

Recent Trends, Developments, and Emerging Technologies towards Sustainable Intelligent Machining: A Critical Review, Perspectives and Future Directions


Abstract
:1. Introduction

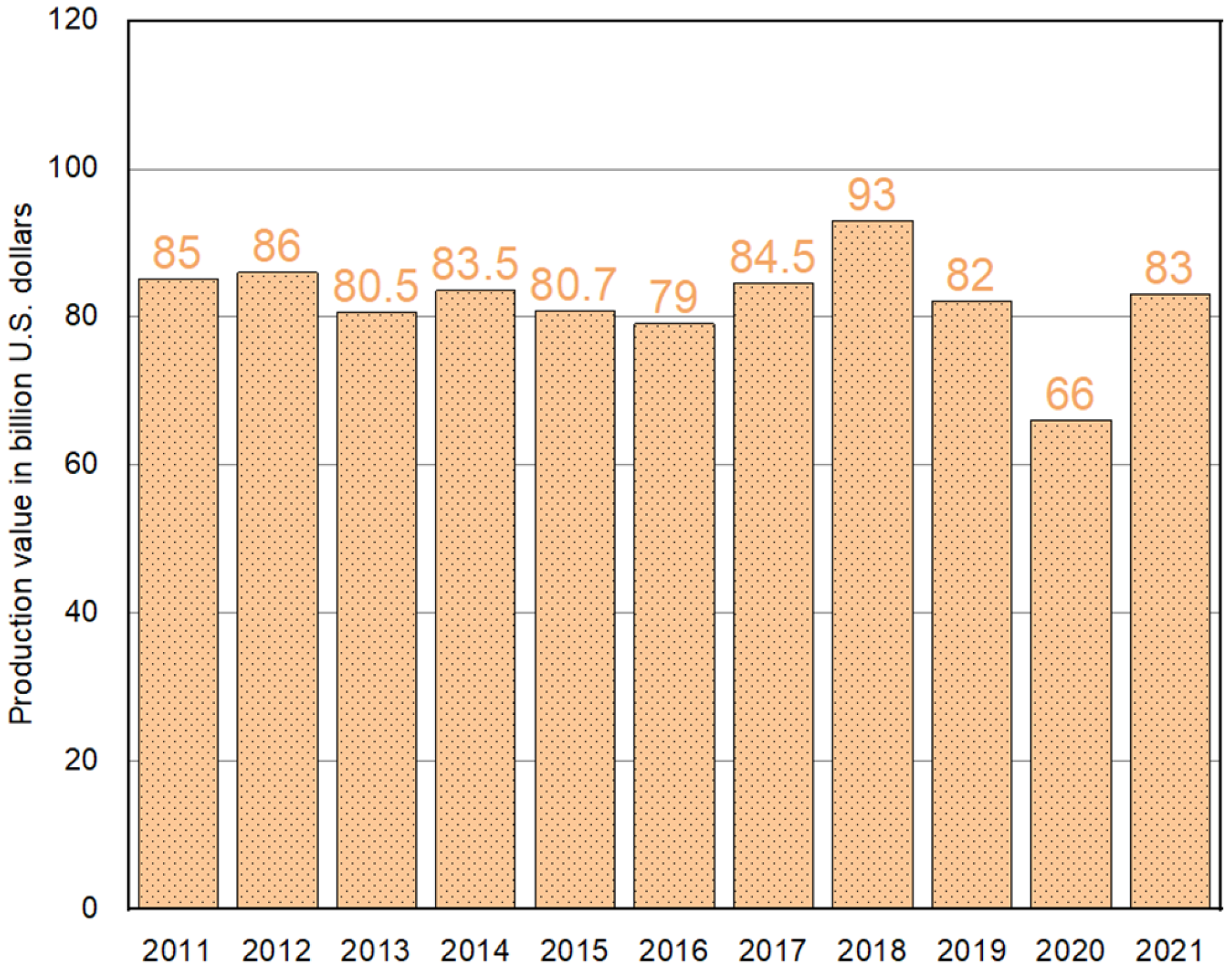
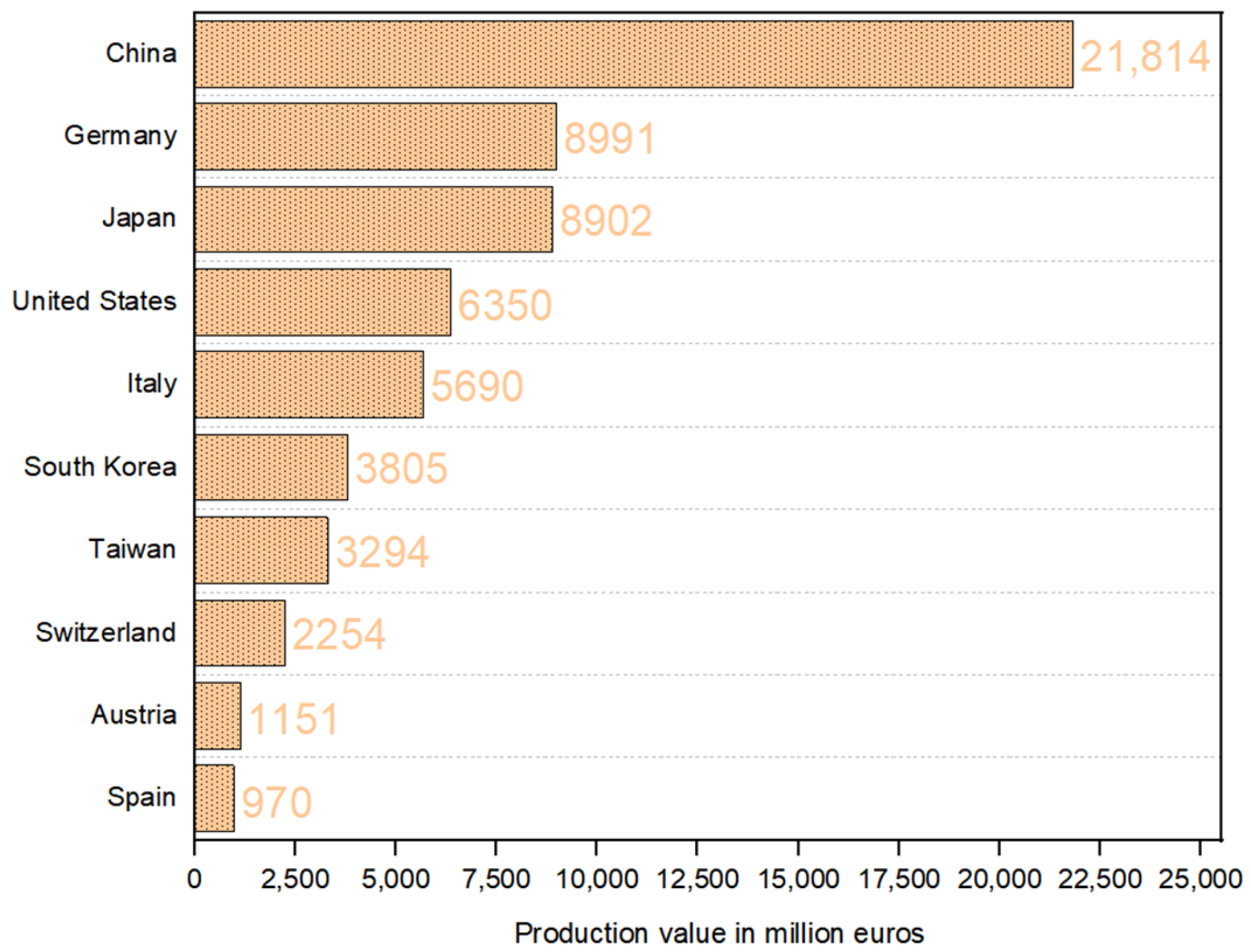
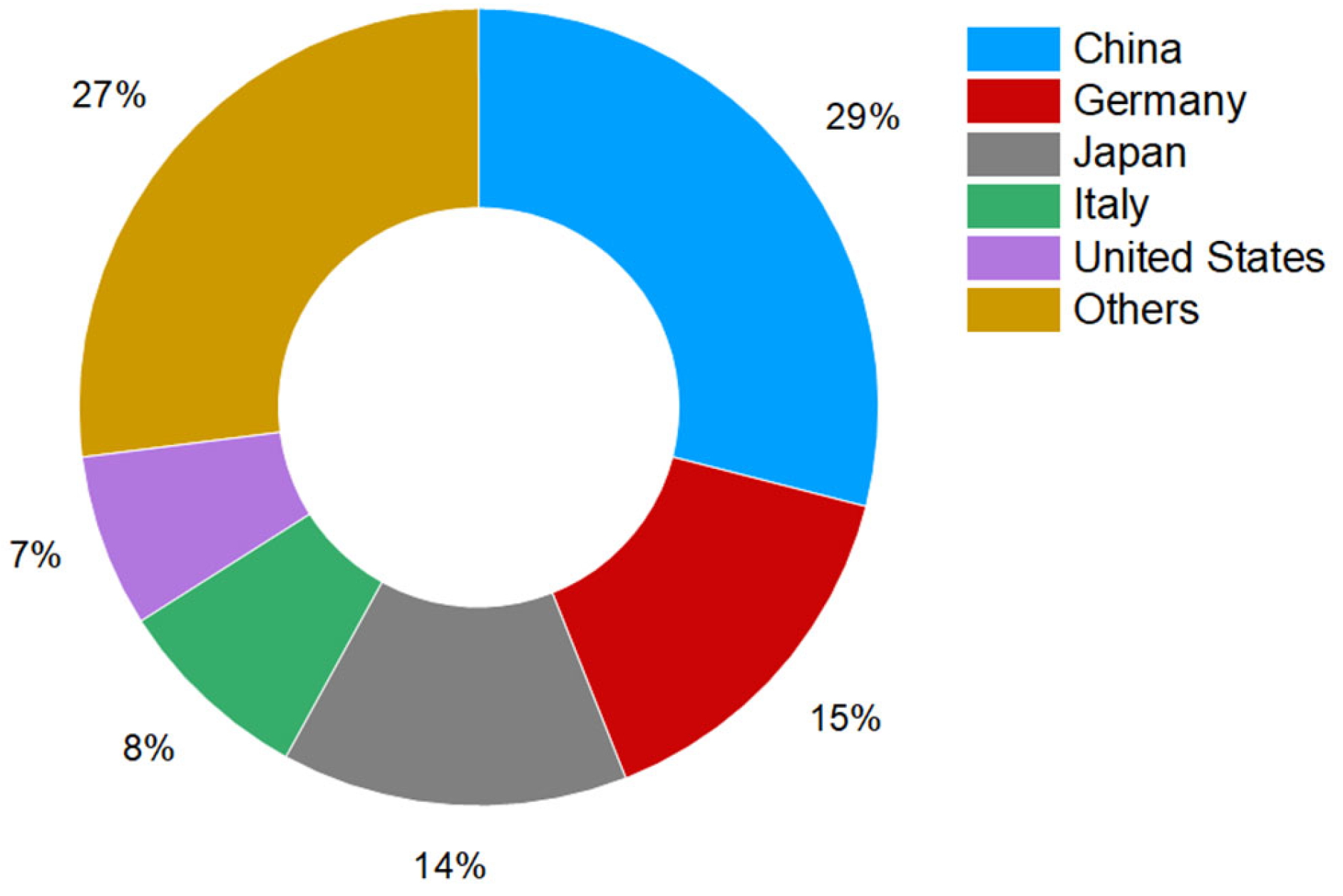
2. Global Machine Tool Industry—Statistics and Facts
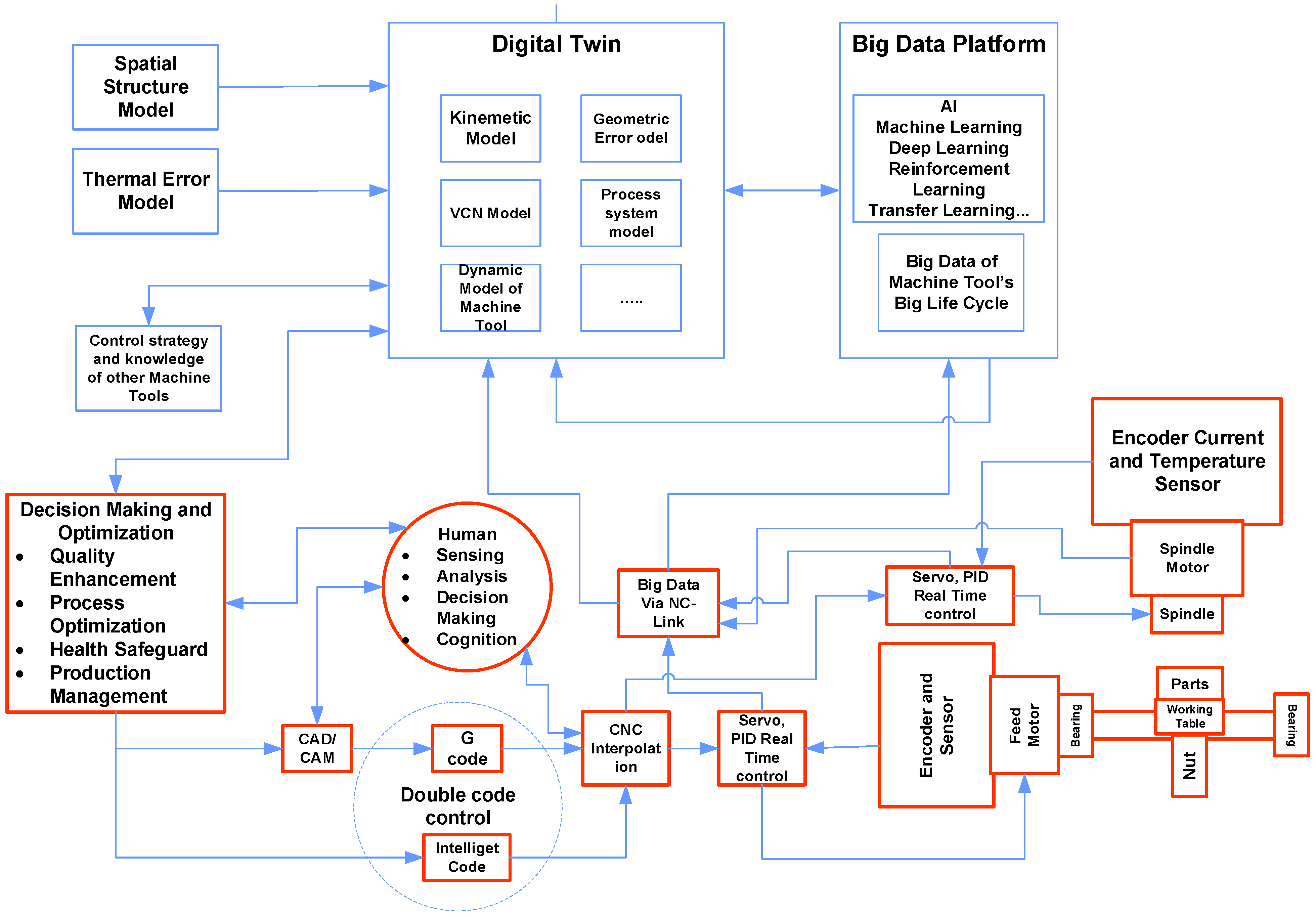
3. Emerging Technologies Enabled Smart Machining
3.1. Tool Condition Monitoring (TCM)

3.2. Chatter Vibration Detection and Management
3.3. Machining Parameters Optimization
4. Future Directions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| IMT | International machine tool |
| HSM | High speed machining |
| TCM | Tool condition monitoring |
| PCM | Process condition monitoring |
| MRR | Material removal rate |
| AI | Artificial intelligence |
| IoT | Internet of Thing |
| VNC | Virtual numerical controller |
| FWT | Fast wavelet transformation |
| FFT | Fast Fourier transform |
| FOPID | Fractional order proportional integral differential |
| CCWT | Complex continuous wavelet transform |
| ANN | Artificial neural network |
| AIS | Artificial immune system |
| NN | Neural network |
| FL | Fuzzy logic |
| FIS | Fuzzy inference system |
| LM | Levenberg-Marquardt |
| HMM | Hidden Markov model |
| PNN | Probabilistic neural network |
| CNN | Convolutional neural network |
| SRNN | Simple recurrent neural network |
| BPN | Back-propagation neural network |
| PSO | Particle swarm optimization |
| GA | Genetic algorithm |
| BA | Bat algorithm |
| FA | Firefly algorithm |
| BFO | Bacteria forging optimization |
| ACO | Ant colony optimization |
| CSO | Cuckoo search optimization |
| VCPSO | Vibration and communication particle swarm optimization |
| SVM | Space vector machines |
| SOM | Self-organization feature map |
| ANFIS | Adaptive neural fuzzy inference system |
| ELM | Extreme learning machines |
| IELM | Improved extreme learning machines |
| RUL | Remaining useful life |
| FDM | Full discretization |
| MCSM | Monto Carlo simulation method |
| RSM | Response surface methodology |
| MM | Moment method |
| AE | Acoustic emission |
| PZTA | Piezoelectric actuators |
| MLP | Multi-layer perception |
| ANOVA | Analysis of variance |
| RBF | Radial basis function |
| NURBS | Non-uniform rational B-spline |
| CFRP | Carbon fiber reinforced plastic |
| MEMS | Micro-electromechanical systems |
| VR | Virtual reality |
References
- Chen, M.; Wang, C.; An, Q.; Ming, W. Tool Path Strategy and Cutting Process Monitoring in Intelligent Machining. Front. Mech. Eng. 2017, 13, 232–242. [Google Scholar] [CrossRef]
- Chen, J.; Yang, J.; Zhou, H.; Xiang, H.; Zhu, Z.; Li, Y.; Lee, C.-H.; Xu, G. CPS modeling of CNC machine tool work processes using an instruction-domain based approach. Engineering 2015, 1, 247–260. [Google Scholar] [CrossRef]
- Liu, R.L.; Zhang, C.R.; Jiang, Y.; Wang, K. Networked monitoring technology of numerical control machine tools based on MTConnect. Comput. Integr. Manuf. Syst. 2013, 19, 1078–1084. [Google Scholar]
- Rehorn, A.G.; Sejdić, E.; Jiang, J. Fault diagnosis in machine tools using selective regional correlation. Mech. Syst. Signal Process. 2006, 20, 1221–1238. [Google Scholar] [CrossRef]
- Kim, N.-H.; Song, J.-Y.; Cha, S.-K.; Son, H. The development of embedded device to detect chatter vibration in machine tools and CNC-based autonomous compensation. J. Mech. Sci. Technol. 2011, 25, 2623–2630. [Google Scholar] [CrossRef]
- Zhou, J. Intelligent manufacturing—Main direction of ‘‘Made in China 2025”. China Mech. Eng. 2015, 26, 2273–2284. [Google Scholar]
- Desforges, X.; Archimède, B. Multi-agent framework based on smart sensors/actuators for machine tools control and monitoring. Eng. Appl. Artif. Intell. 2006, 19, 641–655. [Google Scholar] [CrossRef]
- Yang, H.; Ni, J. Dynamic neural network modeling for nonlinear, nonstationary machine tool thermally induced error. Int. J. Mach. Tools Manuf. 2005, 45, 455–465. [Google Scholar] [CrossRef]
- Chang, W.-Y.; Wu, S.-J. Big data analysis of a mini three-axis CNC machine tool based on the tuning operation of controller parameters. Int. J. Adv. Manuf. Technol. 2016, 99, 1077–1083. [Google Scholar] [CrossRef]
- Tavassoli, L.S.; Sakhavand, N.; Fazeli, S.S. Integrated Preventive Maintenance Scheduling Model with Redundancy for Cutting Tools on a Single Machine. Eng. Technol. Appl. Sci. Res. 2020, 10, 6542–6548. [Google Scholar] [CrossRef]
- Zhou, Y.; Sun, W. Tool Wear Condition Monitoring in Milling Process Based on Current Sensors. IEEE Access 2020, 8, 95491–95502. [Google Scholar] [CrossRef]
- Wang, G.; Wang, Y.; Zhao, J.; Chen, G. Process optimization of the serial-parallel hybrid polishing machine tool based on artificial neural network and genetic algorithm. J. Intell. Manuf. 2010, 23, 365–374. [Google Scholar] [CrossRef]
- Ribeiro, J.E.; César, M.B.; Lopes, H. Optimization of machining parameters to improve the surface quality. Procedia Struct. Integr. 2017, 5, 355–362. [Google Scholar] [CrossRef]
- Guo, Y.; Duflou, J.R.; Qian, J.; Tang, H.; Lauwers, B. An operation-mode based simulation approach to enhance the energy conservation of machine tools. J. Clean. Prod. 2015, 101, 348–359. [Google Scholar] [CrossRef]
- Ford, D.; Myers, A.; Haase, F.; Lockwood, S.; Longstaff, A. Active vibration control for a CNC milling machine. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 230–245. [Google Scholar] [CrossRef]
- Chen, J.; Hu, P.; Zhou, H.; Yang, J.; Xie, J.; Jiang, Y.; Gao, Z.; Zhang, C. Toward Intelligent Machine Tool. Engineering 2019, 5, 679–690. [Google Scholar] [CrossRef]
- Global Production Value of Machine Tools from 2011 to 2021. Available online: https://www.statista.com/statistics/264211/world-production-of-machine-tools/ (accessed on 15 February 2023).
- Leading Countries in the Production of Machine Tools in 2021, Based on Production Value. Available online: https://www.statista.com/statistics/268021/production-of-machine-tools-worldwide/ (accessed on 15 February 2023).
- Machine Tool Producers' Market Share in 2021, by Country. Available online: https://www.statista.com/statistics/264213/leading-countries-in-machine-tool-production-based-on-market-share/ (accessed on 15 February 2023).
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Powalka, B.; Klos, S.; Szczotkarz, N.; Matuszak, M.; Khanna, N. Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol. Int. 2020, 148, 106334. [Google Scholar] [CrossRef]
- Wang, J.; Huang, C.; Song, W. The effect of tool flank wear on the orthogonal cutting process and its practical implications. J. Mater. Process. Technol. 2003, 142, 338–346. [Google Scholar] [CrossRef]
- Erden, M.A.; Yaşar, N.; Korkmaz, M.E.; Ayvacı, B.; Nimel Sworna Ross, K.; Mia, M. Investigation of microstructure, mechanical and machinability properties of Mo-added steel produced by powder metallurgy method. Int. J. Adv. Manuf. Technol. 2021, 284, 2811–2827. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Maruda, R.W.; Nieslony, P.; Krolczyk, G.M. Investigation on the edge forces in ball end milling of inclined surfaces. Int. J. Mech. Sci. 2016, 119, 360–369. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Günay, M. Finite Element Modelling of Cutting Forces and Power Consumption in Turning of AISI 420 Martensitic Stainless Steel. Arab. J. Sci. Eng. 2018, 43, 4863–4870. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. 2010, 59, 717–739. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process——A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Lee, J.; Choi, D.; Kim, J.; Chu, C. Real-Time Tool Breakage Monitoring for NC Milling Process. CIRP Ann. 1995, 44, 59–62. [Google Scholar] [CrossRef]
- Kamarthi, S.; Pittner, S. Fourier and wavelet transform for flank wear estimation—A comparison. Mech. Syst. Signal Process. 1997, 11, 791–809. [Google Scholar] [CrossRef]
- Li, X.; Djordjevich, A.; Venuvinod, P.K. Current-sensor-based Feed Cutting Force Intelligent Estimation and Too lWear Condition Monitoring. IEEE Trans. Ind. Electron. 2000, 47, 697–702. [Google Scholar] [CrossRef]
- Kang, M.C.; Kim, J.S.; Kim, J.H. A monitoring technique using a multi-sensor in high speed machining. J. Mater. Process. Technol. 2001, 113, 331–336. [Google Scholar] [CrossRef]
- Ghosh, N.; Ravi, Y.; Patra, A.; Mukhopadhyay, S.; Paul, S.; Mohanty, A.; Chattopadhyay, A. Estimation of tool wear during CNC milling using neural network-based sensor fusion. Mech. Syst. Signal Process. 2007, 21, 466–479. [Google Scholar] [CrossRef]
- Freyer, B.H.; Heyns, P.S.; Theron, N.J. Comparing orthogonal force and unidirectional strain component processing for tool condition monitoring. J. Intell. Manuf. 2012, 25, 473–487. [Google Scholar] [CrossRef]
- Min, B.-K.; O’Neal, G.; Koren, Y.; Pasek, Z. A smart boring tool for process control. Mechatronics 2002, 12, 1097–1114. [Google Scholar] [CrossRef]
- Kong, D.; Chen, Y.; Li, N. Tool wear monitoring based on kernel principal component analysis and v-support vector regression. Int. J. Adv. Manuf. Technol. 2017, 89, 175–190. [Google Scholar] [CrossRef]
- Horváth, R.; Pálinkás, T.; Mátyási, G.; Kiss, Á.D. The design, calibration and adaption of a dynamometer for fine turning. Int. J. Mach. Mach. Mater. 2017, 19, 1. [Google Scholar] [CrossRef]
- Available online: http://www.d-kmfg.com/cnc-turning.html (accessed on 10 February 2023).
- Wang, G.; Cui, Y. On line tool wear monitoring based on auto associative neural network. J. Intell. Manuf. 2012, 24, 1085–1094. [Google Scholar] [CrossRef]
- Gajate, A.; Haber, R.; del Toro, R.; Vega, P.; Bustillo, A. Tool wear monitoring using neuro-fuzzy techniques: A comparative study in a turning process. J. Intell. Manuf. 2010, 23, 869–882. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B. Micro-milling performance of AISI 304 stainless steel using Taguchi method and fuzzy logic modelling. J. Intell. Manuf. 2014, 27, 817–830. [Google Scholar] [CrossRef]
- Ertunc, H.M.; Oysu, C. Drill wear monitoring using cutting force signals. Mechatronics 2003, 14, 533–548. [Google Scholar] [CrossRef]
- Huang, P.B.; Ma, C.-C.; Kuo, C.-H. A PNN self-learning tool breakage detection system in end milling operations. Appl. Soft Comput. 2015, 37, 114–124. [Google Scholar] [CrossRef]
- Karam, S.; Centobelli, P.; D’Addona, D.M.; Teti, R. 2016. Online Prediction of Cutting Tool Life in Turning via Cognitive Decision Making. Procedia Cirp 2016, 41, 927–932. [Google Scholar] [CrossRef]
- Xu, L.H.; Huang, C.Z.; Li, C.W.; Wang, J.; Liu, H.L.; Wang, X.D. Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining. J. Intell. Manuf. 2020, 32, 77–90. [Google Scholar] [CrossRef]
- Liu, T.; Kumagai, A.; Wang, Y.; Song, S.; Fu, Z.; Lee, J. On-line monitoring of boring tools for control of boring operations. Robot. Comput. Manuf. 2010, 26, 230–239. [Google Scholar] [CrossRef]
- Zhang, B.; Shin, Y.C. A multimodal intelligent monitoring system for turning processes. J. Manuf. Process. 2018, 35, 547–558. [Google Scholar] [CrossRef]
- Yen, C.-L.; Lu, M.-C.; Chen, J.-L. Applying the self-organization feature map (SOM) algorithm to AE-based tool wear monitoring in micro-cutting. Mech. Syst. Signal Process. 2013, 34, 353–366. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, K.; Duan, X.; Li, S. Tool wear estimation and life prognostics in milling: Model extension and generalization. Mech. Syst. Signal Process. 2021, 155, 107617. [Google Scholar] [CrossRef]
- Olufayo, O.; Abou-El-Hossein, K. Tool life estimation based on acoustic emission monitoring in end-milling of H13 mould-steel. Int. J. Adv. Manuf. Technol. 2015, 81, 39–51. [Google Scholar] [CrossRef]
- Ren, Q.; Balazinski, M.; Baron, L. High-order interval type-2 Takagi-Sugeno-Kang fuzzy logic system and its application in acoustic emission signal modeling in turning process. Int. J. Adv. Manuf. Technol. 2012, 63, 1057–1063. [Google Scholar] [CrossRef]
- Zhang, K.-F.; Yuan, H.-Q.; Nie, P. A method for tool condition monitoring based on sensor fusion. J. Intell. Manuf. 2015, 26, 1011–1026. [Google Scholar] [CrossRef]
- Gouarir, A.; Martínez-Arellano, G.; Terrazas, G.; Benardos, P.; Ratchev, S. In-process Tool Wear Prediction System Based on Machine Learning Techniques and Force Analysis. Procedia CIRP 2018, 77, 501–504. [Google Scholar] [CrossRef]
- Laddada, S.; Si-Chaib, M.O.; Benkedjouh, T.; Drai, R. Tool wear condition monitoring based on wavelet transform and improved extreme learning machine. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 234, 1057–1068. [Google Scholar] [CrossRef]
- Kumar, A.; Chinnam, R.B.; Tseng, F. An HMM and polynomial regression based approach for remaining useful life and health state estimation of cutting tools. Comput. Ind. Eng. 2019, 128, 1008–1014. [Google Scholar] [CrossRef]
- Jang, W.-K.; Kim, D.-W.; Seo, Y.-H.; Kim, B.-H. Tool-Wear-Estimation System in Milling Using Multi-View CNN Based on Reflected Infrared Images. Sensors 2023, 23, 1208. [Google Scholar] [CrossRef]
- Cheng, M.; Jiao, L.; Yan, P.; Jiang, H.; Wang, R.; Qiu, T.; Wang, X. Intelligent tool wear monitoring and multi-step prediction based on deep learning model. J. Manuf. Syst. 2021, 62, 286–300. [Google Scholar] [CrossRef]
- Huang, Z.; Shao, J.; Guo, W.; Li, W.; Zhu, J.; Fang, D. Hybrid machine learning-enabled multi-information fusion for indirect measurement of tool flank wear in milling. Measurement 2023, 206, 112255. [Google Scholar] [CrossRef]
- Huang, C.-R.; Lu, M.-C. Investigation of Cutting Path Effect on Spindle Vibration and AE Signal Features for Tool Wear Monitoring in Micro Milling. Appl. Sci. 2023, 13, 1107. [Google Scholar] [CrossRef]
- Lamraoui, M.; Barakat, M.; Thomas, M.; Badaoui, M.E. Chatter detection in milling machines by neural network classification and feature selection. J. Vib. Control 2015, 21, 1251–1266. [Google Scholar] [CrossRef]
- Hu, S.; Huang, X.; Zhang, Y.; Lv, C. Reliability Analysis of the Chatter Stability during Milling Using a Neural Network. Int. J. Aerosp. Eng. 2016, 2016, 5259821. [Google Scholar] [CrossRef]
- Gradišek, J.; Kalveram, M.; Insperger, T.; Weinert, K.; Stépán, G.; Govekar, E.; Grabec, I. On stability prediction for milling. Int. J. Mach. Tools Manuf. 2005, 45, 769–781. [Google Scholar] [CrossRef]
- Liu, X.; Su, C.-Y.; Li, Z.; Yang, F. Adaptive Neural-Network-Based Active Control of Regenerative Chatter in Micromilling. IEEE Trans. Autom. Sci. Eng. 2017, 15, 628–640. [Google Scholar] [CrossRef]
- Davim, J.P.; Gaitonde, V.; Karnik, S. Investigations into the effect of cutting conditions on surface roughness in turning of free machining steel by ANN models. J. Mater. Process. Technol. 2008, 205, 16–23. [Google Scholar] [CrossRef]
- Cherukuri, H.; Perez-Bernabeu, E.; Selles, M.; Schmitz, T.L. A neural network approach for chatter prediction in turning. Procedia Manuf. 2019, 34, 885–892. [Google Scholar] [CrossRef]
- Cherukuri, H.; Perez-Bernabeu, E.; Selles, M.; Schmitz, T. Machining Chatter Prediction Using a Data Learning Model. J. Manuf. Mater. Process. 2019, 3, 45. [Google Scholar] [CrossRef]
- Yao, Z.; Mei, D.; Chen, Z. On-line chatter detection and identification based on wavelet and support vector machine. J. Mater. Process. Technol. 2010, 210, 713–719. [Google Scholar] [CrossRef]
- Tran, M.-Q.; Liu, M.-K.; Tran, Q.-V. Milling chatter detection using scalogram and deep convolutional neural network. Int. J. Adv. Manuf. Technol. 2020, 107, 1505–1516. [Google Scholar] [CrossRef]
- Zhang, D.; Bi, G.; Sun, Z.; Guo, Y. Online monitoring of precision optics grinding using acoustic emission based on support vector machine. Int. J. Adv. Manuf. Technol. 2015, 80, 761–774. [Google Scholar] [CrossRef]
- Dun, Y.; Zhu, L.; Yan, B.; Wang, S. A chatter detection method in milling of thin-walled TC4 alloy workpiece based on auto-encoding and hybrid clustering. Mech. Syst. Signal Process. 2021, 158, 107755. [Google Scholar] [CrossRef]
- Yuan, Y.; Zhang, H.-T.; Wu, Y.; Zhu, T.; Ding, H. Bayesian Learning-Based Model-Predictive Vibration Control for Thin-Walled Workpiece Machining Processes. IEEE/ASME Trans. Mechatron. 2016, 22, 509–520. [Google Scholar] [CrossRef]
- Tunc, L.T. Smart tool path generation for 5-axis ball-end milling of sculptured surfaces using process models. Robot. Comput. Manuf. 2018, 56, 212–221. [Google Scholar] [CrossRef]
- Khasawneh, F.A.; Munch, E.; Perea, J.A. Chatter Classification in Turning using Machine Learning and Topological Data Analysis. IFAC-Pap. 2018, 51, 195–200. [Google Scholar] [CrossRef]
- Jurkovic, Z.; Cukor, G.; Brezocnik, M.; Brajkovic, T. A comparison of machine learning methods for cutting parameters prediction in high speed turning process. J. Intell. Manuf. 2018, 29, 1683–1693. [Google Scholar] [CrossRef]
- Rahimi, M.H.; Huynh, H.N.; Altintas, Y. On-line chatter detection in milling with hybrid machine learning and physics-based model. CIRP J. Manuf. Sci. Technol. 2021, 35, 25–40. [Google Scholar] [CrossRef]
- Wan, M.; Dang, X.-B.; Zhang, W.-H.; Yang, Y. Chatter suppression in the milling process of the weakly-rigid workpiece through a moving fixture. J. Mater. Process. Technol. 2021, 299, 117293. [Google Scholar] [CrossRef]
- Ding, L.; Sun, Y.; Xiong, Z. Active Chatter Suppression in Turning by Simultaneous Adjustment of Amplitude and Frequency of Spindle Speed Variation. J. Manuf. Sci. Eng. 2019, 142, 1–39. [Google Scholar] [CrossRef]
- Ding, L.; Sun, Y.; Xiong, Z. Model-Free Adaptive Sliding Mode Control-Based Active Chatter Suppression by Spindle Speed Variation. J. Dyn. Syst. Meas. Control. 2022, 144, 071002. [Google Scholar] [CrossRef]
- Zheng, Q.; Chen, G.; Jiao, A. Chatter detection in milling process based on the combination of wavelet packet transform and PSO-SVM. Int. J. Adv. Manuf. Technol. 2022, 120, 1237–1251. [Google Scholar] [CrossRef]
- Mishra, R.; Gupta, P.; Singh, B. An intelligent approach to extract chatter and metal removal rate features impromptu from milling sound signal. Proc. Inst. Mech. Eng. Part E: J. Process Mech. Eng. 2023. [Google Scholar] [CrossRef]
- Sun, Y.; He, J.; Ma, H.; Yang, X.; Xiong, Z.; Zhu, X.; Wang, Y. Online chatter detection considering beat effect based on Inception and LSTM neural networks. Mech. Syst. Signal Process. 2023, 184, 109723. [Google Scholar] [CrossRef]
- Li, L.; Liu, F.; Chen, B.; Li, C.B. Multi-objective optimization of cutting parameters in sculptured parts machining based on neural network. J. Intell. Manuf. 2013, 26, 891–898. [Google Scholar] [CrossRef]
- Kant, G.; Sangwan, K.S. Predictive Modelling and Optimization of Machining Parameters to Minimize Surface Roughness using Artificial Neural Network Coupled with Genetic Algorithm. Procedia CIRP 2015, 31, 453–458. [Google Scholar] [CrossRef]
- Wang, S.; Lu, X.; Li, X.; Li, W. A systematic approach of process planning and scheduling optimization for sustainable machining. J. Clean. Prod. 2015, 87, 914–929. [Google Scholar] [CrossRef]
- Lipski, J.; Zaleski, K. Implementation of artificial intelligence in optimization of technological processes. MATEC Web Conf. 2019, 252, 03008. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.; Sharma, V.S. RETRACTED: Optimization of machining parameters and cutting fluids during nano-fluid based minimum quantity lubrication turning of titanium alloy by using evolutionary techniques. J. Clean. Prod. 2016, 135, 1276–1288. [Google Scholar] [CrossRef]
- Rudrapati, R.; Pal, P.K.; Bandyopadhyay, A. Modeling and optimization of machining parameters in cylindrical grinding process. Int. J. Adv. Manuf. Technol. 2016, 82, 2167–2182. [Google Scholar] [CrossRef]
- D’mello, G.; Pai, P.S.; Puneet, N. Optimization studies in high speed turning of Ti-6Al-4V. Appl. Soft Comput. 2017, 51, 105–115. [Google Scholar] [CrossRef]
- Hegab, H.; Abdelfattah, W.; Rahnamayan, S.; Mohany, A.; Kishawy, H. Multi-objective Optimization during Machining Ti-6Al-4V Using Nano-fluids. In Proceedings of the Canadian Society for Mechanical Engineering (CSME) International Congress 2018, Toronto, ON, Canada, 27–30 May 2018. [Google Scholar]
- Chen, X.; Li, C.; Tang, Y.; Li, L.; Du, Y.; Li, L. Integrated Optimization of Cutting Tool and Cutting Parameters in Face Milling for Minimizing Energy Footprint and Production Time. Energy 2019, 175, 1021–1037. [Google Scholar] [CrossRef]
- Moreira, L.; Li, W.; Lu, X.; Fitzpatrick, M. Supervision controller for real-time surface quality assurance in CNC machining using artificial intelligence. Comput. Ind. Eng. 2018, 127, 158–168. [Google Scholar] [CrossRef]
- Radovanović, M. Multi-objective Optimization of Multi-pass Turning AISI 1064 Steel. Int. J. Adv. Manuf. Technol. 2019, 100, 87–100. [Google Scholar] [CrossRef]
- Ulker, E.; Turanalp, M.E.; Halkaci, H.S. An artificial immune system approach to CNC tool path generation. J. Intell. Manuf. 2008, 20, 67–77. [Google Scholar] [CrossRef]
- El-Mounayri, H.; Deng, H. A generic and innovative approach for integrated simulation and optimisation of end milling using solid modelling and neural network. Int. J. Comput. Integr. Manuf. 2010, 23, 40–60. [Google Scholar] [CrossRef]
- Balic, J.; Korosec, M. Intelligent tool path generation for milling of free surfaces using neural networks. Int. J. Mach. Tools Manuf. 2002, 42, 1171–1179. [Google Scholar] [CrossRef]
- Agarwal, S. Optimizing machining parameters to combine high productivity with high surface integrity in grinding silicon carbide ceramics. Ceram. Int. 2016, 42, 6244–6262. [Google Scholar] [CrossRef]
- Li, B.; Zhang, H.; Ye, P.; Wang, J. Trajectory smoothing method using reinforcement learning for computer numerical control machine tools. Robot. Comput. Manuf. 2019, 61, 101847. [Google Scholar] [CrossRef]
- Maiyar, L.M.; Ramanujam, R.; Venkatesan, K.; Jerald, J. Optimization of Machining Parameters for end Milling of Inconel 718 Super Alloy Using Taguchi based Grey Relational Analysis. Procedia Eng. 2013, 64, 1276–1282. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B. Optimization of machining parameters during micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials using Taguchi method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 231, 228–242. [Google Scholar] [CrossRef]
- Siva, R.S.; Balachithra, B. Optimization of Machining Parameters using Scatter Search Algorithm. J. Adv. Mech. Eng. Sci. 2016, 2, 11–18. [Google Scholar] [CrossRef]
- Peng, A.; Xiao, X.; Yue, R. Process parameter optimization for fused deposition modeling using response surface methodology combined with fuzzy inference system. Int. J. Adv. Manuf. Technol. 2014, 73, 87–100. [Google Scholar] [CrossRef]
- Abhishek, K.; Datta, S.; Mahapatra, S.S. Multi-objective optimization in drilling of CFRP (polyester) composites: Application of a fuzzy embedded harmony search (HS) algorithm. Measurement 2016, 77, 222–239. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, X.; Wan, X.; Zhou, S.; Gao, Z. Digital twin-driven surface roughness prediction and process parameter adaptive optimization. Adv. Eng. Inf. 2021, 51, 101470. [Google Scholar] [CrossRef]
- Kittali, P.; Kalwa, V.; Athith, D.; Prashanth, K.P.; Venkatesh, B.K. Optimization of machining parameters in turning operation to minimize the surface roughness using Taguchi technique for EN1A alloy steel. Mater. Today Proc. 2021, 54, 463–467. [Google Scholar] [CrossRef]
- Şahinoğlu, A.; Rafighi, M. Optimization of cutting parameters with respect to roughness for machining of hardened AISI 1040 steel. Mater. Test. 2020, 62, 85–95. [Google Scholar] [CrossRef]
- Alam, S.T.; Tomal, A.A.; Nayeem, M.K. High-Speed Machining of Ti–6Al–4V: RSM-GA based Optimization of Surface Roughness and MRR. Results Eng. 2023, 17, 100873. [Google Scholar] [CrossRef]
- Achiam, J.; Held, D.; Tamar, A.; Abbeel, P. Constrained Policy Optimization. arXiv 2017, arXiv:1705.10528. [Google Scholar]
- Akametalu, A.K.; Fisac, J.F.; Gillula, J.H.; Kaynama, S.; Zeilinger, M.N.; Tomlin, C.J. Reachability-Based Safe Learning with Gaussian Processes. In Proceedings of the 53rd IEEE Conference on Decision and Control, Los Angeles, CA, USA, 15–17 December 2014; pp. 1424–1431. [Google Scholar] [CrossRef]
- Berkenkamp, F.; Turchetta, M.; Schoellig, A.; Krause, A. Safe Model-Based Reinforcement Learning with Stability Guarantees. Adv. Neural Inf. Process. Syst. 2017, 30, 908–918. [Google Scholar]
- Madry, A.; Makelov, A.; Schmidt, L.; Tsipras, D.; Vladu, A. Towards Deep Learning Models Resistant to Adversarial Attacks. arXiv 2017, arXiv:1706.06083. [Google Scholar]
- Papernot, N.; McDaniel, P.; Jha, S.; Fredrikson, M.; Celik, Z.B.; Swami, A. The Limitations of Deep Learning in Adversarial Settings. In Proceedings of the IEEE European Symposium on Security and Privacy (EuroS&P), Saarbruecken, Germany, 21–24 March 2016; pp. 372–387. [Google Scholar]
- Humayed, A.; Lin, J.; Li, F.; Luo, B. Cyber-Physical Systems Security—A Survey. IEEE Internet Things J. 2017, 4, 1802–1831. [Google Scholar] [CrossRef]
- Barreno, M.; Nelson, B.; Joseph, A.D.; Tygar, J. The Security of Machine Learning. Mach. Learn. 2010, 81, 121–148. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Publication Date | Method | Machining Process | Motive |
|---|---|---|---|---|
| Kamarthi et al. [28] | 1997 | Simple recurrent neural network (SRNN) | Turning | Prediction of tool wear during the turning process |
| Kang et al. [30] | 2001 | AE measurement, cutting forces measurement | High speed milling | Verification of tool condition via acoustic emission sensors |
| Min et al. [33] | 2002 | AI-based self-monitoring algorithms | Boring | Reduction in position error via piezoelectric and laser position sensors |
| Ghosh et al. [31] | 2007 | Neural network (NN)-based multi-sensor model | Milling | Tool wear diagnosis via spindle vibrations, spindle current, cutting forces, sound pressure measurements |
| Liu et al. [44] | 2010 | Back-propagation neural network (BPNs) and ANFIS | Boring | Tool wear measurement and classification |
| Gajate et al. [38] | 2012 | Neuro-fuzzy (FL, NNs) | Turning | Tool wear diagnosis through cutting forces, vibrations, acoustic emission measurements |
| Ren et al. [49] | 2012 | First-order and second-order type-2 fuzzy logic system | Turning | Tool wear condition monitoring |
| Wang et. al., [37] | 2013 | Levenberg–Marquardt (LM) | Milling | Online tool wear monitoring |
| Yen et al. [46] | 2013 | Self-organization feature map (SOM) | Micro Milling | Tool condition monitoring and tool wear classification |
| Ertunc et al. [40] | 2014 | Hidden Markov models (HMM) | Drilling | Tool wear diagnosis via thrust force and drilling torque measurements |
| Olufayo et al. [48] | 2015 | Back-propagation neural network (BPNs) | End Milling | Cutting tool state estimation |
| Huang et al. [41] | 2015 | Probabilistic neural network (PNN) algorithm | End Milling | Tool condition monitoring |
| Zhang et al. [50] | 2015 | Support vector machine (SVM), genetic algorithm (GA) | Milling | Tool wear estimation level and tool condition classification |
| Kuram et al. [39] | 2016 | Regression analysis and fuzzy logics, force Markov model | Micro Milling | Tool wear, cutting force, surface roughness prediction |
| Karam et al. [42] | 2016 | Artificial neural network (ANN) | Turning | Tool life prediction based on cutting conditions |
| A. Gouarir et al. [51] | 2018 | Convolutional neural network (CNN), extreme learning machines (ELM) method | Milling | Tool wear prediction |
| Laddada et al. [52] | 2019 | Continuous wavelet transform (CCWT), improved extreme learning machine (ILEM) | Milling | Tool health condition monitoring |
| Xu et al. [43] | 2020 | Intelligent adaptive neuro-fuzzy interference system (ANFIS), PSO algorithm | Milling | Cutting tool condition monitoring |
| Jang et al. [54] | 2022 | Infrared (IR) laser vision system, deep-learning (DL), multi-view convolutional neural network (CNN) | Milling | Tool wear estimation, machining efficiency improvement |
| Cheng et al. [55] | 2022 | Parallel convolutional neural network (parallel CNN), dense residual neural network (ResNetD) | Turning | Tool condition monitoring, machining efficiency, |
| Huang et al. [57] | 2023 | Hybrid machine learning, multi-information fusion | Milling | Tool wear measurement |
| Reference | Publication Date | Method | Machining Process | Motive |
|---|---|---|---|---|
| Davim et al. [62] | 2008 | Artificial neural network (ANN) | Turning | Surface roughness prediction, surface finishing |
| Yao et al. [65] | 2010 | Piezoelectric accelerometer, support vector machine (SVM) | Boring | Chatter vibrations prediction and identification, feature extraction |
| Zhang et al. [67] | 2015 | Support vector machine (SVM) theory, interpolation factor support vector regression | Grinding | Online precision optics grinding process monitoring, surface quality |
| M. Lamraoui et al. [58] | 2015 | Data-driven AI model, multilayer perceptron-based neural network (NN) | Milling | Chatter vibration detection, machining efficiency |
| Sen Hu et al. [59] | 2016 | Back-propagation neural network (BPNN), full discretization method (FDM), neural network (NN), Monto Carlo simulation method (MCSM), moment method (MM) | Milling | Stability and reliability of regenerative chatter, machining efficiency and accuracy |
| Yuan et al. [69] | 2017 | Laser sensors, spare Bayesian learning-based network | Milling | Machining process identification, surface quality improvement |
| Xiao liu et al. [61] | 2018 | Piezoelectric actuators (PZTAs), Lyapunov–Krasovskii functionals, and NN control technique | Micro milling | Regenerative chatter suppression |
| Harish et al. [63] | 2019 | ANN training, stability algorithm | Turning | Chatter vibration prediction |
| MQ Tran et al. [66] | 2020 | Deep convolutional neural network (CNN), continuous wavelet transform (CWT) | Milling | Chatter vibration prediction, milling stability |
| Longyang et al. [75] | 2020 | Optimal fractional order proportional integral differential (FOPID) controller, JADE algorithm, spindle speed variation (SSV) parameters adjustment | Turning | Active chatter suppression, flexibility achievement, stability improvement |
| M. Hossein et al. [73] | 2021 | Machine learning, self-excitation vibration theory, CNN | Milling | Chatter detection accuracy improvement |
| Ding et al. [76] | 2022 | Model-free adaptive sliding mode control (MFA-SMC) algorithm, spindle speed variation (SSV) technique, global sliding mode control (GSMC) | Turning | Regenerative chatter suppression, cutting process |
| Zheng et al. [77] | 2022 | Wavelet packet transform (WPT), particle swarm optimization support vector machine (PSO-SVM), genetic algorithm (GA) | End milling | Chatter vibration detection |
| Mishra et al. [78] | 2023 | Self-organizing Paps (SOM), multi-layer perceptron—back-propagation neural network (MLP-BPNN) | Milling | Automatic feature selection, machining quality prediction, metal removal rate |
| Sun et al. [79] | 2023 | Neural network with inception module, long short-term memory (LSTM), residual networks (ILR-DNN) | Turning | Online chatter detection, chatter vibration detection, beat effect |
| Reference | Publication Date | Method | Machining Process | Motive |
|---|---|---|---|---|
| J. Balic et al. [93] | 2002 | Radial basic function (RBF) | Milling | Achieve minimum cost, maximal production, surface finishing via machining parameters optimization |
| E. Ülker et al. [91] | 2009 | Artificial immune system (AIS) | Ball end-milling | Tool path generation for non-uniform rational B-spline (NURBS) surface, machining productivity and efficiency |
| H. El-Mounayri et al. [92] | 2010 | Neural network (NN), ant colony optimization (ACO) | End milling | Milling path strategy, reduce machining time, improve productivity |
| Lohithaksha M. Maiyar et al. [96] | 2013 | Taguchi method | End milling | Reduce surface roughness, improve material removal rate |
| Peng et al. [99] | 2014 | Response surface methodology (RSM), fuzzy inference system (FIS), process parameter optimization, GA | Jet machining | Increase in accuracy and production process efficiency |
| Li et al. [80] | 2015 | Back-propagation neural network (BPNN) | CNC engraving and milling | Minimize machining time, consumed energy and the surface roughness, cutting parameters optimization |
| G Kant et al. [81] | 2015 | Artificial neural network (ANN), genetic algorithm (GA) | Milling | Machining parameters prediction and optimization, minimize surface roughness |
| Gupta et al. [84] | 2016 | Analysis of variance (ANOVA), bacteria forging optimization (BFO), Particle swarm optimization (PSO) | Turning | Impact analysis of machining parameters, machining parameters optimization, minimization of process time, an energy consumption |
| D’Mello et al. [86] | 2017 | Bat algorithm (BA), firefly algorithm (FA), particle swarm optimization (PSO) | Turning | Surface quality improvement, machining parameters optimization |
| Hegab et al. [87] | 2018 | NSGA-II method with response surface methodology (RSM), GA | Milling | Minimize power consumption and cutting tool wear, and maximize surface quality, minimize surface roughness, machining parameters optimization |
| Chen et al. [88] | 2019 | Cuckoo search optimization (CSO) algorithm | Face milling | Energy footprint minimization, production time minimization, machining parameters optimization |
| Radovanovic et al. [90] | 2019 | MOGA, GA | Turning | Machining parameters optimization, minimization of machining cost, maximize material removal rate |
| Sohinoglu et al. [103] | 2020 | Full factorial experimental design method | Turning | Surface roughness and power consumption |
| Liu et al. [101] | 2022 | Digital twin, improved particle swarm optimization-generalized regression neural networks | Plain milling | Process parameter optimization, surface roughness |
| Kittali et al. [102] | 2022 | Taguchi method | Turning | Machining parameters optimization, surface roughness, material removal rate (MRR) |
| Tanvir et al. [104] | 2023 | Response surface methodology (RSM) and genetic algorithm (GA) | Milling | Tool wear morphology, surface roughness, material removal rate |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asif, M.; Shen, H.; Zhou, C.; Guo, Y.; Yuan, Y.; Shao, P.; Xie, L.; Bhutta, M.S. Recent Trends, Developments, and Emerging Technologies towards Sustainable Intelligent Machining: A Critical Review, Perspectives and Future Directions. Sustainability 2023, 15, 8298. https://doi.org/10.3390/su15108298
Asif M, Shen H, Zhou C, Guo Y, Yuan Y, Shao P, Xie L, Bhutta MS. Recent Trends, Developments, and Emerging Technologies towards Sustainable Intelligent Machining: A Critical Review, Perspectives and Future Directions. Sustainability. 2023; 15(10):8298. https://doi.org/10.3390/su15108298
Chicago/Turabian StyleAsif, Muhammad, Hang Shen, Chunlin Zhou, Yuandong Guo, Yibo Yuan, Pu Shao, Lan Xie, and Muhammad Shoaib Bhutta. 2023. "Recent Trends, Developments, and Emerging Technologies towards Sustainable Intelligent Machining: A Critical Review, Perspectives and Future Directions" Sustainability 15, no. 10: 8298. https://doi.org/10.3390/su15108298