1. Introduction
A semiconductor test probe is a component that connects a semiconductor chip and test equipment to check the operation of the semiconductor die. When it makes contact with the pad or solder bump on the wafer, the probe pin located on the probe card, which is a consumable component, delivers electricity and evaluates if the chip is good or defective according to the signal returned at the moment. The substrate is drilled to provide support for the probe tip. Recently, as the degree of substrate integration has been enhanced, the spacing between holes has shrunk to 40 μm or less, the hole diameter has shrunk to 30 μm, and approximately 20,000 holes are now required per board.
Compared to mechanical hole processing, hole processing using a laser has the advantage of a shorter manufacturing process and easy re-processing when the probe card is worn out. Furthermore, a laser enables micro-hole processing and is simple to process with a high degree of substrate integration. [
1,
2]. The work that requires high integration of laser processing is sensitive to changes in mechanical factors such as deformation of the processing board owing to heat. Because heat does not affect the substrate during femtosecond laser processing, a femtosecond laser is essential for heat-sensitive microfabrication. [
2,
3]. Also, since it has a short pulse duration time of 10
−15 s and generates high peak power with low pulse energy, it is widely used in laser micro-processing. In addition, recently, studies on improving the fatigue and corrosion performance of materials by induction surface modification technology using femtosecond lasers [
4,
5] and laser cleaning studies on the breakdown of air with high peak energy have been conducted [
6].
Because the result value according to the variable seems nonlinear, it is difficult to anticipate the outcome under any processing conditions because of the nature of laser processing [
7,
8]. Furthermore, laser processing may produce varying results owing to external environmental factors. To manufacture high-quality probe cards, machining defects caused by numerous factors must be compensated by employing accurate values of the process variables.
The quantity of light incident in a hole diminishes as the depth of the hole increases, making the depth measuring of a blind hole in laser micromachining difficult with an eye-dependent measurement method such as an optical microscope. There is also a way of directly examining the cross-section of the blind hole by polishing [
9], although objective depth measurement is problematic owing to grinding parameters. To objectively and accurately measure, numerous measuring tools and methodologies have been proposed [
10,
11,
12,
13].
Shetty [
10] demonstrated a novel optical methodology for detecting the existence and depth of blind holes in turbine blades. The depth and width of the holes were measured based on the angle and time of the reflected beam after an obliquely incident laser beam was irradiated into them. A new optical measurement approach for an aircraft jet engine’s blind hole was presented, and because it is a way of measuring one hole in one process, productivity is low for procedures that need approximately 20,000 holes to be measured.
Wu [
11] investigated the depth measuring of through holes in the field of automatic drilling and rivets. A probe was placed in a hole, and the depth was measured by receiving the laser signal according to the location via the charge-coupled device (CCD) sensor. The depth parameter may be correctly measured using the approach presented in the study, and the accuracy and stability required to fulfill the depth measuring criteria for automated drilling and riveting of large composite board pieces were proven. However, the probe diameter was 2 mm, making it unsuitable for detecting the depth of micro-holes.
White light interferometry is a high-precision measuring technique that produces three-dimensional geometric data such as length, surface profile, roughness, and depth. [
12]. Mezzapesa [
13] used a laser self-mixing interferometry approach to address the drawbacks of the existing double-arm interferometer method to measure ultra-high-speed laser drilling holes in a metal plate with a resolution of 0.41 μm. The hole depth measurement method using a white light interferometer had a very fast response time and high resolution measurement accuracy, but the system configuration, such as the use of a variable wavelength laser, the configuration of an optical system for an interferometer, and high-precision measurement equipment, is complex and expensive.
Because of its low costs, high speed, automation, and vast area processing, machine vision is utilized in the field of hole inspection [
14]. Wang [
15] created an automatic optical inspection method based on machine vision to recognize the positions, defects, and absence of holes on printed circuit boards (PCBs). After labeling the image, basic dimensions such as hole area, circularity, center, opening, etc. were calculated and the basic dimensions and matching methods were used to identify the errors, ranges, omissions, etc. of the hole. It was discovered to have good performance in measuring two-dimensional geometric data such as hole diameter and position in the case of machine vision. It is not, however, appropriate for acquiring information in the depth direction.
Ho [
16,
17] used machine vision to detect glass surface profiles and defects during a laser-cutting process. The image pre-processing process and the use of deep learning techniques enhanced the detection process of defects in glass. It is significant that the glass defect was predicted using machine vision.
In this study, an interferometer was used to measure the hole processing depth while the laser processing parameters were varied; a deep learning model was devised for predicting measured data using 2D images. The light that enters the hole is continually reflected and absorbed by the inner wall of the hole; the deeper the hole, the less reflected would be the light. Therefore, the depth of the hole may be estimated using data from an optical microscope measuring the quantity of light entering and being reflected from the inside of the hole. Uniform lighting and an exterior environment are required in this regard. Furthermore, the hole diameter parameters were analyzed in this study, together with the amount of light, to improve the discriminating power of the model.
3. Deep Learning Study
3.1. Model Construction
To develop a prediction model, a deep learning model was built and trained in Python using TensorFlow and Keras. The Keras model employs a sequential model in which layers are successively built, with a Dense layer serving as the layer. Each neuron in the Dense layer gets inputs from all neurons in the preceding layer and adds weights that link the inputs and outputs. The activation function was the hyperbolic tangent function, a nonlinear function with two input characteristics, one output characteristic, and two hidden layers.
In the compilation step of setting up the learning process of the model, the optimizer, loss function, and metric used were the adaptive moment estimation (Adam), mean squared error (MSE), and mean absolute error (MAE), respectively.
The optimizer is responsible for determining the best possible outcome at the lowest possible cost, based on the actual result and the result predicted by the model during the learning phase using the training dataset. The Adam optimizer was developed by combining the benefits of RMSProp, which adjusts the learning rate, and Momentum, which changes the route, and is the most often used optimization technique. The loss function seeks to discover the weights that comprise the loss function throughout the training phase. The MSE is calculated by averaging the squared difference between the actual and anticipated results, and it has the benefit of highlighting the area where the error is most noticeable. The metric is an evaluation index that decides which index to examine while evaluating performance during the model verification step. Because the MSE computes the square of the error, it is sensitive to outliers because the real error becomes larger than the average error. The square root of the MSE was used to calculate the root mean square error (RMSE), which may be used to mitigate these drawbacks. The MAE is calculated by considering the difference between the actual and expected results as an absolute value and then averaging it. Of the 200 data points, 140 were classified as training data, and 60 data were classified as the test data. The built model was trained for 200 epochs using the training data, and the trained model was tested for loss, the MAE, and the RMSE using the test data to verify the model.
3.2. Hyperparameter Optimization
To improve the model’s performance through hyperparameter optimization, the MAE of the model built by modifying the number of layers and the number of nodes in each layer was compared. By adjusting the optimizer’s learning rate, optimal circumstances were discovered.
The model’s structure was determined through the addition of a hidden layer. The first and last layers were fixed at two and one nodes, respectively, to identify the structure of the model, and the experiment was conducted by varying the number of hidden layers and the number of nodes in each hidden layer. The experimental settings and results are given in
Figure 9 and
Table 1. The MAE for the training data reduced as the number of hidden layers and nodes grew, whereas the MAE for the validation data increased. It is determined that overfitting happened as the model’s complexity increased. The two layer–four node model with the lowest validation MAE value was used for continued learning.
To determine the appropriate learning rate for the optimizer, we performed two procedures, and it was confirmed that the MAE value for the test data was dropped at a learning rate of 10−3–10−1 when the model was generated by randomly specifying 100 integers in the range of 10−6–10−1. The MAE value for the test data was acquired with a model developed by randomly defining 100 values in the range of 10−3–10−1 to obtain a more accurate learning rate. Finally, it was determined that the model performed best at learning rates ranging from 0.08 to 0.09; thus, the model’s learning rate was set to 0.08.
3.3. Learning Result
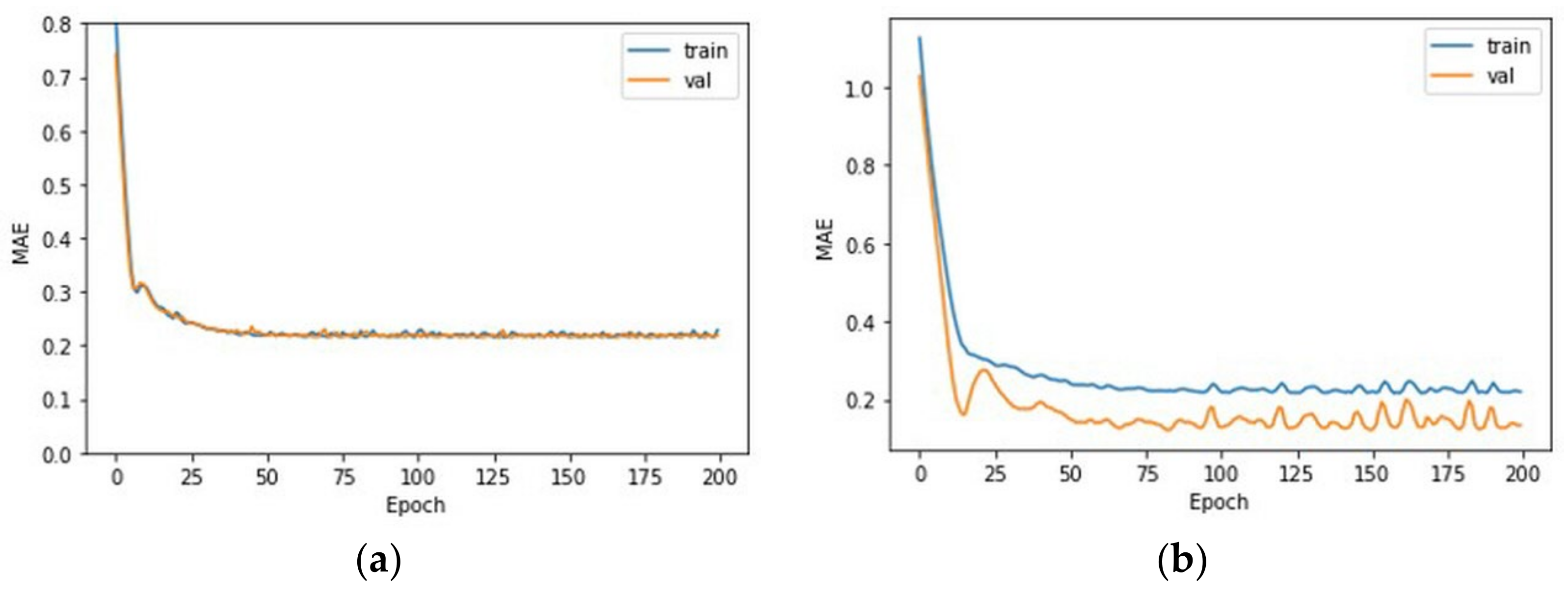
Learning was carried out across 200 epochs using preprocessed data and the model chosen for optimization. The MAE value according to the period is shown in
Figure 10a, and a final score of 0.2172 was attained. Because this is a normalized result, the MAE value of the real data may be determined by multiplying the standard deviation of this data by 6.97. This indicates that the model trained on the hole image’s contrast and diameter data can estimate the real hole depth with an average error value of 6.97 μm.
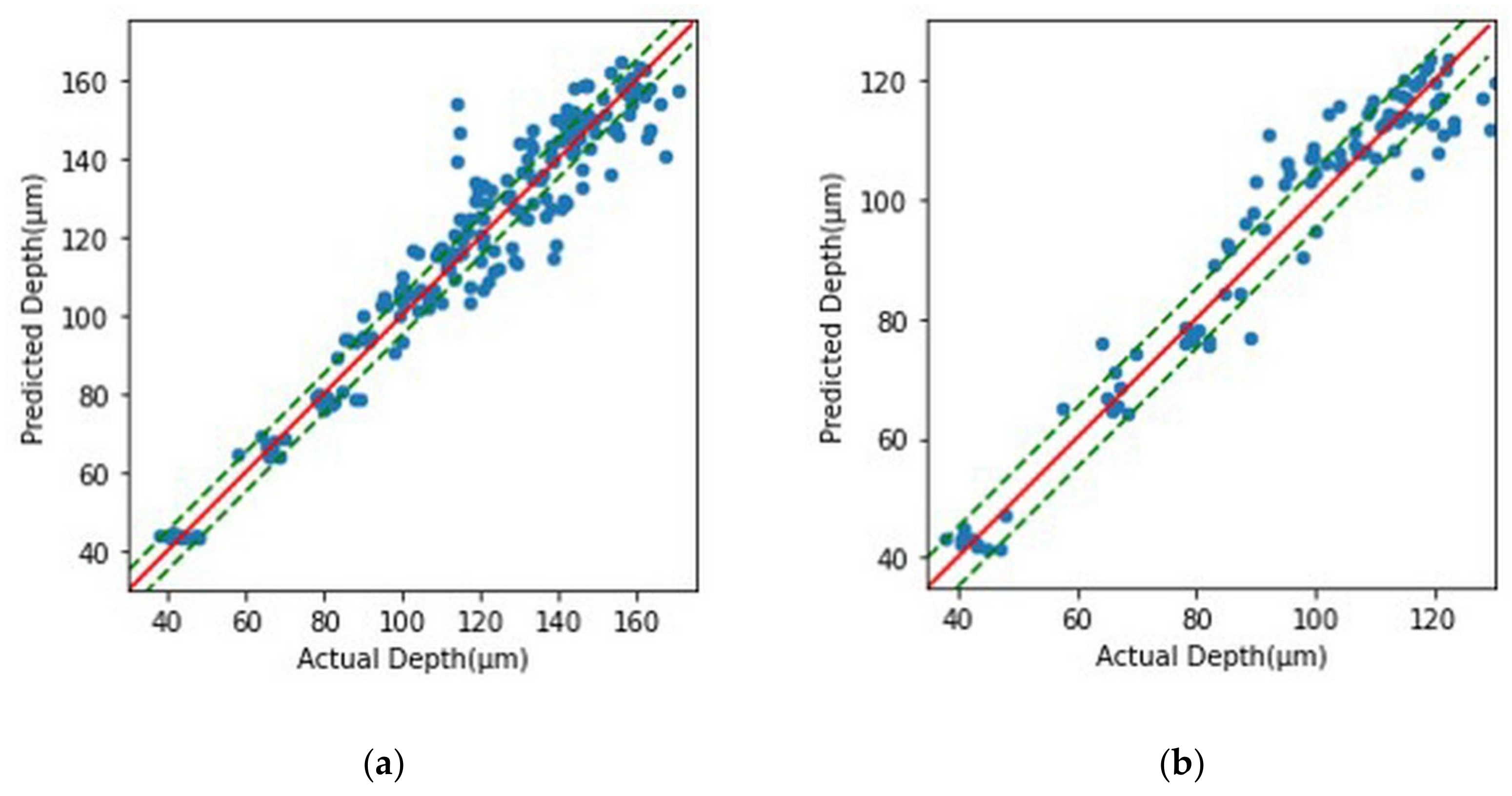
Figure 11a compares real data to data predicted by the learning model, with the dotted line indicating the ±5 μm point. As shown in the picture, the forecast error increases in the part where the actual machining depth is significant. This is apparently because, as the number of process cycles and hole depth increase, the contrast difference between adjacent situations reduces, and the discriminating power decreases. Looking at
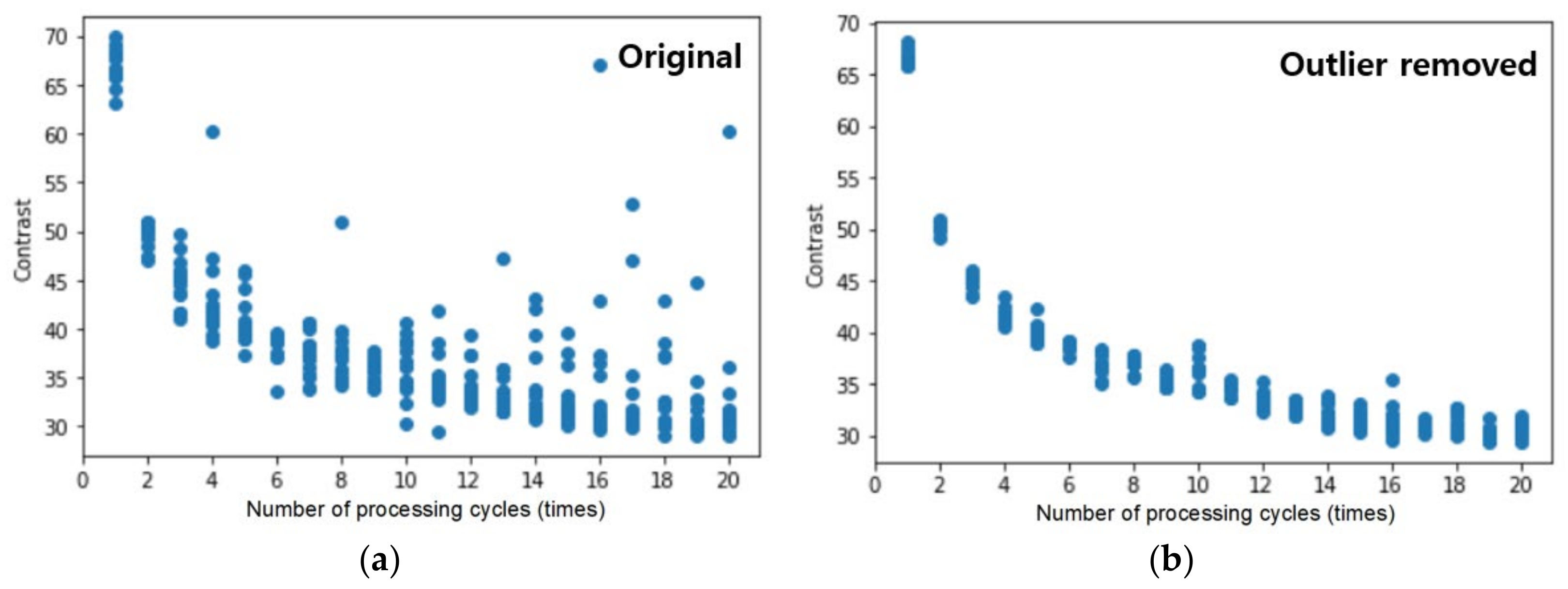
Figure 8b, while the data under the same processing settings had a contrast deviation of roughly five, data in a region with a high number of iterations are difficult to distinguish using the learning model because the contrast difference in the proximity condition is only one to two.
By modifying the input data, the number of processing cycles was 1 to 10, and the same model was trained.
Figure 10b shows the MAE value according to the epoch. A final value of 0.1566 was obtained. This indicates that the actual hole depth can be predicted with an average error of 3.86 μm, and the prediction accuracy increases as compared to learning the current data 1 to 20 times.
Figure 11b shows that pictures within the real depth of 100 μm are accurately predicted; however, at depths beyond that, the inaccuracy becomes predominant and the number of points out that beyond the green dotted line, which is the 5 μm increases. A depth of 100 μm corresponds to an aspect ratio of two based on a machined hole diameter of 50 μm, and it was demonstrated that a hole with a lesser depth may be predicted with less than 5 μm accuracy.
4. Conclusions
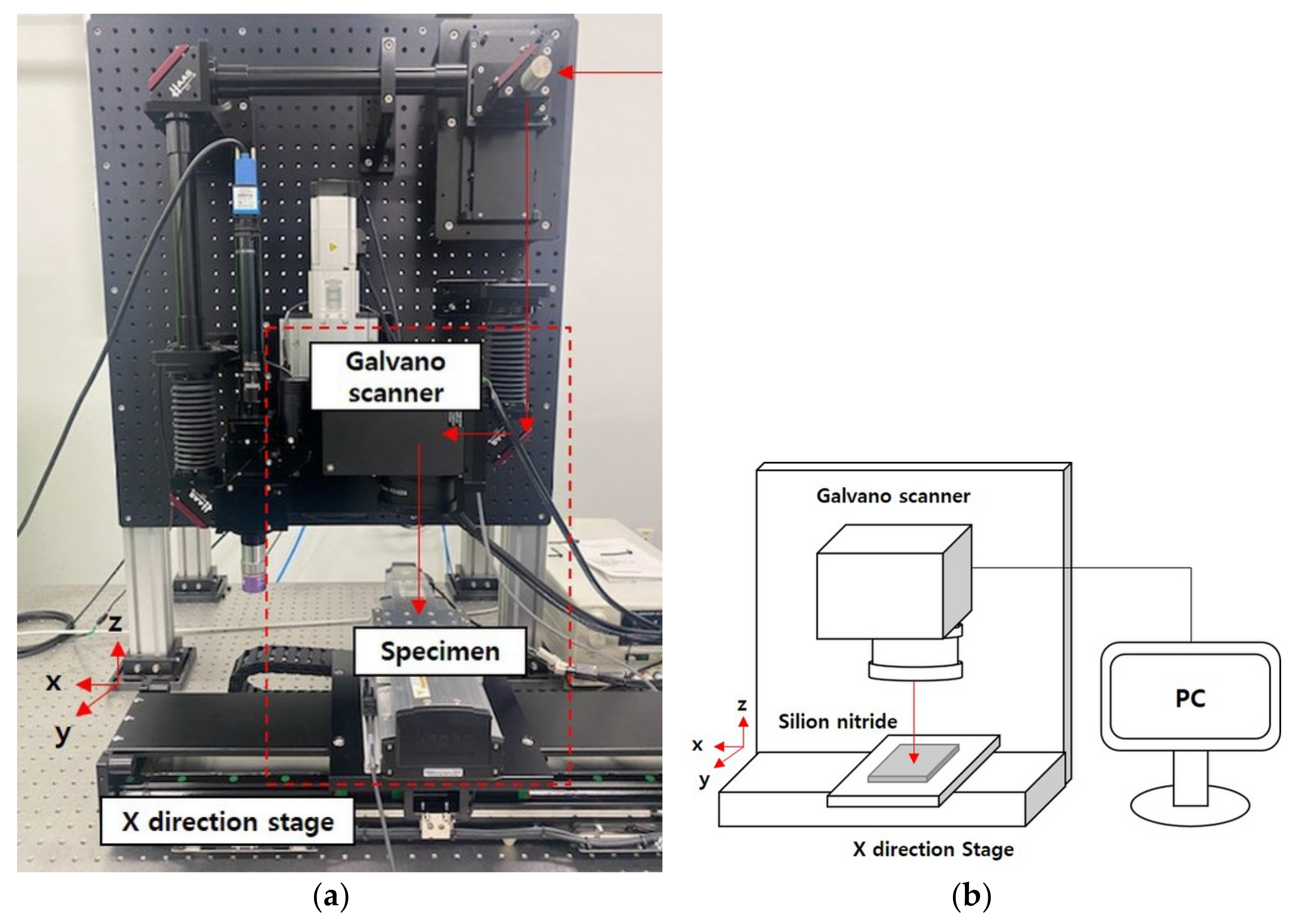
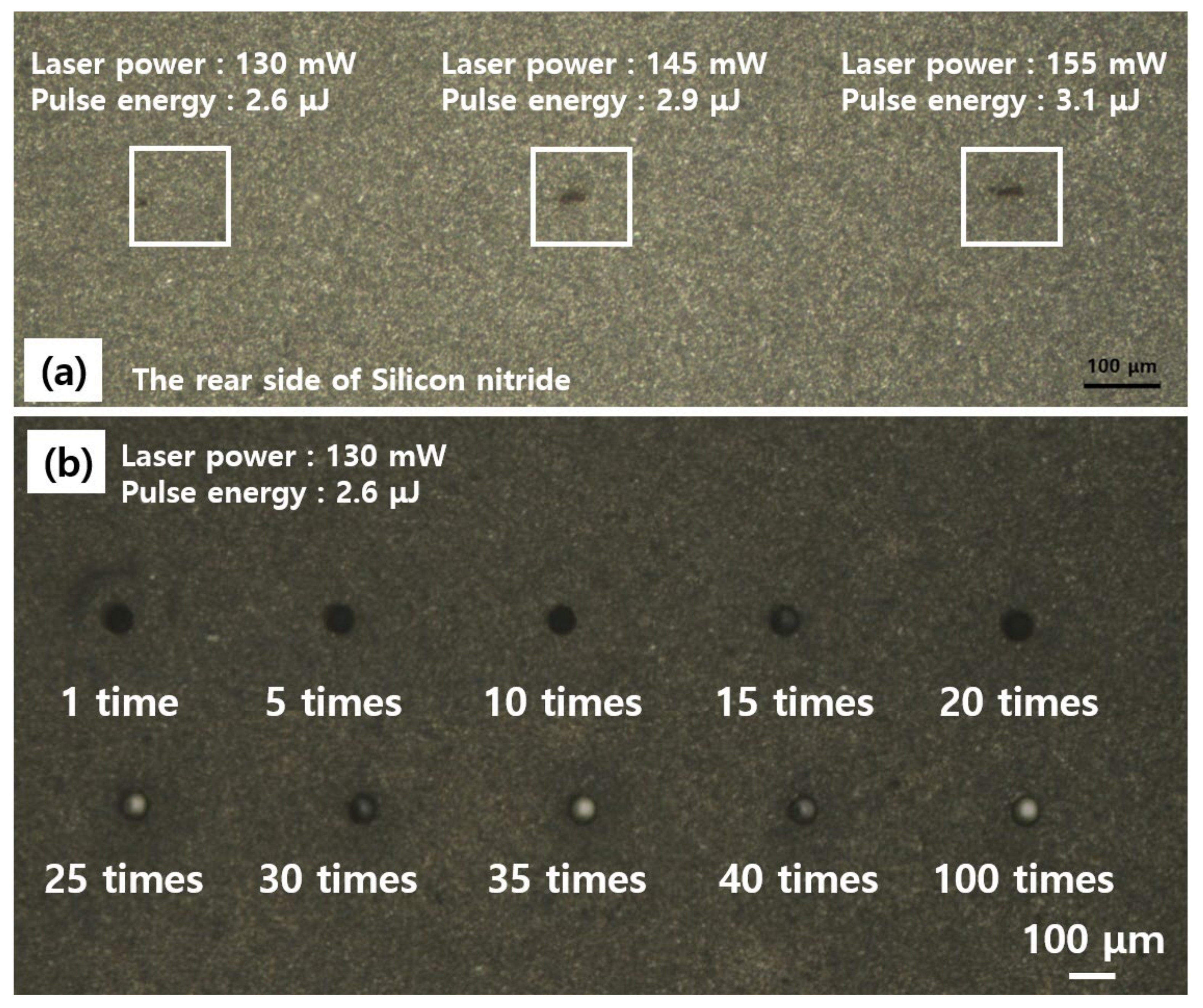
The silicon nitride support plate of a probe card was treated using a femtosecond laser for each number of processing cycle to obtain 2D images, and an experiment was carried out using deep learning to forecast the real hole depth based on data acquired by 2D photographs. The number of processing cycles with the gray scale value, which is the contrast data value of the 2D picture, was used to predict the depth of the hole.
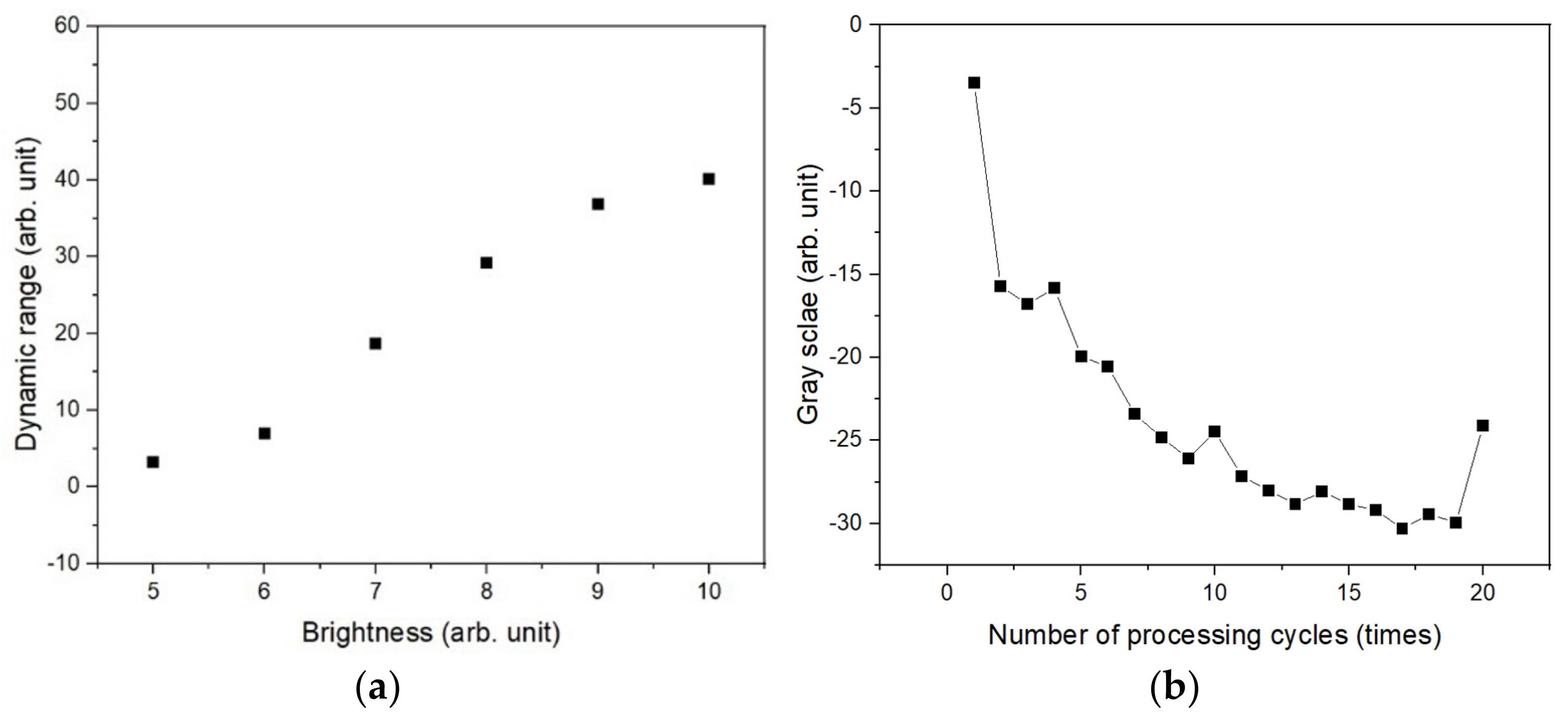
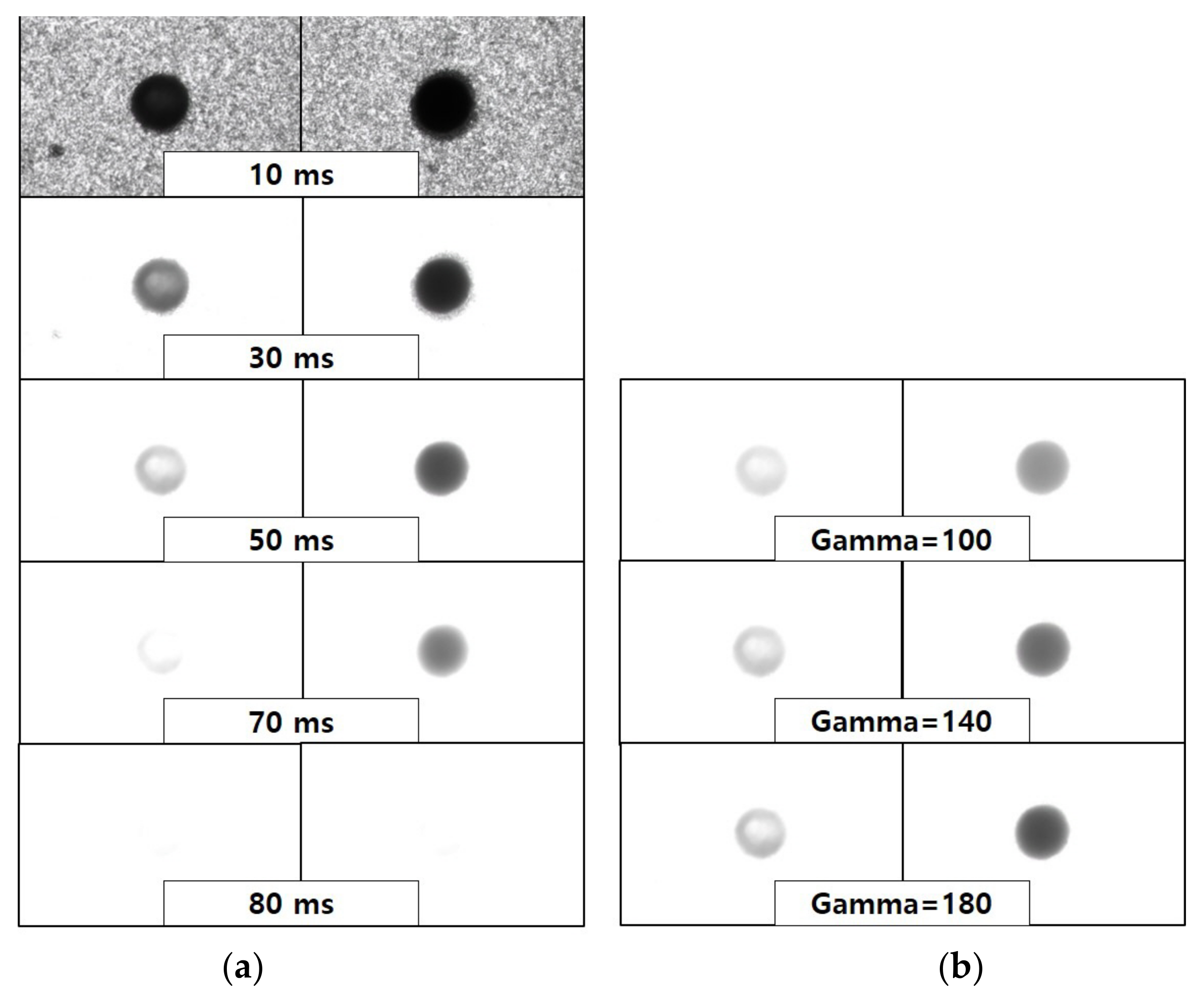
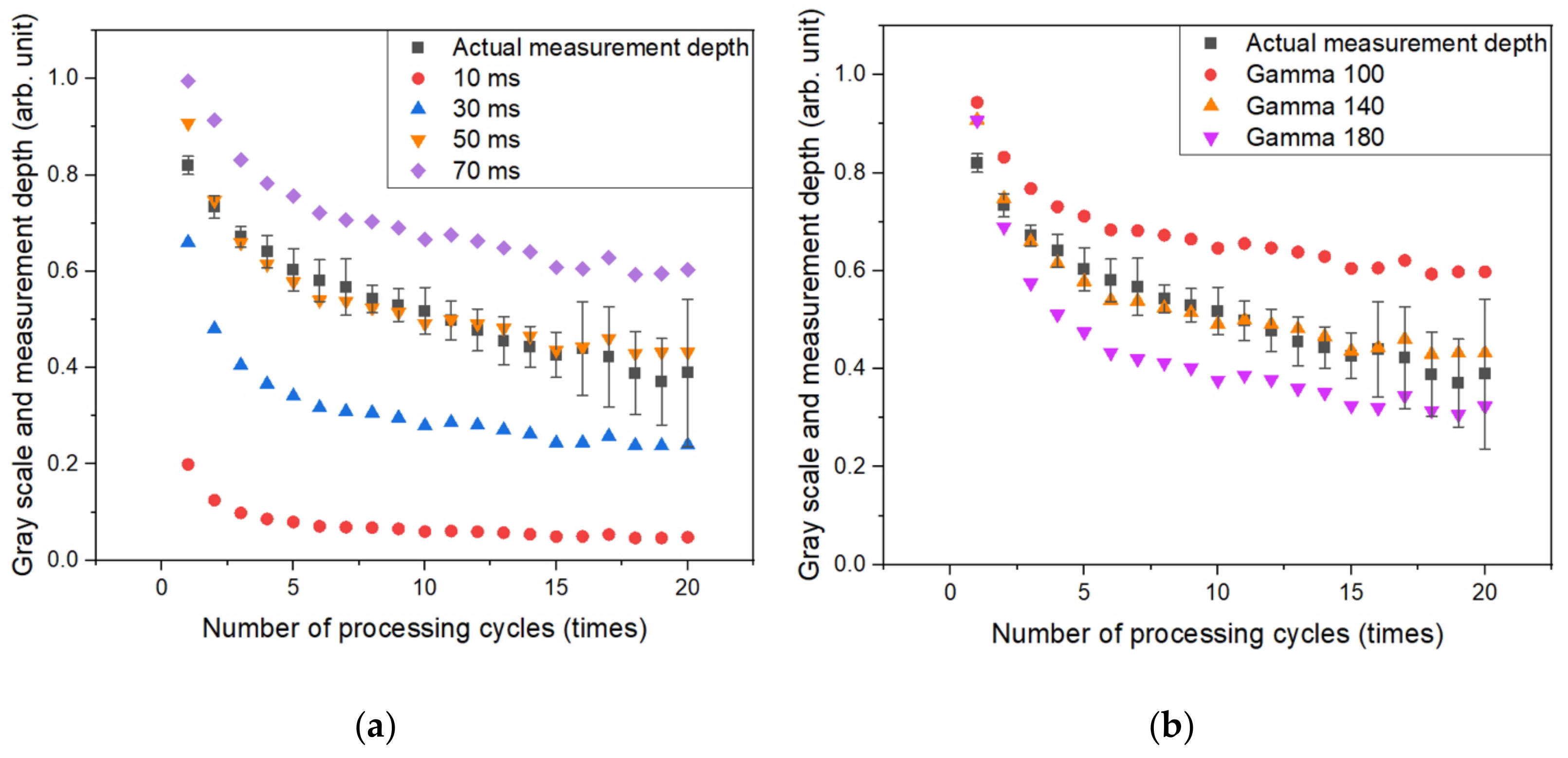
The detection of incident light reduced as the depth of the hole increased, making it more difficult to examine the 2D picture. Therefore, an experiment was performed to gather a large amount of light by altering the brightness of the light to 5 to 10 and the exposure period to 10 to 80 ms. As a result, the light’s maximum brightness was 10 and the dynamic range displays the highest value for an exposure duration of 70 ms. Also, experiments were carried out by increasing the gamma value to 100, 140, and 180 to get a comparable gray scale data distribution with the data measuring the depth of the machined hole. The gamma value helps correct the picture by employing a nonlinear light intensity transfer function. When the exposure period is 50 ms and the condition is 140, the gamma value exhibits the most comparable data distribution to the actual hole depth measurement value.
Learning was conducted over 200 epochs using preprocessed data and a Python-based prediction model. For the holes that were machined 1 to 20 times, the depth was estimated with an average inaccuracy of 6.97 μm. The depth was estimated from 1 to 10 with an average inaccuracy of 3.86 μm. In addition, the model predicts holes with a depth of 100 μm or less with an accuracy of 5 μm or less. This study affords a method for predicting the hole processing depth using 2D pictures obtained by analyzing laser-machined holes with a microscope. Research is underway to realize universal prediction by securing data based on the varied dimensions of the machined holes.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}