
Effects of Solid Waste Reutilization on Performance of Pervious Concrete: A Review


Abstract
:1. Introduction
2. Waste Powder
2.1. Fly Ash
2.2. Volcanic Powder
2.3. Blast Furnace Slag
3. Recycled Aggregate
3.1. Recycled Concrete Aggregate
3.2. Recycled Brick Aggregate
4. Prospect
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peng, H.; Yin, J.; Song, W. Mechanical and hydraulic behaviors of eco-friendly pervious concrete incorporating fly ash and blast furnace slag. Appl. Sci. 2018, 8, 859. [Google Scholar] [CrossRef] [Green Version]
- Mehta, P.K. Influence of fly ash characteristics on the strength of portland-fly ash mixtures. Cem. Concr. Res. 1985, 15, 669–674. [Google Scholar] [CrossRef]
- Kilincarslan, Ş.; Davraz, M.; Akça, M. The effect of pumice as aggregate on the mechanical and thermal properties of foam concrete. Arab. J. Geosci. 2018, 11, 289. [Google Scholar] [CrossRef]
- Özbay, E.; Erdemir, M.; Durmuş, H.İ. Utilization and efficiency of ground granulated blast furnace slag on concrete properties—A review. Constr. Build. Mater. 2016, 105, 423–434. [Google Scholar] [CrossRef]
- Mai, G.; Li, L.; Chen, X.; Xiong, Z.; Liang, J.; Zou, X.; Qiu, Y.; Qiao, S.; Liang, D.; Liu, F. Fatigue performance of basalt fibre-reinforced polymer bar-reinforced sea sand concrete slabs. J. Mater. Res. Technol. 2022, 22, 706–727. [Google Scholar] [CrossRef]
- Xiong, Z.; Lin, L.H.; Qiao, S.H.; Li, L.J.; Li, Y.L.; He, S.H.; Li, Z.W.; Liu, F.; Chen, Y.L. Axial performance of seawater sea-sand concrete columns reinforced with basalt fibre-reinforced polymer bars under concentric compressive load. J. Build. Eng. 2022, 47, 103828. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Mohseni, M.; Darban, A.K.; Nejati, H. Mechanical activation of lead-zinc mine tailings as a substitution for cement in concrete construction. Constr. Build. Mater. 2023, 364, 129973. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Darban, A.K.; Mohseni, M.; Nejati, H. Utilization of lead-zinc mine tailings as cement substitutes in concrete construction: Effect of sulfide content. J. Build. Eng. 2022, 57, 104865. [Google Scholar] [CrossRef]
- Ghazi, A.B.; Jamshidi-Zanjani, A.; Nejati, H. Clinkerisation of copper tailings to replace Portland cement in concrete construction. J. Build. Eng. 2022, 51, 104275. [Google Scholar] [CrossRef]
- Yuan, H.; Shen, L. Trend of the research on construction and demolition waste management. Waste Manag. 2011, 31, 670–679. [Google Scholar] [CrossRef]
- Ma, X.; Wang, Z. Effect of ground waste concrete powder on cement properties. Adv. Mater. Sci. Eng. 2013, 2013, 918294. [Google Scholar] [CrossRef] [Green Version]
- Khatib, J.M. Properties of concrete incorporating fine recycled aggregate. Cem. Concr. Res. 2005, 35, 763–769. [Google Scholar] [CrossRef]
- Etxeberria, M.; Marí, A.R.; Vázquez, E. Recycled aggregate concrete as structural material. Mater. Struct. 2007, 40, 529–541. [Google Scholar] [CrossRef]
- Xie, H.Z.; Li, L.G.; Liu, F.; Kwan, A.K.H. Recycling old concrete as waste concrete powder for use in pervious concrete: Effects on permeability, strength and eco-friendliness. Buildings 2022, 12, 2172. [Google Scholar] [CrossRef]
- Dosho, Y. Development of a sustainable concrete waste recycling system application of recycled aggregate concrete produced by aggregate replacing method. J. Adv. Concr. Technol. 2007, 5, 27–42. [Google Scholar] [CrossRef] [Green Version]
- Kováč, M.; Sičáková, A. Pervious concrete as an environmental solution for pavements: Focus on key properties. Environments 2018, 5, 11. [Google Scholar] [CrossRef] [Green Version]
- Li, L.G.; Feng, J.J.; Xiao, B.F.; Chu, S.H.; Kwan, A.K.H. Roles of mortar volume in porosity, permeability and strength of pervious concrete. J. Infrastruct. Preserv. Resil. 2021, 2, 19. [Google Scholar] [CrossRef]
- Kevern, J.T.; Haselbach, L.; Schaefer, V.R. Hot weather comparative heat balances in pervious concrete and impervious concrete pavement systems. J. Heat Isl. Inst. Int. 2012, 7, 231–237. [Google Scholar]
- Li, L.G.; Feng, J.J.; Zhu, J.; Chu, S.H.; Kwan, A.K.H. Pervious concrete: Effects of porosity on permeability and strength. Mag. Concr. Res. 2021, 73, 69–79. [Google Scholar] [CrossRef]
- Li, L.G.; Feng, J.J.; Lu, Z.C.; Xie, H.Z.; Xiao, B.F.; Kwan, A.K.H. Effects of aggregate bulking and film thicknesses on water permeability and strength of pervious concrete. Powder Technol. 2022, 396, 743–753. [Google Scholar] [CrossRef]
- Pilon, B.S.; Tyner, J.S.; Yoder, D.C.; Buchanan, J.R. The effect of pervious concrete on water quality parameters: A case study. Water 2019, 11, 263. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Wang, K.J.; Zhou, W.F. Evaluation of surface textures and skid resistance of pervious concrete pavement. J. Cent. South Univ. 2013, 20, 520–527. [Google Scholar] [CrossRef]
- Lu, G.Y.; Liu, P.F.; Wang, Y.H.; Faßbender, S.; Wang, D.W.; Oeser, M. Development of a sustainable pervious pavement material using recycled ceramic aggregate and bio-based polyurethane binder. J. Clean. Prod. 2019, 220, 1052–1060. [Google Scholar] [CrossRef]
- Vancura, M.; MacDonald, K.; Khazanovich, L. Structural analysis of pervious concrete pavement. Transp. Res. Rec. J. Transp. Res. Board 2011, 2226, 13–20. [Google Scholar] [CrossRef]
- Yang, J.; Jiang, G. Experimental study on properties of pervious concrete pavement materials. Cem. Concr. Res. 2003, 33, 381–386. [Google Scholar] [CrossRef]
- Lee, M.-G.; Huang, Y.-S.; Chang, T.-K.; Pao, C.-H. Experimental Study of Pervious Concrete Pavement. In Emerging Technologies for Material Design, Rehabilitation, and Inspection of Roadway Pavements; ASCE: Reston, VA, USA, 2011; Volume 218, pp. 93–99. [Google Scholar]
- Rostam, N.E.; Ramadhansyah, P.J.; Othman, R.; Zack, L.E.H.; Mohd Haziman, W.I. Pervious concrete the art of improving strength properties. IOP Conf. Ser. Earth Environ. Sci. 2021, 682, 012065. [Google Scholar] [CrossRef]
- Venkati, B.; Vanik, M. Applications and development of pervious concrete in pavement. J. Resour. Manag. Technol. 2021, 12, 331–338. [Google Scholar]
- Thorpe, D.; Zhuge, Y. Advantages and Disadvantages in Using Permeable Concrete Pavement as a Pavement Construction Material. In Proceedings of the 26th Annual ARCOM Conference, Leeds, UK, 6–8 September 2010; Egbu, C., Ed.; Association of Researchers in Construction Management: Reading, UK, 2010; pp. 1341–1350. [Google Scholar]
- Ojha, P.N.; Singh, B.S.; Kaura, P.; Singh, A. Lightweight geopolymer fly ash sand: An alternative to fine aggregate for concrete production. Res. Eng. Struct. Mater. 2021, 7, 375–391. [Google Scholar] [CrossRef]
- Ren, J.; Xue, Y.; Zhang, J.; Liu, B.; Luo, S.; Xing, F.; Liu, M. Pre-treatment of reclaimed concrete slurry waste for substituting cementitious materials: Effect of treatment approach and substitution content. J. Clean. Prod. 2022, 380, 134987. [Google Scholar] [CrossRef]
- Saboo, N.; Shivhare, S.; Kori, K.K.; Chandrappa, A.K. Effect of fly ash and metakaolin on pervious concrete properties. Constr. Build. Mater. 2019, 223, 322–328. [Google Scholar] [CrossRef]
- Amin, M.; Khan, K.; Saleem, M.; Khurram, N.; Niazi, M. Influence of mechanically activated electric arc furnace slag on compressive strength of mortars incorporating curing moisture and temperature effects. Sustainability 2017, 9, 1178. [Google Scholar] [CrossRef] [Green Version]
- Li, L.G.; Ouyang, Y.; Zhuo, Z.Y.; Kwan, A.K.H. Adding ceramic polishing waste as filler to reduce paste volume and improve carbonation and water resistances of mortar. Adv. Bridge Eng. 2021, 2, 3. [Google Scholar] [CrossRef]
- Ghazali, N.; Muthusamy, K.; Wan Ahmad, S. Utilization of fly ash in construction. IOP Conf. Ser. Mater. Sci. Eng. 2019, 601, 012023. [Google Scholar] [CrossRef]
- Oner, A.; Akyuz, S.; Yildiz, R. An experimental study on strength development of concrete containing fly ash and optimum usage of fly ash in concrete. Cem. Concr. Res. 2005, 35, 1165–1171. [Google Scholar] [CrossRef]
- Arifi, E.; Cahya, E.N. Evaluation of fly as supplementary cementitious material to the mechanical properties of recycled aggregate pervious concrete. Int. J. GEOMATE 2020, 18, 44–49. [Google Scholar] [CrossRef]
- Haji, A.A.; Parikh, K.B.; Shaikh, M.A.; Jamnu, M.A. Experimental investigation of pervious concrete with use of fly ash and silica fume as admixture. Int. J. Innov. Res. Sci. Eng. 2016, 2, 154–161. [Google Scholar]
- Aoki, Y.; Sri Ravindrarajah, R.; Khabbaz, H. Properties of pervious concrete containing fly ash. Road Mater. Pavement Des. 2012, 13, 1–11. [Google Scholar] [CrossRef]
- Hwang, S.; Yeon, J.H. Fly ash-added, seawater-mixed pervious concrete: Compressive strength, permeability and phosphorus removal. Material 2022, 15, 1407. [Google Scholar] [CrossRef]
- Opiso, E.M.; Supremo, R.P.; Perodes, J.R. Effects of coal fly ash and fine sawdust on the performance of pervious concrete. Heliyon 2019, 5, e02783. [Google Scholar] [CrossRef]
- Tho-in, T.; Sata, V.; Chindaprasirt, P.; Jaturapitakkul, C. Pervious high-calcium fly ash geopolymer concrete. Constr. Build. Mater. 2012, 30, 366–371. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, S.; Mehrotra, S.P. Towards sustainable solutions for fly ash through mechanical activation. Resour. Conserv. Recycl. 2007, 52, 157–179. [Google Scholar] [CrossRef]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth-Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef] [Green Version]
- Zacco, A.; Borgese, L.; Gianoncelli, A.; Struis, R.P.; Depero, L.E.; Bontempi, E. Review of fly ash inertisation treatments and recycling. Environ. Chem. Lett. 2014, 12, 153–175. [Google Scholar] [CrossRef]
- Cho, Y.K.; Jung, S.H.; Choi, Y.C. Effects of chemical composition of fly ash on compressive strength of fly ash cement mortar. Constr. Build. Mater. 2019, 204, 255–264. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.T.; Tang, Q.; Nzeukou, A.N.; Billong, N.; Melo, U.C.; Cui, X.M. Review on the use of volcanic ashes for engineering applications. Resour. Conserv. Recycl. 2018, 137, 177–190. [Google Scholar] [CrossRef]
- Siddique, R. Effect of volcanic ash on the properties of cement paste and mortar. Resour. Conserv. Recycl. 2011, 56, 66–70. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Lachemi, M. Performance of volcanic ash and pumice based blended cement concrete in mixed sulfate environment. Cem. Concr. Res. 2006, 36, 1123–1133. [Google Scholar] [CrossRef]
- Contrafatto, L. Recycled Etna volcanic ash for cement, mortar and concrete manufacturing. Constr. Build. Mater. 2017, 151, 704–713. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Lachemi, M. Strength, durability and micro-structural aspects of high performance volcanic ash concrete. Cem. Concr. Res. 2007, 37, 759–766. [Google Scholar] [CrossRef]
- Dahiru, D.; Ibrahim, M.; Gado, A.A. Evaluation of the effect of volcanic ash on the properties of concrete. ATBU J. Environ. Technol. 2019, 12, 79–100. [Google Scholar]
- Zeyad, A.M.; Tayeh, B.A.; Yusuf, M.O. Strength and transport characteristics of volcanic pumice powder based high strength concrete. Constr. Build. Mater. 2019, 216, 314–324. [Google Scholar] [CrossRef]
- Kabay, N.; Tufekci, M.M.; Kizilkanat, A.B.; Oktay, D. Properties of concrete with pumice powder and fly ash as cement replacement materials. Constr. Build. Mater. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Azad, A.; Saeedian, A.; Mousavi, S.-F.; Karami, H.; Farzin, S.; Singh, V.P. Effect of zeolite and pumice powders on the environmental and physical characteristics of green concrete filters. Constr. Build. Mater. 2020, 240, 117931. [Google Scholar] [CrossRef]
- Mehrabi, P.; Shariati, M.; Kabirifar, K.; Jarrah, M.; Rasekh, H.; Trung, N.T.; Shariati, A.; Jahandari, S. Effect of pumice powder and nano-clay on the strength and permeability of fiber-reinforced pervious concrete incorporating recycled concrete aggregate. Constr. Build. Mater. 2021, 287, 122652. [Google Scholar] [CrossRef]
- Endawati, J.; Utami, R. Optimization of concrete porous mix using slag as substitute material for cement and aggregates. Appl. Mech. Mater. 2017, 865, 282–288. [Google Scholar] [CrossRef]
- Jian, S.; Wei, B.; Zhi, X.; Tan, H.; Li, B.; Li, X.; Lv, Y. Abrasion resistance improvement of recycled aggregate pervious concrete with granulated blast furnace slag and copper slag. J. Adv. Concr. Technol. 2021, 19, 1088–1099. [Google Scholar] [CrossRef]
- El-Hassan, H.; Kianmehr, P.; Zouaoui, S. Properties of pervious concrete incorporating recycled concrete aggregates and slag. Constr. Build. Mater. 2019, 212, 164–175. [Google Scholar] [CrossRef]
- El-Hassan, H.; Kianmehr, P. Pervious concrete pavement incorporating GGBS to alleviate pavement runoff and improve urban sustainability. Road Mater. Pavement Des. 2016, 19, 167–181. [Google Scholar] [CrossRef]
- Kim, I.T.; Park, C.; Kim, S.; Cho, Y.-H. Evaluation of field applicability of pervious concrete materials for airport pavement cement treated drainage base course. Mater. Res. Innov. 2015, 19, 378–388. [Google Scholar] [CrossRef]
- Divsholi, B.S.; Lim, T.Y.D.; Teng, S. Durability properties and microstructure of ground granulated blast furnace slag cement concrete. Int. J. Concr. Struct. Mater. 2014, 8, 157–164. [Google Scholar] [CrossRef] [Green Version]
- Oguz, E. Removal of phosphate from aqueous solution with blast furnace slag. J. Hazard. Mater. 2004, 114, 131–137. [Google Scholar] [CrossRef] [PubMed]
- Cheng, A.; Hsu, H.M.; Chao, S.J.; Lin, K.L. Experimental study on properties of pervious concrete made with recycled aggregate. Int. J. Pavement Res. Technol. 2011, 4, 104–110. [Google Scholar]
- Bhutta, M.A.R.; Hasanah, N.; Farhayu, N.; Hussin, M.W.; bin Md Tahir, M.; Mirza, J. Properties of porous concrete from waste crushed concrete (recycled aggregate). Constr. Build. Mater. 2013, 47, 1243–1248. [Google Scholar] [CrossRef]
- Moreno-Juez, J.; Tavares, L.M.; Artoni, R.; Carvalho, R.M.D.; da Cunha, E.R.; Cazacliu, B. Simulation of the attrition of recycled concrete aggregates during concrete mixing. Materials 2021, 14, 3007. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.; Alaejos, P.; De Juan, M.S. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Kareem, Q.; İpek, S. Effect of different substitution of natural aggregate by recycled aggregate on performance characteristics of pervious concrete. Mater. Struct. 2014, 49, 521–536. [Google Scholar] [CrossRef]
- Liu, J.; Ren, F.; Quan, H. Prediction model for compressive strength of porous concrete with low-grade recycled aggregate. Materials 2021, 14, 3871. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 111, 15–21. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Yan, C.; Liu, Y. Influence of crushing index on properties of recycled aggregates pervious concrete. Constr. Build. Mater. 2017, 135, 112–118. [Google Scholar] [CrossRef]
- Zou, D.; Wang, Z.; Shen, M.; Liu, T.; Zhou, A. Improvement in freeze-thaw durability of recycled aggregate permeable concrete with silane modification. Constr. Build. Mater. 2020, 268, 121097. [Google Scholar] [CrossRef]
- Ibrahim, H.A.; Goh, Y.; Ng, Z.A.; Yap, S.P.; Mo, K.H.; Yuen, C.W.; Abutaha, F. Hydraulic and strength characteristics of pervious concrete containing a high volume of construction and demolition waste as aggregates. Constr. Build. Mater. 2020, 253, 119251. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, K.; Yin, Z.; Zhou, J. Deterioration performance of recycled aggregate pervious concrete under freezing–thawing cycle and chloride environment. Buildings 2023, 13, 645. [Google Scholar] [CrossRef]
- Liu, H.B.; Li, W.J.; Yu, H.; Luo, G.B.; Wei, H.B. Mechanical properties and freeze-thaw durability of recycled aggregate pervious concrete. IOP Conf. Ser. Mater. Sci. Eng. 2019, 634, 012011. [Google Scholar] [CrossRef]
- Rizvi, R.; Tighe, S.; Henderson, V.; Norris, J. Evaluating the use of recycled concrete aggregate in pervious concrete pavement. Transp. Res. Rec. J. Transp. Res. Board 2010, 2164, 132–140. [Google Scholar] [CrossRef]
- Yao, Y.Y. Blending ratio of recycled aggregate on the performance of pervious concrete. Frat. Ed Integrità Strutt. 2018, 46, 343–351. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Yang, J.R.; Li, J.Y. Study on Recycled Aggregate Water-Permeable Concrete. In Proceedings of the 2011 International Conference on Electric Technology and Civil Engineering, Lushan, China, 22–24 April 2011. [Google Scholar] [CrossRef]
- Cahya, E.N.; Arifi, E.; Haribowo, R. Recycled porous concrete effectiveness for filtration material on wastewater treatment. Int. J. GEOMATE 2020, 18, 209–214. [Google Scholar] [CrossRef]
- Monrose, J.; Tota-Maharaj, K.; Mwasha, A. Assessment of the physical characteristics and stormwater effluent quality of permeable pavement systems containing recycled materials. Road Mater. Pavement Des. 2019, 22, 779–811. [Google Scholar] [CrossRef]
- Sandoval, G.F.B.; Galobardes, I.; De Moura, A.C.; Toralles, B.M. Hydraulic behavior variation of pervious concrete due to clogging. Case Stud. Constr. Mater. 2020, 13, e00354. [Google Scholar] [CrossRef]
- Zhu, L.; Zhu, Z. Reuse of clay brick waste in mortar and concrete. Adv. Mater. Sci. Eng. 2020, 2020, 6326178. [Google Scholar] [CrossRef]
- Ivana, K.; Ivanka, N.; Dubravka, B. Recycled clay brick as an aggregate for concrete. Teh. Vjesn. 2008, 15, 35–40. [Google Scholar]
- Chindaprasirt, P.; Cao, T. Reuse of Recycled Aggregate in the Production of Alkali-Activated Concrete. In Handbook of Alkali-Activated Cements, Mortars and Concretes; Elsevier: Amsterdam, The Netherlands, 2015; pp. 519–538. [Google Scholar]
- Islam, M.J.; Shahjalal, M.; Hasan, M.M.; Chowdhury, Z.T. Effect of admixture on physical and mechanical properties of recycled brick aggregate concrete. MIST Int. J. Sci. Technol. 2021, 9, 27–44. [Google Scholar] [CrossRef]
- Zong, L.; Fei, Z.; Zhang, S. Permeability of recycled aggregate concrete containing fly ash and clay brick waste. J. Clean. Prod. 2014, 70, 175–182. [Google Scholar] [CrossRef]
- Cai, X.; Wu, K.; Huang, W.; Yu, J.; Yu, H. Application of recycled concrete aggregates and crushed bricks on permeable concrete road base. Road Mater. Pavement Des. 2020, 22, 2181–2196. [Google Scholar] [CrossRef]
- Liu, W.J. Performance of new permeable concrete materials based on mechanical strength. Nat. Environ. Pollut. Technol. 2019, 18, 1683–1689. [Google Scholar]
- Debnath, B.; Sarkar, P.P. Quantification of random pore features of porous concrete mixes prepared with brick aggregate: An application of stereology and mathematical morphology. Constr. Build. Mater. 2021, 294, 123594. [Google Scholar] [CrossRef]
- Debnath, B.; Sarkar, P.P. Characterization of pervious concrete using over burnt brick as coarse aggregate. Constr. Build. Mater. 2020, 242, 118154. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Z.; Zou, D.; Zhou, A.; Du, J. Strength enhancement of recycled aggregate pervious concrete using a cement paste redistribution method. Cem. Concr. Res. 2019, 122, 72–82. [Google Scholar] [CrossRef]
- Tu, T.Y.; Chen, Y.Y.; Hwang, C.L. Properties of HPC with recycled aggregates. Cem. Concr. Res. 2006, 36, 943–950. [Google Scholar] [CrossRef]
- Garavaglia, E.; Tedeschi, C. Analysis of the mass and deformation variation rates over time and their influence on long-term durability for specimens of porous material. Sustain. Struct. 2022, 2, 000014. [Google Scholar] [CrossRef]
- Hossain, T.; Salam, M.A.; Kader, M.A. Pervious concrete using brick chips as coarse aggregate: An experimental study. J. Civ. Eng. 2012, 40, 125–137. [Google Scholar]
- Ren, J.; Zhou, Q.; Yang, C.; Bai, Y. Performance and interaction of sodium silicate activated slag with lignosulfonate superplasticiser added at different mixing stages. Cem. Concr. Compos. 2023, 136, 104900. [Google Scholar] [CrossRef]
- Li, L.G.; Ng, P.L.; Zeng, K.L.; Xie, H.Z.; Cheng, C.M.; Kwan, A.K.H. Experimental study and modelling of fresh behaviours of basalt fibre-reinforced mortar based on average water film thickness and fibre factor. Materials 2023, 16, 2137. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.H.; Liu, K.; Wang, D.; Wang, G.M.; Chu, P.K.; Meng, Z.Y.; Wang, X.F. Hierarchical CuO-ZnO/SiO2 fibrous membranes for efficient removal of congo red and 4-nitrophenol from water. Adv. Fiber Mater. 2022, 4, 1069–1080. [Google Scholar] [CrossRef]
- Jia, C.; Xu, Z.; Luo, D.F.; Xiang, H.X.; Zhu, M.F. Flexible ceramic fibers: Recent development in preparation and application. Adv. Fiber Mater. 2022, 4, 573–603. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Moradi, M.; Ariffin, M.K.A.; Bodaghi, M. A review on additive/subtractive hybrid manufacturing of directed energy deposition (DED) process. Adv. Powder Mater. 2022, 1, 100054. [Google Scholar] [CrossRef]
- Chen, M.Z.; Yang, K.; Wang, Z.D.; Wang, S.B.; Wu, E.; Lu, Y.; Ni, Z.H.; Lu, Z.J.; Sun, G.F. Microstructure evolution and mechanical performance of NV E690 steel repaired by underwater laser directed energy deposition technique. Adv. Powder Mater. 2023, 2, 100095. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Liu, H.R.; Ding, T.; Ma, G.W. 3D printed concrete components and structures: An overview. Sustain. Struct. 2021, 1, 000006. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste Powder | Replacement Rate | Water–Cement Ratio | Performance Attributes of Pervious Concrete | Main Finding | Reference |
|---|---|---|---|---|---|
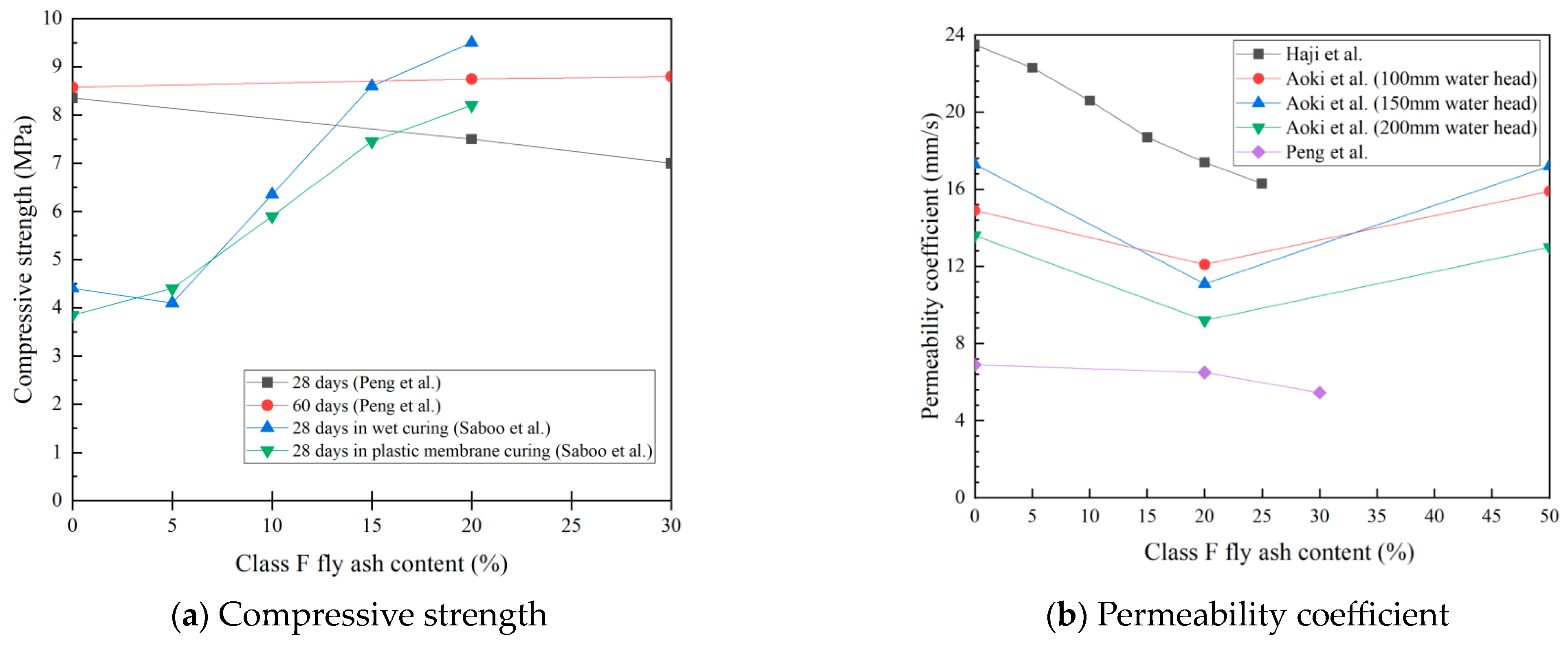
| FA (Class F) | 20% | 0.35 | The 28-day compressive strength decreased by about 10.18% and the 60-day compressive strength increased by about 1.98%. The effective porosity and permeability coefficient all decreased with the addition of FA. | The hydration speed of the FA was slower than the cement, C-S-H was the reaction product of SiO2 and Ca(OH)2, and it contributed to the mechanical properties; the formation of C-S-H was still in progress and the strength was still developing at 28 days for the concrete-incorporating FA. | [1] |
| 30% | 0.35 | The 28-day compressive strength decreased by 16.17% and the 60-day compressive strength increased by 2.56%. The effective porosity and permeability coefficient all decreased with the addition of FA. | |||
| FA (Class F) | 5% | 0.33 | The 28-day compressive strength decreased by about 6.82% during wet curing and the 28-day compressive strength increased by about 14.29% during plastic membrane curing. The porosities were all increased during both the wet curing and plastic membrane curing. | As the content of the fly ash increased from 0 to 20%, an increasing trend was observed in density; beyond the 20% addition of fly ash, no further changes in density were observed, and this was mainly due to the domination of aggregate interlocking, which provided maximum resistance for compaction and allowed the concrete to overcome the effect of the fly ash. | [32] |
| 10% | 0.33 | The 28-day compressive strength increased by about 44.32% during wet curing and the 28-day compressive strength increased by about 53.25% during plastic membrane curing. When the replacement ratio was greater than or equal to 10%, the porosity decreased with the addition of FA during both the wet curing and plastic membrane curing. | |||
| 15% | 0.33 | The 28-day compressive strength increased by about 95.45% during wet curing and the 28-day compressive strength increased by about 93.51% during plastic membrane curing. | |||
| 20% | 0.33 | The 28-day compressive strength increased by about 115.91% during wet curing and the 28-day compressive strength increased by about 112.99% during plastic membrane curing. | |||
| FA (Class C) | 0–25% | 0.30 | The 28-day compressive strength of pervious concrete with an FA addition of 15% and 25% increased by 62.04% and 120.03%, respectively. The 28-day splitting tensile strength of pervious concrete with an FA addition of 15% and 25% increased by 57.53% and 94.52%, respectively. | The compressive strength of the pervious concrete increased with an increase in density, and the utilization of the fly ash in pervious concrete had a less significant effect on the flexural strength of the pervious concrete. | [37] |
| FA (Class unknown) | 0–25% | 0.44 | The 28-day average permeability and 7- and 28-day compressive strength of pervious concrete all decreased gradually with the increase in the replacement rate of FA; when the replacement rate was 5%, their changes were not obvious. | When FA and SF were used together to replace cement (5% total replacement rate), the compressive strength increased by 5–15% and the permeability was reduced by 19–26% compared to the control group (only cement). | [38] |
| FA (Class F) | 20% | 0.35 | Compared with the control group (cement only), the porosity decreased by 8.33%; the 7-day compressive strength decreased by about 8.85%; the 28-day compressive strength decreased by about 12.72%; and the permeability of the 100 mm, 150 mm and 200 mm water head decreased by 18.79%, 35.84% and 32.35%, respectively. | Most of the water loss from the pervious concrete was free non-bonded water from the large air void structure and hence its effect was small in the development of shrinkage. Higher amounts of fly ash content tended to increase weight loss. This was due to the increased water–cement (W/C) ratio in the binder paste with significant fly ash content. | [39] |
| 50% | 0.35 | Compared with the control group (cement only), the porosity decreased by 11.11%; the 7-day compressive strength decreased by about 64.60%; the 28-day compressive strength decreased by about 43.74%; the permeability of the 100 mm water head increased by 6.71%; and the permeability of the 150 mm and 200 mm water head decreased by 0.58% and 4.41%, respectively. | |||
| FA (Off-spec) | 10–40% | 0.32–0.36 | The permeability ranged from 1.98 to 8.87 mm/s and the maximum compressive strength was about 16 MPa. Aqueous phosphorus concentrations were dramatically decreased by 90% after 72 h of contact time with the pervious concrete. | Off-spec FA used with nano SiO2 can improve the 28-day compressive strength and provides a filler effect and reduces the porosity within the pervious concrete. Moreover, the accelerated nano SiO2–cement hydration could be another factor that led to the high early strength gain via the formation of the microstructural C-S-H gel. | [40] |
| FA (Class C) + Fine sawdust | 8.38% FA + 7.42% fine sawdust | 0.35 | The 7-day and 28-day compressive strength of the pervious concrete with FA and fine sawdust decreased by 35.85% and 5.20%, respectively. The 7-day and 28-day flexural strength of the pervious concrete with FA and fine sawdust decreased by 8.73% and increased by 6.95%, respectively. | The slow strength development of pervious concrete with FA and fine sawdust could be attributed to the slow reaction of FA in the formation of calcium aluminate precipitates. | [41] |
| FA (Class C) + Sodium silicate and sodium hydroxide | 87.0–89.7% | - (Not given) | The compressive strength increased with the ratio of alkaline liquid to FA from 0.35 to 0.45. The voids content decreased with the ratio of alkaline liquid to FA from 0.35 to 0.45. The ratio of the splitting tensile strength to compressive strength was higher than that in normal Portland cement pervious concrete. | There was a stronger interfacial transition zone between the aggregate and geopolymer matrix. | [42] |
| Waste Powder | Replacement Rate | Water–Cement Ratio | Performance Attributes of Pervious Concrete | Main Finding | Reference |
|---|---|---|---|---|---|
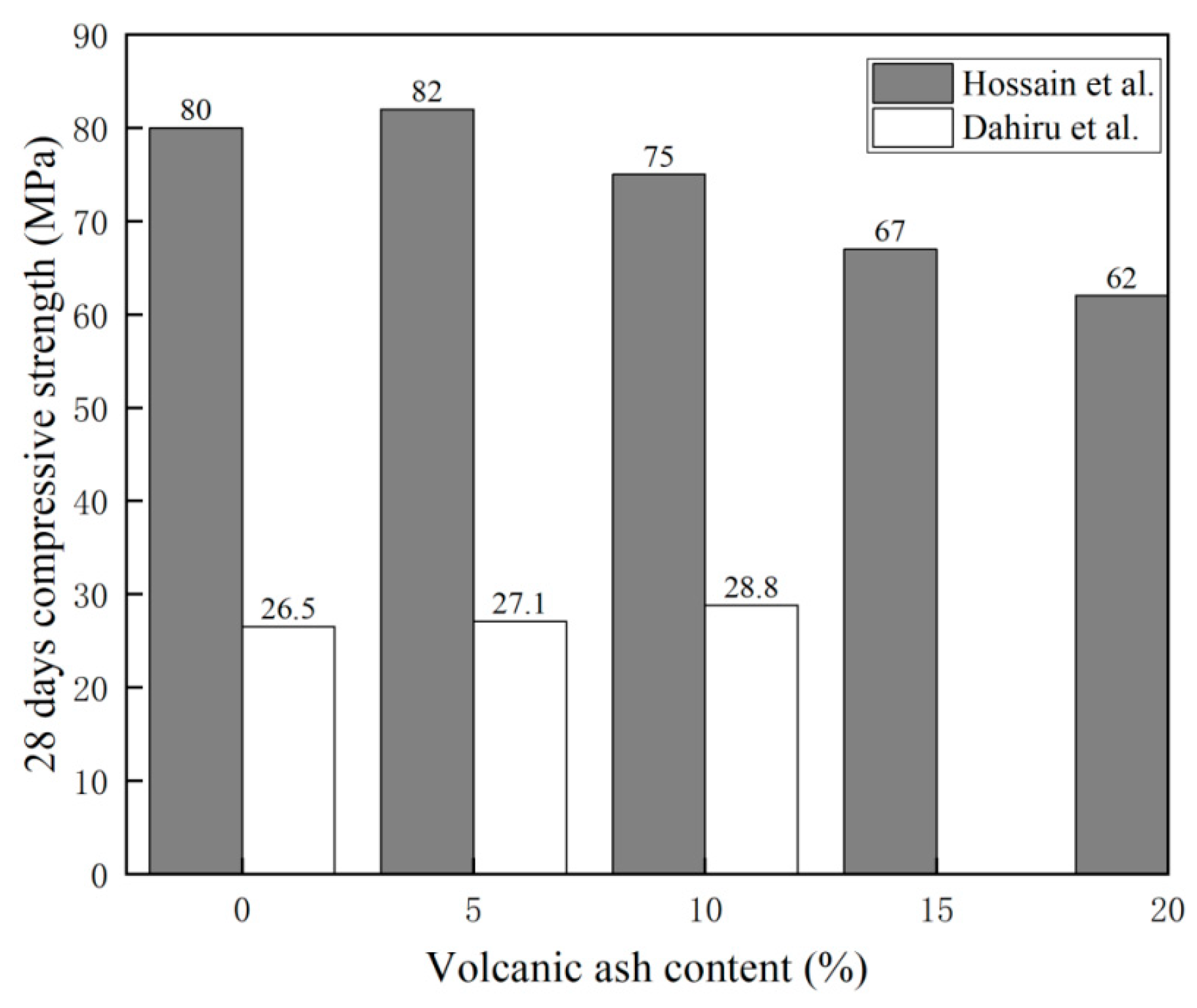
| VA | 0–20% | 0.30 | The strength generally decreased with the increase in the VA content and increased with the concrete age. The drying shrinkage of concrete via the addition of VA was slightly higher compared to the control concrete (0% VA). The optimal VA replacement rate was 5%, and the compressive strength was slightly higher than that of the control concrete. | A significant decrease in the porosity and average pore diameter was observed in the concrete after adding pozzolanic VA as compared to the control OPC concretes, but there was no obvious increase in the width of the interfacial transition zone in the concrete after adding VA compared to the control concrete. | [51] |
| VA | 0–20% | 0.40–0.55 | The 28-day compressive strength and splitting tensile strength of the concrete were improved with a VA replacement rate of 5% and 10%. The concrete with 5% and 10% VA replacement had a lower loss of weight and higher abrasion resistance than the concrete with 0% replacement. | Volcanic ash could retard the setting time of the concrete and enhance the properties of the concrete, and it could be used to produce a strong and dense concrete and serve as an admixture. | [52] |
| VPF | 0–30% | 0.32 | The 7-day compressive strength of the control concrete (0% VPF) was 58.7 MPa, and the concrete with a VPF addition of 10%, 20% and 30% decreased by 2.56%, 17.38% and 31.35%, respectively, but the 28-day compressive strength of the concrete with a VPF addition of 10% was higher than the control concrete by 2.79%. The optimum replacement for cement by VPF is 10%. Similarly, when the replacement rate of VPF was 10%, the tensile strength and flexural strength of the concrete were increased. | With different replacement levels (0, 10, 20 and 30% of VPF), the micrographs of 0% and 10% VPF appeared to be more compact and denser compared with the relatively uneven and undulating micrographs of 20% and 30% VPF. | [53] |
| VPF | 0–20% | 0.42 | The replacement of cement with VPF resulted in concrete with decreased water absorption, sorptivity and void content and higher magnesium sulfate resistance compared to the reference concrete. At all ages, the compressive strength of the mixtures containing VPF decreased when the pozzolanic material content was increased. However, the 180 days splitting tensile strength of the mixture containing 20% VPF was similar to that of the control group (0% VPF) and higher than that of the mixture containing 10% VPF. | At early ages, the pH of the Portland cement system was about 12.5 and the alkalinity was not enough for the dissolution of the VPF particles; therefore, these particles might be considered as relatively inert to the hydration mechanism and would only contribute to the physical properties such as the particle packing of the structure. The continued pozzolanic activity of VPF contributed to increased strength gains at later ages. | [54] |
| VPF | 0–40% | 0.35 | For the mixture with 10% VPF, the compressive strength of the pervious concrete improved up to about 20%. With the addition of VPF, the heavy metal and chemical oxygen demand removal by the pervious concrete was greatly increased. | The porous structure and surface cavities of VPF caused the water released from the pumice to react better with the cement particles, which resulted in good adhesion within the concrete microstructure. | [55] |
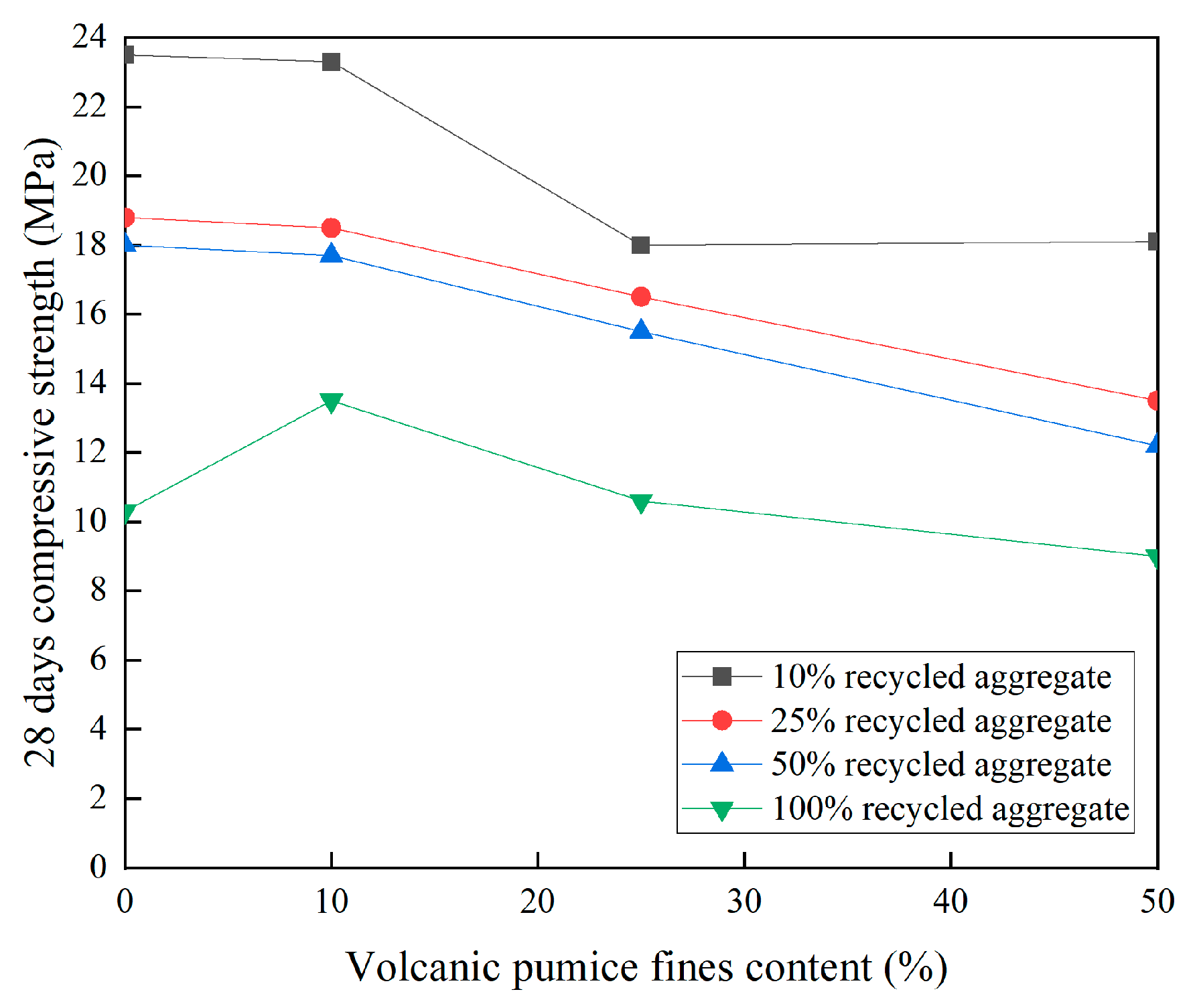
| VPF | 0–50% | 0.34 | When the replacement rates of the recycled coarse aggregate and VPF were both 10%, the compressive strength of the pervious concrete was similar to that of the control group. If the replacement rate of any one of them exceeded 10%, the compressive strength would decrease. | The pozzolanic activity of VPF at later ages resulted in the formation of calcium silicate hydrate (C-S-H) gel and thereby improved the strength. Due to the rough surface of the pumice stone, the adhesion between the aggregate and the binder will increase. | [56] |
| Waste Powder | Replacement Rate | Water–Cement Ratio | Performance Attributes of Pervious Concrete | Main Finding | Reference |
|---|---|---|---|---|---|
| Air-cooled BFS | 17–35% | - (Not given) | The characteristic compressive strength of the slag concrete mixtures at 28 days and 60 days are mostly very similar. The maximum compressive strength of 15 MPa was achieved by adding 15% FA, 3% SF and 26% slag. | The air-cooled BFS was not entirely inert but had a certain degree of activity. | [57] |
| Granulated BFS | 0–10% | 0.27, 0.30 | The compressive strengths of the recycled aggregate pervious concrete in the control group were 14.2 MPa, which decreased slightly after adding the slag. The abrasion mass loss of the concrete with 5% slag decreased from 17.15% to 15.16% compared with the control; hence, the slag could considerably improve the abrasion resistance of the recycled aggregate pervious concrete. With the addition of slag, the permeability of the pervious strength would decrease. | Compared with the control group, as the content of granulated BFS increased, the content of calcium hydroxide and pores in the paste gradually decreased, which showed that the granulated BFS could fill the pores in the paste; additionally, the actual porosity of the recycled aggregate pervious concrete was basically similar. | [58] |
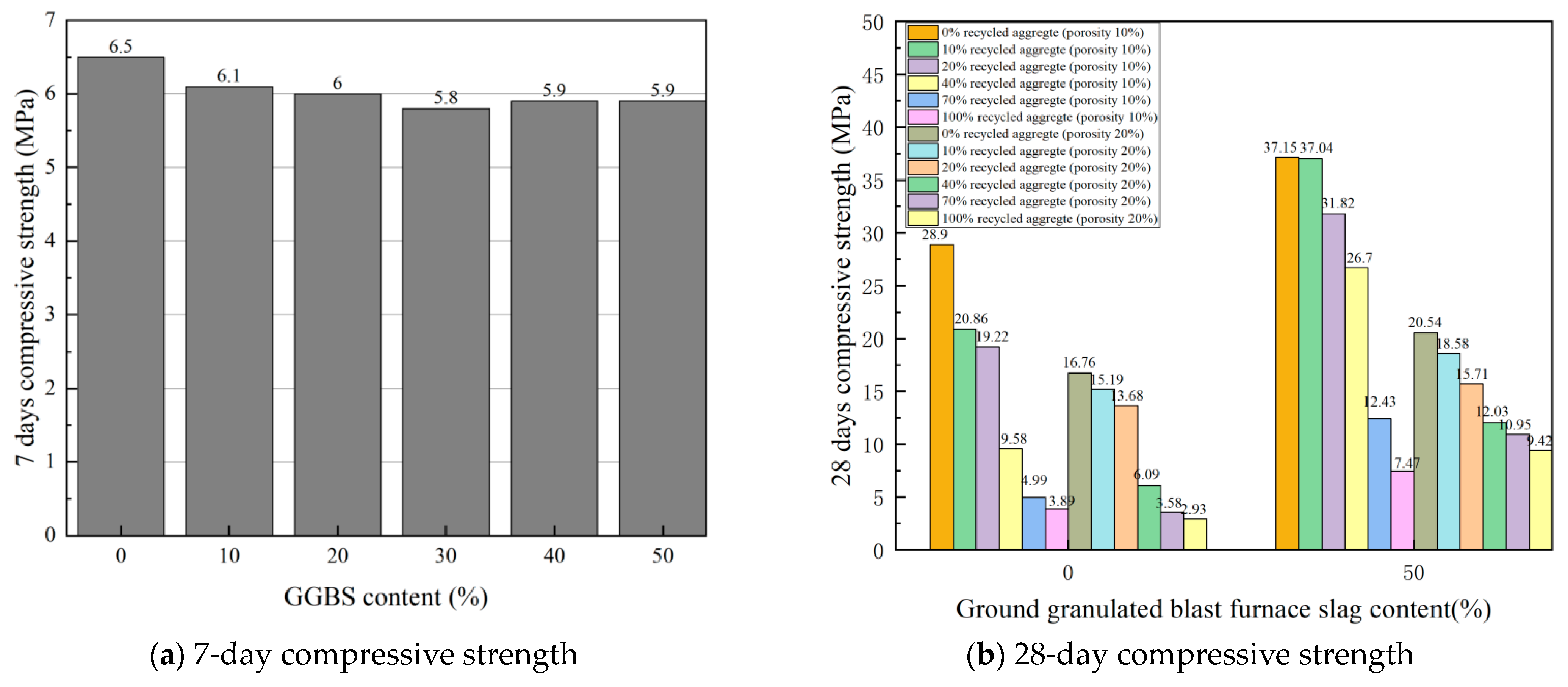
| Ground Granulated BFS | 50% | 0.40 | Upon the addition of 50% slag, the 28-day compressive strength of the 10%-porosity specimen reached 37 MPa, a 28% increase compared to its slag-free counterpart. Similar results can be seen in 20%-porosity concretes with a 23% increase in strength when 50% slag was incorporated into the mix. No matter how much recycled aggregate was added, the compressive strength of the pervious concrete with the addition of 50% slag was higher than that of the control group. It should be noted that 50% slag was added to pervious concrete with fiber, which had a beneficial effect on the compressive strength of the pervious concrete. | The increased compressive strength of the pervious concrete (50% ground granulated BFS) was mainly attributed to the pozzolanic reaction that reduced the void content, densified the cement matrix and strengthened the concrete structure. | [59,60] |
| Ground Granulated BFS | 0–50% | 0.35 | The 7-day compressive strength from the control mix was slightly higher than the other mixes (with 10%, 20%, 30%, 40% and 50% slag), but their differences were not great; they ranged from 5.9 to 6.5 MPa, and the permeability results were similar, ranging from 29.0 to 32.5 s per 3.6 L of water. | The ground granulated BFS showed a latent hydration reaction. Ordinary Portland cement is hydraulic, whereas the ground granulated BFS is latent hydraulic. Because such latent hydraulicity was exhibited after 28 days, it was considered to have better contributions to long-term strength than the ordinary Portland cement. | [61] |
| Ground Granulated BFS | 0–50% | 0.4–0.6 | The pervious concrete with the 10, 30 and 50% slag replacement experienced a slight increase in the 28-day compressive strength compared with the control group. Since the slag was finer than cement, the compressive strength exceeded that of the control group as early as at 3 days. Due to the consumption of calcium hydroxide, the rate of carbonation increased with the addition of slag. | The partial replacement of cement with ground granulated BFS improved the pore structure of the concrete. | [62] |
| Recycled Aggregate | Replacement Rate | Water–Cement Ratio | Performance Attributes of Pervious Concrete | Main Finding | Reference |
|---|---|---|---|---|---|
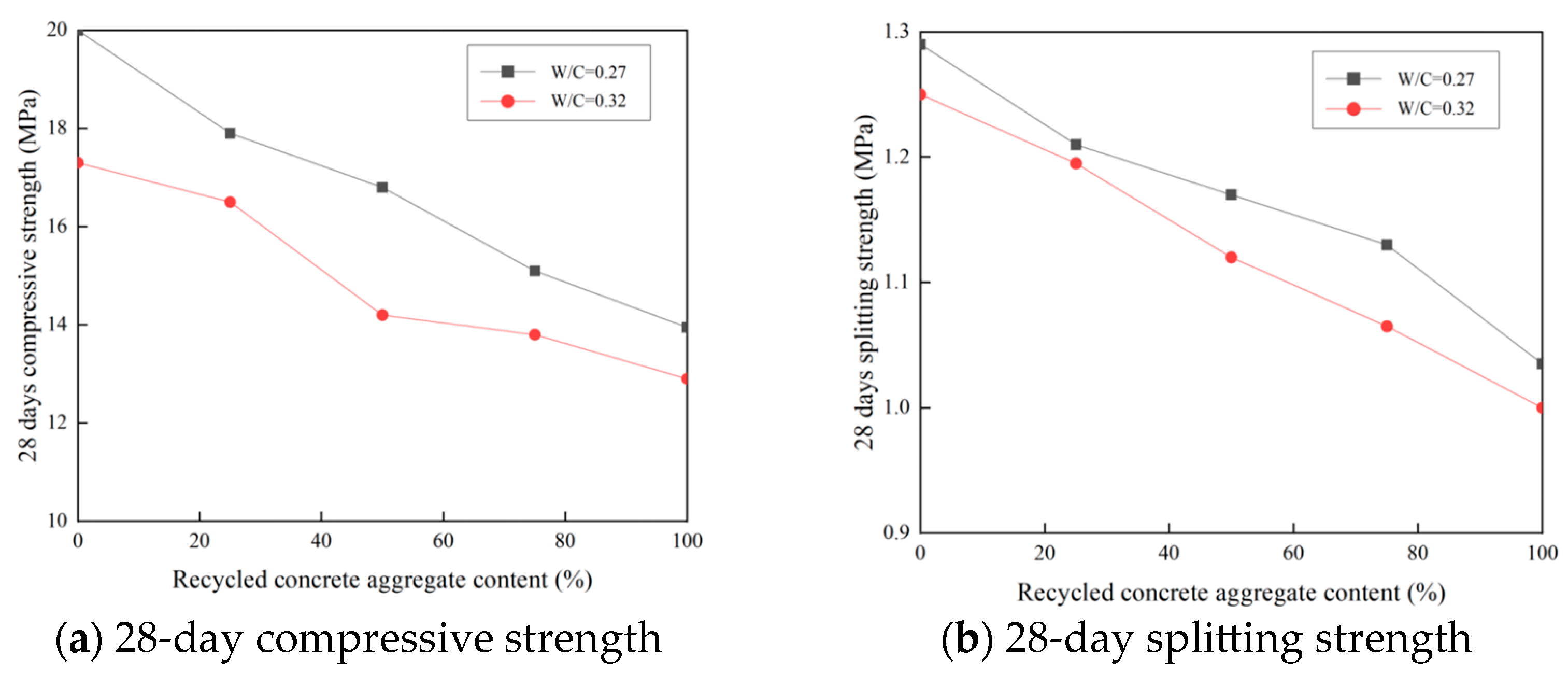
| RCA | 0–100% | 0.27, 0.32 | A decrease in the compressive strength and splitting strength was observed with the increasing recycled aggregate content. The compressive strength of the pervious concretes changed from 20.0 to 13.9 MPa and from 17.4 to 12.8 MPa at W/C ratios of 0.27 and 0.32, respectively. | The decrease in the strength of the RCA was caused by two properties of the recycled aggregates: one was the weak hardened cement paste on the surface of the aggregate particles and the other was the interfacial transition zone between the hardened cement paste and original aggregate. One more interfacial transition zone occurred that was between the recycled aggregate and cement paste of the pervious concrete. This transition zone may also be weaker than the one that existed between the cement paste of the pervious concrete and natural aggregate. | [68] |
| RCA | 0–100% | 0.25 | The compressive strength of the pervious concrete decreased in varying degrees after mixing RCA. When the replacement rate of the RCA was less than 25%, the compressive strength hardly changed, and then the compressive strength gradually decreased with the increase in the replacement rate. | The RA contained waste concrete blocks and other impurities, and the strength and grain shape were uneven, which had a negative impact on the strength. The structural damage of the natural aggregate pervious concrete was mainly caused by the damage of the aggregate as the aggregate plays a full supporting role. On the other hand, the compressive fracture surface of the RCA pervious concrete was uneven, most of the aggregates were intact and the failure mainly occurred in the cement paste between the aggregates. | [69] |
| Recycled concrete block aggregate | 0–100% | 0.24 | The compressive strength of the control group (100% natural aggregate) was sufficiently high at 13.4 MPa. The incorporation of the recycled aggregates resulted in the improvement of pervious concrete strength, and an optimum strength of 17.0 MPa was obtained at a 50% recycled aggregate replacement level. For flexural and splitting tensile strengths, the influences of recycled aggregates were small. For good surface abrasion resistance and strength, the recycled concrete block aggregate replacement level should be 20%. | The increase in compressive strength was due to an increase in bonding between the rough and porous surfaces of the recycled aggregates and cement paste compared to the normal aggregate and the increase in the powder content due to the surface abrasion and crushing of the recycled concrete block aggregate particles during mixing that reduced the void content of the concrete. This made the concrete denser and contributed to the increase in the compressive strength of the pervious concrete. | [70] |
| RCA | 100% | 0.28 | The value of the compressive strength, flexural strength and static modulus of elasticity reduced significantly with the increased crushing index of the recycled aggregates. When the crushing index increased from 9% to 37%, the 28-day strength decreased from 24.2 MPa to 15.5 MPa, or about 36%, while the decrease in the 7-day strength and 3-day strength was 40% and 44%, respectively. When the crushing index was greater than 24%, the downward trend was more obvious. | The performance of the aggregate was the major contributor that influenced the strength and elastic modulus of the concrete. | [71] |
| RCA + RBA | 100% | 0.30 | Contrasted with the control group, the 28-day compressive strength of the pervious concrete in the surface modification group was enhanced by 14.6%. | The surface of the unmodified recycled aggregate was porous and rough while that of the modified recycled aggregate was coated with a membrane, which could reduce water absorption through the surface of the recycled aggregate. | [72] |
| RCA | 100% | 0.30–0.40 | The compressive strength and splitting tensile strength of the pervious concrete mixed with the recycled concrete fine aggregate increased slightly compared with the no-fines counterpart. | The omission of fine aggregate in the pervious concrete was one reason for its reduced mechanical properties compared to the conventional pervious concrete with fine aggregates. Thus, the no-fines concrete mixes produced the least strength among all the mixes. The concrete mix with no-fines had a thin layer of bond, whereas for the concrete with recycled concrete fine aggregate, the presence of fine aggregates increased the thickness of the paste bond. | [73] |
| RCA | 30% | 0.28, 0.31, 0.34 | The effect of the NaCl solution on the deterioration of the RCA pervious concrete samples was more adverse than that of water. With the increase in the number of freeze–thaw cycles, the deterioration degree in terms of the mass loss rate, relative dynamic elastic modulus, average compressive strength and porosity of RCA pervious concrete increased. | The mass loss rate is not a suitable index for evaluating the anti-frost durability of RCA pervious concrete, and the frost damage to the RCA pervious concrete is more likely to occur in a chloride environment. The reason that the rate of the freeze–thaw deterioration of the pervious concrete in a salt solution was greater than in water was that the tensile stress inside the cement paste increased due to the difference in osmotic pressure and concentration. Moreover, the Cl− in the salt solution will react with the tricalcium aluminate (C3A) in the cement stone. | [74] |
| RCA | 0–100% | 0.30 | The compressive strength after being subjected to freeze–thaw cycles decreased with the increase in the replacement rate of RCA, as revealed by the test results of specimens with recycled aggregate replacement ratios of 0%, 25%, 50%, 75% and 100%. Upon undergoing 25 freeze–thaw cycles, the loss in compressive strength was 4.5%, 5.5%, 6.6%, 12.0% and 15.1%, respectively. Upon undergoing 50 freeze–thaw cycles, the loss in compressive strength was 18.5%, 20.3%, 22.8%, 28.7% and 31.4%, respectively. Upon undergoing 75 freeze–thaw cycles, the loss in compressive strength was 24.8%, 26.7%, 36.5%, 37.7% and 39.6%, respectively. Upon undergoing 100 freeze–thaw cycles, the loss in compressive strength was 36.0%, 40.6%, 43.1%, 49.7% and 55.3%, respectively. | Although the mechanical properties and freeze–thaw durability of the RA pervious concrete were not satisfied, for all the pervious concrete mixtures, when the freeze–thaw cycles were 25, the compressive strength loss was 4.5% to 15.1%, which satisfied the requirement of not exceeding 20% for pervious concrete in the Chinese national standard CJJ/T 135-2009 and indicated that the application of RCA pervious concrete in cold regions was feasible. | [75] |
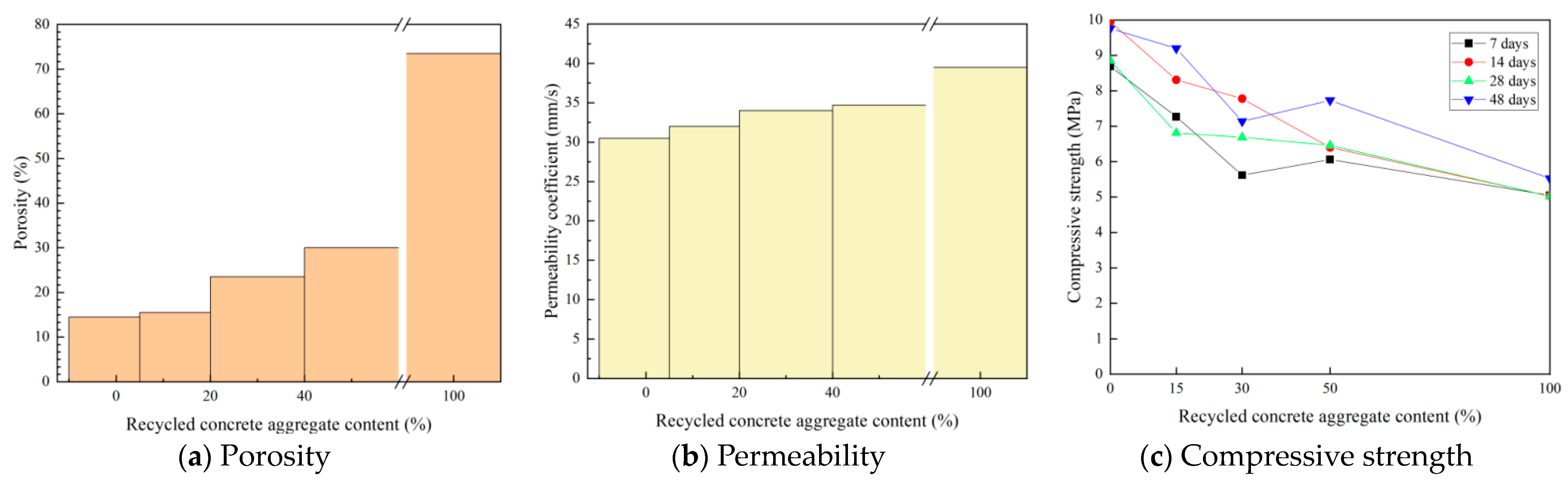
| RCA | 0–100% | - (Not given) | The 7-, 14-, 28- and 48-day compressive strengths decreased with the increase in the replacement rate of RCA, and the porosity and permeability increased with the replacement rate of RCA. | The optimum replacement percentage of RCA in the pervious concrete mix was found to be 15% of the virgin coarse aggregate, and the quality of the RCA affected the optimum replacement rate. | [76] |
| RCA | 100% | 0.30 | Due to polymer modification, the total void ratio decreased and the compressive strengths of the pervious concrete were significantly improved by 79%. | The addition of polymer increased the workability of the cement paste and allowed the aggregate to flow better. This decreased the void ratio and increased the strength of the porous concrete. | [65] |
| RCA | 0–100% | 0.30 | With the increase in the replacement rate of RCA, the average porosity and average permeability coefficient decreased first and then increased to 20.43% and 4.7 mm/s, respectively. The compressive strengths of the concrete with 30%, 50% and 100% RCA replacement rate were all higher than that of the control group (0% RCA). | The reason for the increase in strength was due to the high water absorption of the RCA (about 13 times that of natural aggregate) that reduced the free water content of the concrete; additionally, the rough surface and porous internal structure of the RCA strengthened the cementation, and the water absorbed by the aggregate during mixing was released to promote the development of the compressive strength. | [77] |
| RCA | 100% | 0.33–0.43 | As the W/C ratio increased (from 0.33 to 0.43), the permeability increased from 4.3 mm/s to 5.8 mm/s at first and then decreased to 4.6 mm/s; as the aggregate-to-cement ratio increased (from 3.5 to 5.0), the compressive strength decreased from 16.7 MPa to 5.6 MPa. | Increasing the amount of cement used could improve the strength of permeable concrete, but excessive cement mortar will block the gaps between the aggregates, which is not conducive for the concurrent improvement in the strength and water permeability coefficient. | [78] |
| RCA | 0–100% | 0.30 | The pervious concrete made from recycled concrete aggregate showed better performance in filtrating the water pollutants compared to the natural aggregate counterpart. For the 100% recycled concrete aggregate, the highest efficiency values of the TSS (total suspended solids), BOD (biological oxygen demand), COD (chemical oxygen demand) and ammonia were in the mixture of 100%. | The smaller the aggregate size, the smaller the porosity, and the ability to store fluid was also smaller. The size of the coarse aggregate in the pervious concrete had a significant effect on reducing the water pollutants (BOD, COD, TSS), and the best aggregate sizes were 5–20 mm. | [79] |
| RCA | 100% | 0.54 | The pH value of the rainwater runoff after passing through the sample of pervious concrete pavement with RCA was alkaline (12 ± 0.1). On average, the concrete with RCA removed the chemical oxygen demand by 5%, NO3-N by 20%, PO43− by 18%, SO42− by 33%, turbidity by 10% and TSS by 57%. | The high pH value of the pervious concrete pavement with RCA can be attributed to the dissolution of calcium hydroxide, Ca(OH)2, from the hardened cement paste as the stormwater percolated through the sub-base materials. The Ca(OH)2 was produced from cement hydration and the soluble metal alkalis present in cement. | [80] |
| RCA | 100% | 0.42, 0.59 | The porosity and permeability coefficient of the RCA pervious concrete was 19.6% and 10.0 mm/s, respectively, and both were higher than that of the natural aggregate pervious concrete. After clogging, the reductions in the permeability coefficient were 30% (sand + clay), 40% (sand) and 50% (large size sand), and the permeability coefficient was also higher than that of the natural aggregate pervious concrete. | In terms of permeability reduction, pervious concrete with natural aggregate was more affected than the pervious concrete with RCA. The reduction in the pervious concrete permeability is related not only to the porosity but also to the particle size distribution of sediments. | [81] |
| Recycled Aggregate | Replacement Rate | Water–Cement Ratio | Performance Attributes of Pervious Concrete | Main Finding | Reference |
|---|---|---|---|---|---|
| RBA | 0–50% | 0.30–0.80 | The higher the RBA content, the smaller the compressive strength of the concrete. The 7-day and 28-day compressive strengths of the pervious concrete with 50% RBA were 35.5% and 37.1% of those of the pervious concrete with 0% RBA, respectively. The permeability coefficient of the 15% RBA mix was the highest (6.9 mm/s) followed by that of the 0% RBA mix (6.6 mm/s), and the lowest was the 50% RBA mix (0.18 mm/s). | The high crushing value and water absorption rate of the RBA lowered the strength of the pervious concrete. When the substitution rate was too high, with the increase in the water absorption, the effective W/C ratio decreased. However, it is difficult for the aggregate to absorb all the water when mixed for a short amount of time, which leads to the leakage of the cement paste and a low water permeability. | [87] |
| RBA | 100% | 0.32 | When the polypropylene steel fiber content was 3 to 4 kg/m3, the addition of an imitation steel fiber was equivalent to connecting a number of reinforcements between the RBA, and it significantly improved the mechanical strength of the recycled brick aggregate pervious concrete specimens. | The polypropylene steel fiber could increase the bridging role between the aggregate and binder surface and limit the deformation and stress of the concrete specimen. | [88] |
| RBA | 100% | 0.28–035 | The densely graded mixes provided a much higher strength as compared to the mixes prepared with the single-sized aggregates, especially when the particle size was 2.36–19 mm, but the effective pore sizes of the various pervious concretes would be reduced. | Due to their inferior quality, there existed a tendency of the RBA to be broken during the compaction process, which would alter the desired aggregate gradation. Hence, the porosity of the pervious mixes made with over-burnt bricks were slightly lesser than the mixes made with natural aggregate. | [89] |
| RBA | 100% | 0.28–035 | The compressive strength continued to increase with the percentage of fine aggregate, and with the increase in the W/C ratio, the compressive strength first increased and then decreased. | If some proportions of fine aggregates were added in the mix, it exhibited a better degree of packing, and the bonding between the aggregates was enhanced, which ultimately improved the strength of the porous concrete mix. | [90] |
| RBA + RCA | 100% | 0.34 | Both the compressive strength and tensile strength were increased by the silane treatment. The increase in the magnitude of the compressive strength was significant for higher aggregate-to-cement ratios. For aggregate-to-cement ratios of 2.2, 2.6, 3.0 and 3.4, the increases were 22%, 41%, 65% and 85%, respectively. The connected porosity slightly decreased after the silane treatment. | The silane treatment method is an effective and environmentally friendly method to improve the strength of recycled aggregate pervious concrete by distributing the cement paste in the regions between adjacent recycled aggregate particles. Samples with high porosity or low cement content possessed more favorable characteristics. | [91] |
| RCA + RBA | 100% | 0.28 | The 28-day compressive strength, flexural strength and elasticity modulus decreased by 36%, 28% and 21%, respectively, when the crushing index of the aggregate changed from 9% to 37%; simultaneously, the strength loss rate increased from 6.6% to 18.7% and the mass loss rate increased from 2.3% to 8.5%. | The increase in the crushing index had significant effects on the compressive strength, elasticity modulus, flexural strength and freeze–thaw durability of the recycled aggregate pervious concrete. | [71] |
| RBA | 100% | 0.30 | The strength of the RBA pervious concrete was less than that of the natural aggregate concrete for the same aggregate size. However, the permeability of the brick aggregate pervious concrete was higher than that of the stone aggregate pervious concrete. | For the RBA pervious concrete, permeability could be increased without much compromising the strength. However, for the stone aggregate pervious concrete, this was not true. An increase in permeability was associated with a substantial decrease in strength. | [94] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, H.-Z.; Li, L.G.; Ng, P.-L.; Liu, F. Effects of Solid Waste Reutilization on Performance of Pervious Concrete: A Review. Sustainability 2023, 15, 6105. https://doi.org/10.3390/su15076105
Xie H-Z, Li LG, Ng P-L, Liu F. Effects of Solid Waste Reutilization on Performance of Pervious Concrete: A Review. Sustainability. 2023; 15(7):6105. https://doi.org/10.3390/su15076105
Chicago/Turabian StyleXie, Hui-Zhu, Leo Gu Li, Pui-Lam Ng, and Feng Liu. 2023. "Effects of Solid Waste Reutilization on Performance of Pervious Concrete: A Review" Sustainability 15, no. 7: 6105. https://doi.org/10.3390/su15076105