
Fluorination Treatment and Nano-Alumina Concentration on the Direct Current Breakdown Performance & Trap Levels of Epoxy/Alumina Nanocomposite for a Sustainable Power System

 ,
,  and
and
Abstract
:1. Introduction
2. Experiment Details
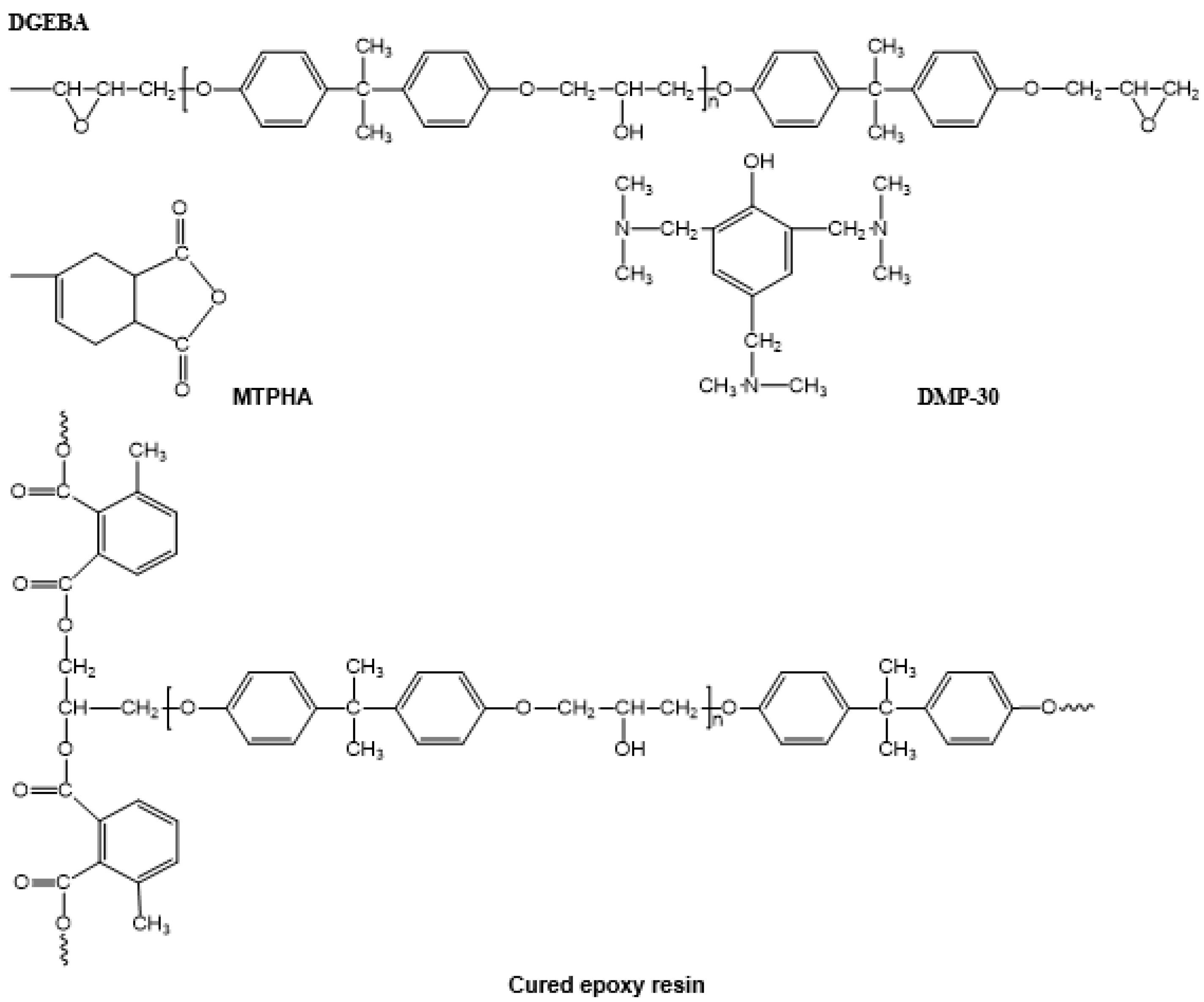
2.1. Specimen Preparation
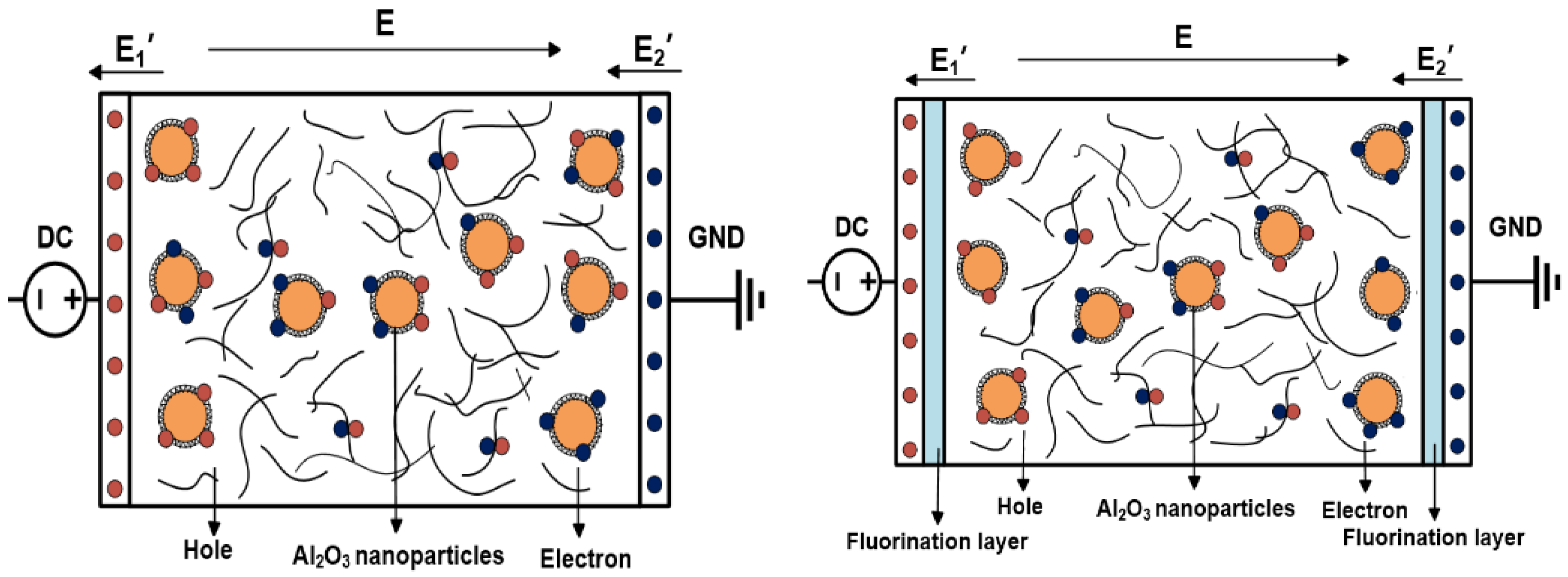
2.2. Fluorination Treatment
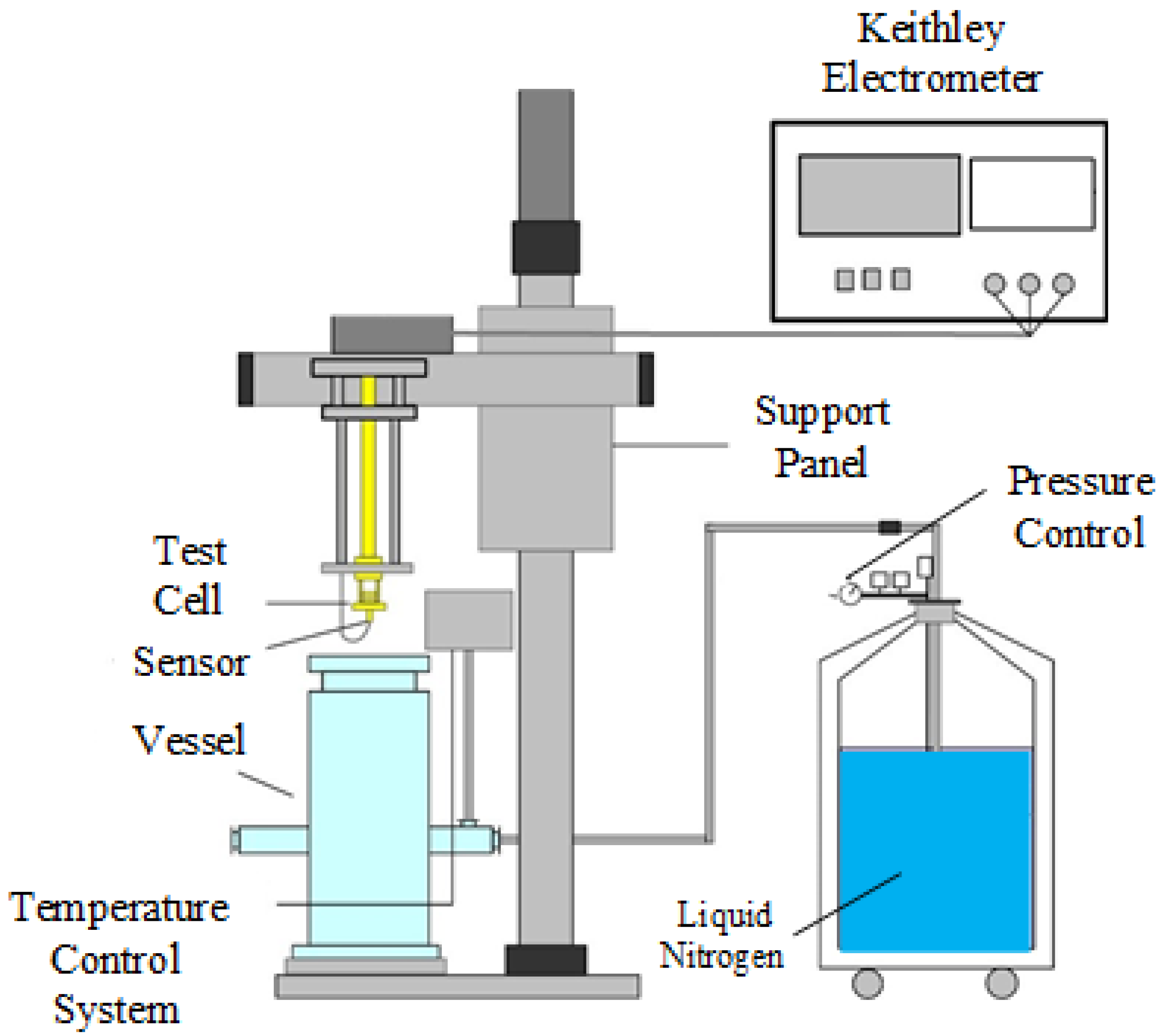
2.3. Experimental Techniques
3. Results & Discussion
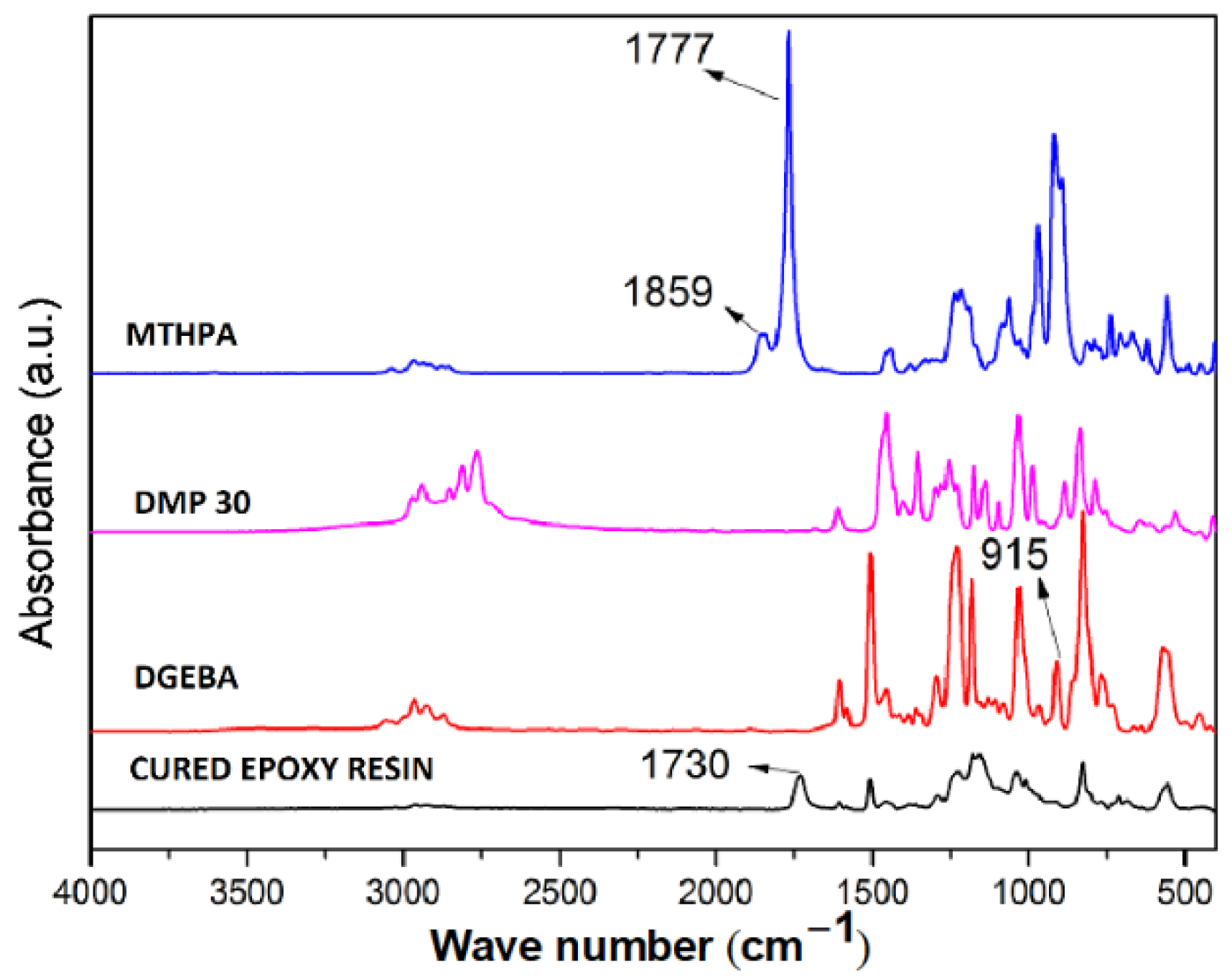
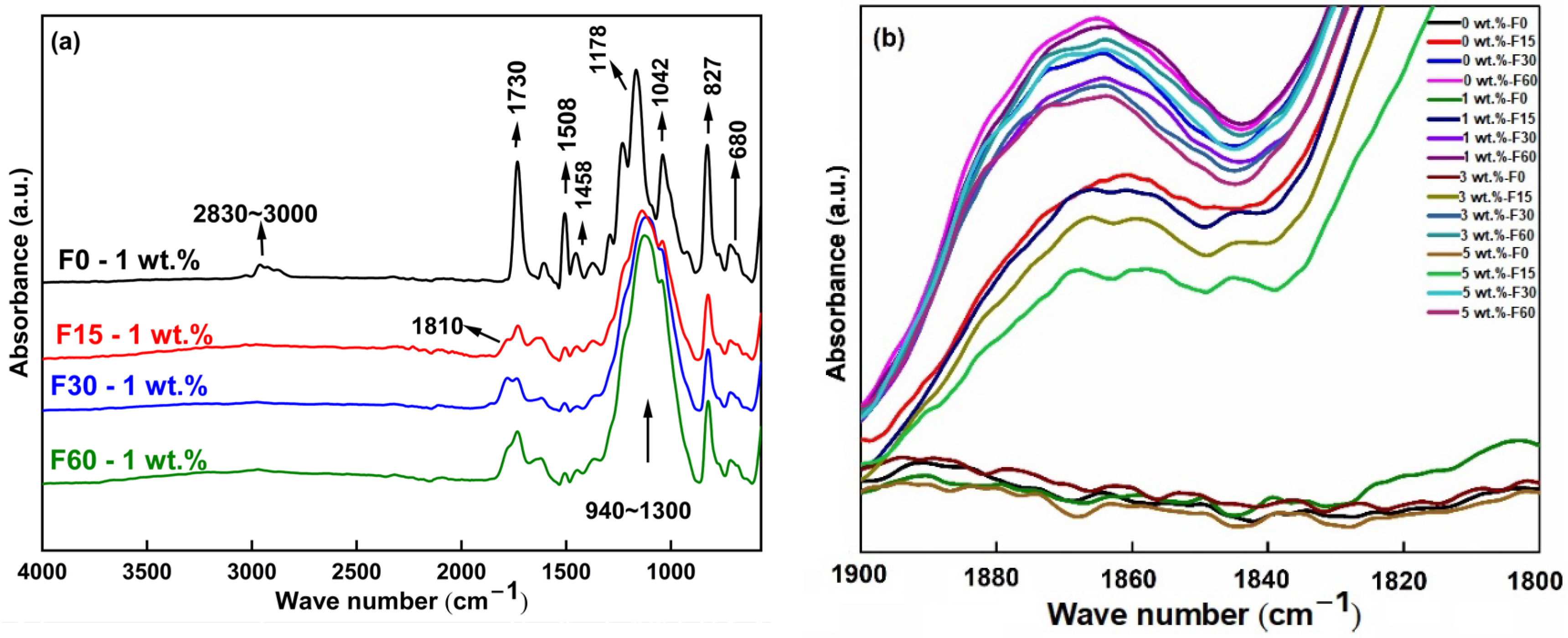
3.1. Fourier Transform Infrared Spectroscopy
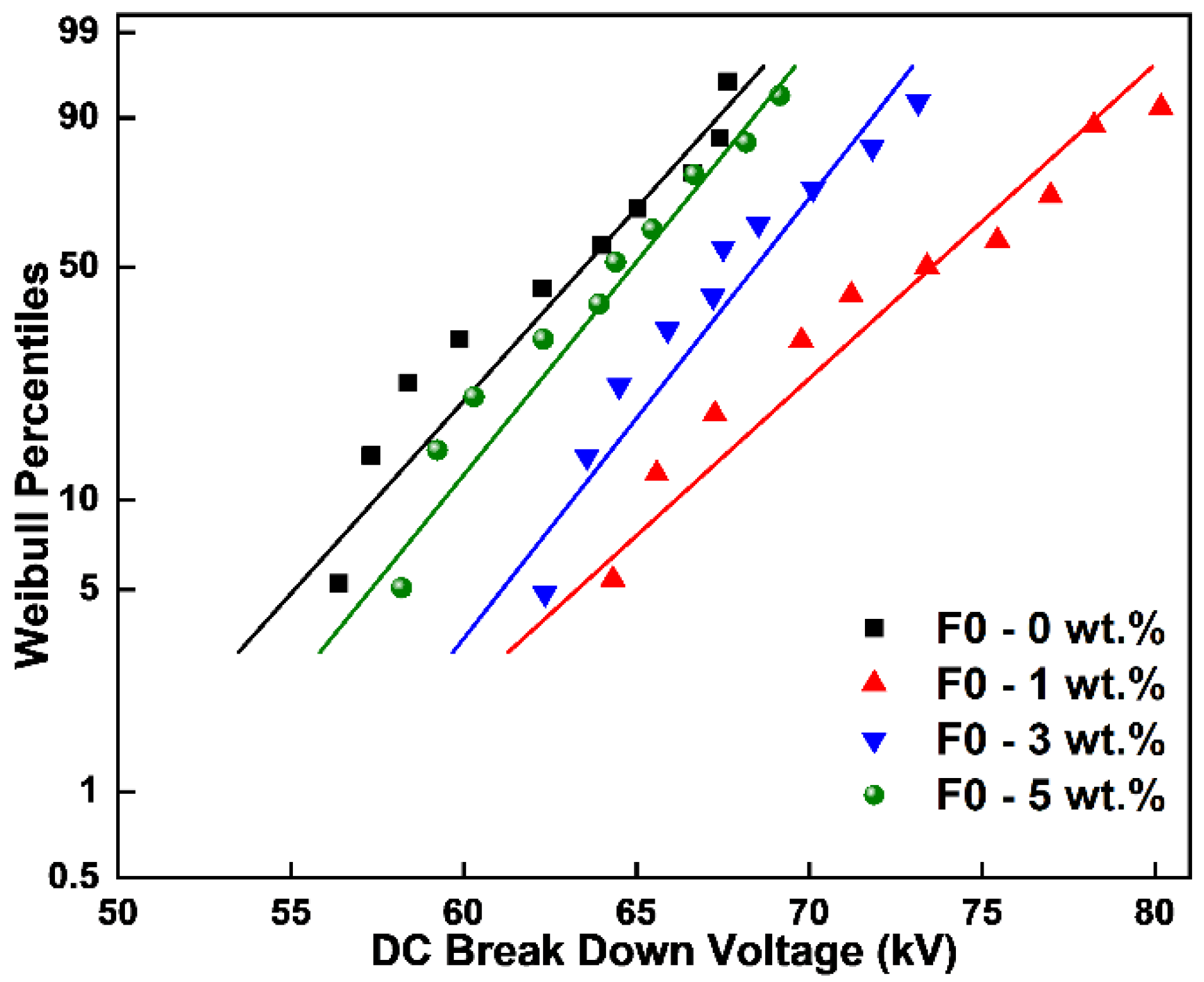
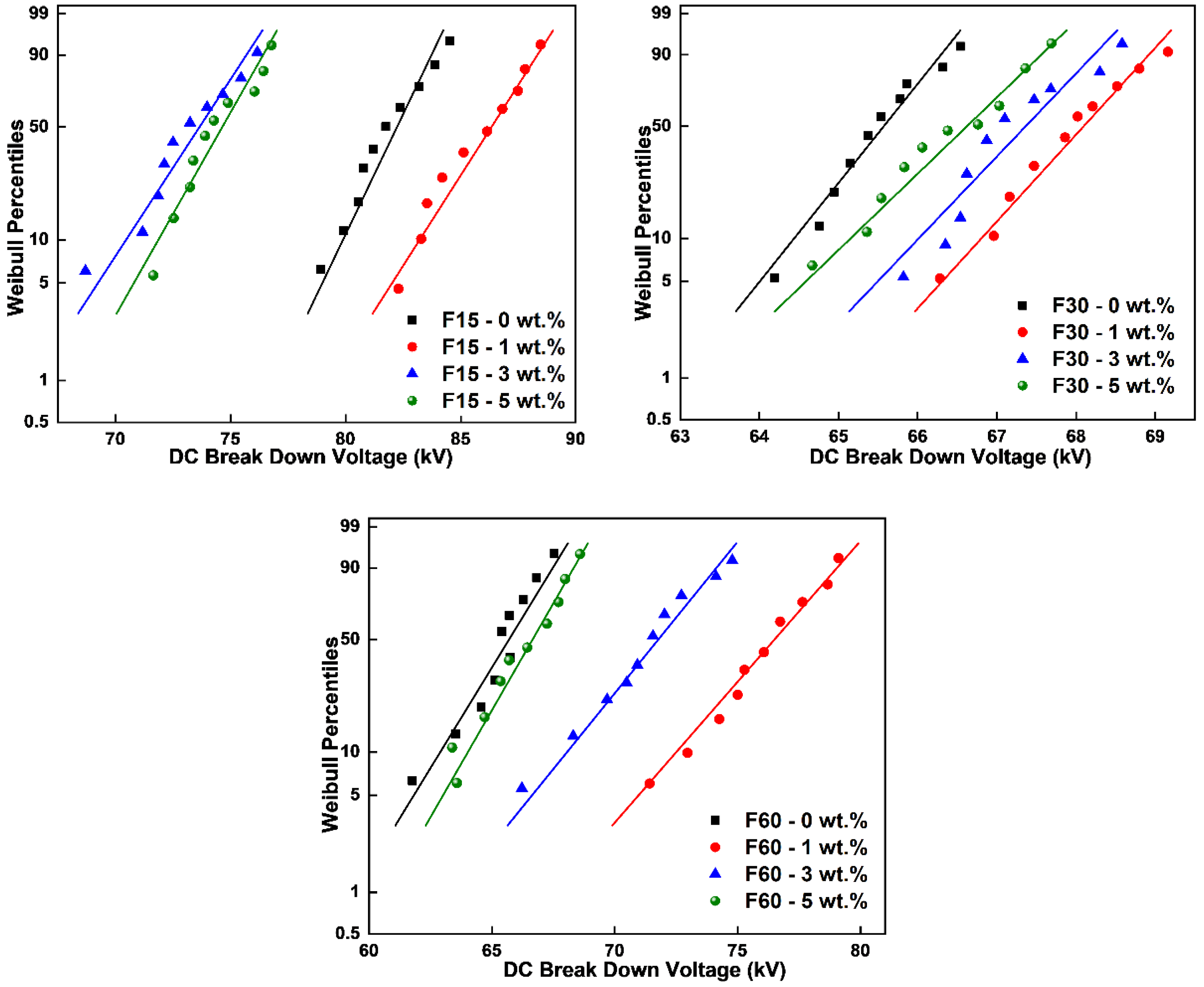
3.2. DC Breakdown Strength
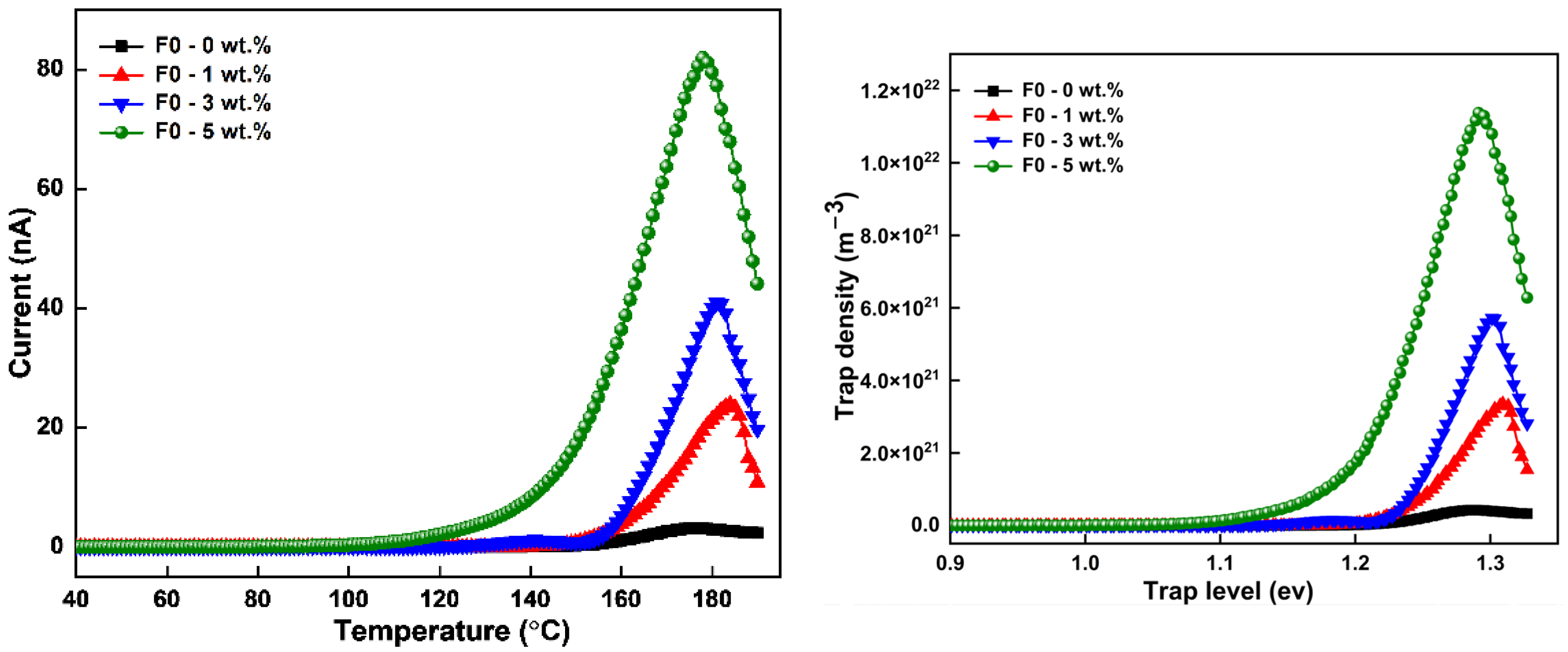
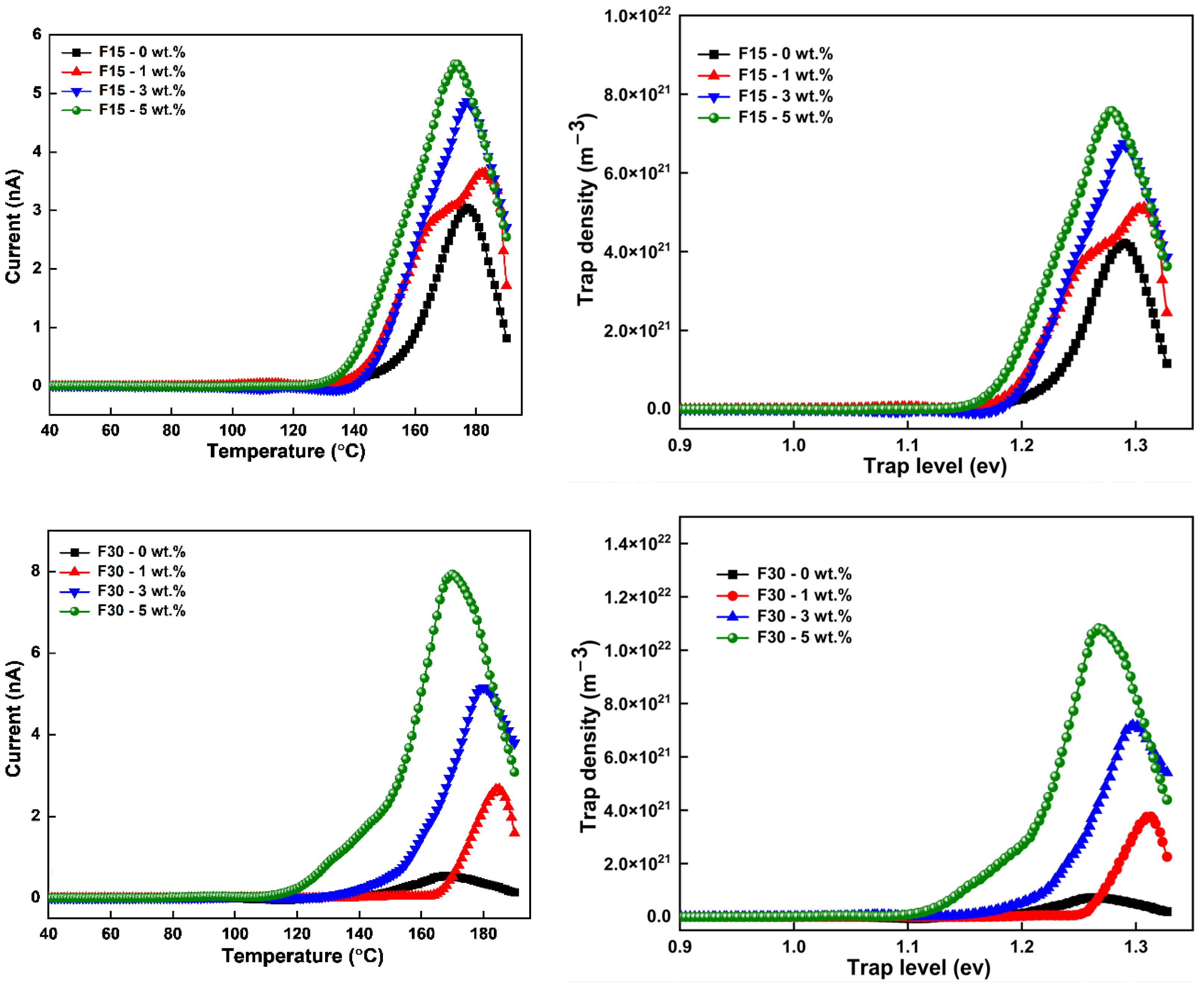
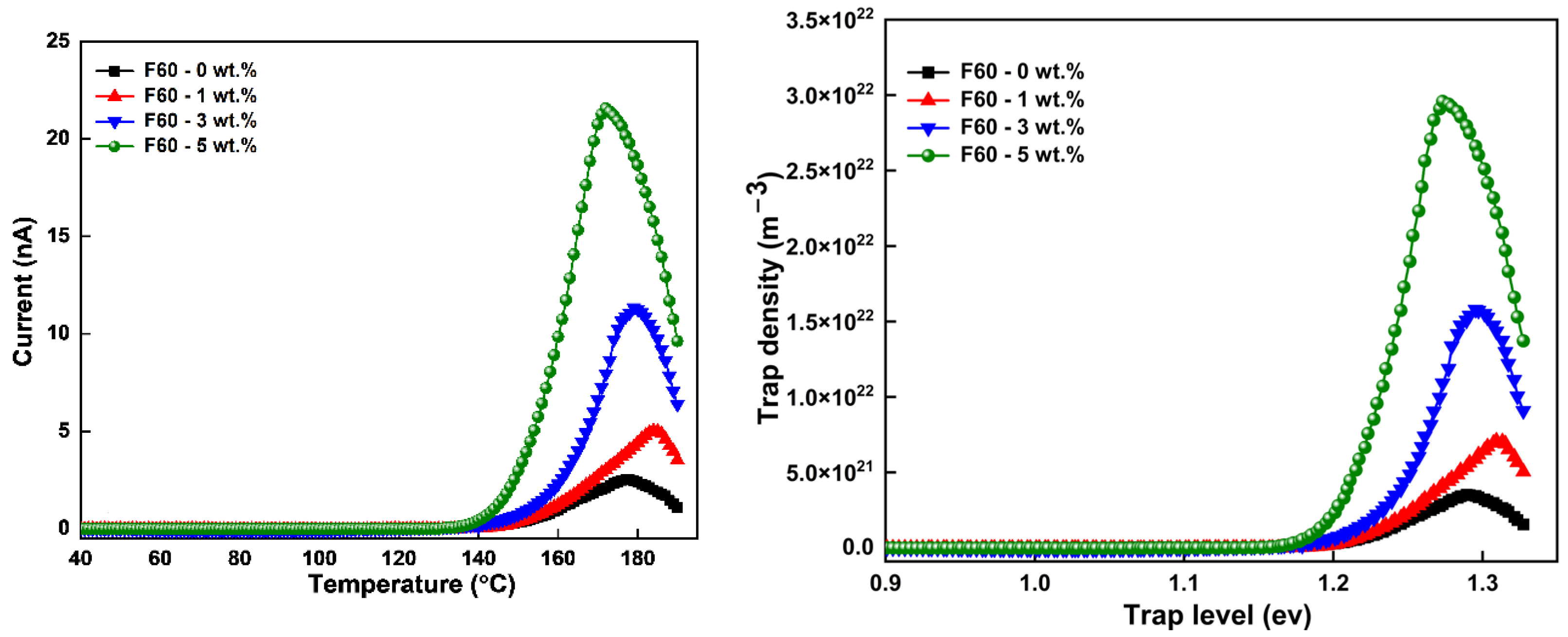
3.3. TSC Measurements
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, F.; Zhang, T.; Li, J.; Zeeshan, K.M.; He, L.; Huang, Z.; He, Y. DC breakdown and flashover characteristics of direct fluorinated epoxy/Al2O3 nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 702–737. [Google Scholar] [CrossRef]
- Ghezelbash, Z.; Ashouri, D.; Mousavian, S.; Ghandi, A.H.; Rahnama, Y. Surface modified Al2O3 in fluorinated polyimide/Al2O3 nanocomposites: Synthesis and characterization. Bull. Mater. Sci. 2012, 35, 925–931. [Google Scholar] [CrossRef]
- Yang, W.; Yi, R.; Yang, X.; Xu, M.; Hui, S.; Cao, X. Effect of particle size and dispersion on dielectric properties in ZnO/epoxy resin composites. Trans. Electr. Electron. Mater. 2012, 13, 116–120. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.Z.; Wang, F.; He, L.; Shen, Z.; Huang, Z.; Mehmood, M.A. Influence of treated nano-alumina and gas-phase fluorination on the dielectric properties of epoxy resin/alumina nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 410–417. [Google Scholar] [CrossRef]
- Li, C.; Hu, J.; Lin, C.; Zhang, B.; Zhang, G.; He, J. Fluorine gas treatment improves surface degradation inhibiting property of alumina-filled epoxy composite. AIP Adv. 2016, 6, 025017. [Google Scholar] [CrossRef]
- An, Z.; Chen, X.; Liu, C.; Zheng, F.; Zhang, Y. Significantly reduced fluorination time needed for suppression of space charge in polyethylene by increasing the fluorination temperature. J. Phys. D Appl. Phys. 2012, 45, 385303. [Google Scholar] [CrossRef]
- Du, B.X.; Li, J.; Du, W. Dynamic behavior of surface charge on direct-fluorinated polyimide films. IEEE Trans. Dielectr. Electr. Insul. 2013, 20, 947–954. [Google Scholar] [CrossRef]
- Wang, F.; He, L.; Khan, M.Z.; Zhang, T.; Zhao, Q.; He, Y.; Huang, Z.; Zhao, H.; Li, J. Accelerated Charge Dissipation by Gas-Phase Fluorination on Nomex Paper. Appl. Sci. 2019, 9, 3879. [Google Scholar] [CrossRef] [Green Version]
- Menaa, F.; Menaa, B.; Sharts, O. Development of carbon-fluorine spectroscopy for pharmaceutical and biomedical applications. Fraday Discuss. 2011, 149, 333–356. [Google Scholar] [CrossRef]
- Menaa, F.; Menaa, B.; Sharts, O.N. Spectro-Fluor™ Technology for Reliable Detection of Proteins and Biomarkers of Disease: A Pioneered Research Study. Diagnostics 2014, 4, 140–152. [Google Scholar] [CrossRef] [Green Version]
- Fukuhara, N.; Bigelow, L.A. The action of elementary fluorine upon organic compounds. XI. The vapor phase fluorination of benzene. J. Am. Chem. Soc. 1941, 63, 2792–2795. [Google Scholar] [CrossRef]
- Khabashesku, V.N.; Billups, W.E.; Margrave, J.L. Fluorination of single-wall carbon nanotubes and subsequent derivatization reactions. Acc. Chem. Res. 2002, 35, 1087–1095. [Google Scholar] [CrossRef] [PubMed]
- Anand, M.; Hobbs, J.P.; Brass, I.J. Surface fluorination of polymers. In Organo Fluorine Chemistry; Springer: Berlin/Heidelberg, Germany, 1994; pp. 469–481. [Google Scholar]
- Carstens, P.A.B.; Marais, S.A.; Thompson, C.J. Improved and novel surface fluorinated products. J. Fluor. Chem. 2000, 104, 97–107. [Google Scholar] [CrossRef]
- Khan, M.Z.; Waleed, A.; Khan, A.; Hassan, M.A.S.; Paracha, Z.J.; Farooq, U. Significantly improved surface flashover characteristics of epoxy resin/Al2O3 nanocomposites in air, vacuum and SF6 by gas-phase fluorination. J. Electron. Mater. 2020, 49, 3400–3408. [Google Scholar] [CrossRef]
- Liu, Y.; An, Z.; Cang, J.; Zhang, Y.; Zheng, F. Significant suppression of surface charge accumulation on epoxy resin by direct fluorination. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 1143–1150. [Google Scholar] [CrossRef]
- Mohamad, A.; Chen, G.; Zhang, Y.; An, Z. Surface fluorinated epoxy resin for high voltage DC application. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 101–108. [Google Scholar] [CrossRef] [Green Version]
- An, Z.; Yin, Q.; Liu, Y.; Zheng, F.; Lei, Q.; Zhang, Y. Modulation of surface electrical properties of epoxy resin insulator by changing fluorination temperature and time. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 526–534. [Google Scholar] [CrossRef]
- Du, B.X.; Li, J.; Du, H. Effects of Fluorination on Surface Charge Accumulation and Decay of Polyimide Film. Jpn. J. Appl. Phys. 2013, 52, 120201. [Google Scholar] [CrossRef]
- Wang, W.; Min, D.; Li, S. Understanding the conduction and breakdown properties of polyethylene nanodielectrics: Effect of deep traps. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 564–572. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, G. Effect of pre-treatment of nanofillers on the dielectric properties of epoxy nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2014, 21, 1809–1816. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Du, B.X.; Jiang, S.; Liang, H.C.; Liu, Y. Surface Layer Fluorination-Modulated Space Charge Behaviors in HVDC Cable Accessory. Polymer 2018, 10, 500. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, R. Methods for kinetic analysis of thermally stimulated processes. J. Mater. Sci. 1976, 11, 1521–1541. [Google Scholar] [CrossRef]
- Bhutta, M.S.; Yang, L.; Ma, Z.; Nazir, M.T.; Akram, S.; Mehmood, M.A.; Faiz, N. Simulation of thickness controlled DC breakdown of XLPE regulated by space charge & molecular chain movement. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 1143–1151. [Google Scholar]
- Tian, F.; Bu, W.; Yang, C.; He, L.; Wang, Y.; Wang, X.; Lei, Q. Study on physical and chemical structure changes of polyimide caused by corona ageing. In Proceedings of the 2009 IEEE 9th International Conference on the Properties and Applications of Dielectric Materials (1076–1079), IEEE, Harbin, China, 19–23 July 2009. [Google Scholar]
- Bhutta, M.S.; Xuebang, T.; Akram, S.; Yidong, C.; Ren, X.; Fasehullah, M.; Rasool, G.; Nazir, M.T. Development of novel hybrid 2D–3D graphene oxide diamond micro composite polyimide films to ameliorate electrical & thermal conduction. J. Ind. Eng. Chem. 2022, 114, 108–114. [Google Scholar]
- Tian, F.; Lei, Q.; Wang, X.; Wang, Y. Effect of deep trapping states on space charge suppression in polyethylene/ZnO nanocomposite. Appl. Phys. Lett. 2011, 99, 142903. [Google Scholar] [CrossRef]
- Teyssedre, G.; Laurent, C. Charge transport modeling in insulating polymers: From molecular to macroscopic scale. IEEE Trans. Dielectr. Electr. Insul. 2005, 12, 857–875. [Google Scholar] [CrossRef]
- Li, C.; Hu, J.; Lin, C.; Zhang, B.; Zhang, G.; He, J. Surface charge migration and dc surface flashover of surface-modified epoxy-based insulators. J. Phys. D Appl. Phys. 2017, 50, 065301. [Google Scholar] [CrossRef]
- Li, C.; He, J.; Hu, J. Surface morphology and electrical characteristics of direct fluorinated epoxy-resin/alumina composite. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 3071–3077. [Google Scholar] [CrossRef]
- Wang, Y.; Xiao, K.; Wang, C.; Yang, L.; Wang, F. Effect of Nanoparticle Surface Modification and Filling Concentration on Space Charge Characteristics in TiO2 /XLPE Nanocomposites. J. Nanomater. 2016, 2016, 2840410. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Min, D.; Wang, W.; Chen, G. Linking traps to dielectric breakdown through charge dynamics for polymer nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 2777–2785. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | α (kV) | β |
|---|---|---|
| F0—0 wt% | 60.55 | 43.01 |
| F0—1 wt% | 63.54 | 44.94 |
| F0—3 wt% | 66.62 | 60.76 |
| F0—5 wt% | 72.25 | 64.18 |
| Samples | Fluorination (F15) | Fluorination (F30) | Fluorination (F60) | |||
|---|---|---|---|---|---|---|
| α (kV) | β | α (kV) | β | α (kV) | β | |
| 0 wt% | 81.79 | 69.66 | 64.57 | 54.18 | 64.60 | 50.89 |
| 1 wt% | 84.78 | 67.24 | 65.46 | 56.97 | 65.91 | 53.07 |
| 3 wt% | 71.86 | 65.05 | 66.11 | 58.75 | 70.45 | 64.98 |
| 5 wt% | 73.66 | 64.70 | 67.96 | 59.19 | 74.64 | 65.94 |
| Time | 0 min (F0) | 15 min (F15) | 30 min (F30) | 60 min (F60) | |
|---|---|---|---|---|---|
| wt% | |||||
| 0 | 1.27 | 1.28 | 1.26 | 1.28 | |
| 1 | 1.31 | 1.30 | 1.30 | 1.30 | |
| 3 | 1.30 | 1.28 | 1.29 | 1.29 | |
| 5 | 1.29 | 1.27 | 1.26 | 1.27 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.Z.; Nazir, M.S.; Bhutta, M.S.; Wang, F. Fluorination Treatment and Nano-Alumina Concentration on the Direct Current Breakdown Performance & Trap Levels of Epoxy/Alumina Nanocomposite for a Sustainable Power System. Sustainability 2023, 15, 5826. https://doi.org/10.3390/su15075826
Khan MZ, Nazir MS, Bhutta MS, Wang F. Fluorination Treatment and Nano-Alumina Concentration on the Direct Current Breakdown Performance & Trap Levels of Epoxy/Alumina Nanocomposite for a Sustainable Power System. Sustainability. 2023; 15(7):5826. https://doi.org/10.3390/su15075826
Chicago/Turabian StyleKhan, Muhammad Zeeshan, Muhammad Shahzad Nazir, Muhammad Shoaib Bhutta, and Feipeng Wang. 2023. "Fluorination Treatment and Nano-Alumina Concentration on the Direct Current Breakdown Performance & Trap Levels of Epoxy/Alumina Nanocomposite for a Sustainable Power System" Sustainability 15, no. 7: 5826. https://doi.org/10.3390/su15075826