Amirkhiz, B.S.; Li, J.; Mohammadi, M. Additive manufacturing of an Fe–Cr–Ni–Al maraging stainless steel: Microstructure evolution, heat treatment, and strengthening mechanisms. Mater. Sci. Eng. A 2020, 787, 139470. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Ni | Cu | Mo | Nb | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight percentage (wt.%) | ≤0.07 | 15.0–17.0 | 3.0–5.0 | 3.0–5.0 | ≤0.6 | ≤0.45 | ≤1.5 | ≤0.7 | ≤0.04 | ≤0.03 | Bal. |
| Samples | α’-Fe Phase (%) | γ-Fe Phase (%) | Fitting Curve Error |
|---|---|---|---|
| As-built | 96.3 | 3.7 | / |
| Aged at 382 °C for 1 h | 95.1 | 4.9 | 3.5 |
| Aged at 482 °C for 1 h | 93.8 | 6.2 | 4.2 |
| Aged at 582 °C for 1 h | 89.7 | 10.3 | 3.3 |
| Aged at 682 °C for 1 h | 80.4 | 19.6 | 2.1 |
| Aged at 482 °C for 0.5 h | 94.6 | 5.4 | 2.2 |
| Aged at 482 °C for 2 h | 88.9 | 11.1 | 1.8 |
| Aged at 482 °C for 3 h | 86.4 | 13.6 | 3.5 |
| Aged at 482 °C for 5 h | 83.7 | 16.3 | 2.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, D.; Wang, J.; Chen, C.; Tang, X.; Ye, Y.; Ren, Z.; Yin, S.; Yuan, Z.; Liu, M.; Zhou, K. Influence of Aging Treatment Regimes on Microstructure and Mechanical Properties of Selective Laser Melted 17-4 PH Steel. Micromachines 2023, 14, 871. https://doi.org/10.3390/mi14040871
Dong D, Wang J, Chen C, Tang X, Ye Y, Ren Z, Yin S, Yuan Z, Liu M, Zhou K. Influence of Aging Treatment Regimes on Microstructure and Mechanical Properties of Selective Laser Melted 17-4 PH Steel. Micromachines. 2023; 14(4):871. https://doi.org/10.3390/mi14040871
Chicago/Turabian StyleDong, Dongdong, Jiang Wang, Chaoyue Chen, Xuchang Tang, Yun Ye, Zhongming Ren, Shuo Yin, Zhenyu Yuan, Min Liu, and Kesong Zhou. 2023. "Influence of Aging Treatment Regimes on Microstructure and Mechanical Properties of Selective Laser Melted 17-4 PH Steel" Micromachines 14, no. 4: 871. https://doi.org/10.3390/mi14040871