
Study on Manufacturing Technology of Ultra-Thin/Narrow Bonding Cu Strip for Electronic Packaging
 , and
, and
Abstract
:1. Introduction
2. Test Materials and Methods
2.1. Test Materials and Equipment
2.2. Test Method
3. Results
3.1. Study on the Influence of Rolling Process on Surface Quality and Properties of Bonding Cu Strips
3.2. Effect of Rolling on Mechanical Properties and Microstructure of Bonding Cu Strips of Different Specifications
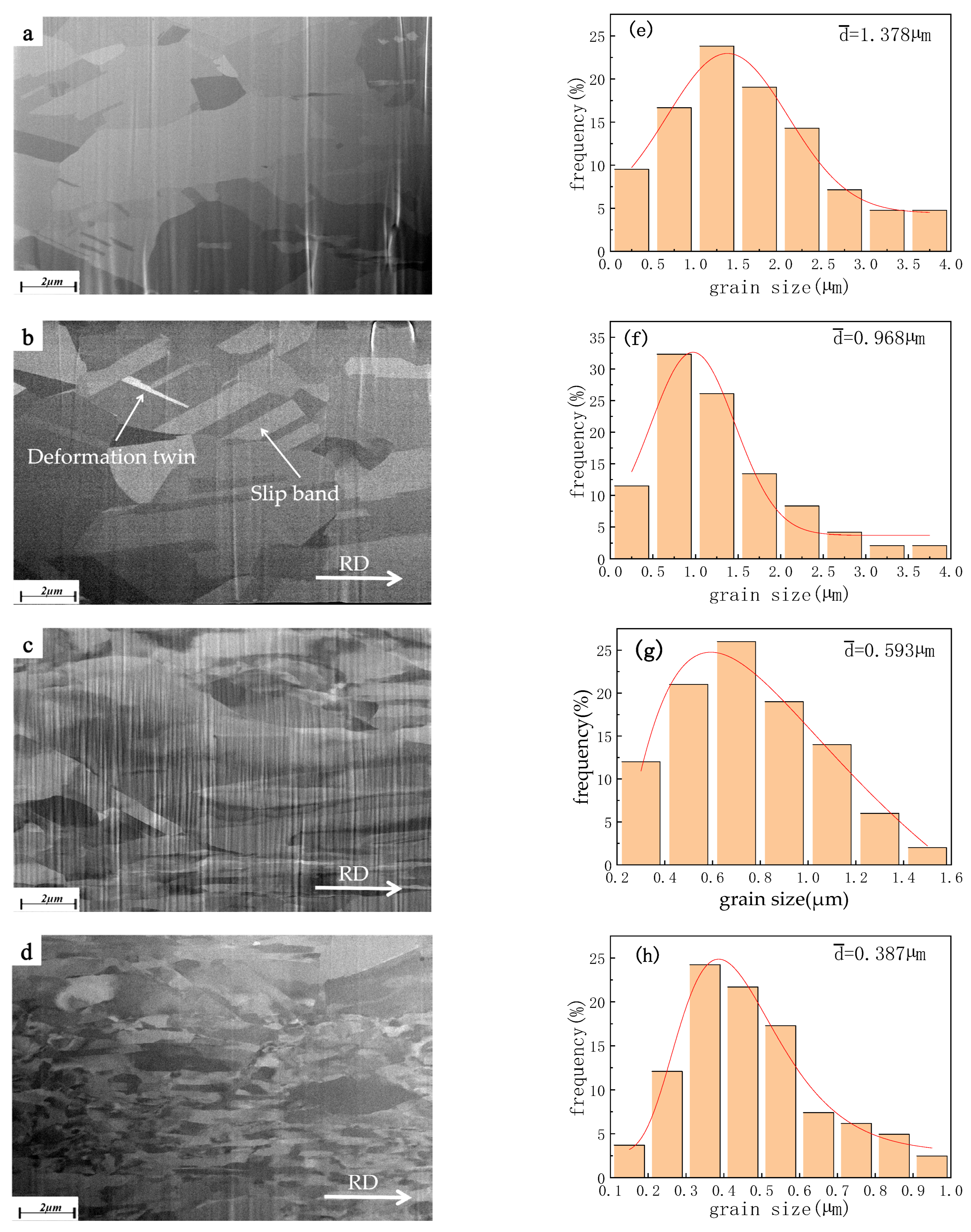
3.3. Effect of Different Reduction Rates on Microstructure of Bonding Cu Strips
3.4. Effect of Different Reduction Rates on Mechanical and Electrical Properties of Bonding Cu Strips
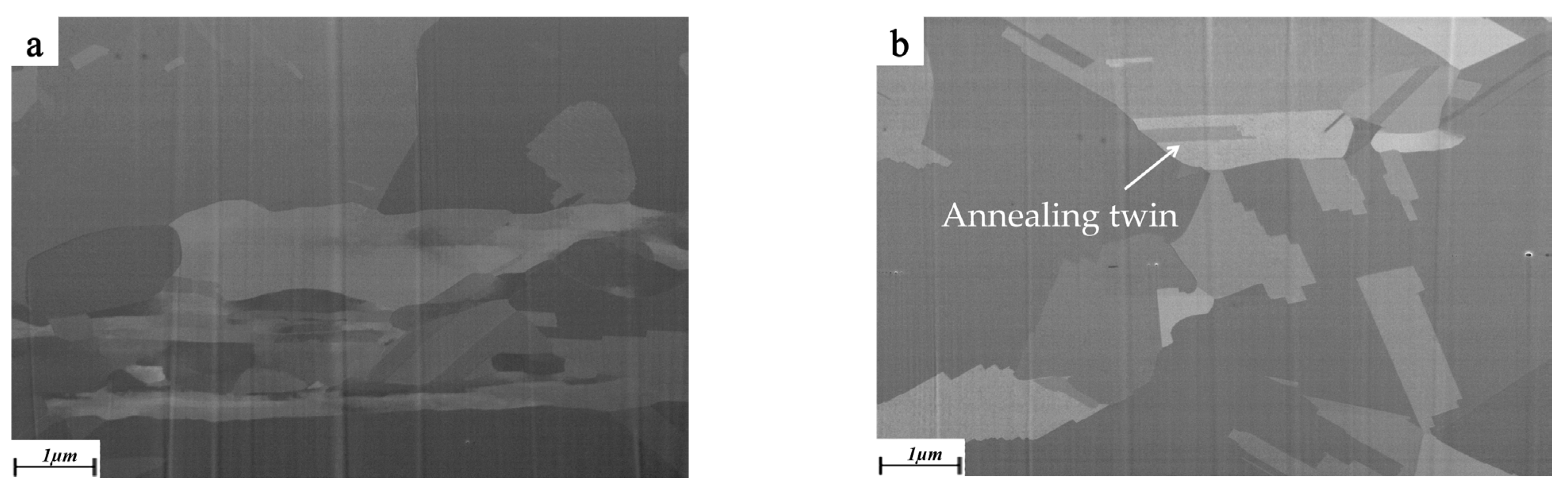
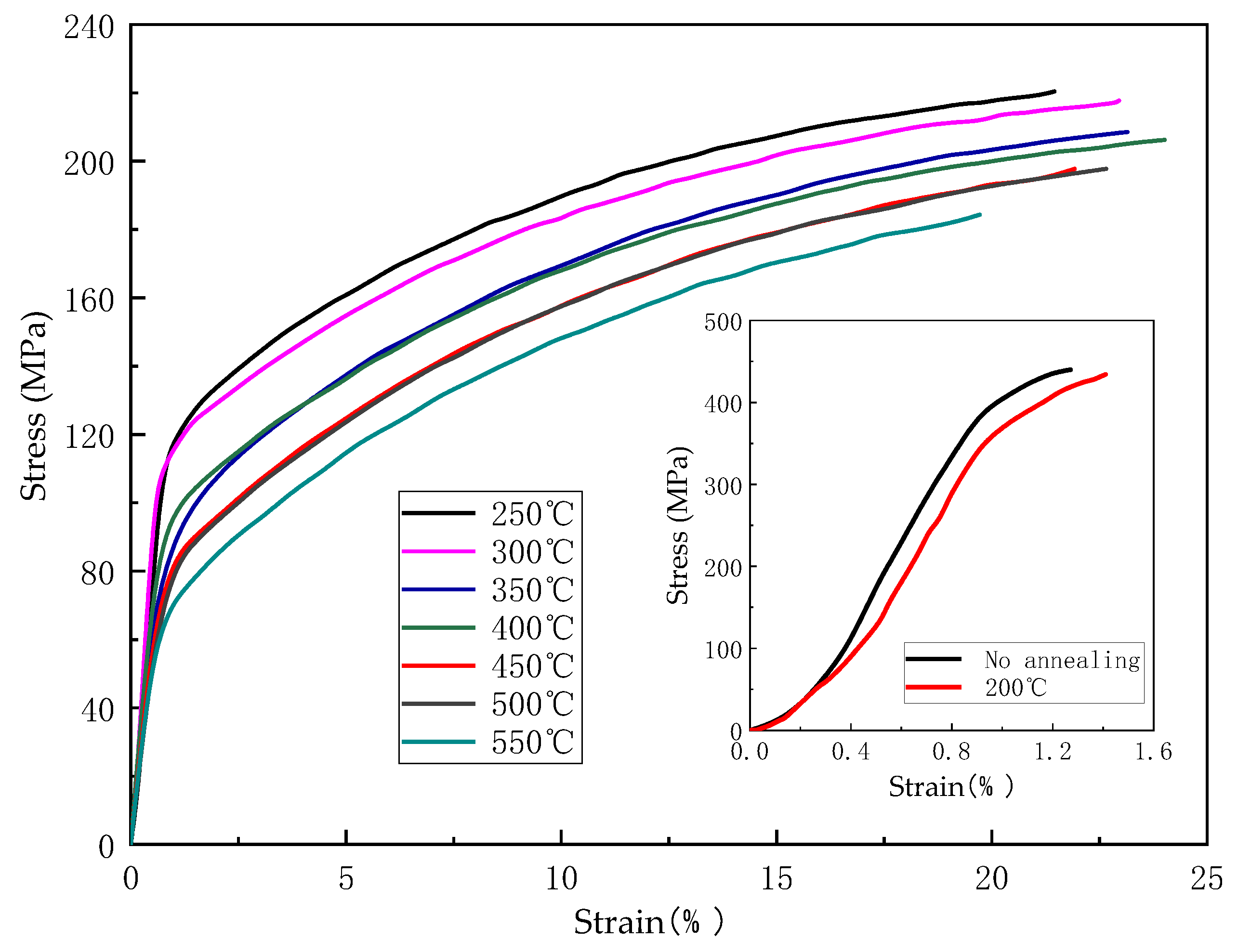
3.5. Effect of Heat Treatment Temperatures on Microstructure of Bonding Cu Strip
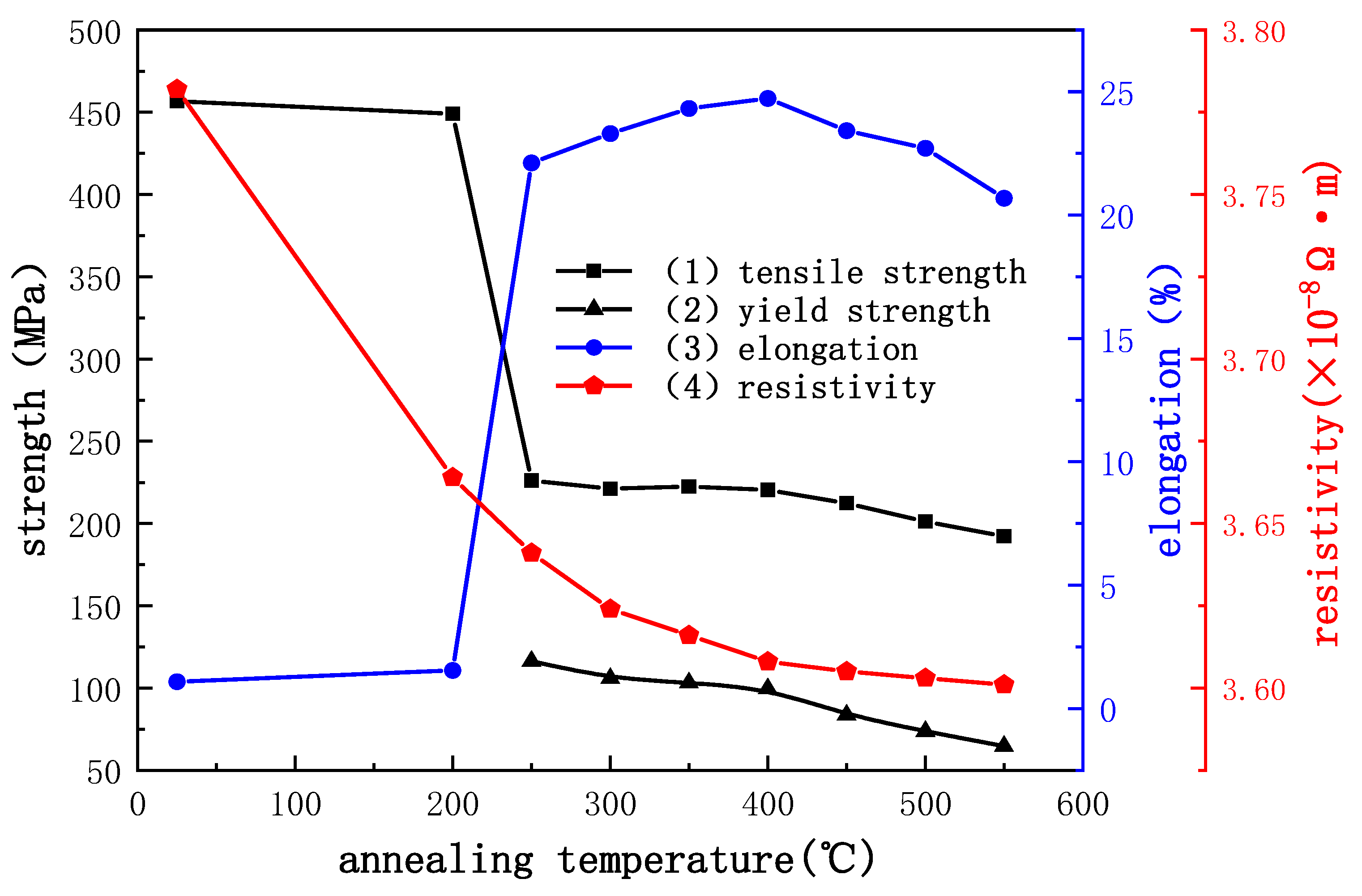
3.6. Effect of Heat Treatment Temperature on Mechanical and Electrical Properties of Cu Strip
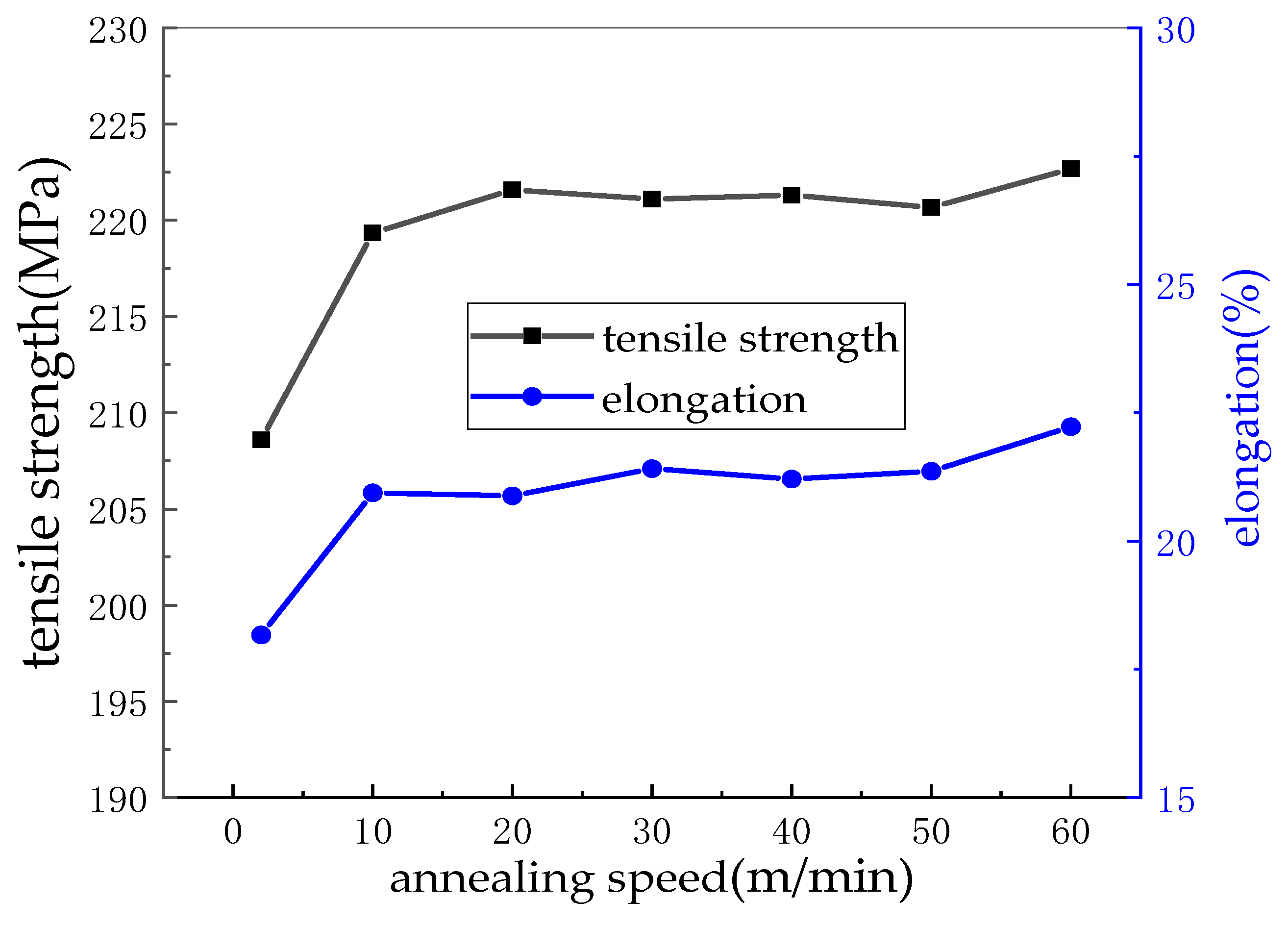
3.7. Effect of Annealing Speed on Mechanical Properties of Cu Strip
3.8. Effect of Annealing Tension on Surface Quality of Cu Strip
4. Conclusions
- (1)
- With the increase of the reduction rate to 80%, the coarse grains are gradually broken and refined, and the Cu strip structure is flat in the ND direction. The increase in dislocation density hinders the movement and slip of dislocations, resulting in an increase in the tensile strength of the bonding Cu strips from 248.0 MPa to 425.5 MPa, and a sharp decrease in elongation from 8.50% to 0.91%. The Cu strip microsoftens, and its elongation increases slightly to 1.23% due to the high reduction rate. The increase of lattice defects and grain boundary density results in an approximately linear increase of resistivity with the increase of the reduction rate (from 3.46 × 10−8 Ω∙m to 3.81 × 10−8 Ω∙m).
- (2)
- As the annealing temperature rises to 400 °C, the Cu strip recovers, and dislocation is eliminated at high temperatures. The softening of the Cu strip results in the decrease of tensile strength from 456.66 MPa to 220.36 MPa and the increase of elongation from 1.09% to 24.73%. The growth of grain reduced the tensile strength and elongation to 192.2 MPa and 20.68%, respectively, when the annealing temperature rises to 550 °C. The changing trend of yield strength is the same as the tensile strength of the bonding Cu strip. In the annealing speed range of 10–50 m/min, the strength and elongation of the Cu strip are nearly unchanged, and its performance is stable.
- (3)
- The resistivity of the Cu strip decreases considerably during 200–300 °C annealing temperature because the lattice defects are largely eliminated (from 3.78 × 10−8 Ω∙m reduced to 3.62 × 10−8 Ω·m). Recrystallization occurs slightly at annealing temperature during 300–400 °C, and the decreasing trend of resistivity is slowed down. When the annealing temperature is higher than 400 °C, the grains begin to grow, and the resistivity decreases more smoothly. The optimum annealing tension range is 6–8 g. Low tension will loosen the Cu strip and cause burns, while high tension will narrow the Cu strip width.
Author Contributions
Funding
Conflicts of Interest
References
- Jie, W.; Rockey, T.; Yauw, O.; Shen, L.; Chylak, B. Bonding of Ag-alloy wire in LED packages. In Proceedings of the Electronic Manufacturing Technology Symposium IEEE, Ipoh, Malaysia, 6–8 November 2012. [Google Scholar]
- Liqun, G.; Qiang, C.; Juanjuan, L.; Zhengrong, C.; Jianwei, Z.; Maohua, D.; Chung, M. Comparison of Ag wire and Cu wire in memory package. Funct. Mater. Devices 2013, 19, 240–244. [Google Scholar] [CrossRef]
- Tian, F. Design and Research of Visual Positioning Technology Based on Chip Lead Bonding; Wuhan Institute of Technology: Wuhan, China, 2016. [Google Scholar]
- Xu, Q.; Zhu, Z.; Huang, Y. Analysis of Impact of Contamination on Reliability of Raw Material Enclosures for Integrated Circuits. Environ. Technol. 2021, S1, 99–101+114. [Google Scholar]
- Schneider-Ramelow, M.; Ehrhardt, C. The reliability of wire bonding using Ag and Al. Microelectron. Reliab. 2016, 63, 336–341. [Google Scholar] [CrossRef]
- Chuang, T.-H.; Lin, H.-J.; Chuang, C.-H.; Shiue, Y.-Y.; Shieu, F.-S.; Huang, Y.-L.; Hsu, P.-C.; Lee, J.-D.; Tsai, H.-H. Thermal stability of grain structure and material properties in an annealing twinned Ag–4Pd alloy wire. J. Alloys Compd. 2014, 615, 891–898. [Google Scholar] [CrossRef]
- Lin, L.; Zang, X.D. Introduction of a Corrosion-resistant High-reliability Silver Alloy Bonding Wire in Package. Electron. Packag. 2014, 14, 9–13. [Google Scholar]
- Tang, R.; Yang, X.L.; Wu, B.A.; Tang, H.Y.; Zhang, C. Analysis and prospect on alloy system and compositions of gold-silver alloy bonding wire from the perspective of patent citations. Electron. Compon. Mater. 2019, 38, 8–13. [Google Scholar]
- Li, X.W.; Cai, J.L.; Chen, L.; Lin, J. Analysis and comparison of performance of bonding wire in LED packaging. China Light Light. 2019, 49, 18–22. [Google Scholar]
- Hsueh, H.-W.; Hung, F.-Y.; Lui, T.-S.; Chen, L.-H. Microstructure, electric flame-off characteristics and tensile properties of silver bonding wires. Microelectron. Reliab. 2011, 51, 2243–2249. [Google Scholar] [CrossRef]
- Zhong, M.J.; Huang, F.X.; Yuan, H.G. Research progress on the copper and silver bonding wire materials. Mater. Rep. 2017, 31, 99–102. [Google Scholar]
- Gu, B.; Shen, S.; Li, H. Mechanism of microweld formation and breakage during Cu–Cu wire bonding investigated by mo-lecular dynamics simulation. Chin. Phys. B 2022, 31, 016101. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, Z.N.; Li, Y.C.; Chen, Y.J. Research progress of fine copper wire bonding technology. In Proceedings of the 14th National Special Processing Academic Conference; Harbin Institute of Technology Press: Harbin, China, 2011; pp. 675–679. [Google Scholar]
- He, X.; Guo, L.; Gaosen, G.; Fengling, S.; Zhu, D. Effects of different inhibitor on antioxidation of copper bonding wire at room temperature. J. Mater. Sci. Mater. Electron. 2022, 33, 10561–10571. [Google Scholar] [CrossRef]
- Liu, P.; Tong, L.; Wang, J.; Shi, L.; Tang, H. Challenges and developments of copper wire bonding technology. Microelectron. Reliab. 2011, 52, 1092–1098. [Google Scholar] [CrossRef]
- Chauhan, P.S.; Choubey, A.; Zhong, Z.; Pecht, M.G. Copper Wire Bonding; Springer: New York, NY, USA, 2014. [Google Scholar]
- Zhong, Z.W. Overview of wire bonding using copper wire or insulated wire. Microelectron. Reliab. 2011, 51, 4–12. [Google Scholar] [CrossRef]
- Hamid, K.A.; Badarisman, A.H.; Jalar, A.; Abu Bakar, M. Effects of electrolyte towards copper wire metallurgical interconnection in semiconductor. J. Phys. Conf. Ser. 2022, 2169, 012013. [Google Scholar] [CrossRef]
- Lu, K.; Ren, C.L.; Gao, N.Y.; Ding, R.Z. The Process and Reliability Researches of Copper Wire Bonding. Electron. Packag. 2010, 10, 1–6. [Google Scholar]
- Gan, C.L.; Ng, E.K.; Chan, B.L.; Classe, F.C.; Kwuanjai, T.; Hashim, U. Wearout Reliability and Intermetallic Compound Diffusion Kinetics of Au and PdCu Wires Used in Nanoscale Device Packaging. J. Nanomater. 2013, 2013, 486373. [Google Scholar] [CrossRef] [Green Version]
- Fischer, A.C.; Korvink, J.; Roxhed, N.; Stemme, G.; Wallrabe, U.; Niklaus, F. Unconventional applications of wire bonding create opportunities for microsystem integration. J. Micromech. Microeng. 2013, 23, 083001. [Google Scholar] [CrossRef]
- Ani, F.C.; Aziz, M.; Jalar, A.; Abdullah, M.Z.; Rethinasamy, P. Effect of gold concentration through a single dynamic wave soldering process. In Proceedings of the IEEE International Conference on Electronic Materials & Packaging, Hong Kong, China, 13–16 December 2012. [Google Scholar]
- Breach, C.D.; Lee, T.K. Shear Strength and Failure Modes of As-Bonded Gold and Copper Ball Bonds on Aluminum Metalli-zation. J. Electron. Mater. 2012, 41, 2018–2028. [Google Scholar] [CrossRef]
- Appelt, B.K.; Tseng, A.; Huang, L.; Chen, S. Is copper wire bonding ready for automotive applications? In Proceedings of the 2011 IEEE 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2012. [Google Scholar]
- Alim, A.; Abdullah, M.; Aziz, M.A.; Kamarudin, R. Die attachment, wire bonding, and encapsulation process in LED packaging: A review. Sens. Actuators A Phys. 2021, 329, 112817. [Google Scholar] [CrossRef]
- Murali, S.; Srikanth, N.; Vath, C.J. An analysis of intermetallics formation of gold and copper ball bonding on thermal aging. Mater. Res. Bull. 2003, 38, 637–646. [Google Scholar] [CrossRef]
- Leong, H.Y.; Yap, B.K.; Khan, N.; Ibrahim, M.R.; Tan, L.C.; Faiz, M. Characterisation of insulated Cu wire ball bonding. Mater. Res. Innov. 2014, 18, S6-269. [Google Scholar] [CrossRef]
- GB/T 8750-2022; Gold-Based Bonding Wire and Bandlet for Semiconductor Package. China Non Ferrous Metals Industry Association: Beijing, China, 2022.
- Kuang, Y.; Ma, J. Microelectronic packaging technology towards the new century. Electron. Technol. 2000, 1, 1–6. [Google Scholar]
- Zhao, H.; Wang, J. Couple Balance Swing Rod Tension Balancing Device. CN201592929U, 29 September 2010. [Google Scholar]
- Goto, M.; Han, S.; Yakushiji, T.; Lim, C.; Kim, S. Formation process of shear bands and protrusions in ultrafine grained copper under cyclic stresses. Scr. Mater. 2006, 54, 2101–2106. [Google Scholar] [CrossRef]
- Dong, Z.; Fei, X.; Gong, B.; Zhao, X.; Nie, J. Effects of Deep Cryogenic Treatment on the Microstructure and Properties of Rolled Cu Foil. Materials 2021, 14, 5498. [Google Scholar] [CrossRef]
- Delin, S. Mechanical Properties of Engineering Materials; China Machine Press: Beijing, China, 2003; pp. 29–37. [Google Scholar]
- Wan, Y.; Chang, S.; Song, M.; Duo, Y.; Li, J.; Liu, X. Microscale effect of industrial pure copper ultra-thin strip rolling. Met. Heat Treat. 2018, 43, 96–100. [Google Scholar]
- Hong, S.I.; Hill, M.A. Mechanical stability and electrical conductivity of Cu–Ag filamentary microcomposites. Mater. Sci. Eng. A 1999, 264, 151–158. [Google Scholar] [CrossRef]
- Li, X.; Jiang, G.; Di, J.; Yang, Y.; Wang, C. Effect of cryogenic rolling on the microstructural evolution and mechanical properties of pure copper sheet. Mater. Sci. Eng. A 2019, 772, 138811. [Google Scholar] [CrossRef]
- Zhao, J.; Huo, M.; Ma, X.; Jia, F.; Jiang, Z. Study on edge cracking of copper foils in micro rolling. Mater. Sci. Eng. A 2019, 747, 53–62. [Google Scholar] [CrossRef]
- Huang, X.; Hansen, N.; Tsuji, N. Hardening by Annealing and Softening by Deformation in Nanostructured Metals. Science 2006, 312, 249–251. [Google Scholar] [CrossRef] [Green Version]
- Wei, Z.; Yao, S.; Ning, Z.; Huang, X.; Wang, J.; Tang, G.; Shan, A. Rapid hardening induced by electric pulse annealing in nanostructured pure aluminum. Scr. Mater. 2012, 66, 147–150. [Google Scholar]
- Kamikawa, N.; Huang, X.; Tsuji, N.; Hansen, N. Strengthening mechanisms in nanostructured high-purity aluminium deformed to high strain and annealed. Acta Mater. 2009, 57, 4198–4208. [Google Scholar] [CrossRef]
- Li, Z.; Fu, L.; Fu, B.; Shan, A. Effects of annealing on microstructure and mechanical properties of nano-grained titanium produced by combination of asymmetric and symmetric rolling. Mater. Sci. Eng. A 2012, 558, 309–318. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| φ57 µm Cu Wire | Elongation (%) | Tensile Strength (MPa) |
|---|---|---|
| Specification 1 | 0.92 | 448.57 |
| Specification 2 | 10.8 | 236.96 |
| Specification 3 | 25.7 | 214.68 |
| φ35 µm Cu Wire | Elongation (%) | Tensile Strength (MPa) |
|---|---|---|
| Specification 1 | 0.84 | 419.66 |
| Specification 2 | 9.42 | 230.20 |
| Specification 3 | 21.95 | 215.94 |
| Equipment | Model |
|---|---|
| High Precision Rolling Mill | M13 + E100 + AF0 + R5 |
| On-line Heat Treatment Equipment | YK-450 |
| Scanning Electron Microscope | JEOL JSM-6700F |
| Strength Tester | E42.503 |
| Resistivity Tester | HIOKI3226 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, J.; Zhang, J.; Wu, B.; Tang, H.; Ding, Y.; Song, K.; Yang, G.; Cui, C. Study on Manufacturing Technology of Ultra-Thin/Narrow Bonding Cu Strip for Electronic Packaging. Micromachines 2023, 14, 838. https://doi.org/10.3390/mi14040838
Cao J, Zhang J, Wu B, Tang H, Ding Y, Song K, Yang G, Cui C. Study on Manufacturing Technology of Ultra-Thin/Narrow Bonding Cu Strip for Electronic Packaging. Micromachines. 2023; 14(4):838. https://doi.org/10.3390/mi14040838
Chicago/Turabian StyleCao, Jun, Junchao Zhang, Baoan Wu, Huiyi Tang, Yong Ding, Kexing Song, Guannan Yang, and Chengqiang Cui. 2023. "Study on Manufacturing Technology of Ultra-Thin/Narrow Bonding Cu Strip for Electronic Packaging" Micromachines 14, no. 4: 838. https://doi.org/10.3390/mi14040838