
Process Chain for Ultra-Precision and High-Efficiency Manufacturing of Large-Aperture Silicon Carbide Aspheric Mirrors
 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Ultra-Precision Manufacturing Technology for Large Aperture Silicon Carbide Aspheric Mirrors
3. Key Technologies for Ultra-Precision Manufacturing of Large-Aperture Aspheric Silicon Carbide Mirrors
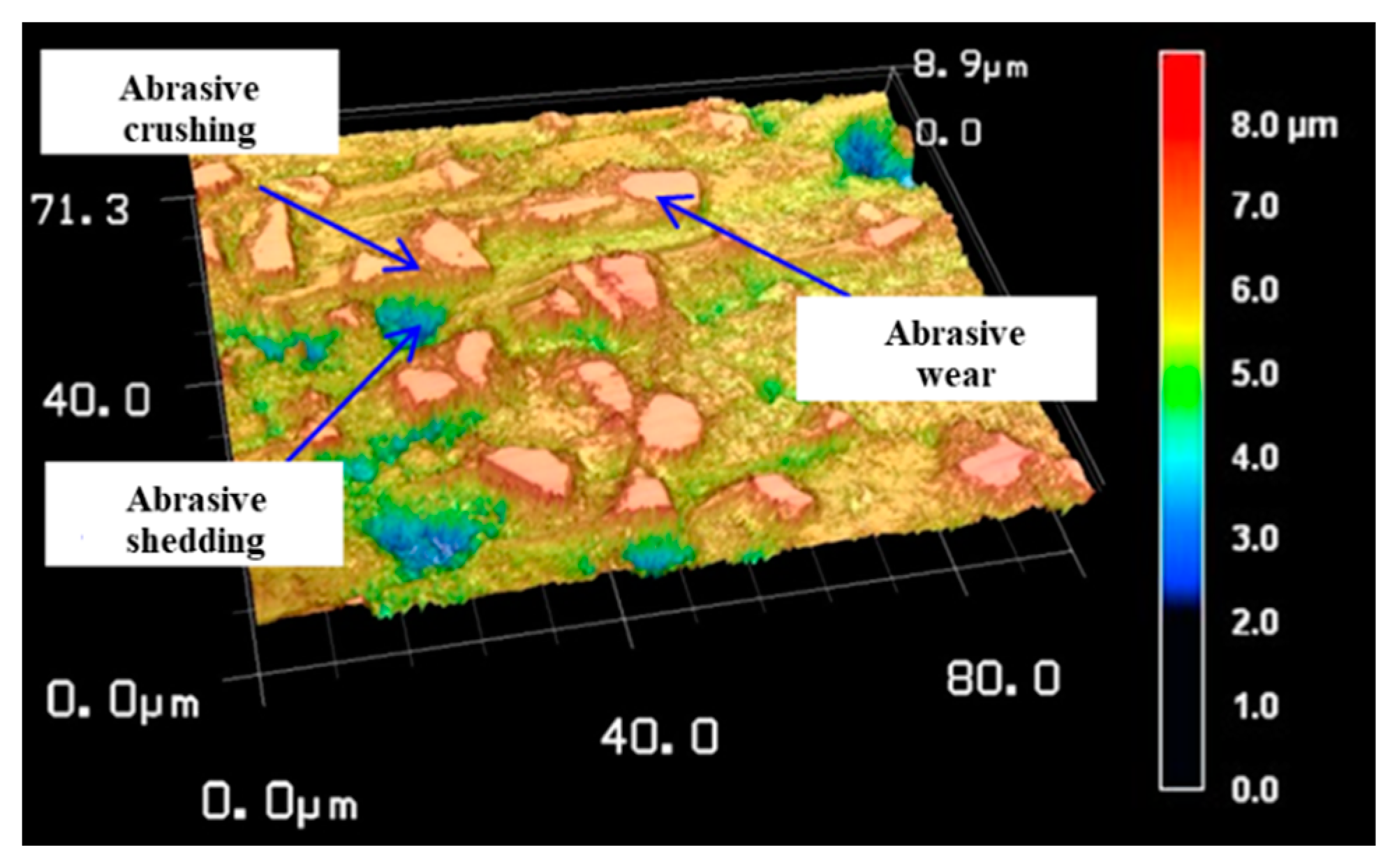
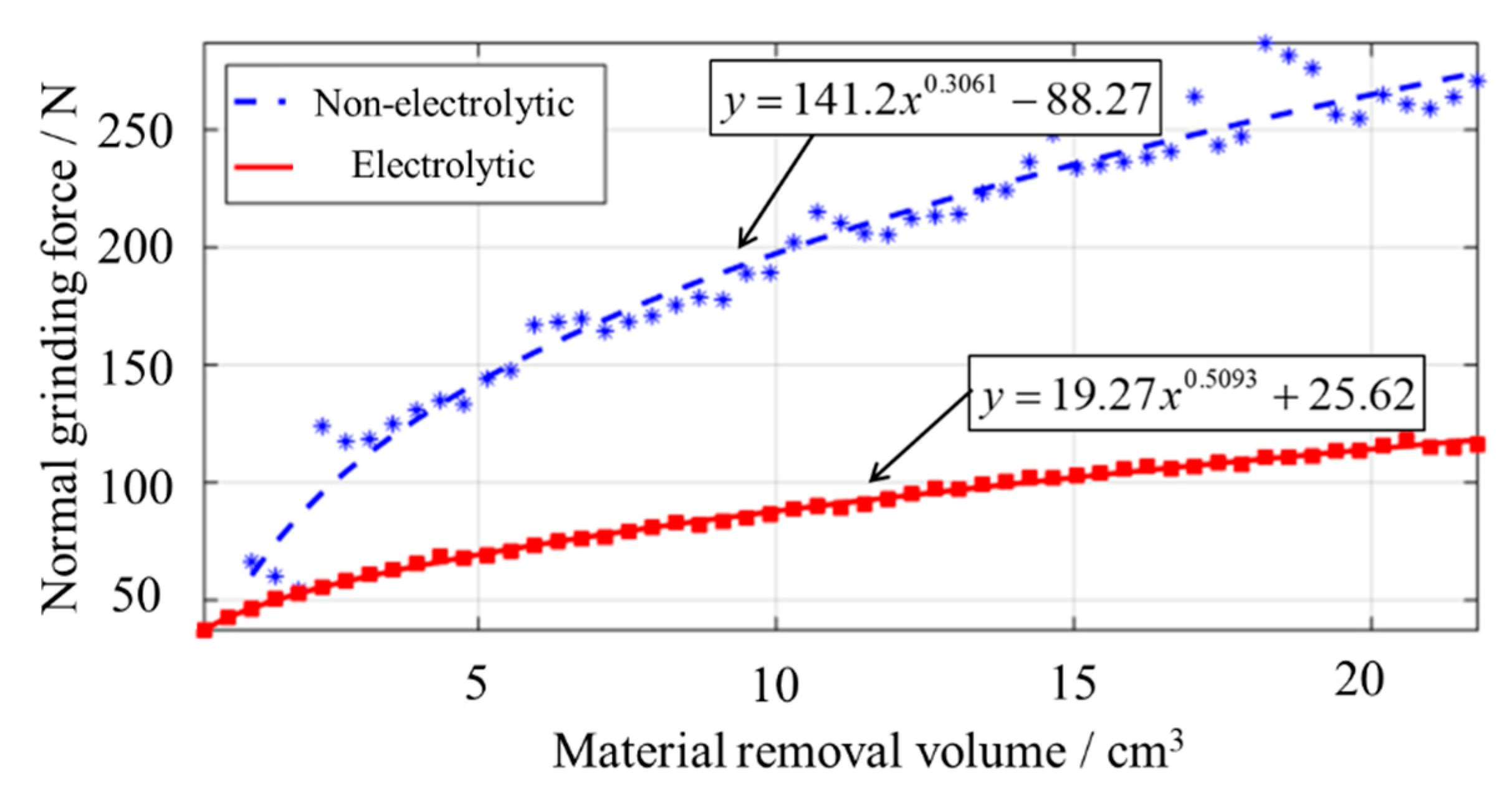
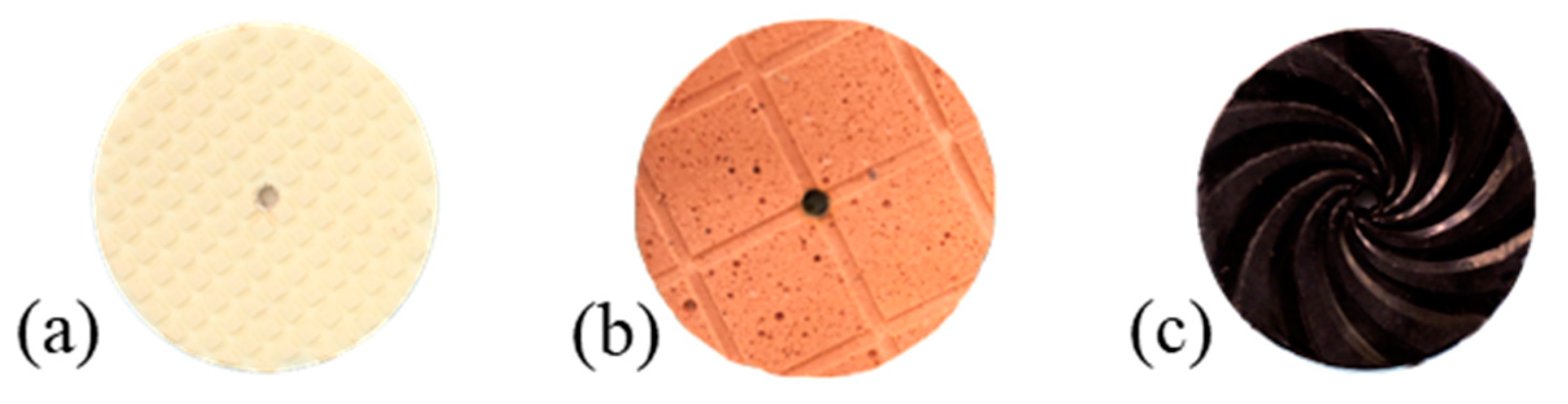
3.1. Ultra-Precision Grinding Wheel Blunting and Life Prediction
- (a)
- Wear and failure mechanisms of a silicon carbide grinding wheel.
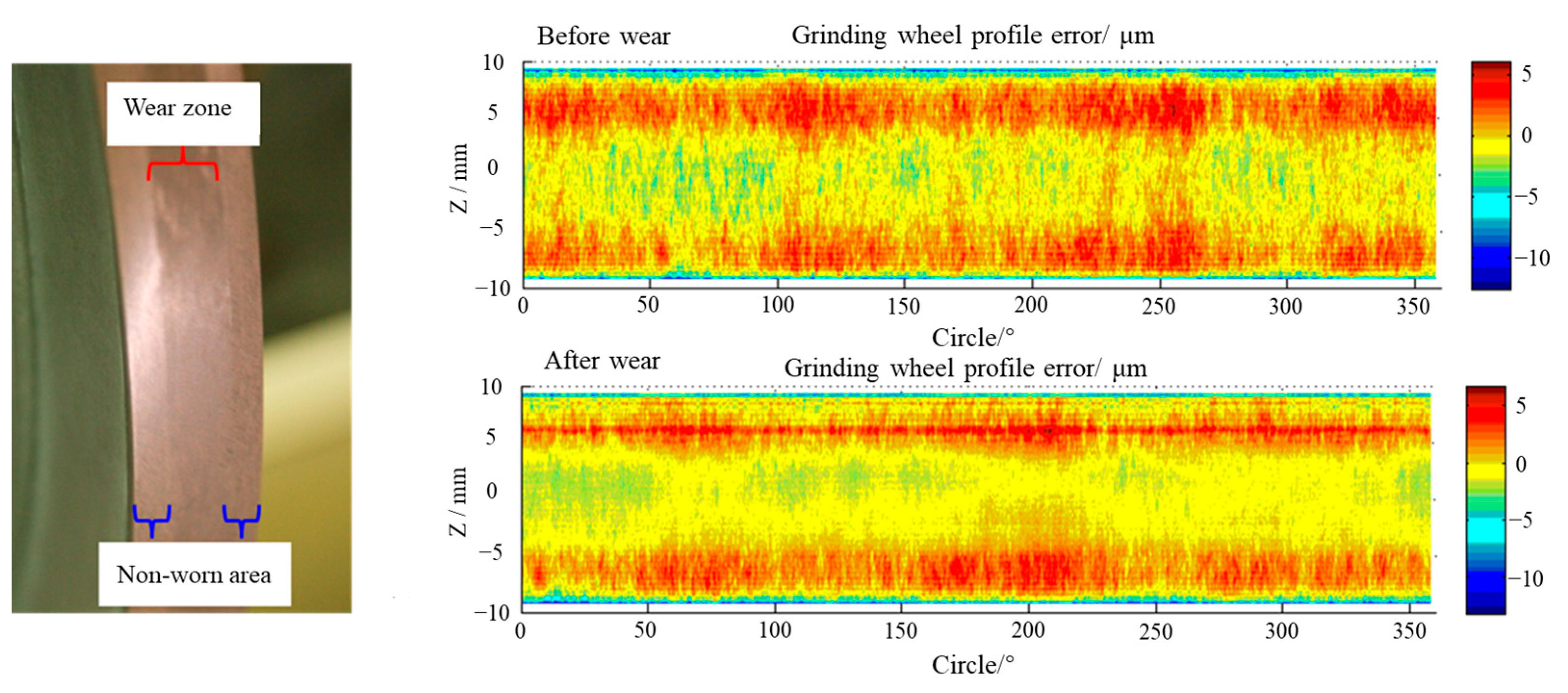
- (b)
- Wear pattern and life prediction of silicon carbide grinding wheels.
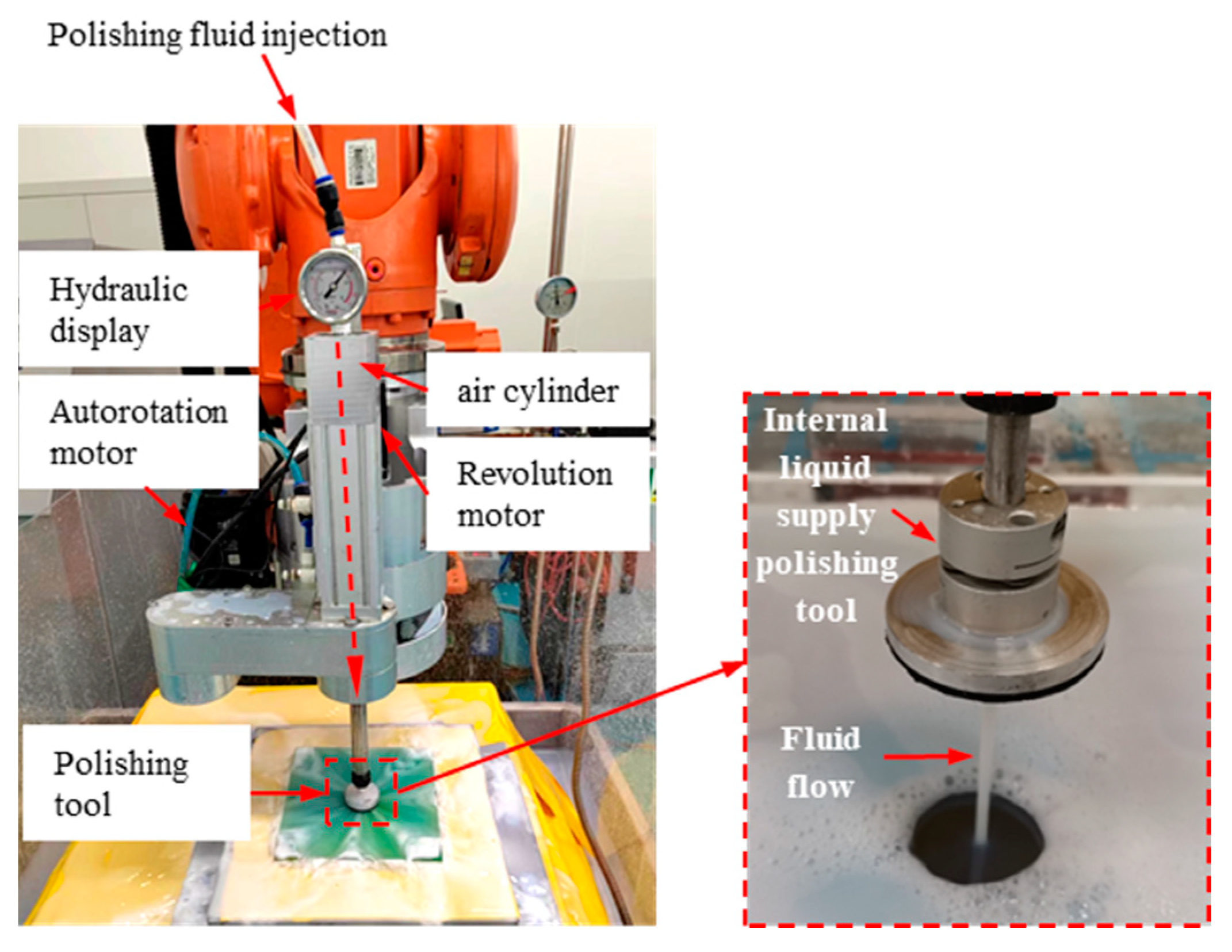
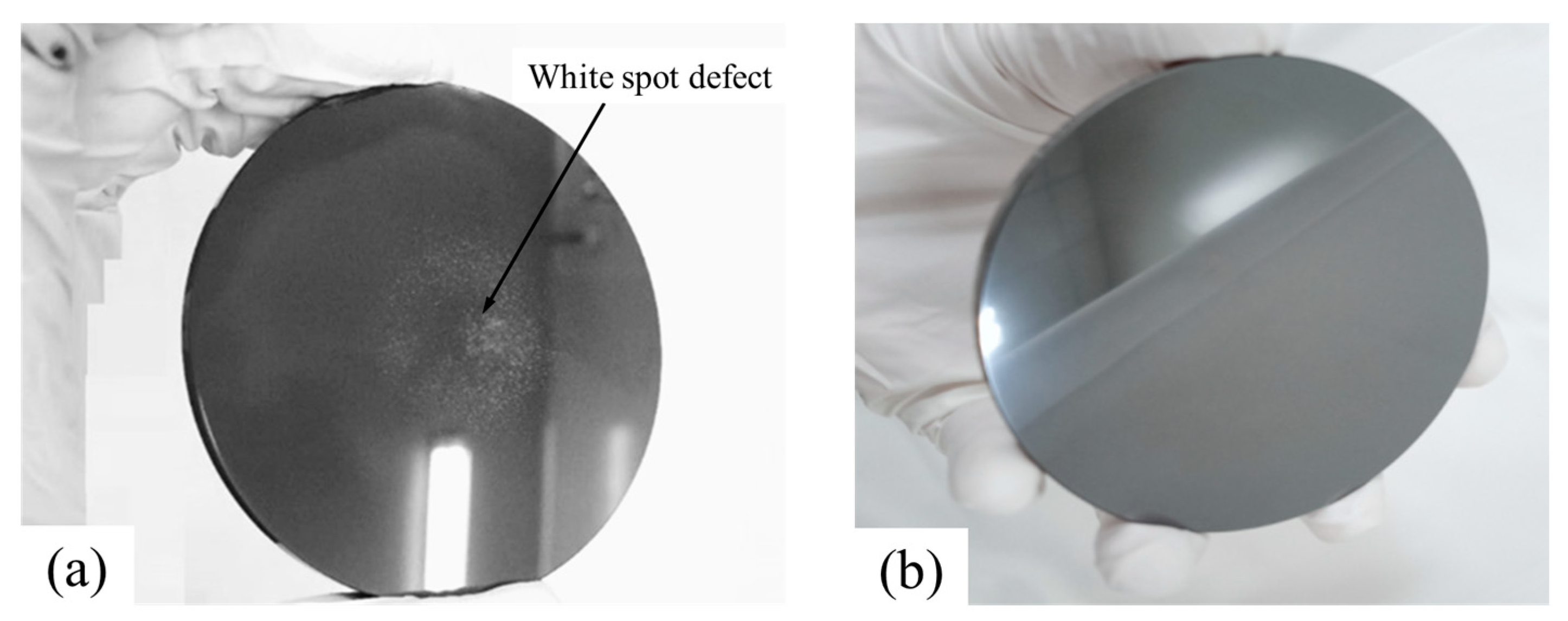
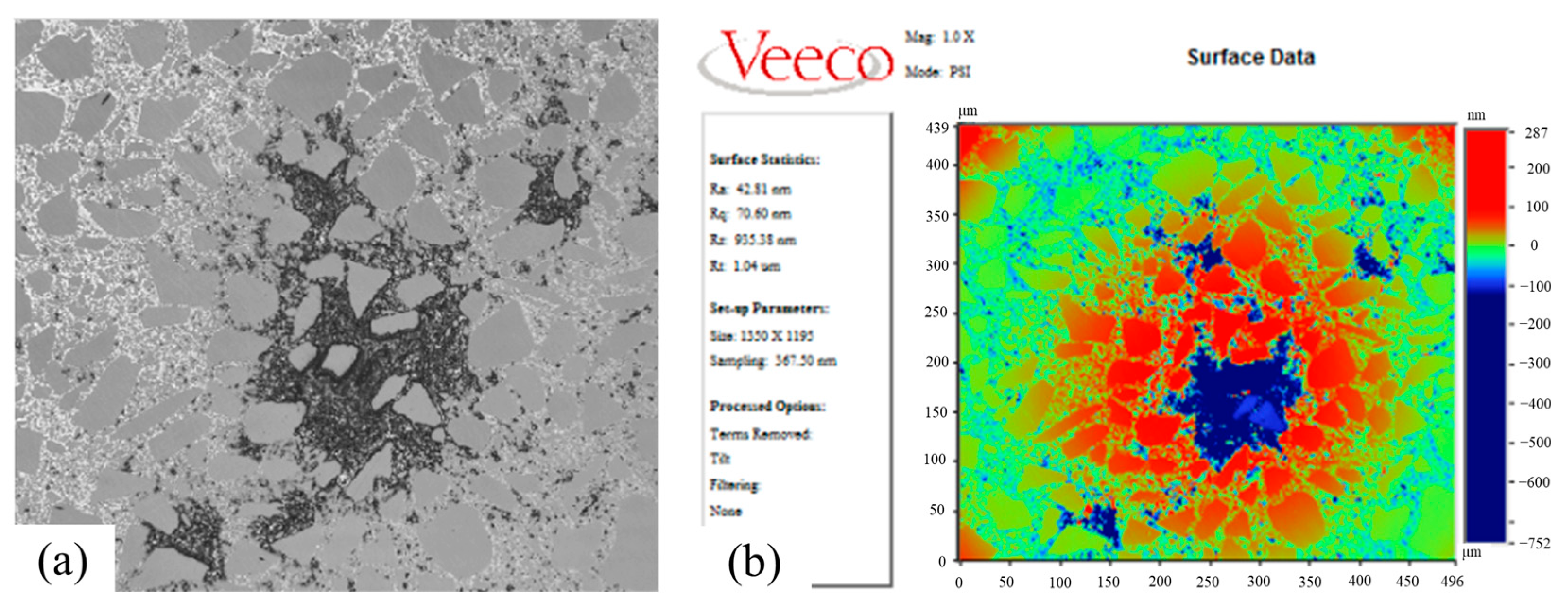
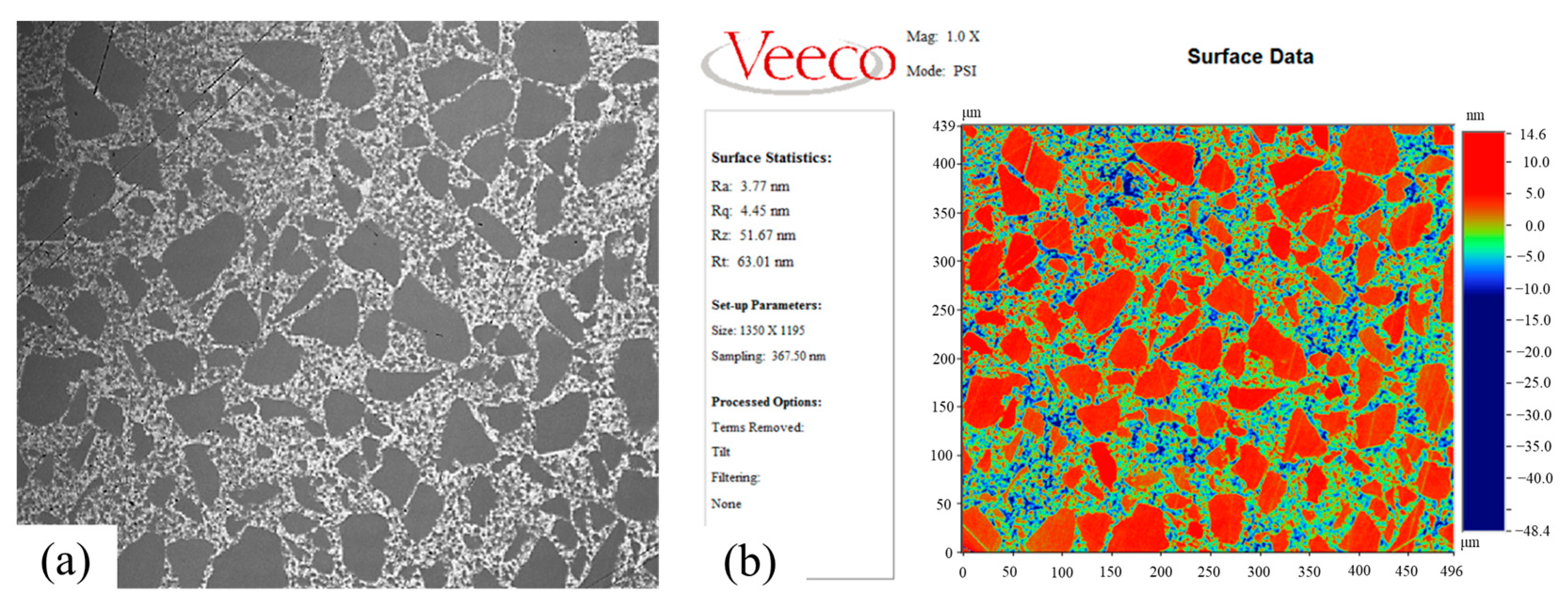
3.2. Low-Defect Rapid Polishing
- (a)
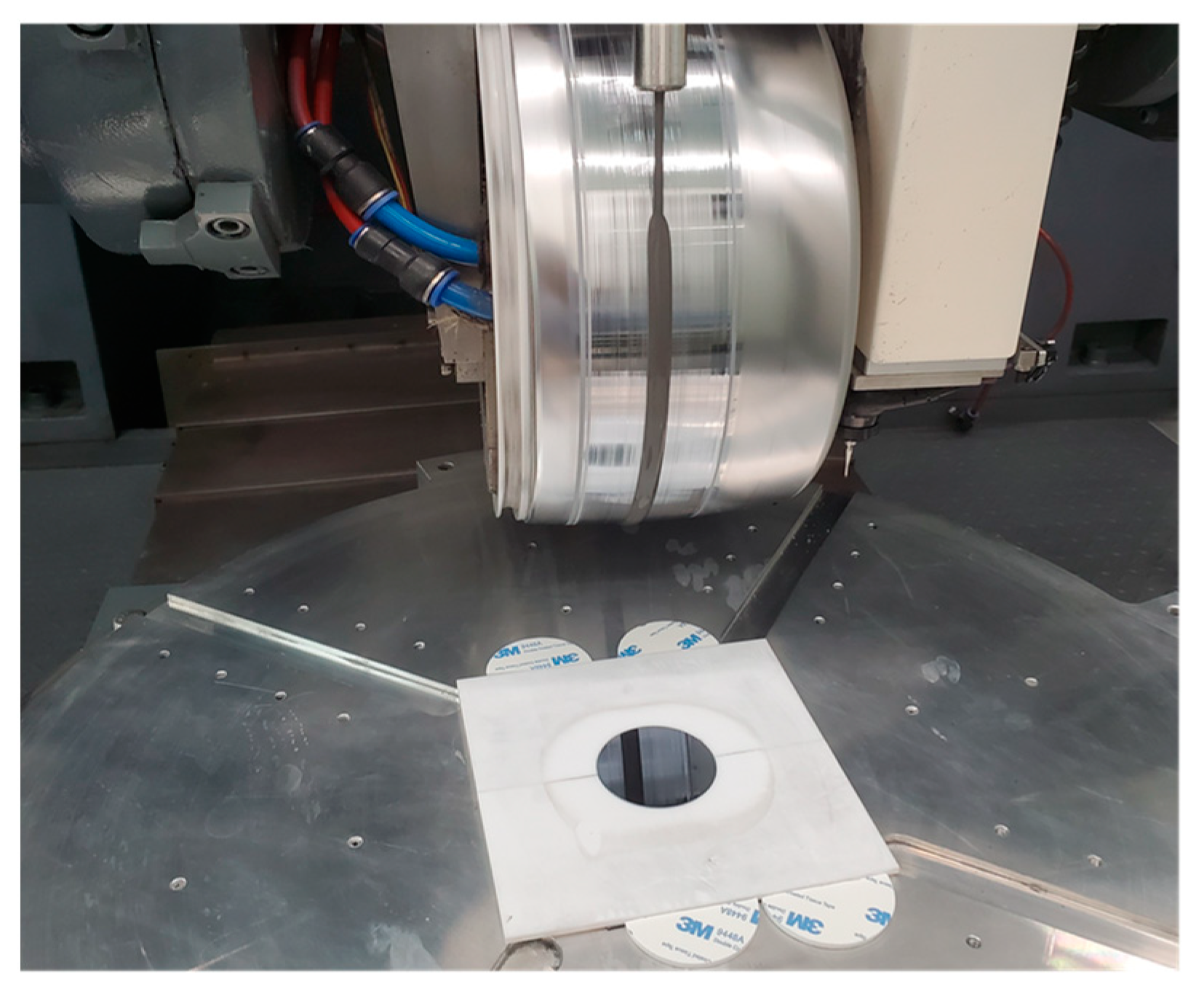
- Efficiency of center-feed rapid polishing
- (b)
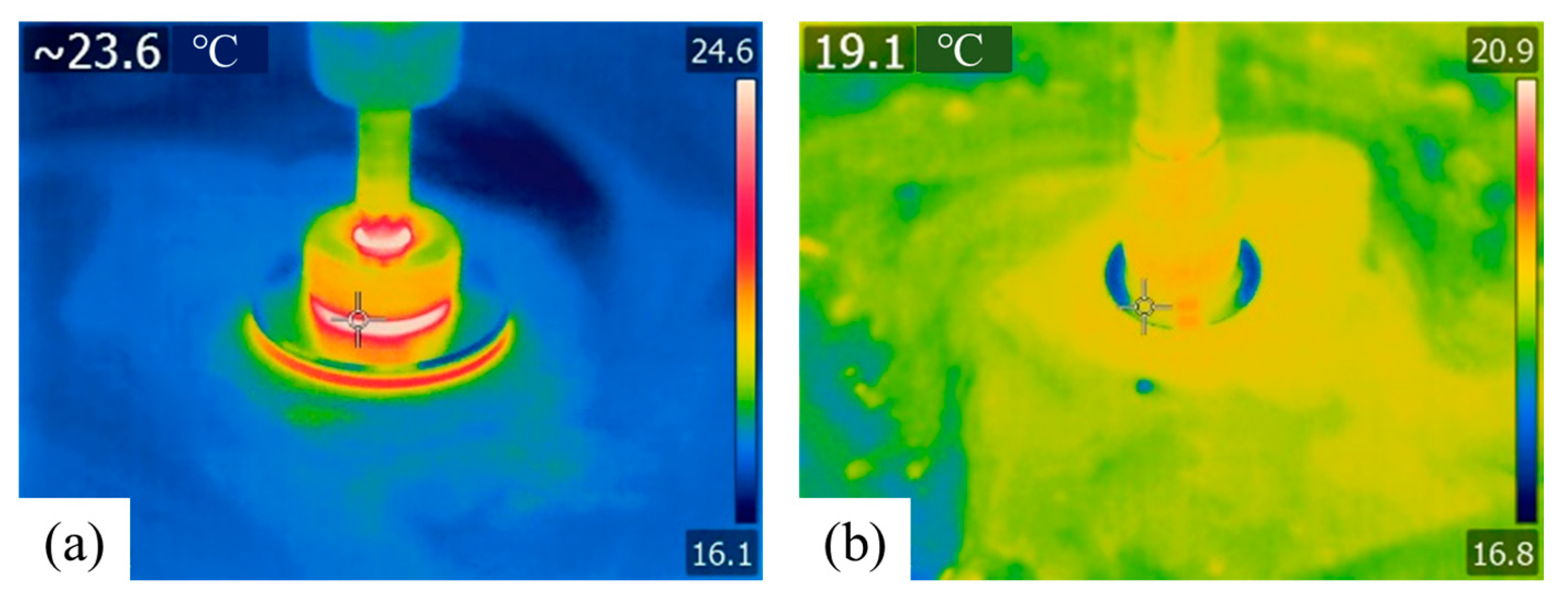
- Generation and suppression mechanism of “pit” defects in SiC
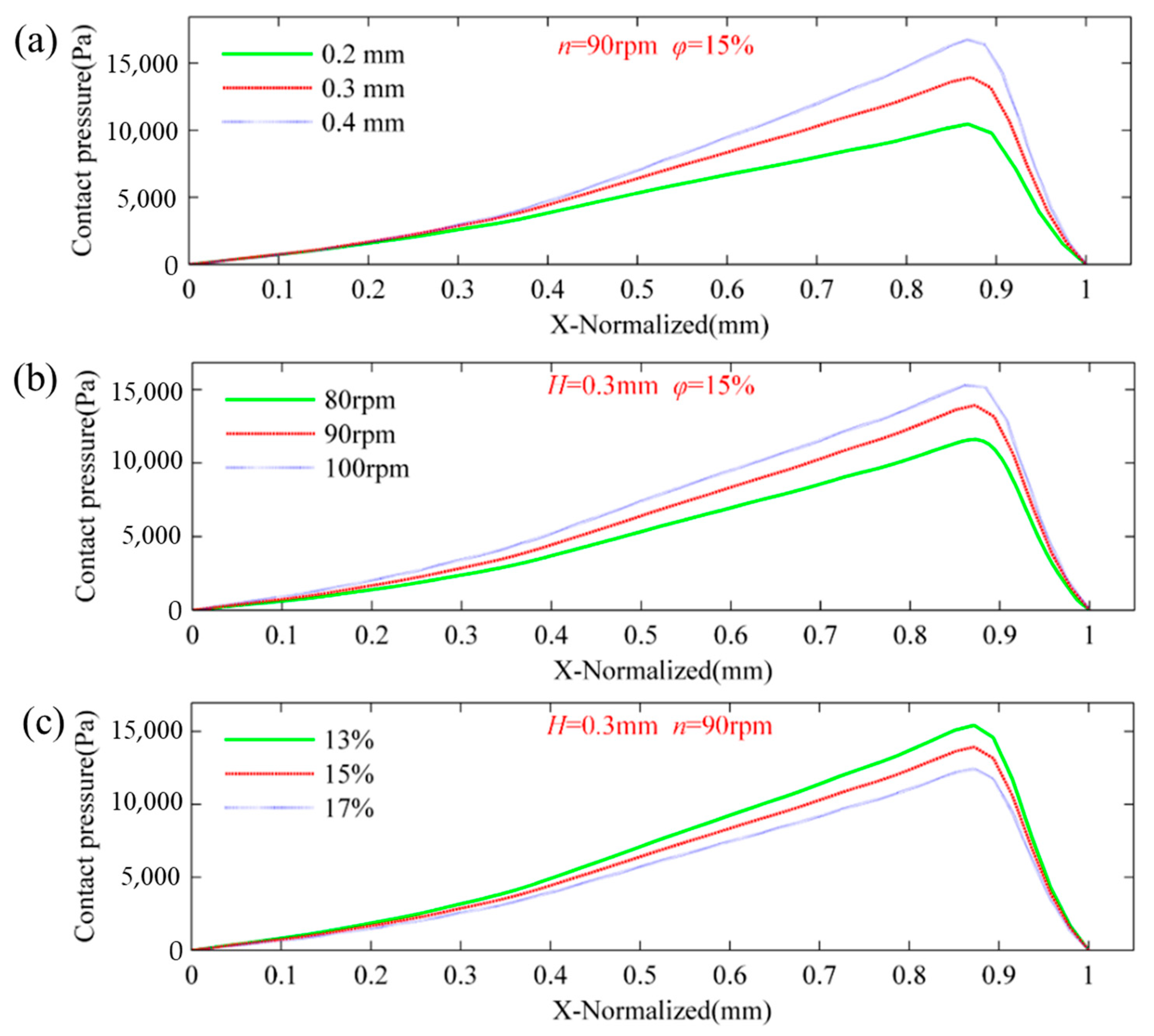
3.3. Magnetorheological Precision Polishing and Ultra-Smooth Surfaces
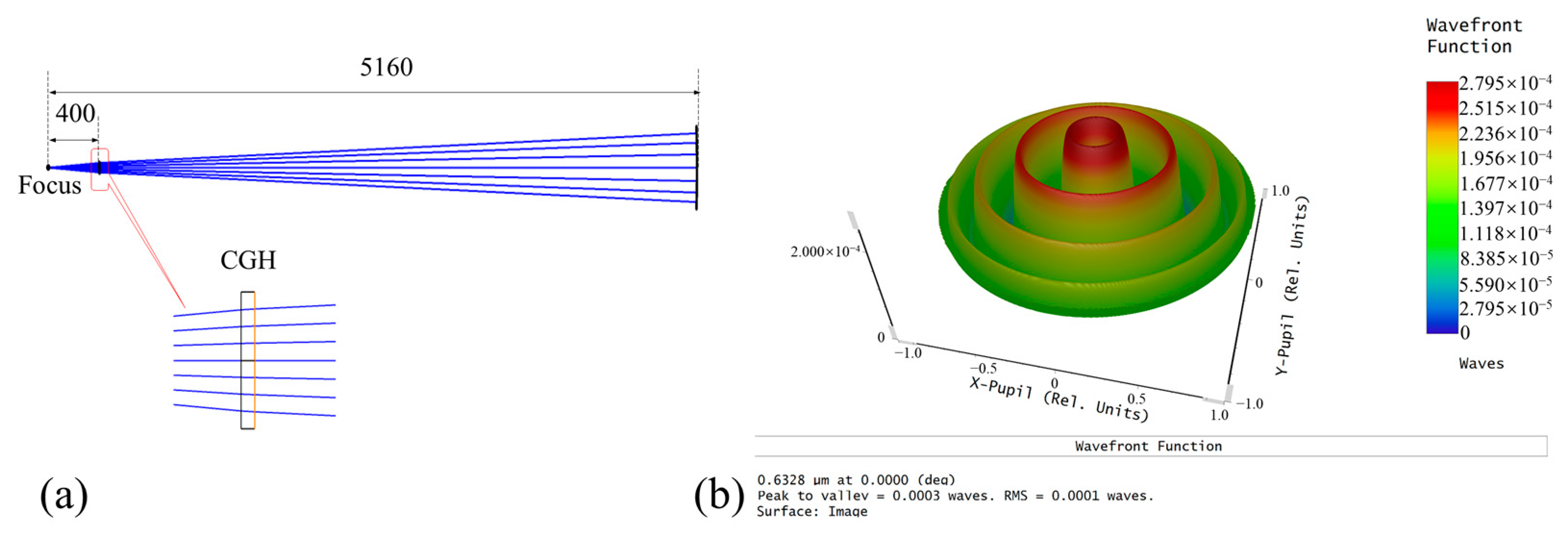
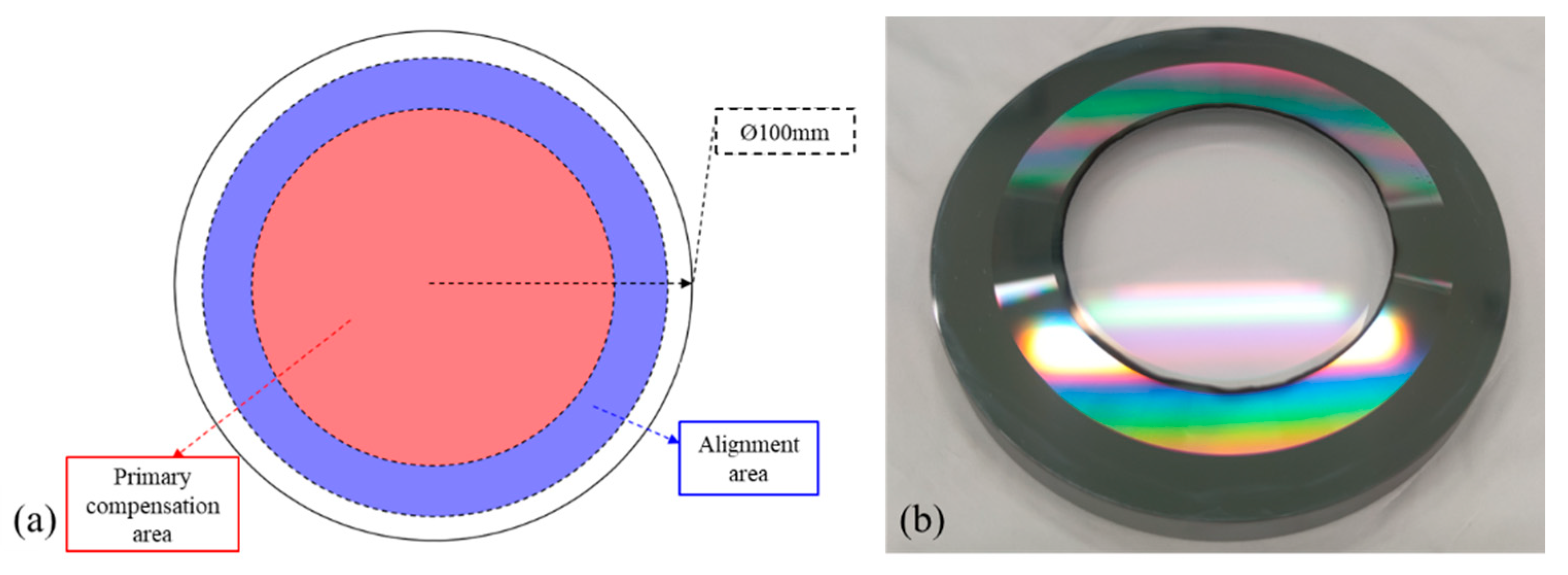
3.4. Compensation of High-Order Surface in Interferometric Measurement Using CGH
4. Verification of the Process Chain on a Ø460 SiC Aspheric Mirror
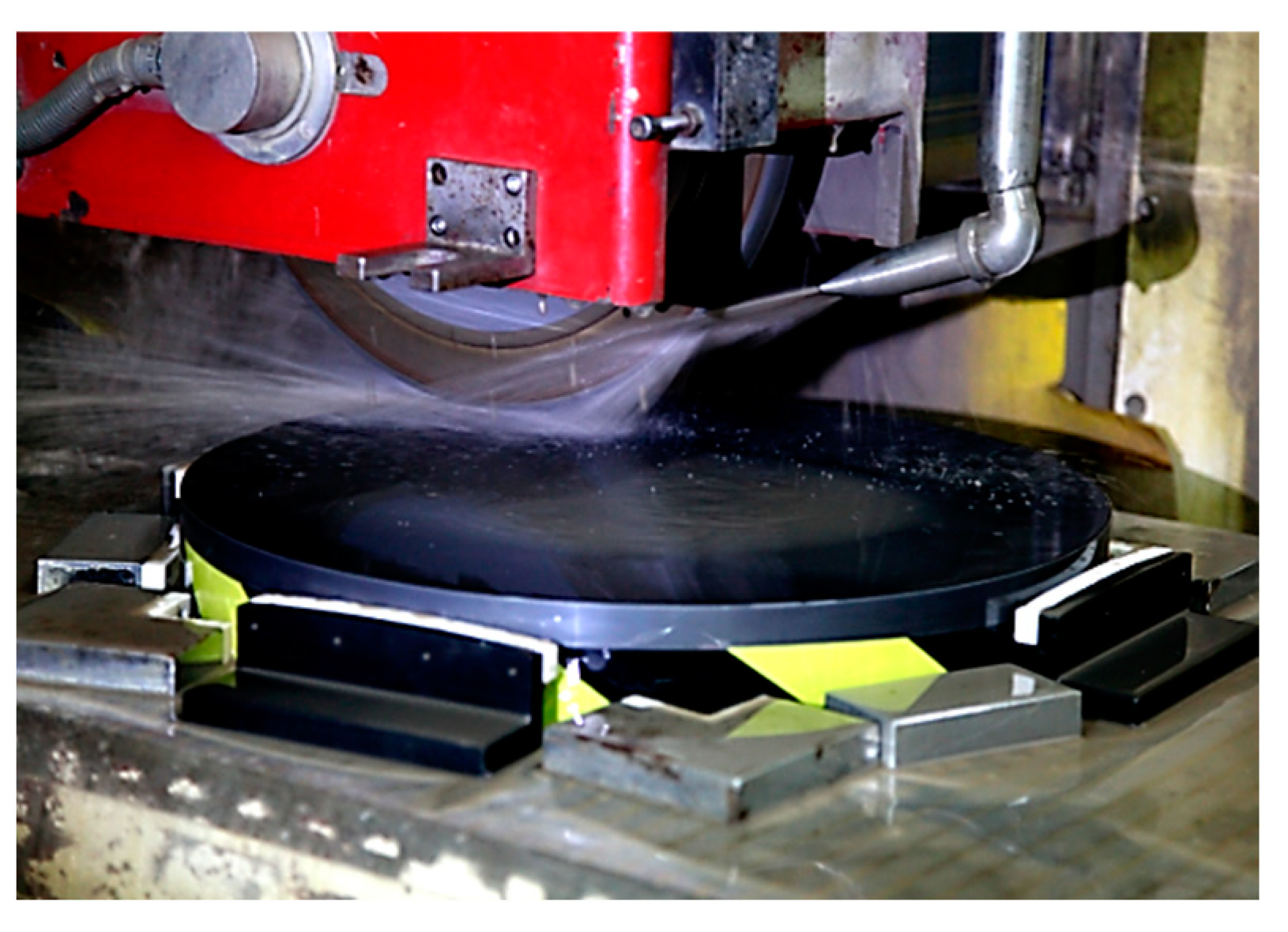
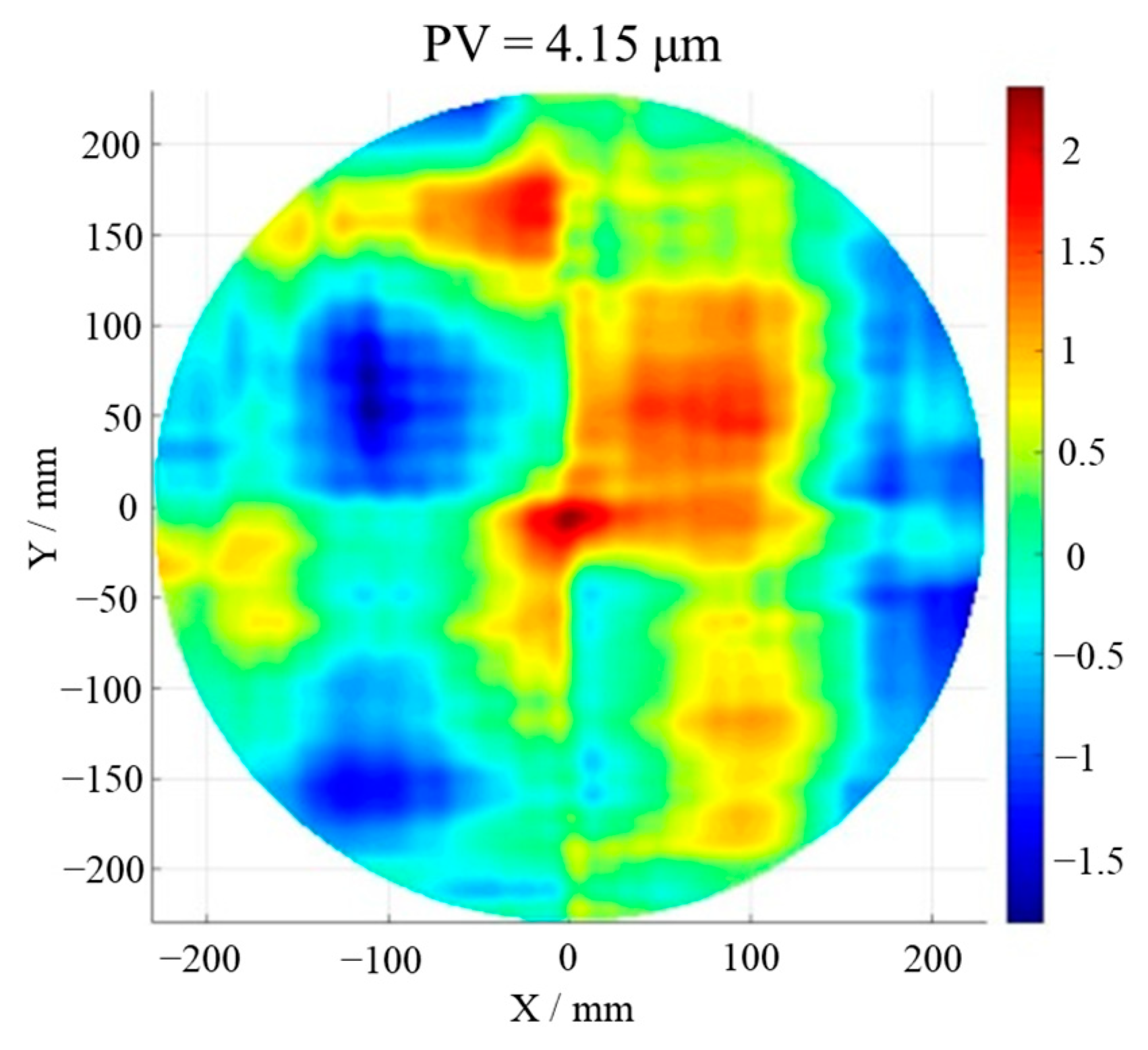
4.1. Ultra-Precision Grinding
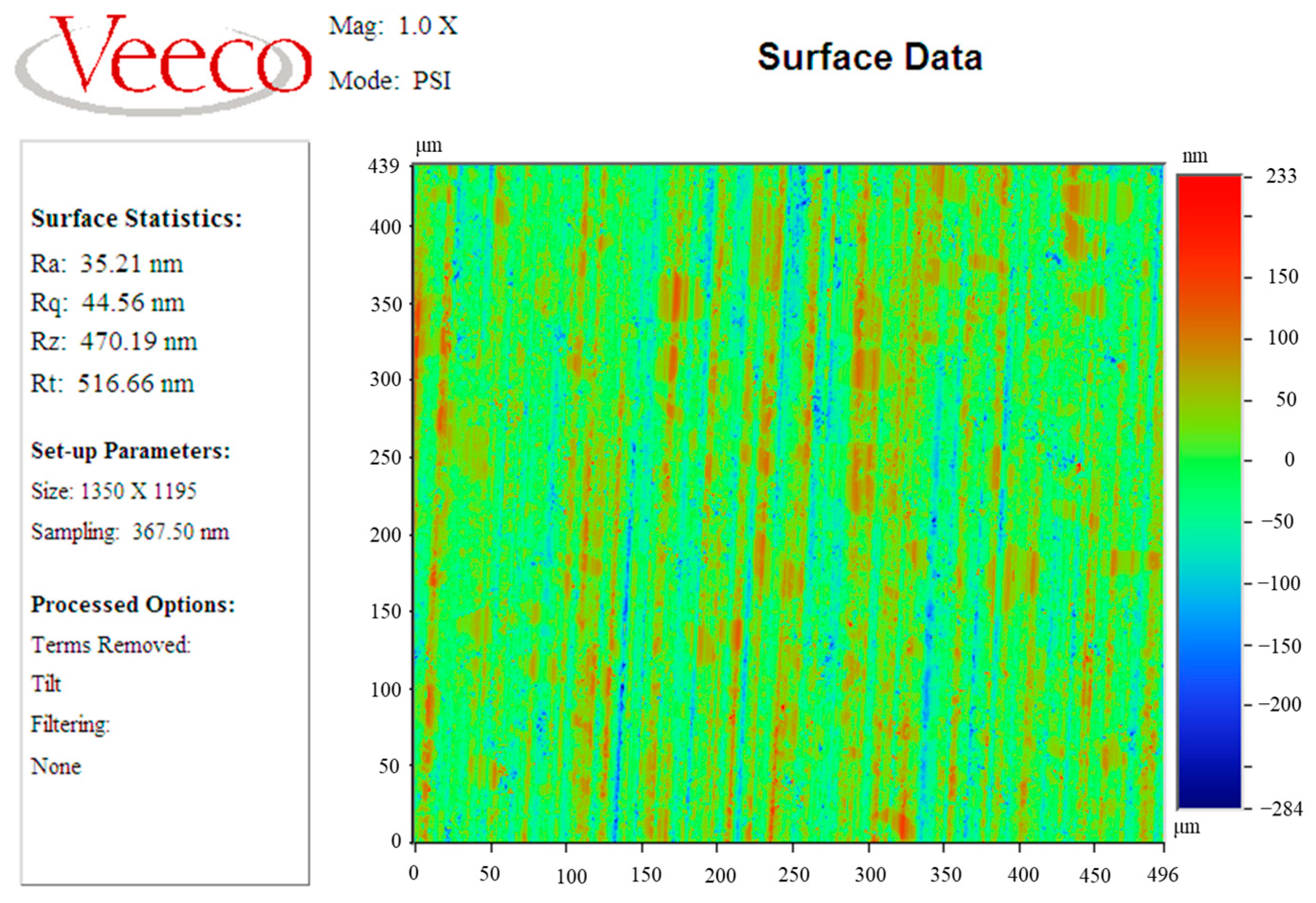
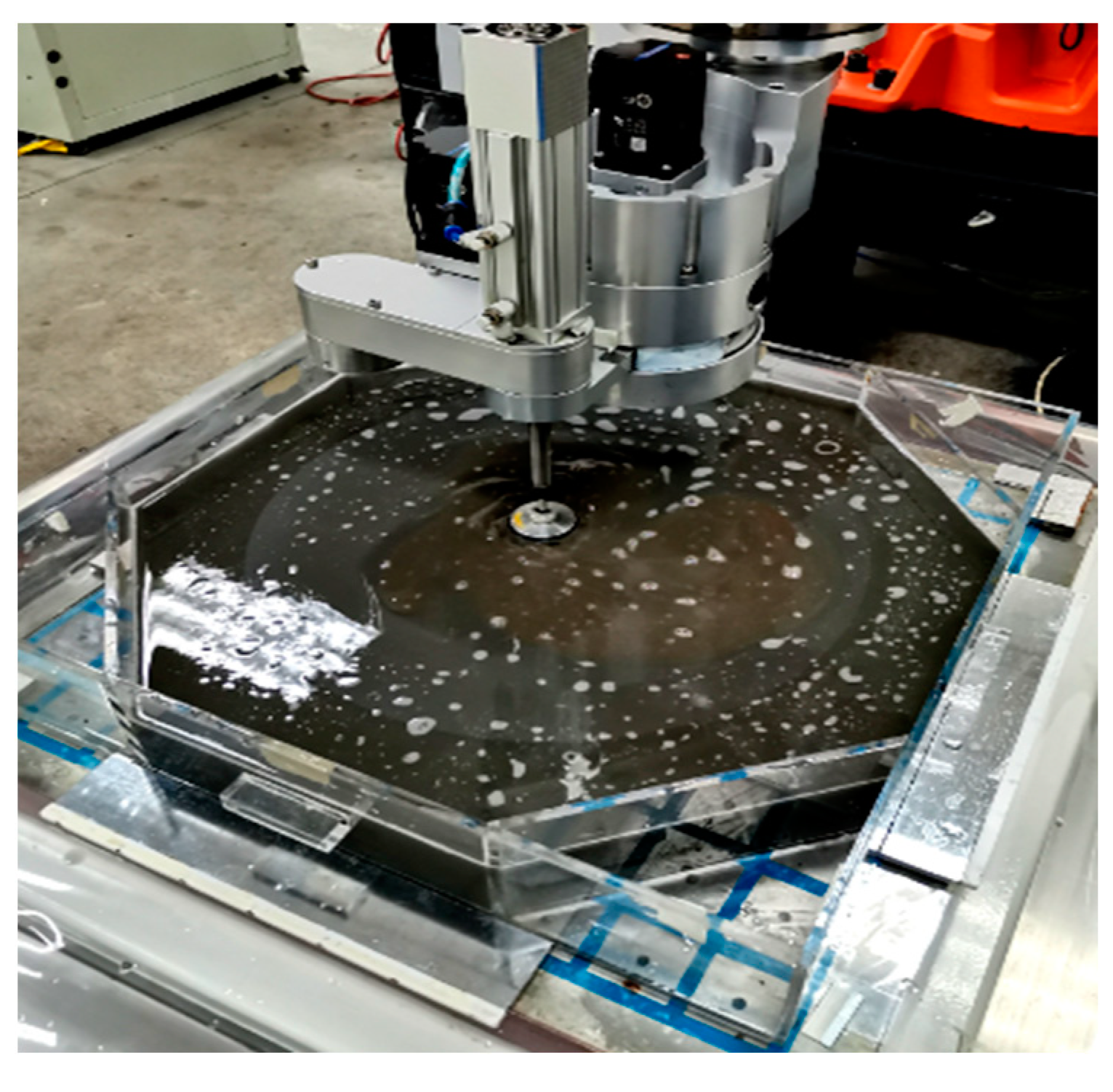
4.2. Center-Supply Fluid Rapid Polishing
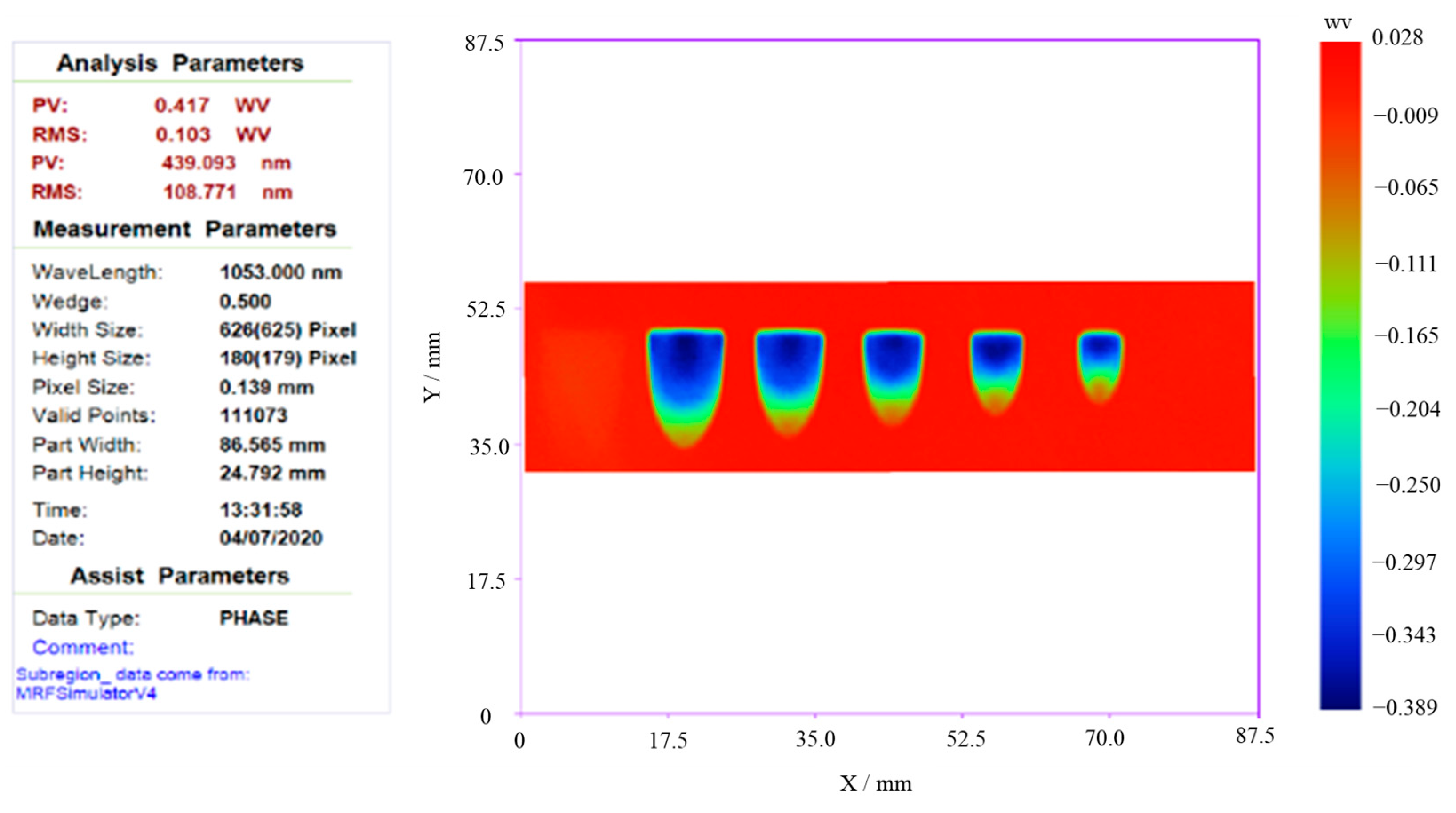
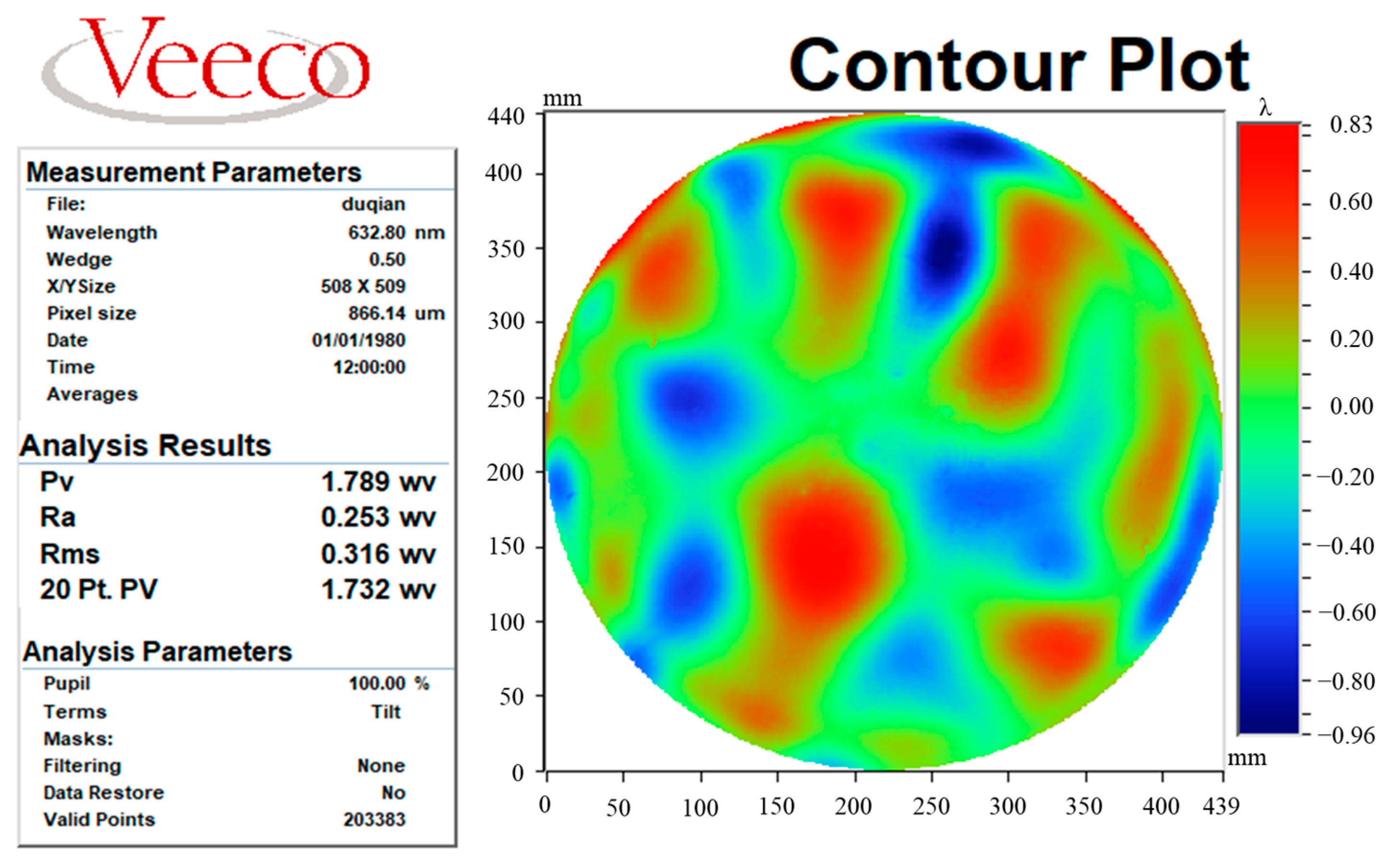
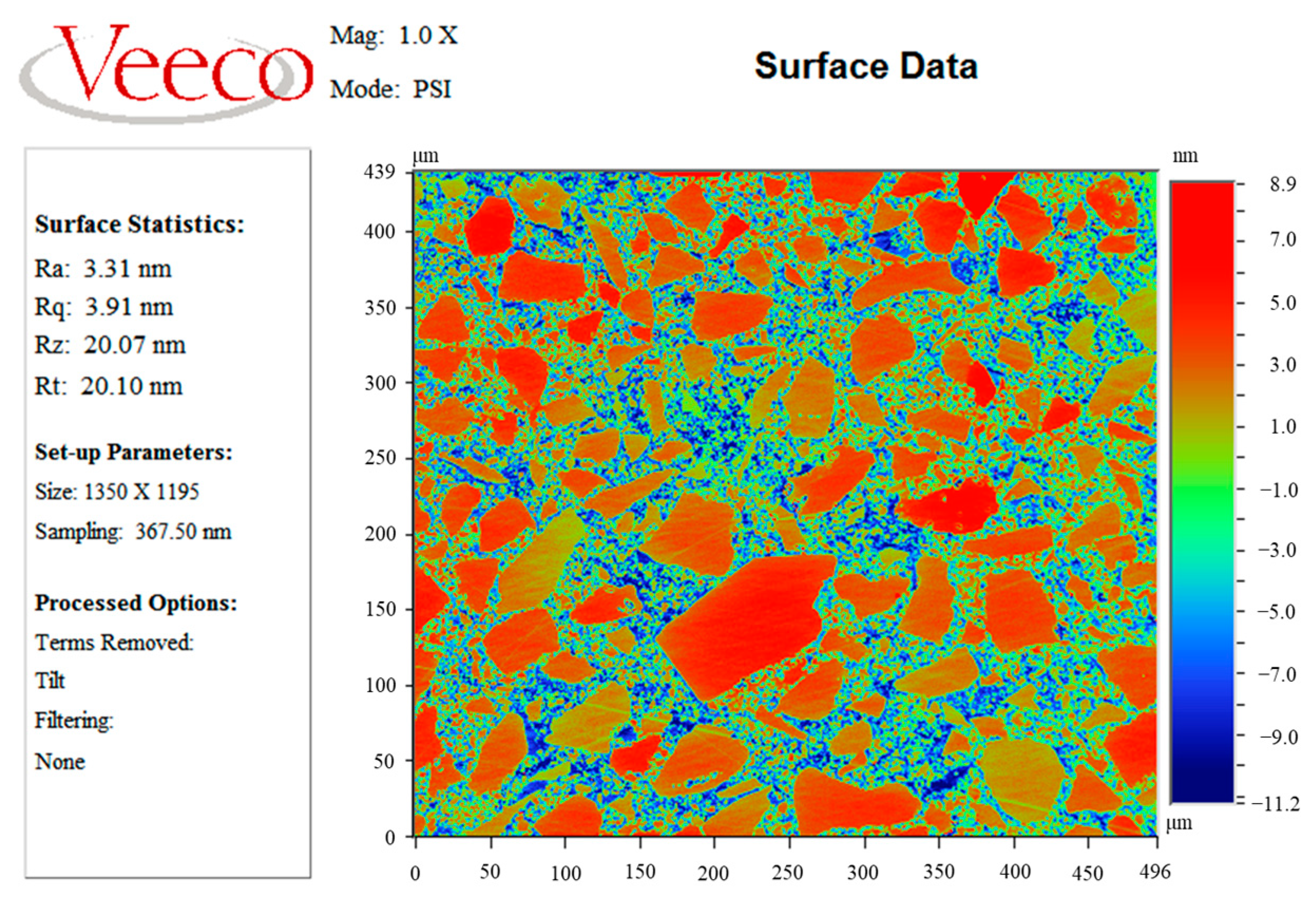
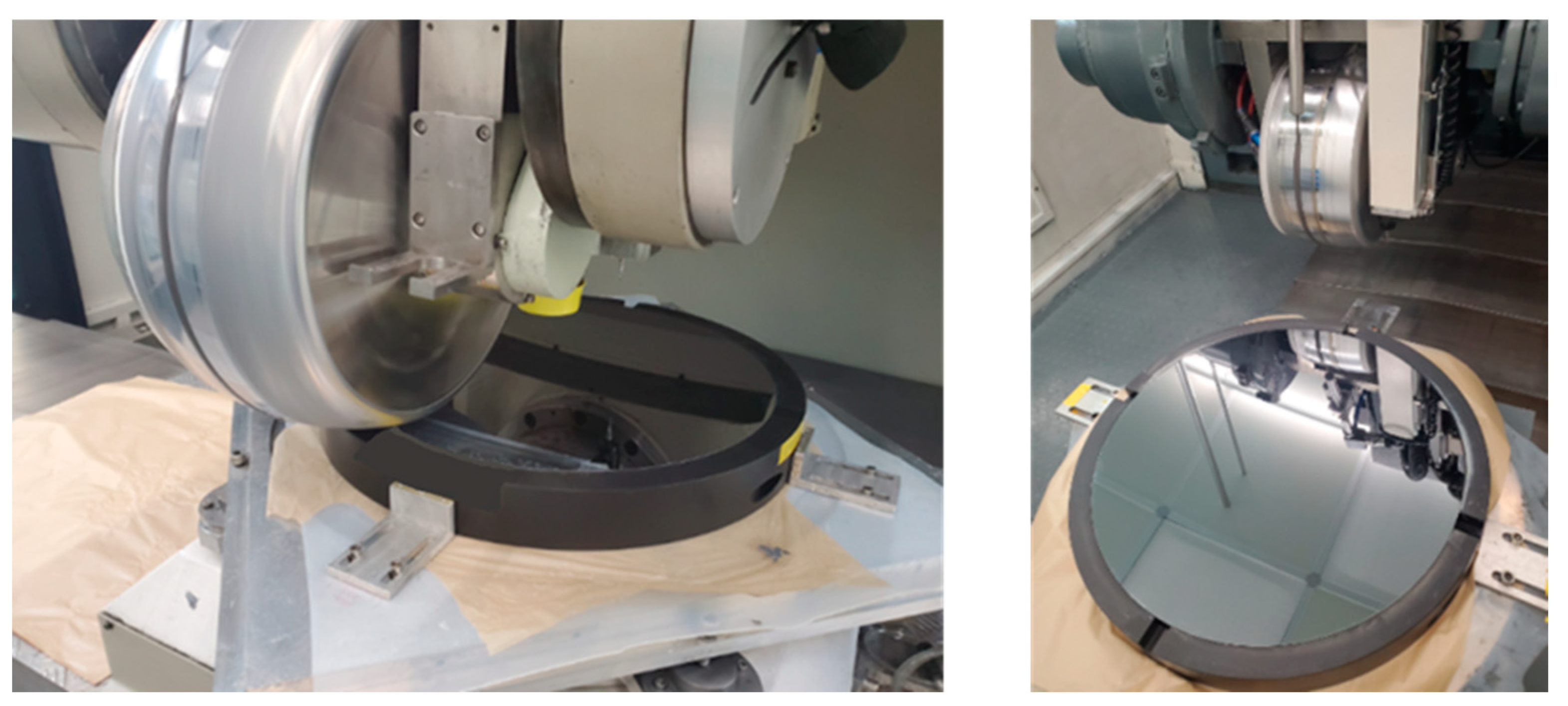
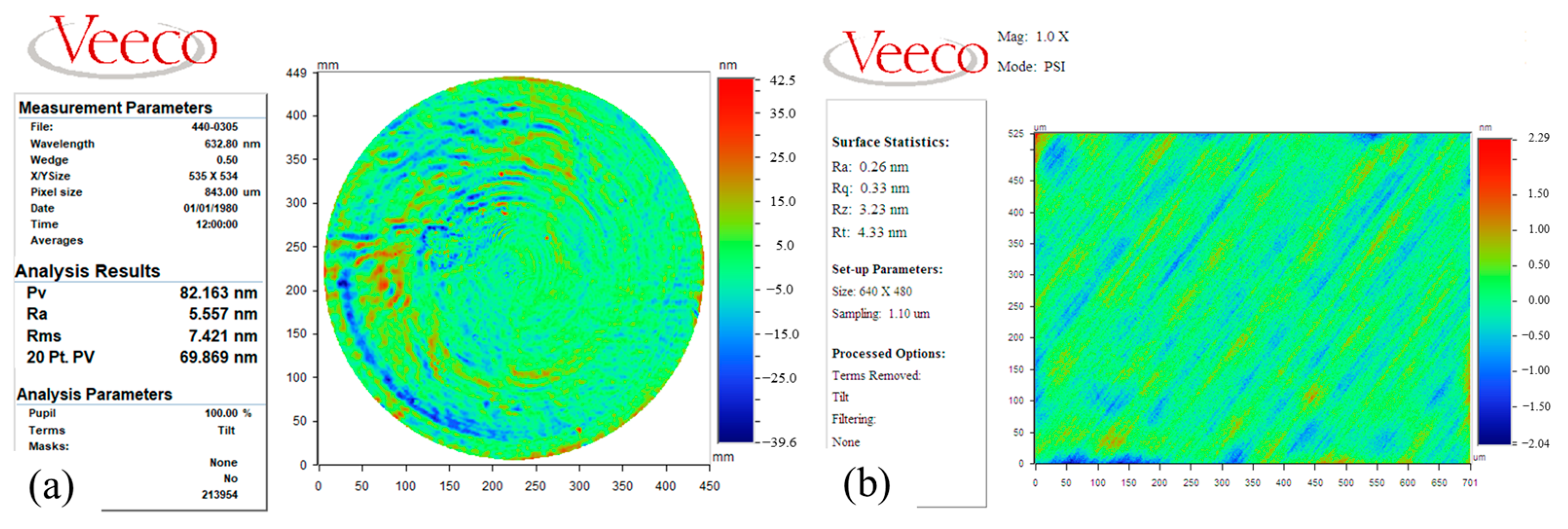
4.3. Deterministic and Ultra-Smooth Polishing by MRF
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pilbratt, G.; Riedinger, J.; Passvogel, T.; Crone, G.; Doyle, D.; Gageur, U.; Heras, A.; Jewell, C.; Metcalfe, L.; Ott, S. Herschel Space Observatory-An ESA facility for far-infrared and submillimetre astronomy. Astron. Astrophys. 2010, 518, L1. [Google Scholar] [CrossRef] [Green Version]
- Antoine, P.; Fruit, M. SiC telescope demonstrator (mirrors and structure): Optomechanical performances. In Proceedings of the Design and Engineering of Optical Systems II, Berlin, Germany, 25–27 May 1999; pp. 418–429. [Google Scholar]
- Ealey, M.A.; Weaver, G.Q. Developmental history and trends for reaction-bonded silicon carbide mirrors. In Proceedings of the Advanced Materials for Optical and Precision Structures, Denver, Colorado, 8 August 1996; pp. 66–72. [Google Scholar]
- Kaneda, H.; Nakagawa, T.; Enya, K.; Tange, Y.; Imai, T.; Katayama, H.; Suganuma, M.; Naitoh, M.; Maruyama, K.; Onaka, T. Optical testing activities for the SPICA telescope. In Proceedings of the Space Telescopes and Instrumentation 2010: Optical, Infrared, and Millimeter Wave, San Diego, CA, USA, 27 June–2 July 2010; pp. 283–289. [Google Scholar]
- Shibai, H. AKARI (ASTRO-F): Flight performance and preliminary results. Adv. Space Res. 2007, 40, 595–599. [Google Scholar] [CrossRef]
- Rodolfo, J. Polishing, coating, and integration of SiC mirrors for space telescopes. In Advanced Optical and Mechanical Technologies in Telescopes and Instrumentation; SPIE Press: Bellingham, DC, USA, 2008; pp. 125–132. [Google Scholar]
- Beaucamp, A.; Simon, P.; Charlton, P.; King, C.; Matsubara, A.; Wegener, K. Brittle-ductile transition in shape adaptive grinding (SAG) of SiC aspheric optics. Int. J. Mach. Tools Manuf. 2017, 115, 29–37. [Google Scholar] [CrossRef]
- Anapol, M.I.; Hadfield, P. SiC lightweight telescopes for advanced space applications: 1 mirror technology. In Proceedings of the Surveillance Technologies II, Orlando, FL, USA, 21–23 April 1992; pp. 281–295. [Google Scholar]
- Robichaud, J.; Guregian, J.J.; Schwalm, M. SiC optics for Earth observing applications. In Proceedings of the Earth Observing Systems VIII, San Diego, CA, USA, 3–6 August 2003; pp. 53–62. [Google Scholar]
- Breidenthal, R.S.; Galat-Skey, R.; Geany, J.J. Optical surfacing of one-meter-class reaction bonded silicon carbide. In Proceedings of the Silicon Carbide Materials for Optics and Precision Structures, San Diego, CA, USA, 12–13 July 1995; pp. 248–253. [Google Scholar]
- Magida, M.B.; Paquin, R.A.; Richmond, J.J. Dimensional stability of bare and coated reaction-bonded silicon carbide. In Proceedings of the Dimensional Stability, San Diego, CA, USA, 12–13 July 1990; pp. 60–68. [Google Scholar]
- Robb, P.N.; Huff, L.W.; Forney, P.B.; Petrovsky, G.T.; Ljubarsky, S.V.; Khimitch, Y.P. Interferometric measurements of silicon carbide mirrors at liquid helium temperature. In Proceedings of the Silicon Carbide Materials for Optics and Precision Structures, San Diego, CA, USA, 12–13 July 1995; pp. 196–200. [Google Scholar]
- Hang, D. Research on Key Technology of High Efficiency and High precision Manufacturing of Space Large Scale SiC Aspheric Mirrors. Ph.D. Thesis, National University of Defense Technology, China, Changsha, 2018. [Google Scholar]
- Wang, X.K. Fabrication and testing of an of T-axis aspheric surface with abnormal shape. Infrared Laser Eng. 2014, 43, 2959–2963. [Google Scholar]
- Zhang, Z.Y.; Li, R.G.; Zheng, L.G.; Zhang, X.J. Precision grinding technology for the off-axis aspherical silicon carbide mirror blank. J. Mech. Eng. 2013, 49, 39–45. [Google Scholar] [CrossRef]
- Feng, Z. Combined type polishing of silicon modification layer on silicon carbide mirror for space camera. Chin. J. Lasers 2013, 40, 0716001. [Google Scholar] [CrossRef]
- Zhang, F.; Xu, L.; Fan, D.; Gao, J.; Zhang, X. Fabrication of surface modification aspheric SiC mirror. Opt. Precis. Eng. 2008, 16, 2479–2484. [Google Scholar]
- Song, C.; Lu, Y.; Peng, Y. Grinding tool optimization in computer controlled grinding of SiC aspheric mirror. In Proceedings of the International Symposium on Optoelectronic Technology and Application 2014: Imaging Spectroscopy, Telescopes and Large Optics, Beijing, China, 13–15 May 2014; pp. 437–443. [Google Scholar]
- Zhang, X.; Hu, H.; Wang, X.; Luo, X.; Zhang, G.; Zhao, W.; Wang, X.; Liu, Z.; Xiong, L.; Qi, E. Challenges and strategies in high-accuracy manufacturing of the world’s largest SiC aspheric mirror. Light Sci. Appl. 2022, 11, 310. [Google Scholar] [CrossRef] [PubMed]
- Tam, H.Y.; Cheng, H.; Wang, Y. Removal rate and surface roughness in the lapping and polishing of RB-SiC optical components. J. Mater. Process. Technol. 2007, 192, 276–280. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, X. Theoretical study on removal rate and surface roughness in grinding a RB-SiC mirror with a fixed abrasive. Appl. Opt. 2009, 48, 904–910. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, T.; Liu, D.; Thongkaew, K.; Li, H.; Qi, H.; Wang, J. The wear mechanisms of reaction bonded silicon carbide under abrasive polishing and slurry jet impact conditions. Wear 2018, 410, 156–164. [Google Scholar] [CrossRef]
- Deng, H.; Liu, N.; Endo, K.; Yamamura, K. Atomic-scale finishing of carbon face of single crystal SiC by combination of thermal oxidation pretreatment and slurry polishing. Appl. Surf. Sci. 2018, 434, 40–48. [Google Scholar] [CrossRef]
- Du, H.; Song, C.; Li, S. Study on surface roughness of modified silicon carbide mirrors polished by magnetorheological finishing. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 13–14 August 2018. [Google Scholar]
- Fei, F.; Xi, X.; Qiao, X.; Jian, W.; Bo, Z.; Ruiqing, X.; Xiangyang, L.; Xianhua, C.; Shengfei, W.; Jing, H. Progress on ultra precision manufacturing technology of large-aperture high-power laser optics. Opto-Electron. Eng. 2020, 47, 200135. [Google Scholar]
- Yao, W.; Zhang, Y.M.; Han, J.C. Machining characteristics and removal mechanisms of reaction bonded silicon carbide. In Proceedings of the 2nd International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies, Xi’an, China, 9 June 2006; pp. 216–221. [Google Scholar]
- Lin, B.; Jiang, X.M.; Cao, Z.C.; Huang, T. Development and theoretical analysis of novel center-inlet computer-controlled polishing process for high-efficiency polishing of optical surfaces. Robot. Comput.-Integr. Manuf. 2019, 59, 1–12. [Google Scholar] [CrossRef]
- Shahinian, H.; Zhong, Y.; Turnbul, L.R.; Bodlapati, C.; Navare, J.; Mohammadi, H. Single point diamond turning of CVC SiC using the Micro-LAM process. In Proceedings of the 36th Annual Meeting of the American Society for Precision Engineering, Minneapolis, MN, USA, 1–5 November 2021; pp. 125–129. [Google Scholar]
- You, K.; Fang, F.; Yan, G. Surface generation of tungsten carbide in laser-assisted diamond turning. Int. J. Mach. Tools Manuf. 2021, 168, 103770. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, L.; Wang, Y.; Lin, B.; Dong, Y.; Shi, C. Mechanism study on ultrasonic vibration assisted face grinding of hard and brittle materials. J. Manuf. Process. 2020, 50, 520–527. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, L.; Zhang, G.; Ni, C.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 156, 103594. [Google Scholar] [CrossRef]

























Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, B.; Wu, W.; Wang, J.; Zhou, L.; Hou, J.; Ji, B.; Deng, W.; Wei, Q.; Wang, C.; Xu, Q. Process Chain for Ultra-Precision and High-Efficiency Manufacturing of Large-Aperture Silicon Carbide Aspheric Mirrors. Micromachines 2023, 14, 737. https://doi.org/10.3390/mi14040737
Zhong B, Wu W, Wang J, Zhou L, Hou J, Ji B, Deng W, Wei Q, Wang C, Xu Q. Process Chain for Ultra-Precision and High-Efficiency Manufacturing of Large-Aperture Silicon Carbide Aspheric Mirrors. Micromachines. 2023; 14(4):737. https://doi.org/10.3390/mi14040737
Chicago/Turabian StyleZhong, Bo, Wei Wu, Jian Wang, Lian Zhou, Jing Hou, Baojian Ji, Wenhui Deng, Qiancai Wei, Chunjin Wang, and Qiao Xu. 2023. "Process Chain for Ultra-Precision and High-Efficiency Manufacturing of Large-Aperture Silicon Carbide Aspheric Mirrors" Micromachines 14, no. 4: 737. https://doi.org/10.3390/mi14040737