
Analysis of Carbon Footprints and Surface Quality in Green Cutting Environments for the Milling of AZ31 Magnesium Alloy
 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
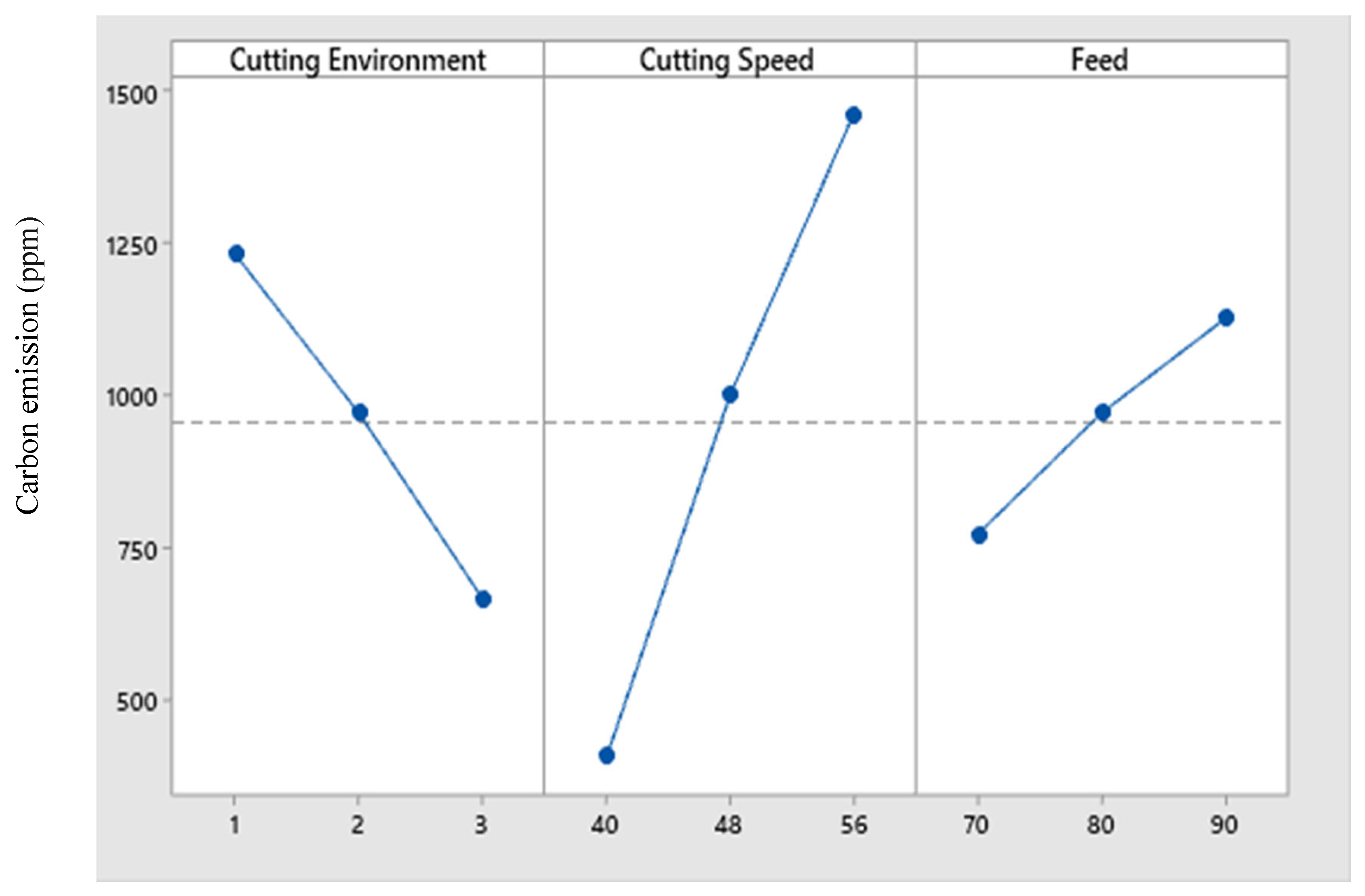
3.1. Carbon Footprint
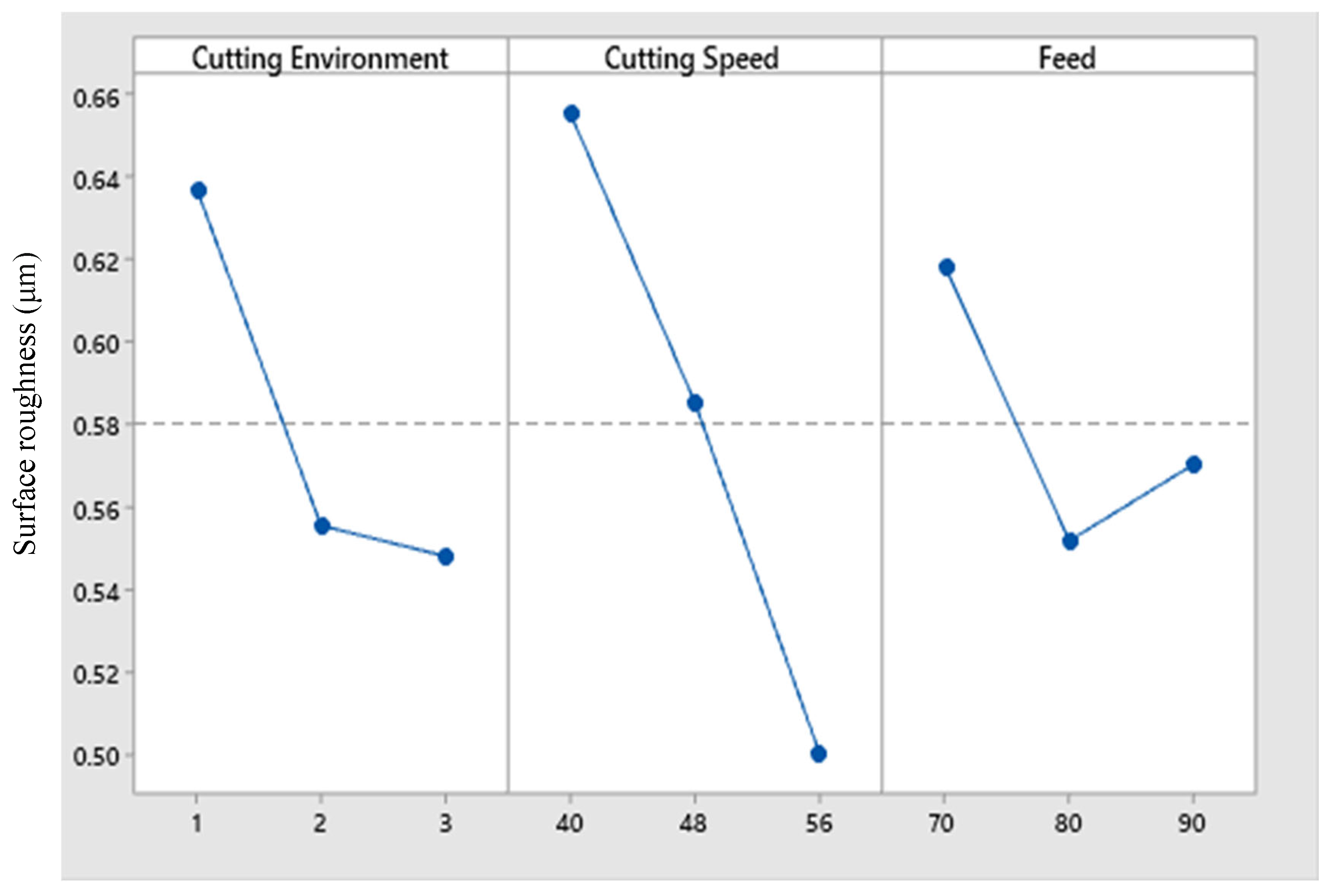
3.2. Surface Roughness
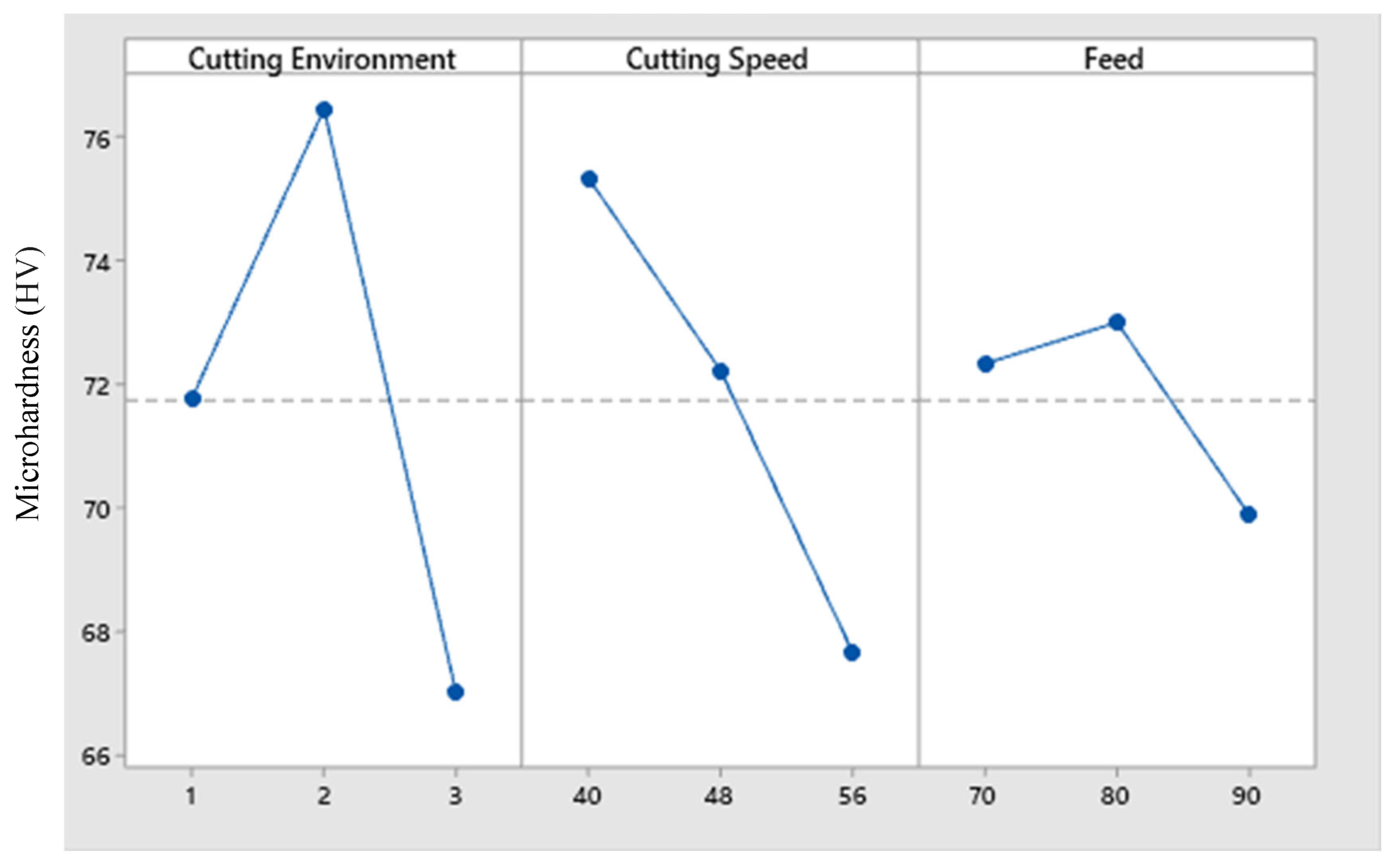
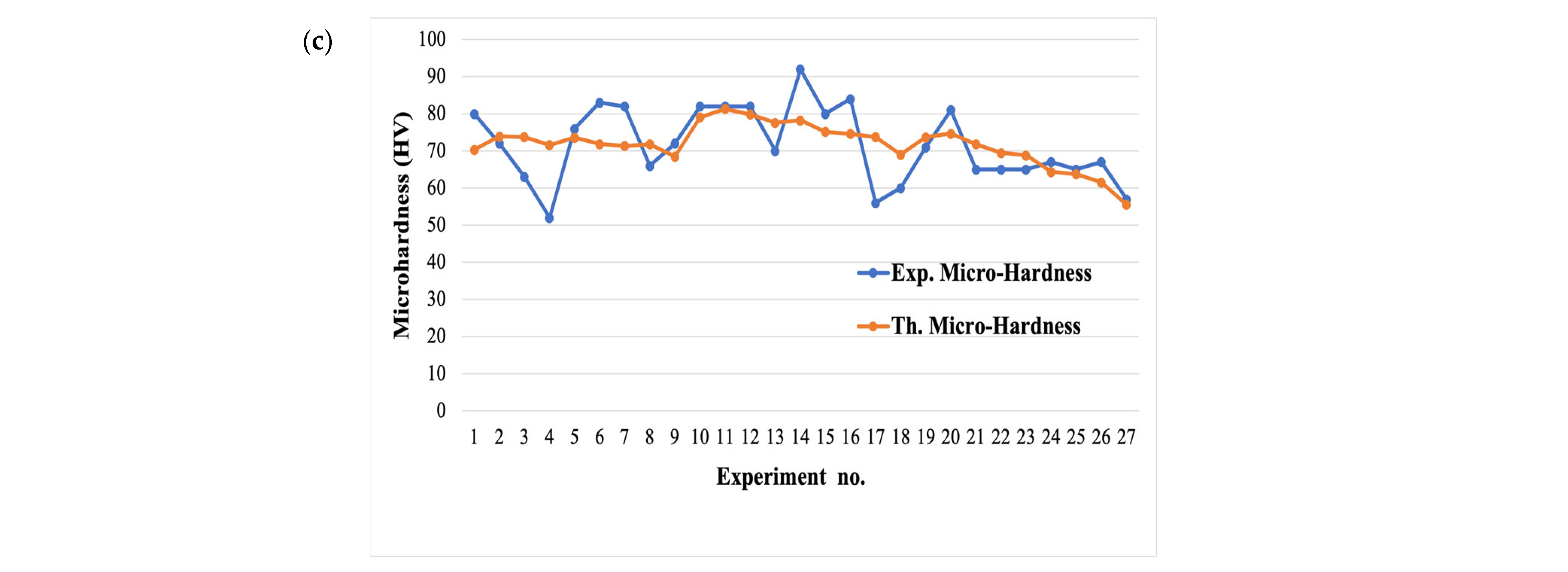
3.3. Microhardness (Perpendicular to the Machining Surface at Distance of 50 um)
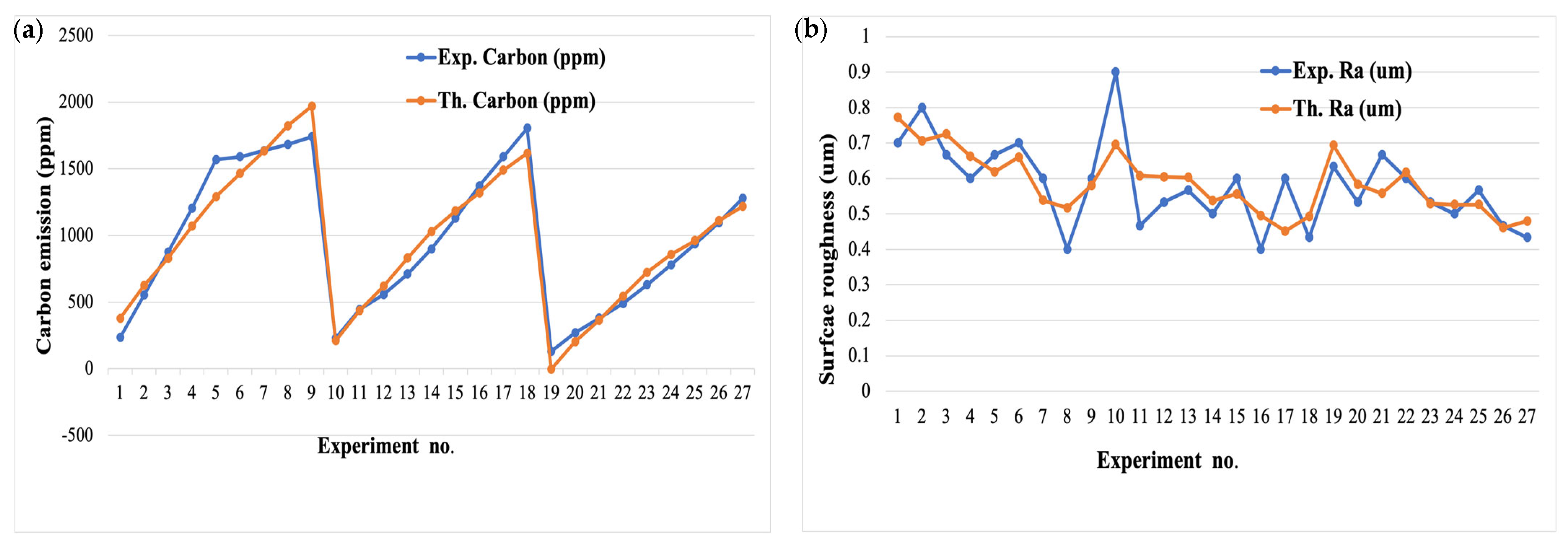
3.4. Empirical Modelling
| Carbon emission | −9386 + 401 × CE + 210.6 × CS + 73.9 × F − 21.9 × CE × CE − 1.030 × CS × CS − 0.221 × F × F – 9.00 × CE × CS − 2.06 × CE × F − 0.349 × CS × F | (1) |
| Surface roughness | 4.80 − 0.115 × CE − 0.0250 × CS − 0.0794 × F + 0.0370 × CS × CS − 0.000116 × CS × CS + 0.000426 × F × F + 0.00208 × CE × CS − 0.00222 × CE × F + 0.000278 × CS × F | (2) |
| Microhardness | −190 + 53.0 × CE + 2.88 × CS + 4.12 × F − 7.06 × CE × CE − 0.0113 × CS × CS − 0.0189 × F × F – 0.344 × CE × CS − 0.133 × CE × F − 0.0198 × CS × F | (3) |
3.5. Process Optimization Using Genetic Algorithm (GA)
4. Conclusions
- The main effects plot reveals that the third cutting environment (MQL using rice bran oil as the base cutting oil and turmeric oil and kaolinite nanoparticles as additives) yields lower levels of carbon emissions (9.21 ppm) and small surface roughness value (0.3 um).
- Through analysis of variance (ANOVA), it is revealed that all the three input parameters, namely cutting environment, cutting speed, and feed, have a significant contribution to the reduction in carbon emission, with a percent contribution of 19.39%, 66.9%, and 7.5%, respectively.
- In the case of surface roughness according to the ANOVA, cutting speed is the most significant parameter, with a contribution of 30.10%. In addition, the cutting speed has the highest contribution of 9.8% in the case of microhardness.
- The confirmatory machining test results based on the predicted values of multiobjective genetic algorithm (GA) demonstrate that the predicted output parameter values compared to the experimental values of output parameters were within the acceptable range (errors ranging from 0% to 15%). This confirms the effectiveness and reliability of the genetic algorithm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Habib, M.S.; Sarkar, B. A Multi-Objective Approach to Sustainable Disaster Waste Management. In Proceedings of the International Conference on Industrial Engineering and Operations Management Paris, Paris, France, 26–27 July 2018; Volume 2018, pp. 1072–1083. [Google Scholar]
- Branker, K. A Study of Energy, Carbon Dioxide Emissions and Economics in Machining: Milling and Single Point Incremental Forming; Queen’s University: Kingston, ON, Canada, 2011. [Google Scholar]
- World Resources Institute, World Greenhouse Gas Emissions: 2005. Available online: http://www.wri.org/chart/world-greenhouse-gasemissions-2005 (accessed on 26 December 2022).
- Sun, Q.; Zhang, W. Carbon Footprint Analysis in Metal Cutting Process. In Proceedings of the International Conference on Mechanical Engineering and Material Science (MEMS), Shanghai, China, 28–30 December 2012; pp. 619–622. [Google Scholar]
- He, Y.; Liu, F.; Wu, T.; Zhong, F.P.; Peng, B. Analysis and estimation of energy consumption for numerical control machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 255–266. [Google Scholar] [CrossRef]
- Zhao, G.Y.; Liu, Z.Y.; He, Y.; Cao, H.J.; Guo, Y.B. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Zhou, L.R.; Li, J.F.; Li, F.Y.; Meng, Q.; Li, J.; Xu, X.S. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R. Past and current status of eco-friendly vegetable oil based metal cutting fluids. Mater. Today Proc. 2017, 4, 3786–3795. [Google Scholar] [CrossRef]
- Zahoor, S.; Ameen, F.; Abdul-Kader, W.; Stagner, J. Environmentally conscious machining of Inconel 718: Surface roughness, tool wear, and material removal rate assessment. Int. J. Adv. Manuf. Technol. 2020, 106, 303–313. [Google Scholar] [CrossRef] [Green Version]
- Zahoor, S.; Abdul-Kader, W.; Ishfaq, K. Sustainability assessment of cutting fluids for flooded approach through a comparative surface integrity evaluation of IN718. Int. J. Adv. Manuf. Technol. 2020, 111, 383–395. [Google Scholar] [CrossRef]
- Prashant, D.; Kamble, C.; Waghmare, R.D.; Askhedkar, S.; Sahare, B. Multi objective optimization of turning parameters considering spindle vibration by Hybrid Taguchi Principal component analysis (HTPCA). Mater. Today Proc. 2017, 4, 2077–2084. [Google Scholar]
- Pusavec, F.; Kramar, D.; Krajnik, P.; Kopac, J. Transitioning to sustainable production—Part II: Evaluation of sustainable machining technologies. J. Clean. Prod. 2010, 18, 1211–1221. [Google Scholar] [CrossRef]
- Klocke, F.; Eisenblätter, G. Dry cutting. CIRP Ann. Manuf. Technol. 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Byrne, G.; Scholta, E. Environmentally clean machining processes—A strategic approach. CIRP Ann. Manuf. Technol. 1993, 42, 471–474. [Google Scholar] [CrossRef]
- Hong, S.Y.; Zhao, Z. Thermal aspects, material considerations and cooling strategies in cryogenic machining. Clean Technol. Environ. Policy 1999, 1, 107–116. [Google Scholar] [CrossRef]
- Health and Safety Executive. COSHH Essentials for Machining with Metal Working Fluids. 2011. Available online: http://www.hse.gov.uk/metalworking/ecoshh.htmS (accessed on 1 December 2022).
- Hong, S.Y.; Broomer, M. Economical and ecological cryogenic machining of AISI 304 austenitic stainless steel. Clean Technol. Environ. Policy 2000, 2, 157–166. [Google Scholar] [CrossRef]
- Karadzic, I.; Masui, A.; Fujiwara, N. Purification and characterization of a protease from Pseudomonas aeruginosa grown in cutting oil. J. Biosci. Bioeng. 2004, 98, 145–152. [Google Scholar] [CrossRef] [PubMed]
- Mattsby-Baltzer, M.; Sandin, M.; Ahlstrom, B.; Allenmark, M.; Edebo, M.; Falsen, E.; Pedersen, K.; Rodin, N.; Thompson, R.A.; Edebo, L. Microbial growth and accumulation in industrial metal-working fluids. Appl. Environ. Microbiol. 1989, 55, 2681–2689. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sutherland, J.W.; Kulur, V.N.; King, N.C.; von Turkovich, B.F. An experimental investigation of air quality in wet and dry turning. CIRP Ann. Manuf. Technol. 2000, 49, 61–64. [Google Scholar] [CrossRef]
- Gracia, U.; Ribeiro, M.V. Ti6Al4V titanium alloy end milling with minimum quantity of fluid technique use. Mater. Manuf. Process. 2016, 31, 905–918. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Q.; Cai, X.J.; Chen, M.; An, Q.L. Investigation of cutting force and temperature of end-milling Ti–6Al–4V with different minimum quantity lubrication (MQL) parameters. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1273–1279. [Google Scholar] [CrossRef]
- Werda, S.; Duchosal, A.; Quillieca, G.L.; Morandeau, A.; Leroya, R. Minimum quantity lubrication: Influence of the oil nature on surface integrity. Procedia CIRP 2016, 45, 287–290. [Google Scholar] [CrossRef]
- Sevim, Z.; Erhan, S.A. Lubricant base stocks from vegetable oils. Ind. Crops Prod. 2000, 11, 277–282. [Google Scholar]
- Campanella, A.; Rustoy, E.; Baldessari, A.; Baltanas, M.A. Lubricants from chemically modified vegetable oils. Bioresour. Technol. 2010, 101, 245–254. [Google Scholar] [CrossRef]
- Jayadas, N.H.; Nair, K.P. Coconut oil as base oil for industrial lubricants—Evaluation and modification of thermal, oxidative and low temperature properties. Tribol. Int. 2006, 39, 873–878. [Google Scholar] [CrossRef]
- Peng, J.; Gao, W.; Gupta, B.K.; Liu, Z.; Romero-Aburto, R.; Ge, L.; Ajayan, P.M. Graphene quantum dots derived from carbon fibers. Nano Lett. 2012, 12, 844–849. [Google Scholar] [CrossRef] [PubMed]
- Rani, S.; Joy, M.L.; Nair, K.P. Evaluation of physio chemical and tribological properties of rice bran oil—Biodegradable and potential base stoke for industrial lubricants. Ind. Crops Prod. 2015, 65, 328–333. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Performance of modified jatropha oil in combination with hexagonal boron nitride particles as a bio-based lubricant for green machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]
- da Silva, P.M.; Gauche, C.; Gonzaga, L.V.; Costa, A.C.O.; Fett, R. Honey: Chemical composition, stability and authenticity. Food Chem. 2016, 196, 309–323. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Y.; Zhao, R.; Yan, W.; Zhu, X. Analysis and Evaluation of Energy Consumption and Carbon Emission Levels of Products Produced by Different Kinds of Equipment Based on Green Development Concept. Sustainability 2022, 14, 7631. [Google Scholar] [CrossRef]
- Anwar, F.; Hussain, A.I.; Iqbal, S.; Bhanger, M.I. Enhancement of the oxidative stability of some vegetable oils by blending with moringa oleifera oil. Food Chem. 2007, 103, 1181–1191. [Google Scholar] [CrossRef]
- Selvam, R.; Subramanian, L.; Gayathri, R.; Angayarkanni, N. The anti-oxidant activity of turmeric (Curcuma longa). J. Ethnopharmacol. 1995, 47, 59–67. [Google Scholar] [CrossRef]
- Peña-Parás, L.; Taha-Tijerina, J.; García, A.; Maldonado, D.; González, J.A.; Molina, D.; Cantú, P. Antiwear and extreme pressure properties of nanofluids for industrial applications. Tribol. Trans. 2014, 57, 1072–1076. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Xu, Y.; Hu, K.H.; Xu, Y.F.; Hu, X.G. Formation and tribological properties of hollow sphere-like nano-MoS2 precipitated in TiO2 particles. Tribol. Int. 2015, 81, 139–148. [Google Scholar] [CrossRef]
- Alves, S.M.; Barros, B.S.; Trajano, M.F.; Ribeiro, K.S.B.; Moura, E.J.T.I. Tribological behavior of vegetable oil-based lubricants with nano particles of oxides in boundary lubrication conditions. Tribol. Int. 2013, 65, 28–36. [Google Scholar] [CrossRef]
- Vergaro, V.; Abdullayev, E.; Lvov, Y.M.; Zeitoun, A.; Cingolani, R.; Rinaldi, R.; Leporatti, S. Cytocompatibility and uptake of halloysite clay nano tubes. Biomacromolecules 2010, 11, 820–826. [Google Scholar] [CrossRef] [PubMed]
- Shchukin, D.G.; Sukhorukov, G.B.; Price, R.R.; Lvov, Y.M. Halloysite nanotubes as biomimetic nanoreactors. Small 2005, 1, 510–513. [Google Scholar] [CrossRef] [PubMed]
- White, R.D.; Bavykin, D.V.; Walsh, F.C. The stability of halloysite nanotubes in acidic and alkaline aqueous suspensions. Nanotechnology 2012, 23, 065705. [Google Scholar] [CrossRef] [PubMed]
- Shamsi, M.H.; Geckeler, K.E. The first biopolymer wrapped non-carbon nanotubes. Nanotechnology 2008, 19, 075604. [Google Scholar] [CrossRef] [PubMed]
- Spectral Evolution. (n.d.). Distinguish Kaolinite from Halloysite. Available online: https://spectralevolution.com/applications/mining/distinguish-kaolinite-from-halloysite/#:~:text=Kaolinite%20and%20halloysite%20are%20both (accessed on 1 December 2022).
- Bourdelle, F.; Dubois, M.; Lloret, E.; Durand, C.; Addad, A.; Bounoua, S.; Ventalon, S.; Recourt, P. Kaolinite-to-Chlorite Conversion from Si,Al-Rich Fluid-Origin Veins/Fe-Rich Carboniferous Shale Interaction. Minerals 2021, 11, 804. [Google Scholar] [CrossRef]
- Du, X.; Pang, D.; Zhao, Y.; Hou, Z.; Wang, H.; Cheng, Y. Investigation into the adsorption of CO2, N2 and CH4 on kaolinite clay. Arab. J. Chem. 2022, 15, 103665. [Google Scholar] [CrossRef]
- McDonough, W.F. The composition of the Earth. Int. Geophys. 2001, 76, 3–23. [Google Scholar]
- Gray, J.E.; Luan, B. Protective coatings on magnesium and its alloys, a critical review. J Alloys Compd. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- Hombeger, H.; Virtanen, S.; Boccaccini, R. Biomedical coating on magnesium alloys-a review. Act Biomater 2012, 8, 2442–2455. [Google Scholar]
- Shetty, R.; Hegde, A. Taguchi based fuzzy logic model for optimisation and prediction of surface roughness during AWJM of DRCUFP composites. Manuf. Rev. 2022, 9, 1–15. [Google Scholar] [CrossRef]
- Muhammad, R. A Fuzzy Logic Model for the Analysis of Ultrasonic Vibration Assisted Turning and Conventional Turning of Ti-Based Alloy. Materials 2021, 14, 6572. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.en-standard.eu/bs-en-50543-2011-electronic-portable-and-transportable-apparatus-designed-to-detect-and-measure-carbon-dioxide-and-or-carbon-monoxide-in-indoor-ambient-air-requirements-and-test-methods/ (accessed on 1 December 2022).
- Puls, H.; Klocke, F.; Lung, D. Experimental investigation on friction under metal cutting conditions. Wear 2014, 310, 63–71. [Google Scholar] [CrossRef]
- Kumar, M.P.; Amarnath, K.; Kumar, M.S. A review on heat generation in metal cutting. Int. J. Eng. Manag. Res. IJEMR 2015, 5, 193–197. [Google Scholar]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J.; Wan, Y. Tool coating effects on cutting temperature during metal cutting processes: Comprehensive review and future research directions. Mech. Syst. Signal Process. 2021, 150, 107302. [Google Scholar] [CrossRef]
- Zahoor, S.; Saleem, M.Q.; Abdul-Kader, W.; Ishfaq, K.; Shehzad, A.; Ghani, H.U.; Hussain, A.; Usman, M.; Dawood, M. Improving surface integrity aspects of AISI 316L in the context of bioimplant applications. Int. J. Adv. Manuf. Technol. 2019, 105, 2857–2867. [Google Scholar] [CrossRef]
- Zahoor, S.; Mufti, N.A.; Saleem, M.Q.; Shehzad, A. An investigation into surface integrity of AISI P20 machined under the influence of spindle forced vibration. Int. J. Adv. Manuf. Technol. 2018, 96, 3565–3574. [Google Scholar] [CrossRef]
- Zahoor, S.; Mufti, N.A.; Saleem, M.Q.; Mughal, M.P.; Qureshi, M.A.M. Effect of machine tool’s spindle forced vibrations on surface roughness, dimensional accuracy and tool wear in vertical milling of AISI P20. Int. J. Adv. Manuf. Technol. 2017, 89, 3671–3679. [Google Scholar] [CrossRef]
- Biswas, M.S.; Mandal, K.; Sarkar, S. MOGA approach in WEDM of advanced aluminium alloy. Mater. Today Proc. 2020, 26, 887–890. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z. Topological optimization of phononic crystal thin plate by a Genetic Algorithm. Sci. Rep. 2019, 9, 8331. [Google Scholar] [CrossRef] [Green Version]
- Zahoor, S.; Azam, H.A.; Mughal, M.P.; Ahmed, N.; Rehman, M.; Hussain, A. WEDM of complex profile of IN718: Multi-objective GA-based optimization of surface roughness, dimensional deviation, and cutting speed. Int. J. Adv. Manuf. Technol. 2021, 14, 2289–2307. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Al | Zinc, Zn | Mn | Si | Cu | Ca | Fe | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 97% | 2.50% | 0.60% | 0.20% | 0.10% | 0.050% | 0.040% | 0.0050% | 0.0050% |
| Property | Value |
|---|---|
| Density (g/cm3) | 1.78 |
| Compressive yield strength (MPa) | 60–70 |
| Ultimate tensile strength (MPa) | 235 |
| Flash point (°C) | 628 |
| Elastic modulus (MPa) | 45 |
| Thermal conductivity (W/m °C) | 96 |
| Level | Control Variable | Constant Variable | |||||
|---|---|---|---|---|---|---|---|
| Cutting Environment | Cutting Speed (CS) (mm/min) | Feed (F) (mm/min) | Axial Depth of Cut (Ap) (mm) | Radial Depth of Cut (Ar) (mm) | Tool Hang (mm) | Number of Flutes | |
| 1 | Dry | 40 | 70 | 0.15 | 4 | 32 | 4 |
| 2 | MQL) with rice bran oil and turmeric oil | 48 | 80 | ||||
| 3 | MQL with rice bran oil, turmeric oil and kaolinite | 56 | 90 | ||||
| Property | Rice Bran Oil | Turmeric Oil | Kaolinite (Al2Si2O5(OH)4) |
|---|---|---|---|
| Viscosity (Pa.s) | 0.0398 | high | - |
| Flash point (°C) | 232 | 99 | - |
| Lubricity | high | high | - |
| Oxidation stability | high | high | - |
| Environmental impact | high | high | high |
| Exp. No. | Control Parameter | Response Parameter | ||||
|---|---|---|---|---|---|---|
| Cutting Environment | Cutting Speed (CS) (mm/min) | Feed (F) (mm/min) | Carbon Emission (CE) (ppm) | Surface Roughness (SR) (um) | Microhardness Perpendicular at 50 um (HV) | |
| 1 | Dry cutting | 40 | 70 | 109 | 0.7 | 80 |
| 2 | 40 | 80 | 85 | 0.9 | 72 | |
| 3 | 40 | 90 | 1.83 | 0.6 | 63 | |
| 4 | 48 | 70 | 9.33 | 0.6 | 52 | |
| 5 | 48 | 80 | 33.66 | 0.6 | 76 | |
| 6 | 48 | 90 | 21.33 | 0.7 | 83 | |
| 7 | 56 | 70 | 24.83 | 0.6 | 82 | |
| 8 | 56 | 80 | 1.33 | 0.4 | 66 | |
| 9 | 56 | 90 | 8.83 | 0.6 | 72 | |
| 10 | MQL + rice bran oil and turmeric oil | 40 | 70 | 34 | 0.8 | 82 |
| 11 | 40 | 80 | 13 | 0.4 | 82 | |
| 12 | 40 | 90 | 6 | 0.5 | 82 | |
| 13 | 48 | 70 | 43 | 0.5 | 70 | |
| 14 | 48 | 80 | 34 | 0.5 | 92 | |
| 15 | 48 | 90 | 41 | 0.6 | 80 | |
| 16 | 56 | 70 | 15 | 0.4 | 84 | |
| 17 | 56 | 80 | 26 | 0.6 | 56 | |
| 18 | 56 | 90 | 20 | 0.4 | 60 | |
| 19 | MQL + rice bran oil and turmeric oil + kaolinite | 40 | 70 | 30 | 0.6 | 71 |
| 20 | 40 | 80 | 9 | 0.5 | 81 | |
| 21 | 40 | 90 | −29.2 | 0.6 | 65 | |
| 22 | 48 | 70 | 0.5 | 0.6 | 65 | |
| 23 | 48 | 80 | 30.2 | 0.5 | 65 | |
| 24 | 48 | 90 | 8.5 | 0.5 | 67 | |
| 25 | 56 | 70 | 7.52 | 0.6 | 65 | |
| 26 | 56 | 80 | 4.33 | 0.4 | 67 | |
| 27 | 56 | 90 | 22 | 0.3 | 57 | |
| Cutting Environment | Average CO2 Production(ppm) | CO2 Production with Reference to Dry Machining (%) | CO2 Reduction (%) |
|---|---|---|---|
| Dry machining | 32.79 | 100 | 100 |
| MQL + bio oils | 23.88 | 72.8 | 27.2 |
| MQL + bio oils + kaolinite | 9.20 | 28 | 72 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Model | 9 | 7,089,249 | 787,694 | 39.00 | 0.000 | |
| Linear | 3 | 6,980,654 | 2,326,885 | 115.20 | 0.000 | |
| Cutting environment | 1 | 1,441,590 | 1,441,590 | 71.37 | 0.000 | 19.39% |
| Cutting speed | 1 | 4,974,499 | 4,974,499 | 246.28 | 0.000 | 66.9% |
| Feed | 1 | 564,565 | 564,565 | 27.95 | 0.000 | 7.5% |
| Square | 3 | 31,888 | 10,629 | 0.53 | 0.670 | |
| Cutting environment × cutting environment | 1 | 2868 | 2868 | 0.14 | 0.711 | |
| Cutting speed × cutting speed | 1 | 26,093 | 26,093 | 1.29 | 0.271 | |
| Feed × feed | 1 | 2926 | 2926 | 0.14 | 0.708 | |
| 2-way interaction | 3 | 76,707 | 25,569 | 1.27 | 0.318 | |
| Cutting environment × cutting speed | 1 | 62,267 | 62,267 | 3.08 | 0.097 | |
| Cutting environment × feed | 1 | 5078 | 5078 | 0.25 | 0.623 | |
| Cutting speed × feed | 1 | 9362 | 9362 | 0.46 | 0.505 | |
| Error | 17 | 343,376 | 20,199 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Model | 9 | 0.189506 | 0.021056 | 2.09 | 0.091 | |
| Linear | 3 | 0.154877 | 0.051626 | 5.13 | 0.010 | |
| Cutting environment | 1 | 0.035556 | 0.035556 | 3.53 | 0.077 | 9.8% |
| Cutting speed | 1 | 0.108889 | 0.108889 | 10.82 | 0.004 | 30.10% |
| Feed | 1 | 0.010432 | 0.010432 | 1.04 | 0.323 | 2.8% |
| Square | 3 | 0.019444 | 0.006481 | 0.64 | 0.597 | |
| Cutting environment × cutting environment | 1 | 0.008230 | 0.008230 | 0.82 | 0.378 | |
| Cutting speed × cutting speed | 1 | 0.000329 | 0.000329 | 0.03 | 0.859 | |
| Feed × feed | 1 | 0.010885 | 0.010885 | 1.08 | 0.313 | |
| 2-way interaction | 3 | 0.015185 | 0.005062 | 0.50 | 0.685 | |
| Cutting environment × cutting speed | 1 | 0.003333 | 0.003333 | 0.33 | 0.572 | |
| Cutting environment × feed | 1 | 0.005926 | 0.005926 | 0.59 | 0.453 | |
| Cutting speed × feed | 1 | 0.005926 | 0.005926 | 0.59 | 0.453 | |
| Error | 17 | 0.171070 | 0.010063 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Model | 9 | 859.50 | 95.500 | 0.89 | 0.553 | |
| Linear | 3 | 394.11 | 131.370 | 1.23 | 0.331 | |
| Cutting environment | 1 | 102.72 | 102.722 | 0.96 | 0.341 | 3.8% |
| Cutting speed | 1 | 264.50 | 264.500 | 2.47 | 0.135 | 9.8% |
| Feed | 1 | 26.89 | 26.889 | 0.25 | 0.623 | 1% |
| Square | 3 | 323.22 | 107.741 | 1.01 | 0.414 | 12% |
| Cutting environment × cutting environment | 1 | 298.69 | 298.685 | 2.79 | 0.113 | 11% |
| Cutting speed × cutting speed | 1 | 3.13 | 3.130 | 0.03 | 0.866 | 0.1% |
| Feed × feed | 1 | 21.41 | 21.407 | 0.20 | 0.661 | 0.7% |
| 2-way interaction | 3 | 142.17 | 47.389 | 0.44 | 0.726 | 5% |
| Cutting environment × cutting speed | 1 | 90.75 | 90.750 | 0.85 | 0.370 | 3.3% |
| Cutting environment × feed | 1 | 21.33 | 21.333 | 0.20 | 0.661 | 0.7% |
| Cutting speed × feed | 1 | 30.08 | 30.083 | 0.28 | 0.603 | 1.1% |
| Error | 17 | 1821.69 | 107.158 |
| Setting Parameters | Value |
|---|---|
| Selection function | Tournament of size 2 |
| Crossover Function | Uniform |
| Mutation function | Gaussian |
| Direction of Migration | Forward with migration function of 0.2 |
| Distance Measure Function | Distance—Crowding |
| Population Size | 50 |
| Stopping Criteria | 100 × Number of Input Process parameters |
| Iteration No. | Control Parameter | Response Parameter | ||||
|---|---|---|---|---|---|---|
| Cutting Environment | Cutting Speed (CS) (mm/min) | Feed (F) (mm/min) | Carbon Emission (CE) (ppm) | Surface Roughness (SR) (μm) | Microhardness (HV) | |
| 1 | 2.9987 | 47.1422 | 89.7649 | 0.8078 | 0.0824 | 65.4 |
| 2 | 2.9965 | 55.6425 | 89.9588 | 1.2041 | 0.1147 | 56.1 |
| 3 | 2.9965 | 48.4889 | 89.5552 | 0.8787 | 0.0872 | 64.2 |
| 4 | 2.9999 | 55.3714 | 89.8088 | 1.192 | 0.1136 | 56.4 |
| 5 | 2.9973 | 40.9588 | 89.565 | 0.4249 | 0.0623 | 71.3 |
| 6 | 2.9992 | 43.0212 | 89.7519 | 0.5627 | 0.087 | 69.3 |
| 7 | 2.9943 | 51.041 | 89.6284 | 1.0075 | 0.0966 | 61.6 |
| 8 | 2.9975 | 45.4731 | 89.3037 | 0.7076 | 0.0767 | 67.3 |
| 9 | 2.979 | 40.0061 | 75.4386 | 0.1194 | 0.0595 | 75 |
| 10 | 2.9995 | 53.65 | 89.8402 | 1.1236 | 0.1067 | 58.4 |
| 11 | 2.9997 | 41.5747 | 89.7899 | 0.4688 | 0.0642 | 70.6 |
| 12 | 2.9981 | 50.3034 | 89.7289 | 0.9718 | 0.0938 | 62.2 |
| 13 | 2.9263 | 40.0015 | 77.4545 | 0.1724 | 0.0595 | 75.7 |
| 14 | 2.991 | 53.3718 | 89.7713 | 1.1147 | 0.1056 | 58.9 |
| 15 | 2.9995 | 45.8993 | 89.8363 | 0.7383 | 0.0782 | 66.6 |
| 16 | 2.9989 | 41.1913 | 89.4703 | 0.439 | 0.063 | 71.1 |
| 17 | 2.9973 | 42.5912 | 72.1322 | 0.2346 | 0.0674 | 72.9 |
| 18 | 2.9979 | 55.9789 | 89.9804 | 1.2201 | 0.1161 | 55.7 |
| Test No. | Control Parameter | Constant Parameter | Response Parameter | ||||
|---|---|---|---|---|---|---|---|
| Cutting Environment | Cutting Speed (CS) (mm/min) | Feed (F) (mm/min) | Carbon Emission (CE) (ppm) | Surface Roughness (SR) (μm) | Microhardness (HV) | ||
| GA predicted values | |||||||
| Iteration 18 | MQL + rice bran oil + turmeric oil + Kaolinite | 55.9789 | 89.98 | Axial depth of cut = 0.15 mm Radial depth of cut = 4 mm Tool Hang = 32 mm | 1.2201 | 0.1161 | 55.7 |
| Confirmatory test values | |||||||
| 1 | MQL + rice bran oil + turmeric oil + Kaolinite | 55.9789 | 89.98 | Axial depth of cut = 0.15 mm Radial depth of cut = 4 mm Tool Hang = 32 mm | 1.2665 | 0.1323 | 57 |
| % Error | 3.6% | 12% | 2.28% | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanan, M.; Zahoor, S.; Habib, M.S.; Ehsan, S.; Rehman, M.; Shahzaib, M.; Khan, S.A.; Ali, H.; Abusaq, Z.; Hamdan, A. Analysis of Carbon Footprints and Surface Quality in Green Cutting Environments for the Milling of AZ31 Magnesium Alloy. Sustainability 2023, 15, 6301. https://doi.org/10.3390/su15076301
Kanan M, Zahoor S, Habib MS, Ehsan S, Rehman M, Shahzaib M, Khan SA, Ali H, Abusaq Z, Hamdan A. Analysis of Carbon Footprints and Surface Quality in Green Cutting Environments for the Milling of AZ31 Magnesium Alloy. Sustainability. 2023; 15(7):6301. https://doi.org/10.3390/su15076301
Chicago/Turabian StyleKanan, Mohammad, Sadaf Zahoor, Muhammad Salman Habib, Sana Ehsan, Mudassar Rehman, Muhammad Shahzaib, Sajawal Ali Khan, Hassan Ali, Zaher Abusaq, and Allam Hamdan. 2023. "Analysis of Carbon Footprints and Surface Quality in Green Cutting Environments for the Milling of AZ31 Magnesium Alloy" Sustainability 15, no. 7: 6301. https://doi.org/10.3390/su15076301