
Preliminary Assessment of Asymmetric Triangular Riblet Microstructures for Drag Deduction and Fouling Resistance: Numerical Modeling, Fabrication, and Performance Evaluation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Parametric Design and Numerical Simulation
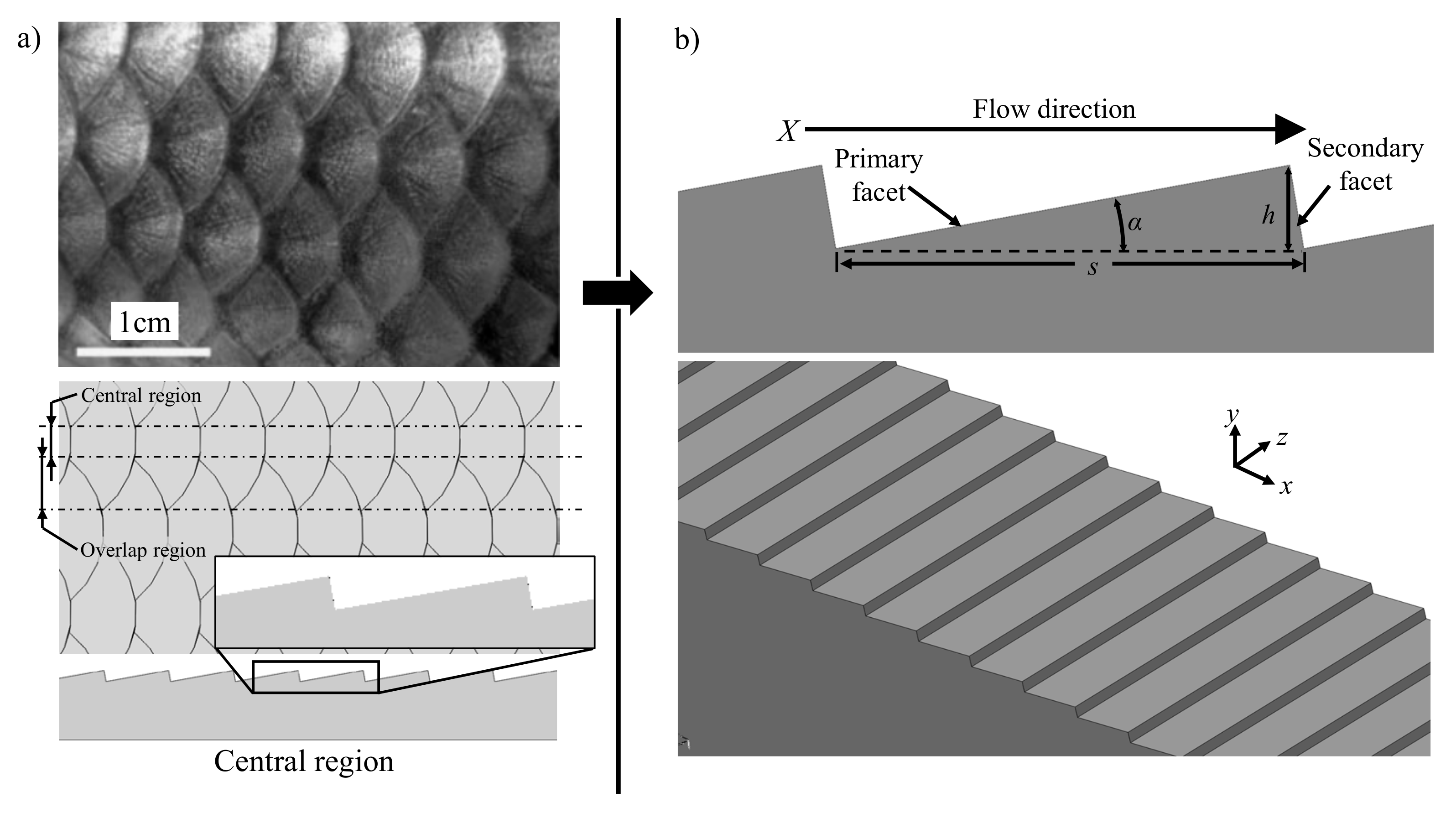
2.1. Parametric Design of Asymmetric Triangular Riblets
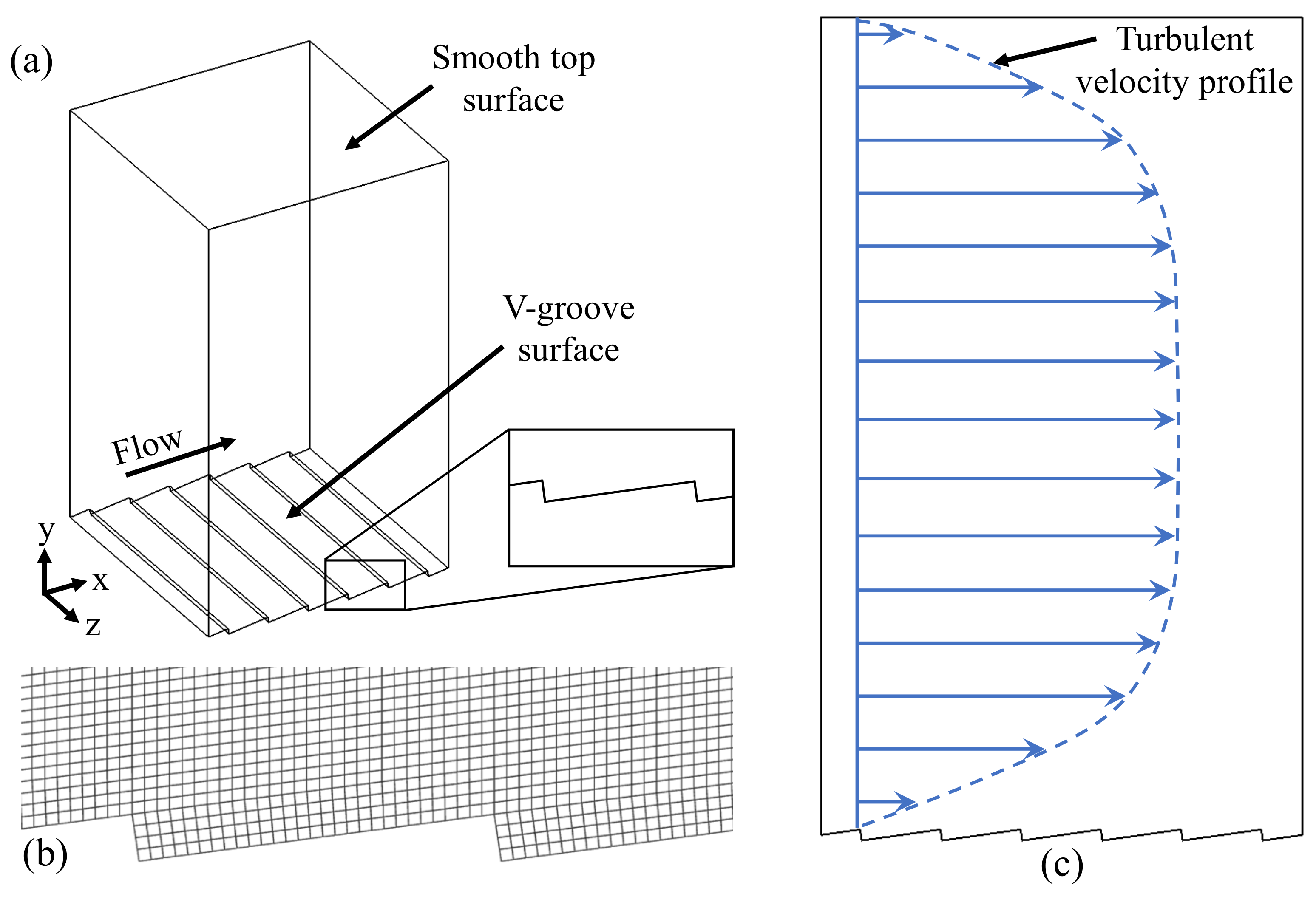
2.2. Numerical Simulation of Drag Performance
3. High Quality Precision Microfabrication of Functional ATR Samples
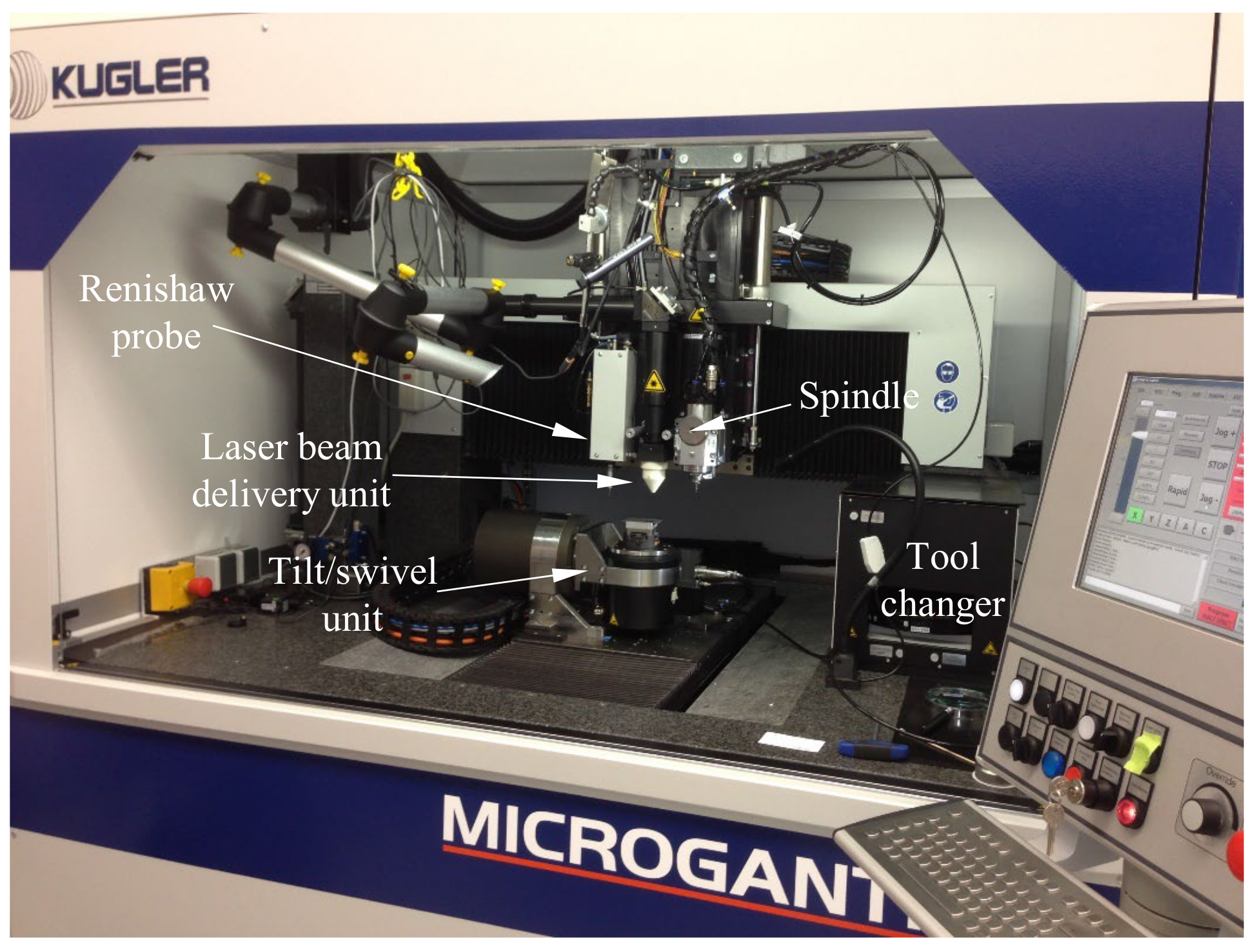
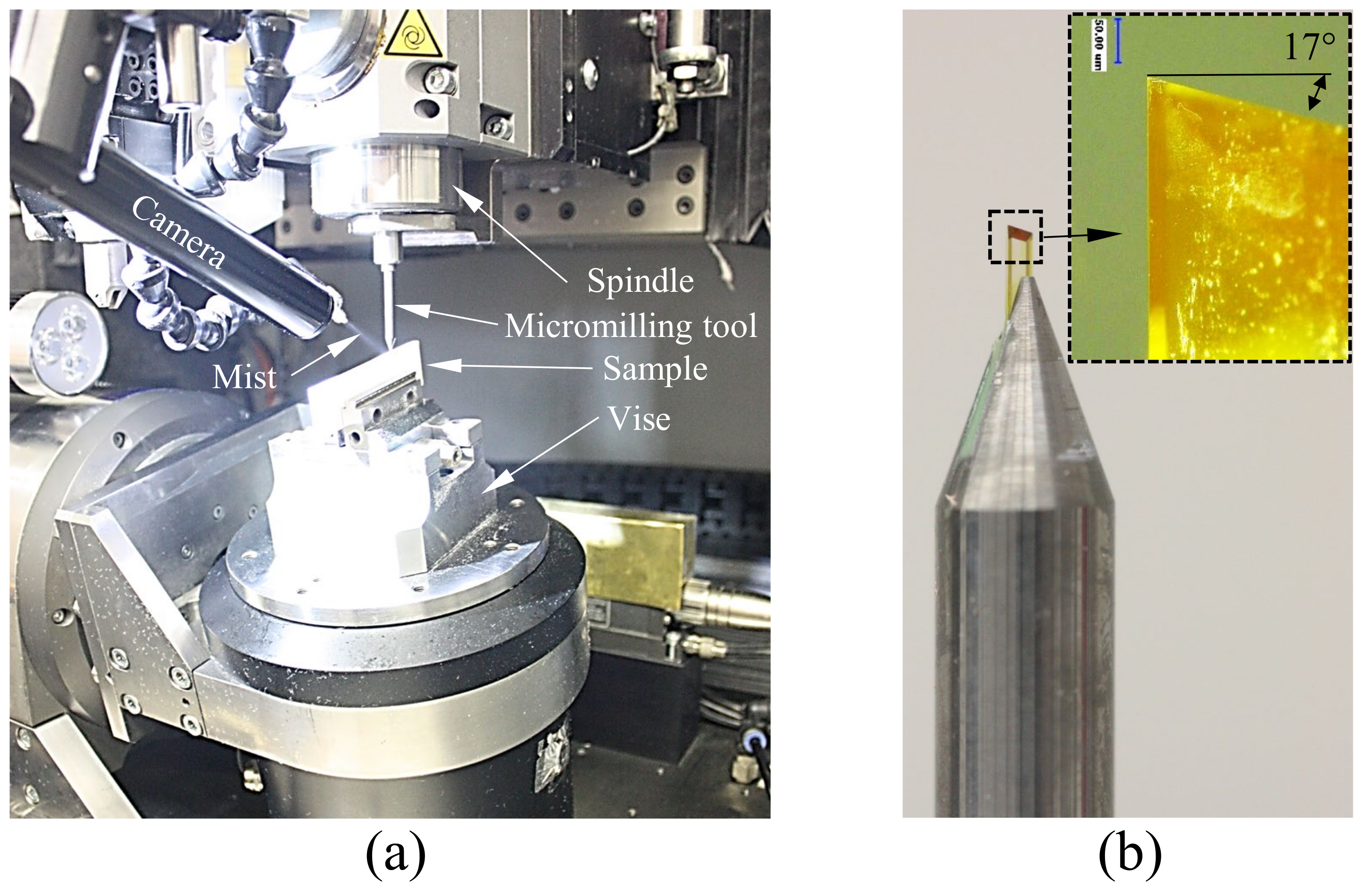
3.1. High-Precision Multi-Axis Micromachining System
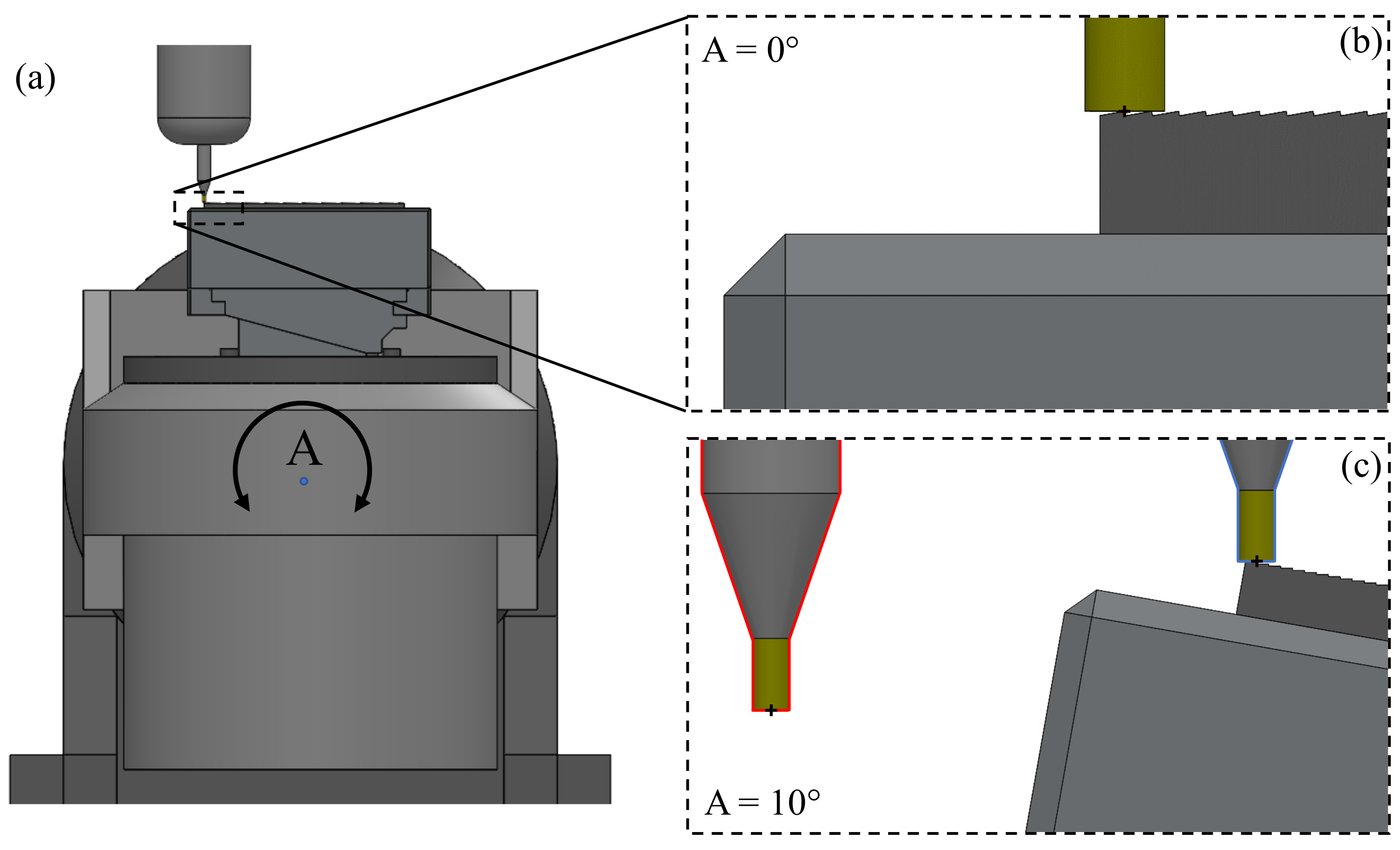
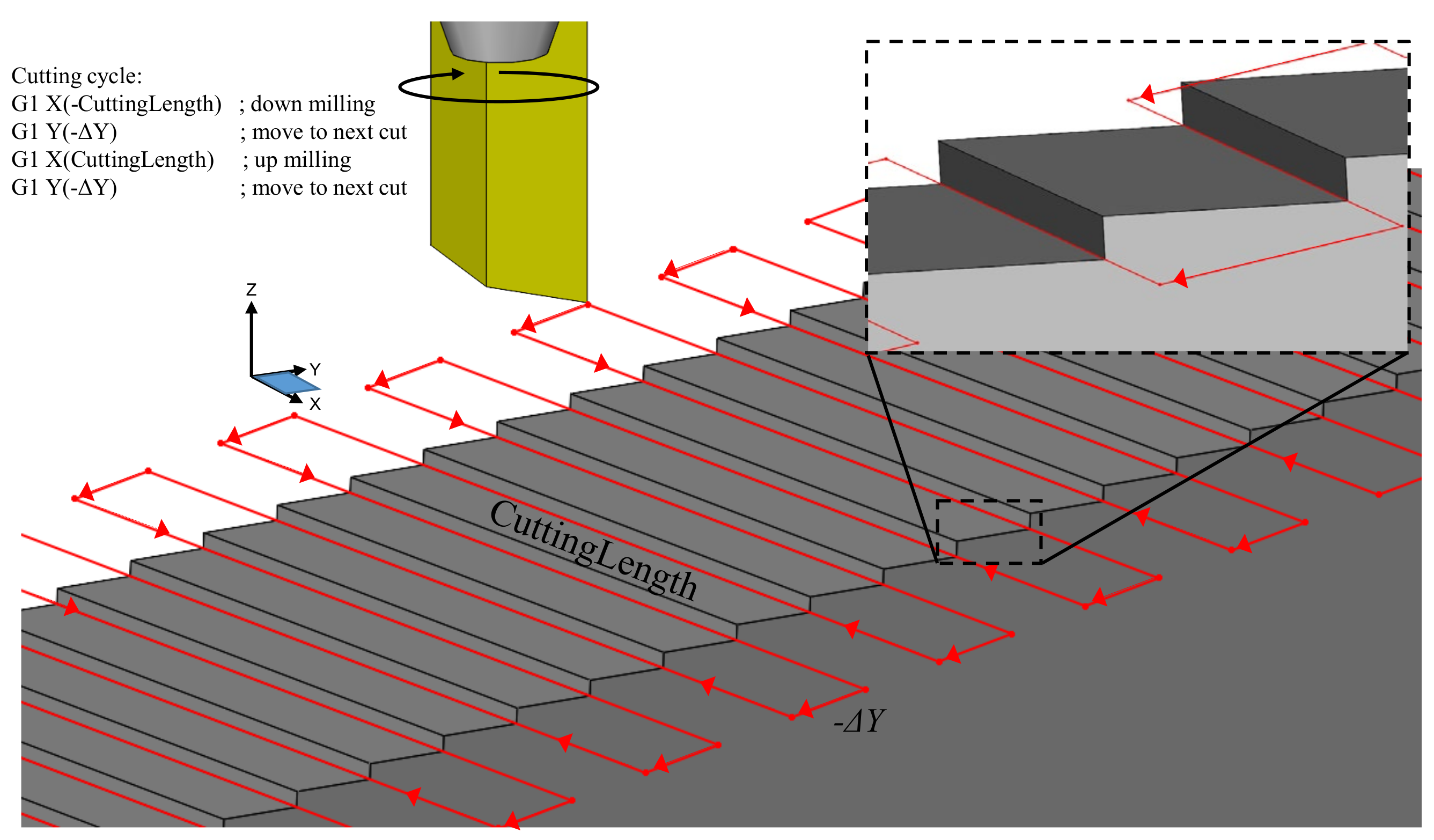
3.2. Microfabrication of ATR Samples by 3+1-Axis Micromilling
3.3. Microfabrication by 4-Axis Micro-Milling Using Rotating Tool Center Point (RTCP) Method
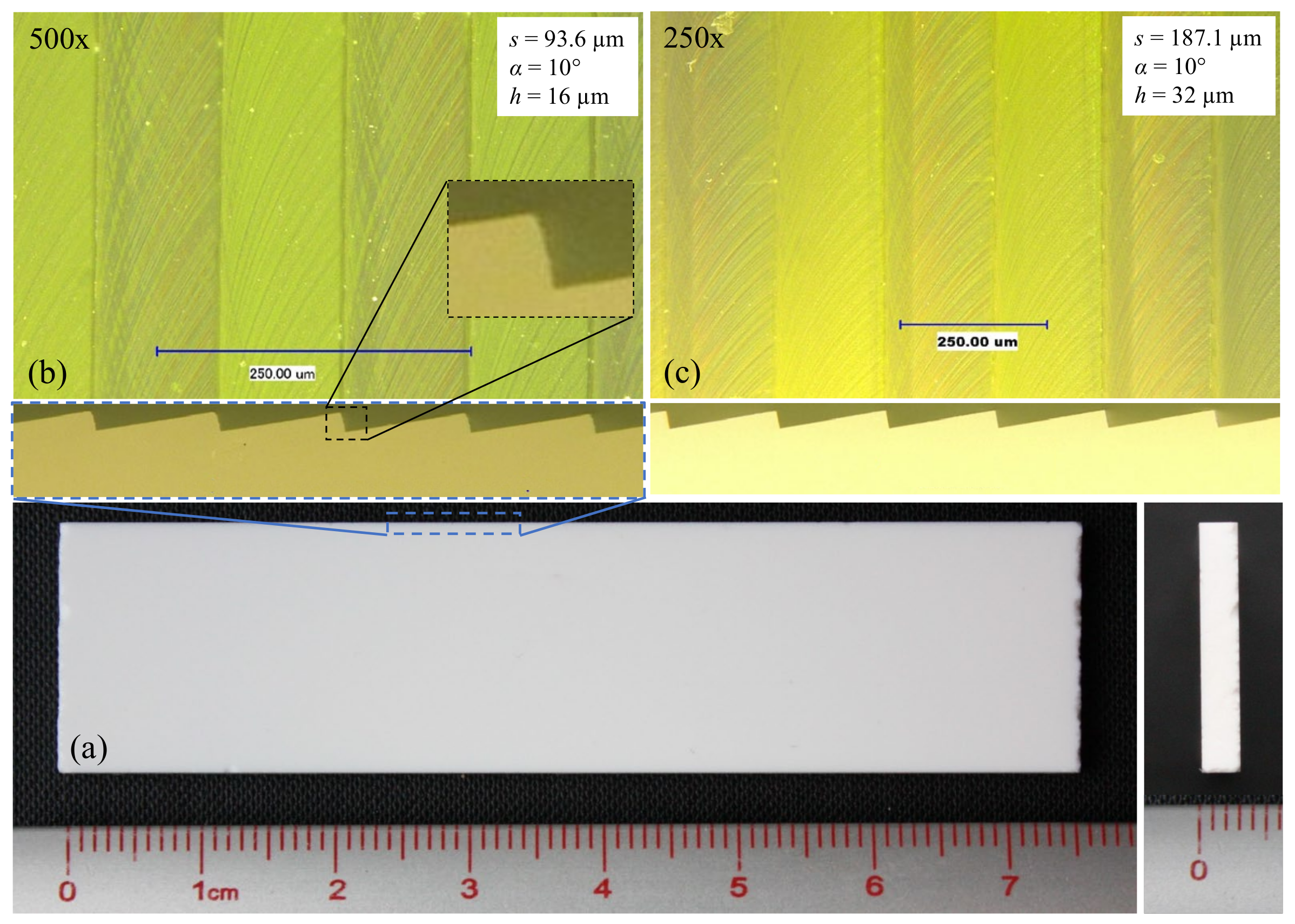
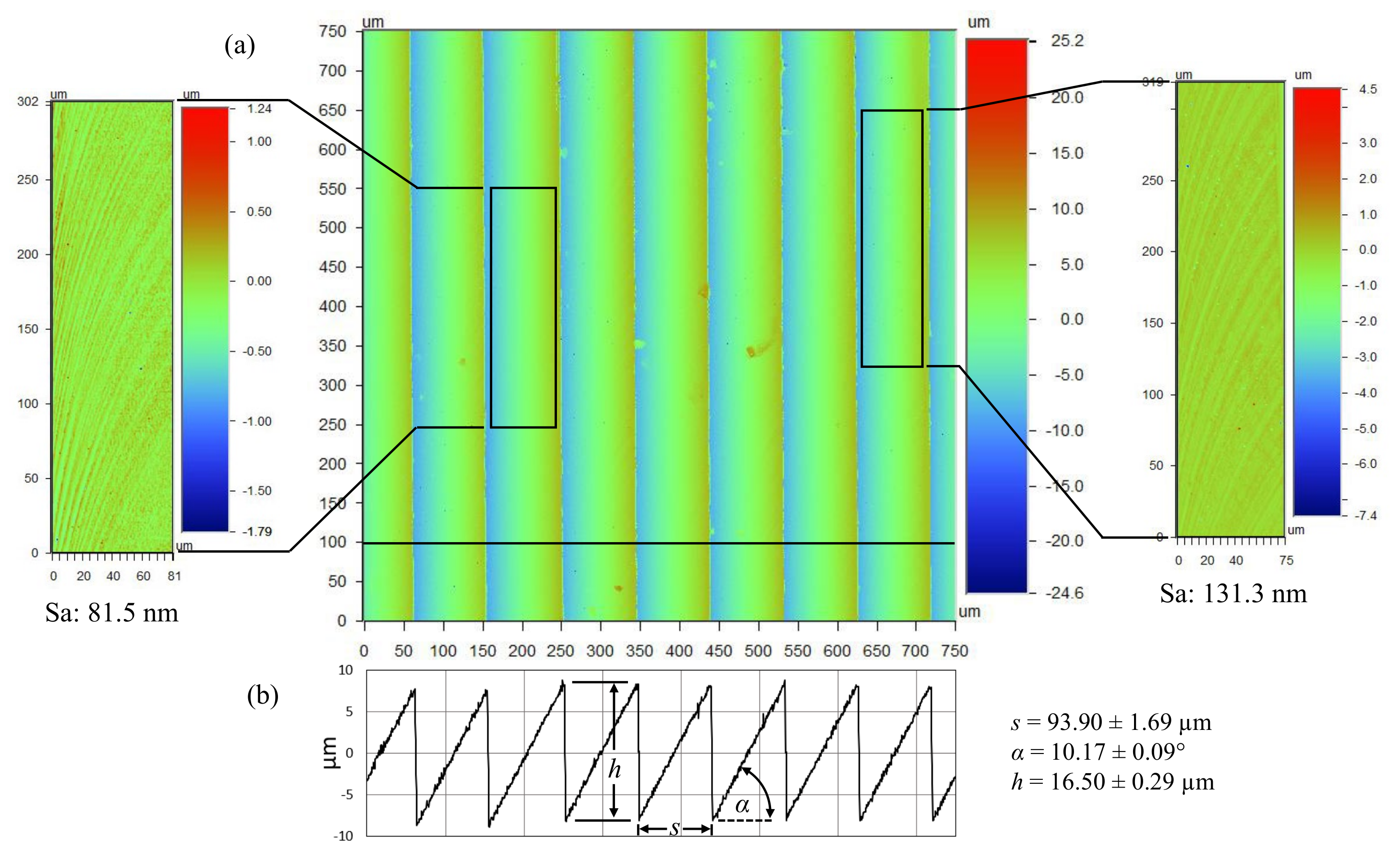
3.4. Form Accuracy and Surface Quality of Micromilled ATR Samples
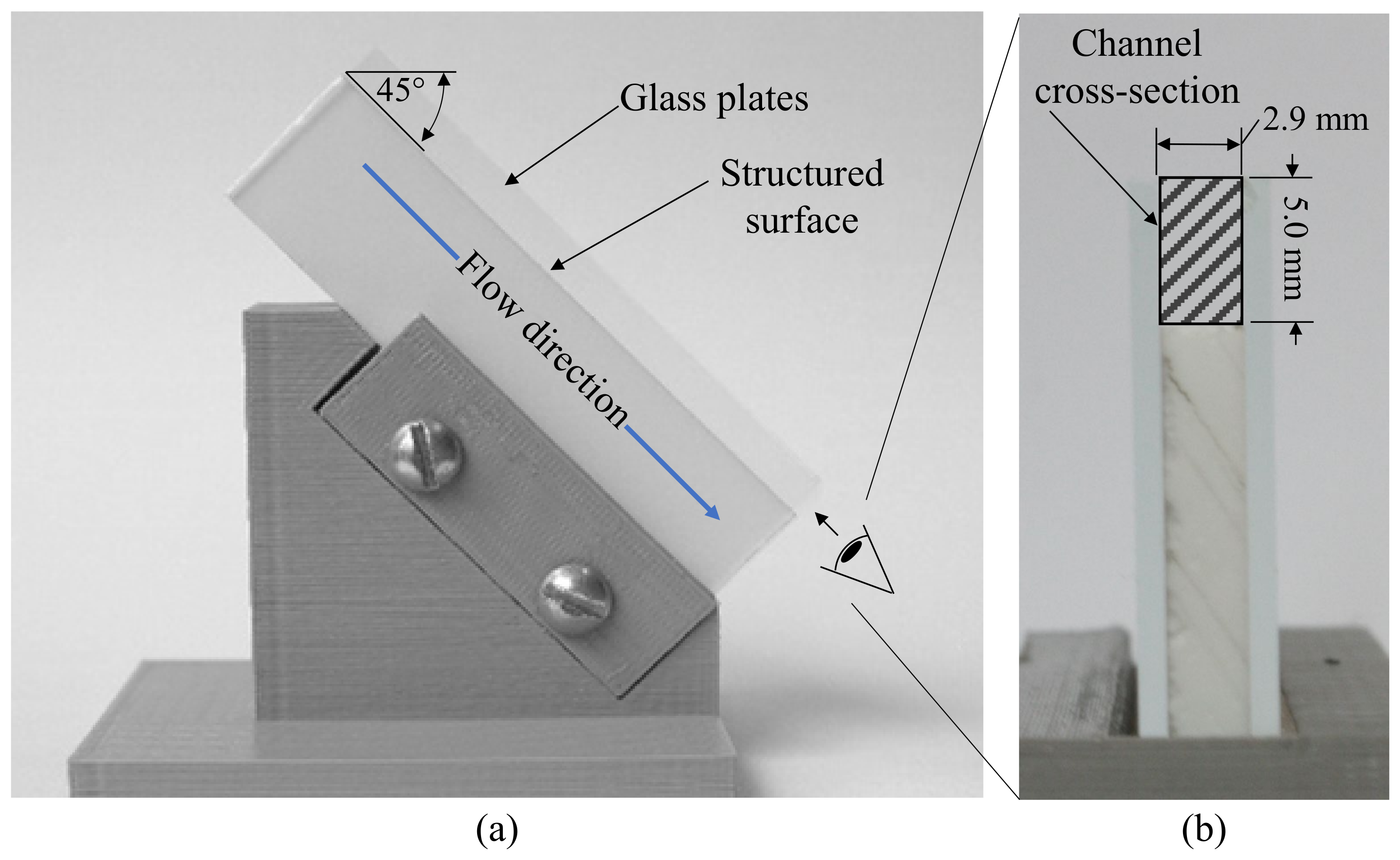
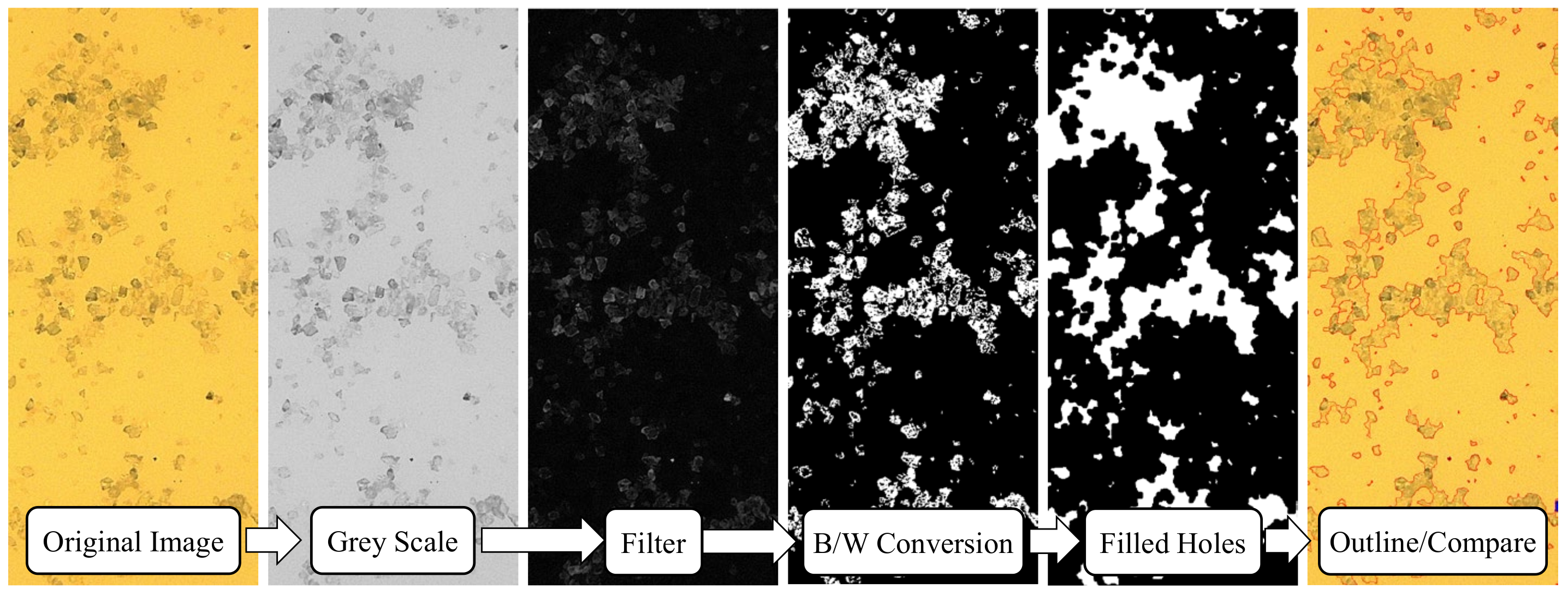
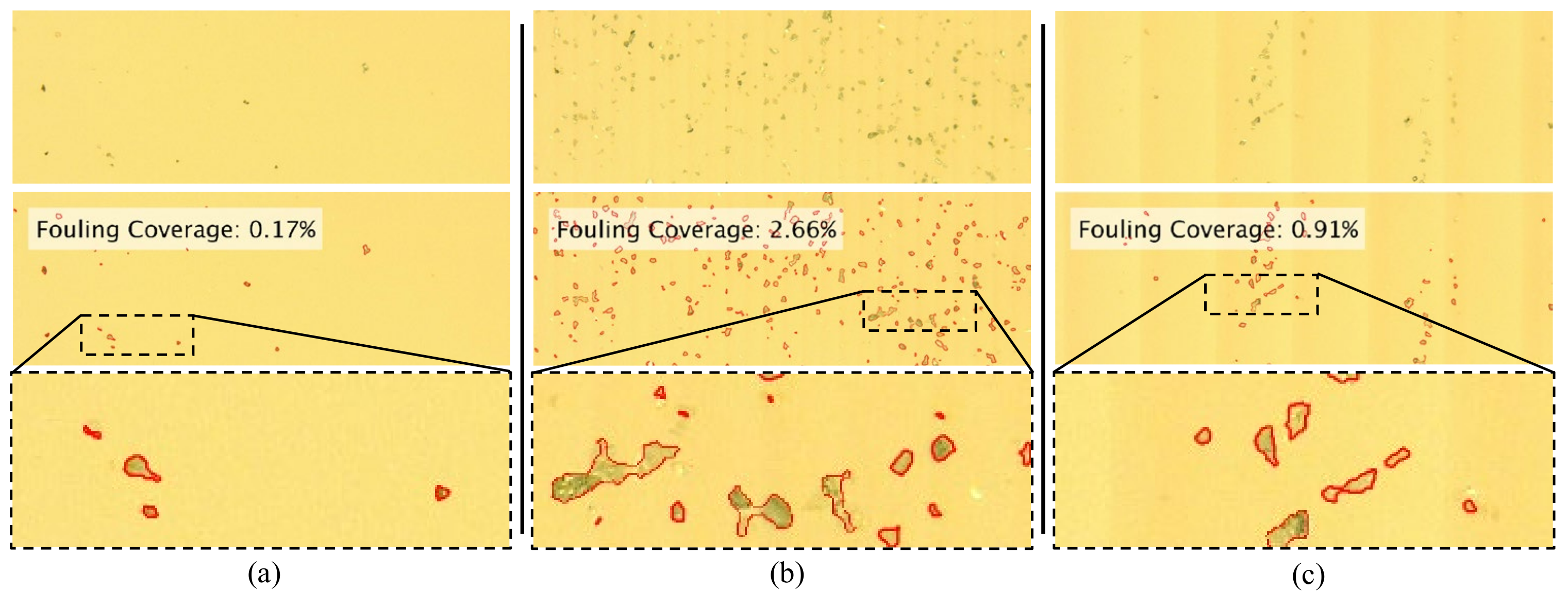
4. Performance Evaluation of Fouling Resistance
5. Summary and Conclusions
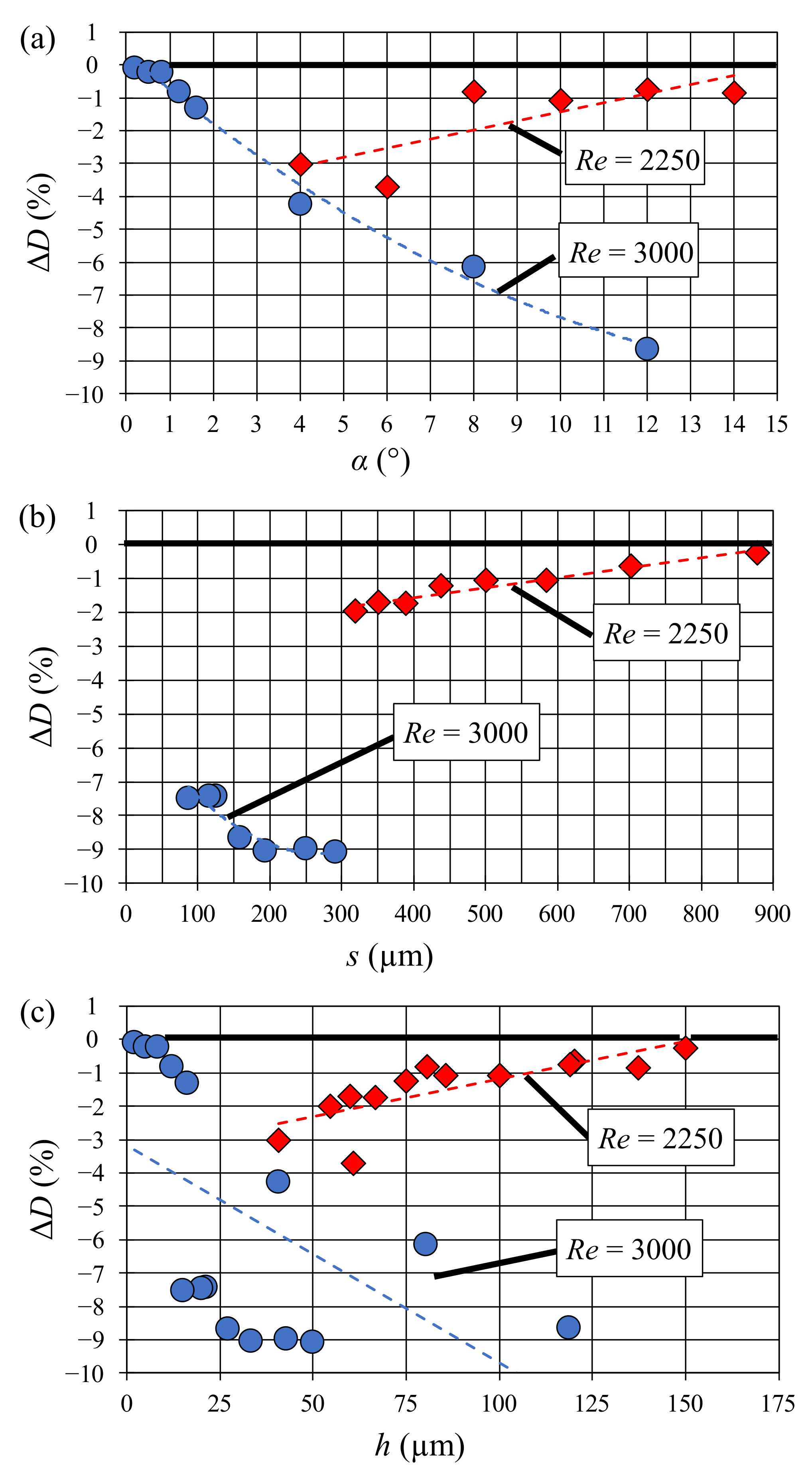
- Drag reduction was achieved for the full range of dimensions and Reynolds numbers considered in the numerical simulations
- While the experimental differences were rather small and therefore less conclusive, the trials performed suggested that the low Reynolds drag reduction is associated with smaller feature heights when compared to their higher Reynolds counterparts
- Drag reduction increases with the Reynolds number
- ATR structures can be fabricated through micromilling; their form accuracy was ±7 µm whereas the lowest areal roughness was Sa = 85.2 nm
- The fouling resistance trials suggest that structures larger than the contaminating particles are more effective at reducing the overall settlement
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bers, A.V.; Wahl, M. The influence of natural surface microtopographies on fouling. Biofouling 2004, 20, 43–51. [Google Scholar] [CrossRef]
- Bixler, G.D.; Bhushan, B. Biofouling: Lessons from nature. Philos. Trans. R. Soc. A 2012, 370, 2381–2417. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Scardino, A.J.; Hudleston, D.; Peng, Z.; Paul, N.A.; de Nys, R. Biomimetic characterisation of key surface parameters for the development of fouling resistant materials. Biofouling 2009, 25, 83–93. [Google Scholar] [CrossRef] [PubMed]
- Schultz, M.P.; Bendick, J.A.; Holm, E.R.; Hertel, W.M. Economic impact of biofouling on a naval surface ship. Biofouling 2011, 27, 87–98. [Google Scholar] [CrossRef] [PubMed]
- Clasen, A.; Kesel, A.B. Microstructural surface properties of drifting seeds—A model for non-toxic antifouling solutions. Biomimetics 2019, 4, 37. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sousa, A.C.A.; Pastorinho, M.R.; Takahashi, S.; Tanabe, S. History on organotin compounds, from snails to humans. Environ. Chem. Lett. 2014, 12, 117–137. [Google Scholar] [CrossRef]
- Scardino, A.J.; de Nys, R. Mini review: Biomimetic models and bioinspired surfaces for fouling control. Biofouling 2011, 27, 73–86. [Google Scholar] [CrossRef]
- Decker, J.T.; Magin, C.M.; Long, C.J.; Finlay, J.A.; Callow, M.E.; Callow, J.A.; Brennan, A.B. Engineered antifouling microtopographies: An energetic model that predicts cell attachment. Langmuir ACS J. Surf. Colloids 2013, 29, 13023–13030. [Google Scholar] [CrossRef]
- Bechert, D.W.; Bruse, M.; Hage, W. Experiments with three-dimensional riblets as an idealized model of shark skin. Exp. Fluids 2000, 28, 403–412. [Google Scholar] [CrossRef]
- Diez, G.; Soto, M.; Blanco, J.M. Biological characterization of the skin of shortfin mako shark Isurus oxyrinchus and preliminary study of the hydrodynamic behaviour through computational fluid dynamics. J. Fish Biol. 2015, 87, 123–137. [Google Scholar] [CrossRef]
- Carman, M.L.; Estes, T.G.; Feinberg, A.W.; Schumacher, J.F.; Wilkerson, W.; Wilson, L.H.; Callow, M.E.; Callow, J.A.; Brennan, A.B. Engineered antifouling microtopographies—Correlating wettability with cell attachment. Biofouling 2006, 22, 11–21. [Google Scholar] [CrossRef]
- Vucko, M.J.; Poole, A.J.; Carl, C.; Sexton, B.A.; Glenn, F.L.; Whalan, S.; de Nys, R. Using textured PDMS to prevent settlement and enhance release of marine fouling organisms. Biofouling 2014, 30, 1–16. [Google Scholar] [CrossRef]
- Muthuramalingam, M.; Villemin, L.S.; Bruecker, C. Streak formation in flow over biomimetic fish scale arrays. J. Exp. Biol. 2019, 222, jeb205963. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Wang, S.; Wei, Z.; Song, Y.; Jiang, L. Bioinspired design of a superoleophobic and low adhesive water/solid interface. Adv. Mater. 2009, 21, 665–669. [Google Scholar] [CrossRef]
- Berthier, E.; Dostie, A.M.; Lee, U.N.; Berthier, J.; Theberge, A.B. Open microfluidic capillary systems. Anal. Chem. 2019, 91, 8739–8750. [Google Scholar] [CrossRef]
- Steinhoff, K.; Rasp, W.; Pawelski, O. Development of deterministic-stochastic surface structures to improve the tribological conditions of sheet forming processes. J. Mater. Process. Technol. 1996, 60, 355–361. [Google Scholar] [CrossRef]
- Bordatchev, E.V.; Küpper, M.; Cvijanovic, S.J.; Willenborg, E.; Milliken, N.; Temmler, A.; Tutunea-Fatan, O.R. Edge-lit sine-shape wedged light guides: Design, optical simulation, laser-remelting-based precision fabrication, and optical performance evaluation. Precis. Eng. 2020, 66, 333–346. [Google Scholar] [CrossRef]
- Wainwright, D.K.; Lauder, G.V. Three-dimensional analysis of scale morphology in bluegill sunfish, Lepomis macrochirus. Zoology 2016, 119, 182–195. [Google Scholar] [CrossRef]
- Grüneberger, R.; Hage, W. Drag characteristics of longitudinal and transverse riblets at low dimensionless spacings. Exp. Fluids 2010, 50, 363–373. [Google Scholar] [CrossRef]
- Li, L.; Zhu, J.; Li, J.; Song, H.; Zeng, Z.; Wang, G.; Zhao, W.; Xue, Q. Effect of vortex frictional drag reduction on ordered microstructures. Surf. Topogr. Metrol. Prop. 2019, 7, 025008. [Google Scholar] [CrossRef]
- Hamilton, B.; Tutunea-Fatan, O.R.; Bordatchev, E. Microfabrication and experimental investigation of drag reduction and fouling resistance potential of asymmetric triangular riblets. In Proceedings of the 36th Annual Meeting of the American Society of Precision Engineering (ASPE), Minneapolis, MN, USA, 1–5 November 2021. [Google Scholar]
- Ansys. Ansys Fluent, Release 19.5, Help System, Fluent User’s Guide; Ansys Inc.: Canonsburg, PA, USA, 2019. [Google Scholar]
- Martin, S.; Bhushan, B. Fluid flow analysis of a shark-inspired microstructure. J. Fluid Mech. 2014, 756, 5–29. [Google Scholar] [CrossRef]
- Bixler, G.D.; Bhushan, B. Fluid drag reduction and efficient self-cleaning with rice leaf and butterfly wing bioinspired surfaces. Nanoscale 2013, 5, 7685–7710. [Google Scholar] [CrossRef] [PubMed]
- Nessim, Y.; Gehr, R. Fouling mechanisms in a laboratory-scale UV disinfection system. Water Environ. Res. A Res. Publ. Water Environ. Fed. 2006, 78, 2311–2323. [Google Scholar] [CrossRef] [PubMed]
- Soleimani, S.; Eckels, S. A review of drag reduction and heat transfer enhancement by riblet surfaces in closed and open channel flow. Int. J. Thermofluids 2021, 9, 100053. [Google Scholar] [CrossRef]
- Joao, D.; Milliken, N.; Tutunea-Fatan, O.R.; Bordatchev, E. Axial strategies for ultraprecise single point cutting of V-grooves. Precis. Eng. 2020, 66, 10–20. [Google Scholar] [CrossRef]
- Milliken, N.; Hamilton, B.; Hussein, S.; Tutunea-Fatan, O.R.; Bordatchev, E. Enhanced bidirectional ultraprecise single point inverted cutting of right triangular prismatic retroreflectors. Precis. Eng. 2018, 52, 158–169. [Google Scholar] [CrossRef]
- Fard, M.J.B.; Bordatchev, E.V. Experimental study of the effect of tool orientation in five-axis micro-milling of brass using ball-end mills. Int. J. Adv. Manuf. Technol. 2013, 67, 1079–1089. [Google Scholar] [CrossRef]
- Bordatchev, E.; Nikumb, S. Fabrication of moulds and dies using precision laser micromachining and micromilling technologies. J. Laser Micro/Nanoeng. 2008, 3, 175–181. [Google Scholar] [CrossRef] [Green Version]
- Bordatchev, E.; Tauhiduzzaman, M.; Kugler, T.; Katz, A.; Bohr, R. Demonstration of advanced capabilities of 5-axis micromilling: Geometries with high-aspect ratio and/or optical surface quality. In Proceedings of the 8th International Conference on MicroManufacturing, Victoria, BC, Canada, 25–28 March 2013; pp. 357–362. [Google Scholar]
- Hafiz, A.M.K.; Bordatchev, E.V.; Tutunea-Fatan, R.O. Experimental analysis of applicability of a picosecond laser for micro-polishing of micromilled Inconel 718 superalloy. Int. J. Adv. Manuf. Technol. 2014, 70, 1963–1978. [Google Scholar] [CrossRef] [Green Version]
- Bodlapati, C.; Dow, T.; Wong, A.; Garrard, K.; Kim, D.W.; Williamson, R.; Rascher, R. Surface finish and diamond tool wear when machining PMMA and PC optics. In Proceedings of the Optical Manufacturing and Testing XII, San Diego, CA, USA, 20–22 August 2018; p. 14. [Google Scholar]
- Michalik, P.; Zajac, J.; Hatala, M.; Mital, D.; Fecova, V. Monitoring surface roughness of thin-walled components from steel C45 machining down and up milling. Measurement 2014, 58, 416–428. [Google Scholar] [CrossRef]
- Ervine, P.; O’Donnell, G.E.; Walsh, B. Fundamental investigations into burr formation and damage mechanisms in the micro-milling of a biomedical grade polymer. Mach. Sci. Technol. 2015, 19, 112–133. [Google Scholar] [CrossRef]
- Hamilton, B.; Milliken, N.; Hussein, S.; Tutunea-Fatan, O.R.; Bordatchev, E. Fabrication of right triangular prism retroreflectors through 3½½-axis ultraprecise single point inverted cutting. Comput.-Aided Des. Appl. 2017, 14, 693–703. [Google Scholar] [CrossRef] [Green Version]
- Kvrgic, V.; Dimic, Z.; Cvijanovic, V.; Vidakovic, J.; Kablar, N. A control algorithm for improving the accuracy of five-axis machine tools. Int. J. Prod. Res. 2014, 52, 2983–2998. [Google Scholar] [CrossRef]
- Wu, S.; Altenried, S.; Zogg, A.; Zuber, F.; Maniura-Weber, K.; Ren, Q. Role of the surface nanoscale roughness of stainless steel on bacterial adhesion and microcolony formation. ACS Omega 2018, 3, 6456–6464. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hamilton, B.W.; Tutunea-Fatan, R.O.; Bordatchev, E.V. Preliminary Assessment of Asymmetric Triangular Riblet Microstructures for Drag Deduction and Fouling Resistance: Numerical Modeling, Fabrication, and Performance Evaluation. Micromachines 2022, 13, 2208. https://doi.org/10.3390/mi13122208
Hamilton BW, Tutunea-Fatan RO, Bordatchev EV. Preliminary Assessment of Asymmetric Triangular Riblet Microstructures for Drag Deduction and Fouling Resistance: Numerical Modeling, Fabrication, and Performance Evaluation. Micromachines. 2022; 13(12):2208. https://doi.org/10.3390/mi13122208
Chicago/Turabian StyleHamilton, Benjamin W., Remus O. Tutunea-Fatan, and Evgueni V. Bordatchev. 2022. "Preliminary Assessment of Asymmetric Triangular Riblet Microstructures for Drag Deduction and Fouling Resistance: Numerical Modeling, Fabrication, and Performance Evaluation" Micromachines 13, no. 12: 2208. https://doi.org/10.3390/mi13122208