
Increasing Throughput in Warehouses: The Effect of Storage Reallocation and the Location of Input/Output Station


Abstract
:1. Introduction
1.1. AS/RS Components and Performance
1.2. Enhancing Performance of AS/RS
1.3. Problem Statement and Study Contribution
2. Methodology
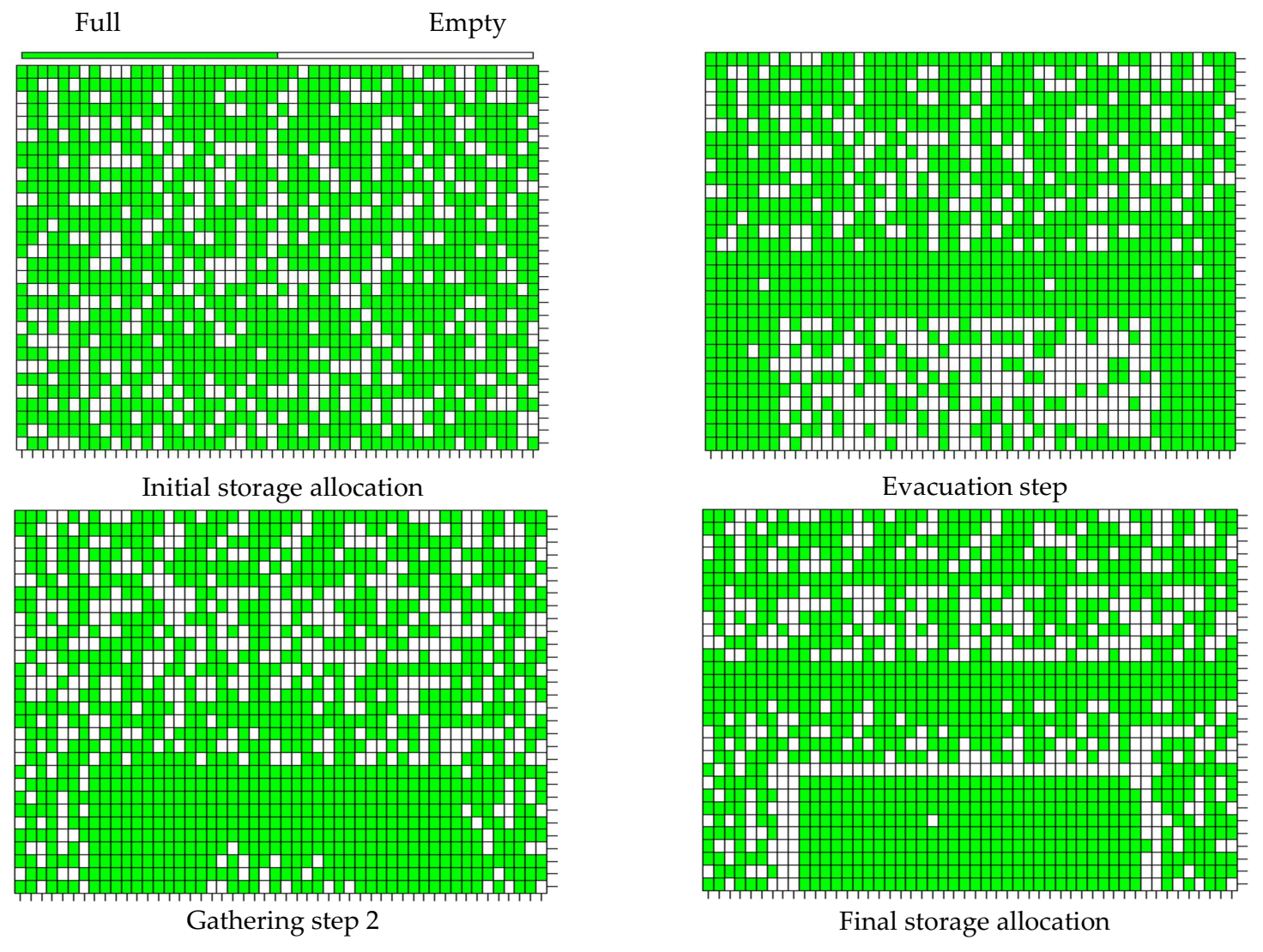
- Evacuation Step: evacuating the storage locations of tote bins that will not be needed in the next few hours. Only some of the A-items are evacuated. The B and C items are already far from the I/O station;
- Gathering Step: reallocation of the expected needed tote bins that are far from the I/O to be closer in the evacuated area near to the I/O point. In this step, all types of items (A, B, and C) can be reallocated to the near area (the area originally dedicated for A-items).
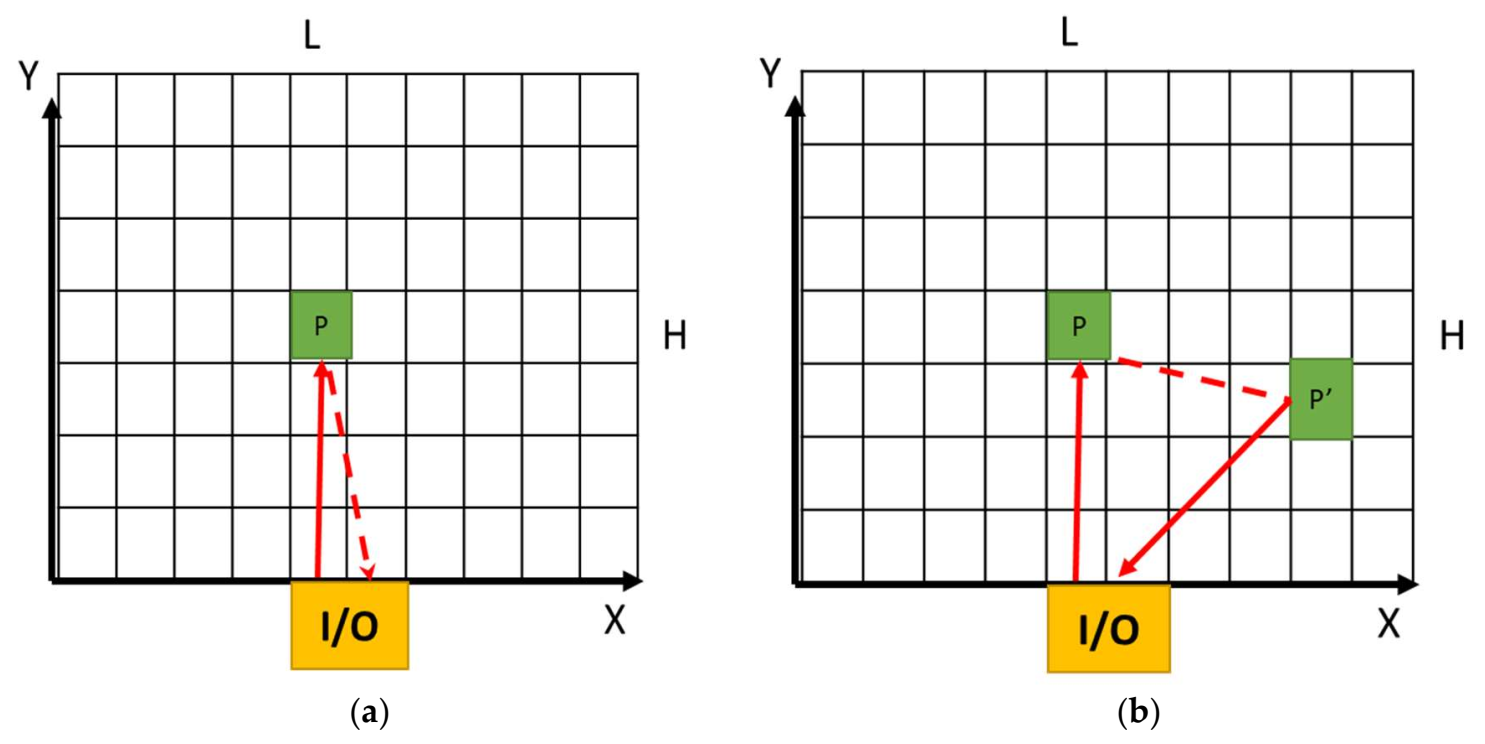
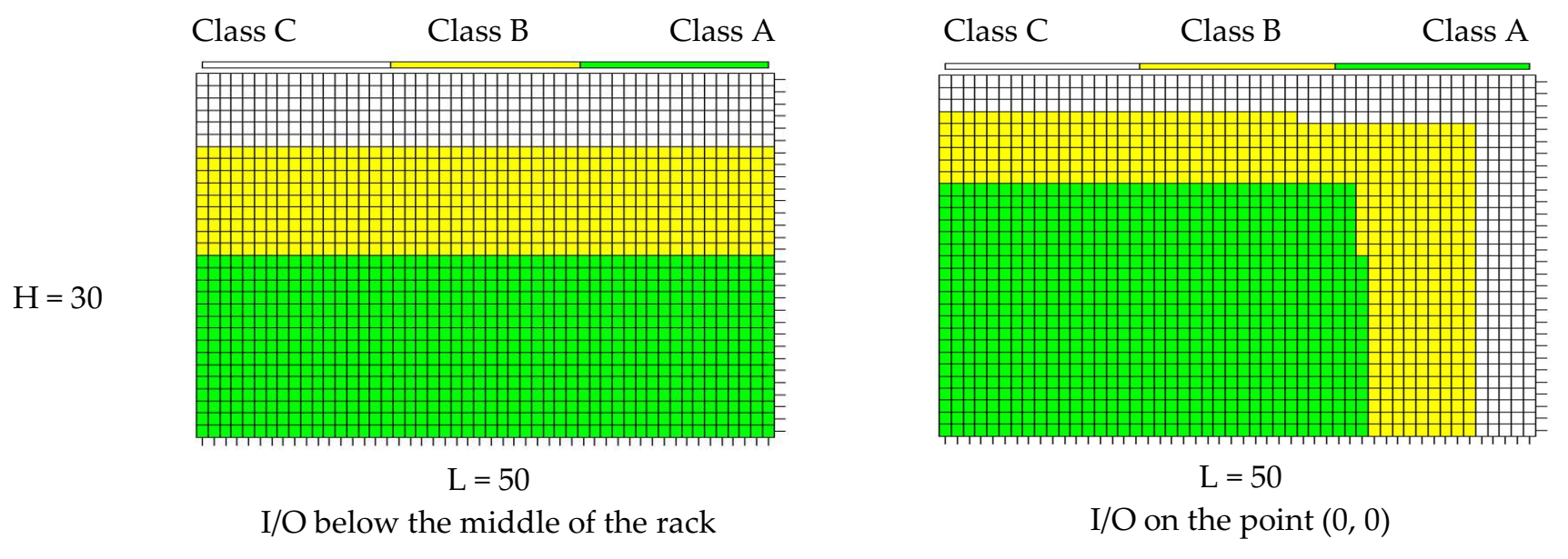
- Case 1: the I/O station is in the location (0, 0) (lower left-hand corner of the storage rack);
- Case 2: the I/O station is just under the middle of the storage rack. The distance between the center of the I/O stations and the lowest line of the storage rack is h/2, where h is the cell height. The cell in this paper is the storage compartment in the storage rack (storage location).
- The exact demand for the next few hours is known in the idle time before the shift starts;
- A single rack is used;
- The I/O station can be at the point (0, 0) or under the middle of the storage rack;
- A tote bin in a storage order at the beginning of the day can be later needed as a retrieval order on the same day;
- There is enough time for the two-step storage reallocation process before the working shift starts;
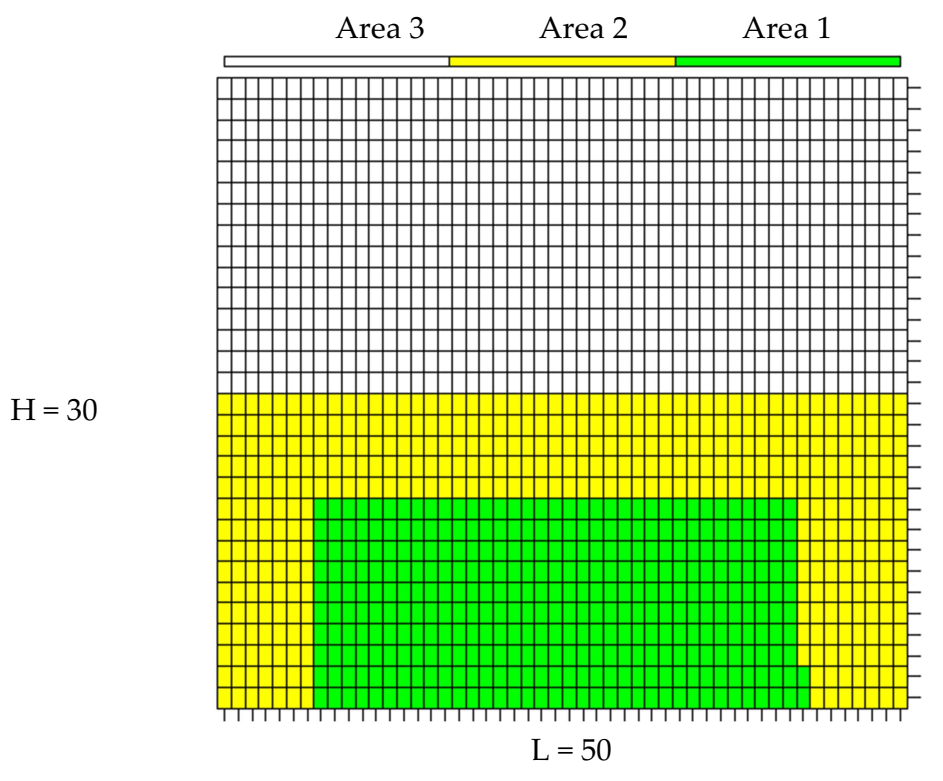
- The classed-based (ABC) assignment of the storage rack is used to allocate storage locations on the rack.
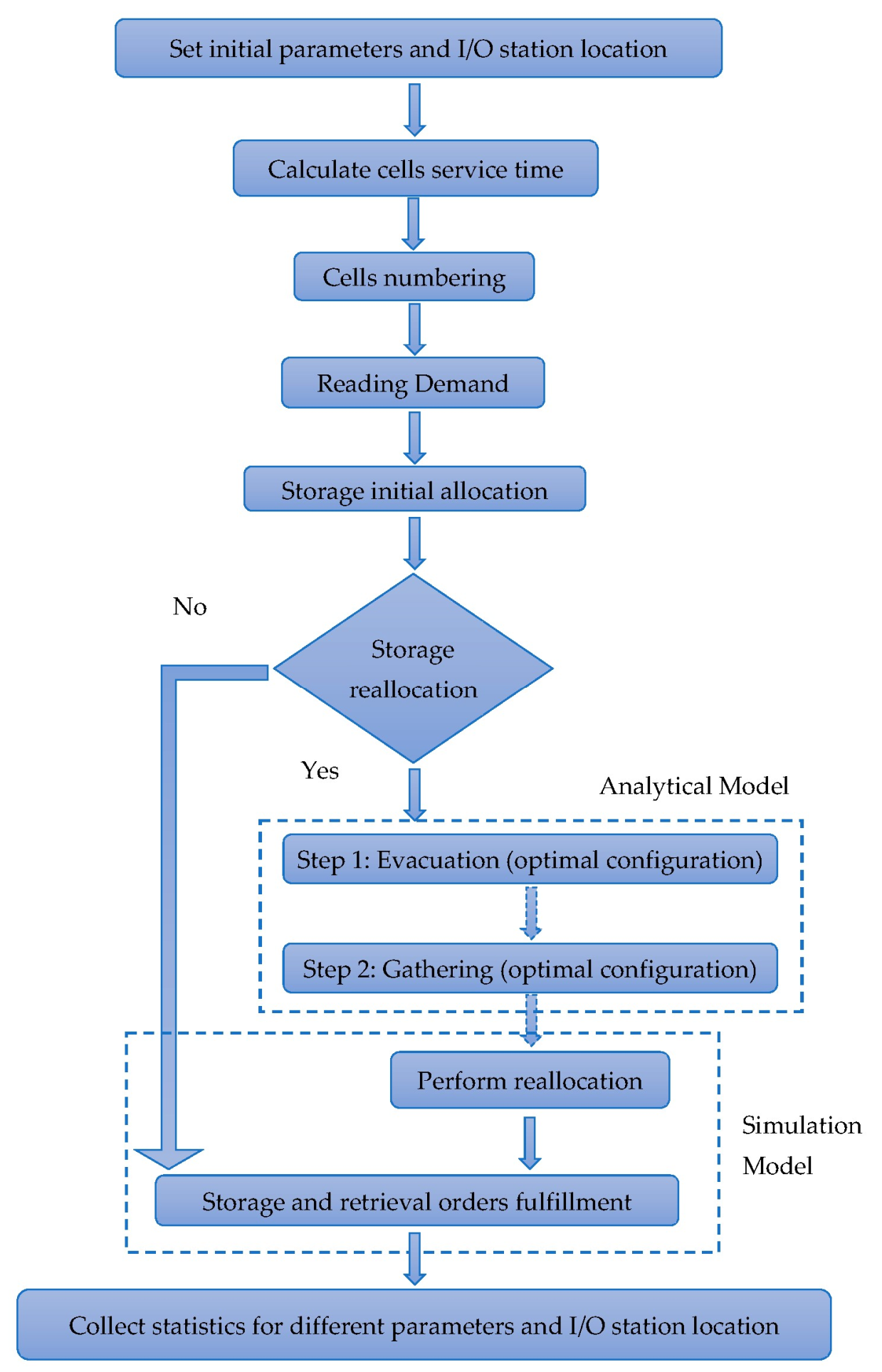
- Set the parameters of the storage rack, locations of tote bins, and I/O station’s position;
- Calculate the service time for each cell;
- Make cells numbering from the cells with the lowest service time to the highest service time;
- Read the forecasted demand (assumed to be accurate);
- Determine the locations of the tote bins needed according to the forecasted demand
- Evacuation Step:
- Determine the size of the evacuation area;
- Determine the number of evacuated cells;
- Set the equation to calculate the reallocation time;
- Evacuation process;
- Gathering Step:
- Find the number and locations of the kept empty locations;
- Reallocation of far and needed tote bins to be closer to the I/O station;
- Shift work: storage and retrieval orders are processed;
- Collect statistics.
- Empty cells and their average number equals LE (1 − UR);
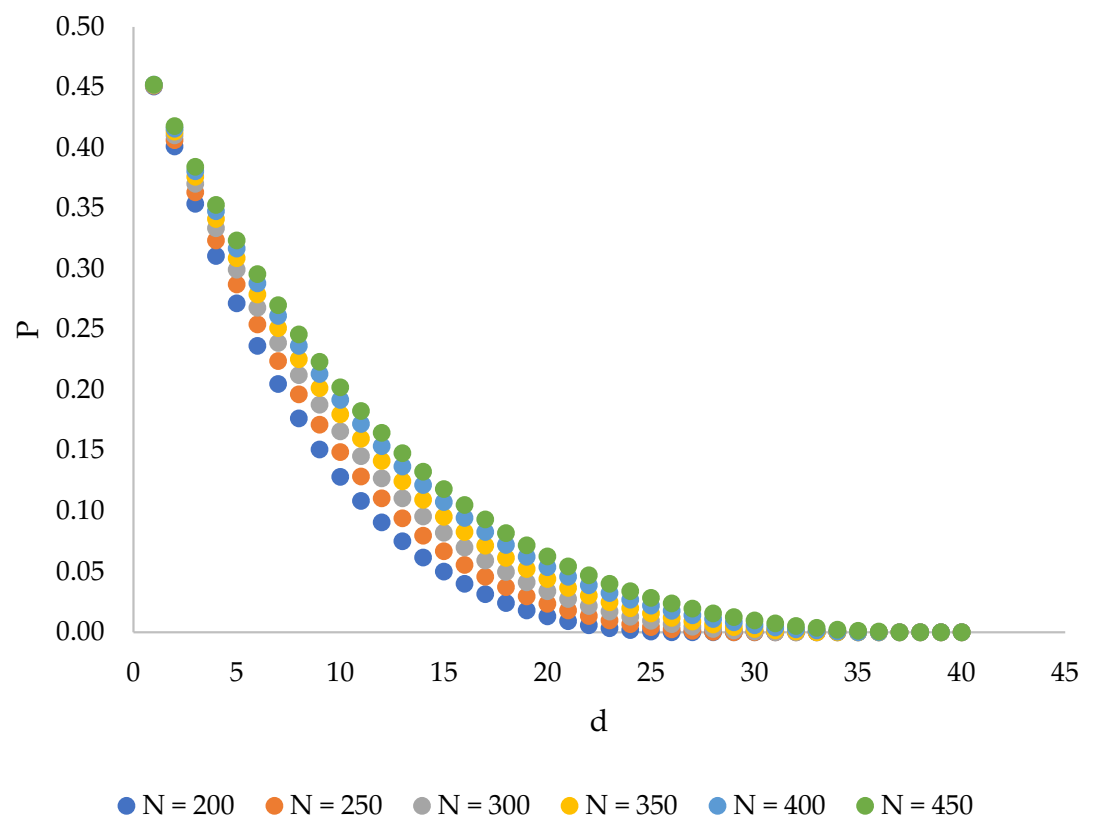
- Cells full of the tote bins demanded during the next few hours. The number of these cells can be written as NIR (NIR are the IR that are located in the area near the I/O station);
- Cells full of tote bins that are not required in the next few hours. These cells should be evacuated in the first evacuation step. On average, the number of these cells is EC:
3. Results and Analysis
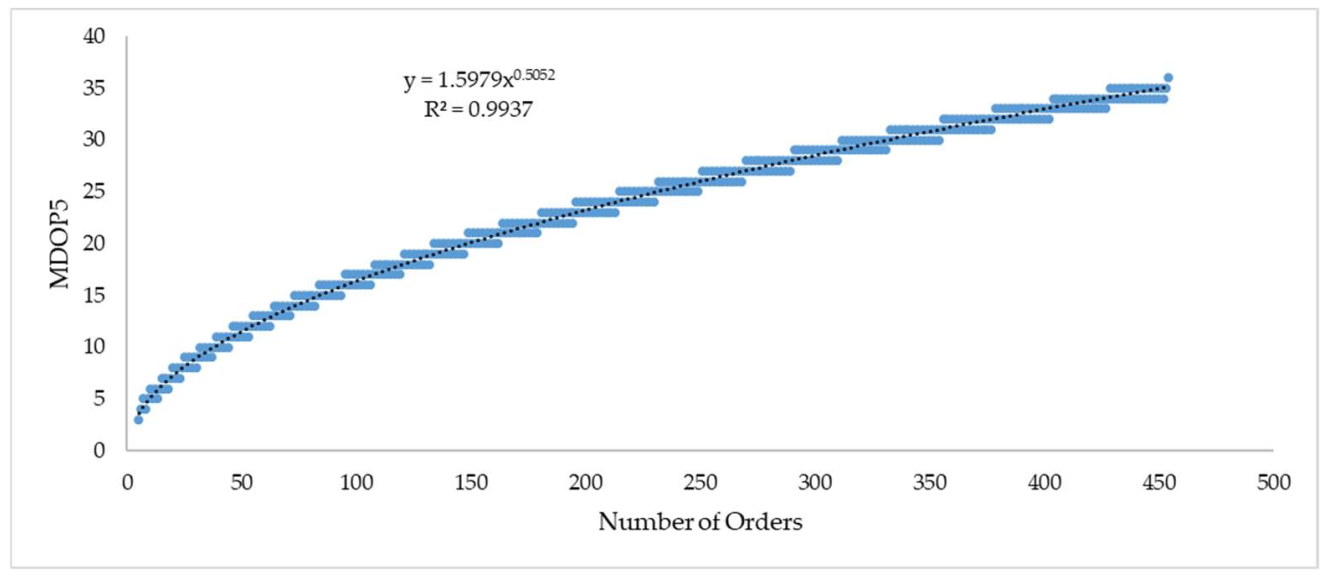
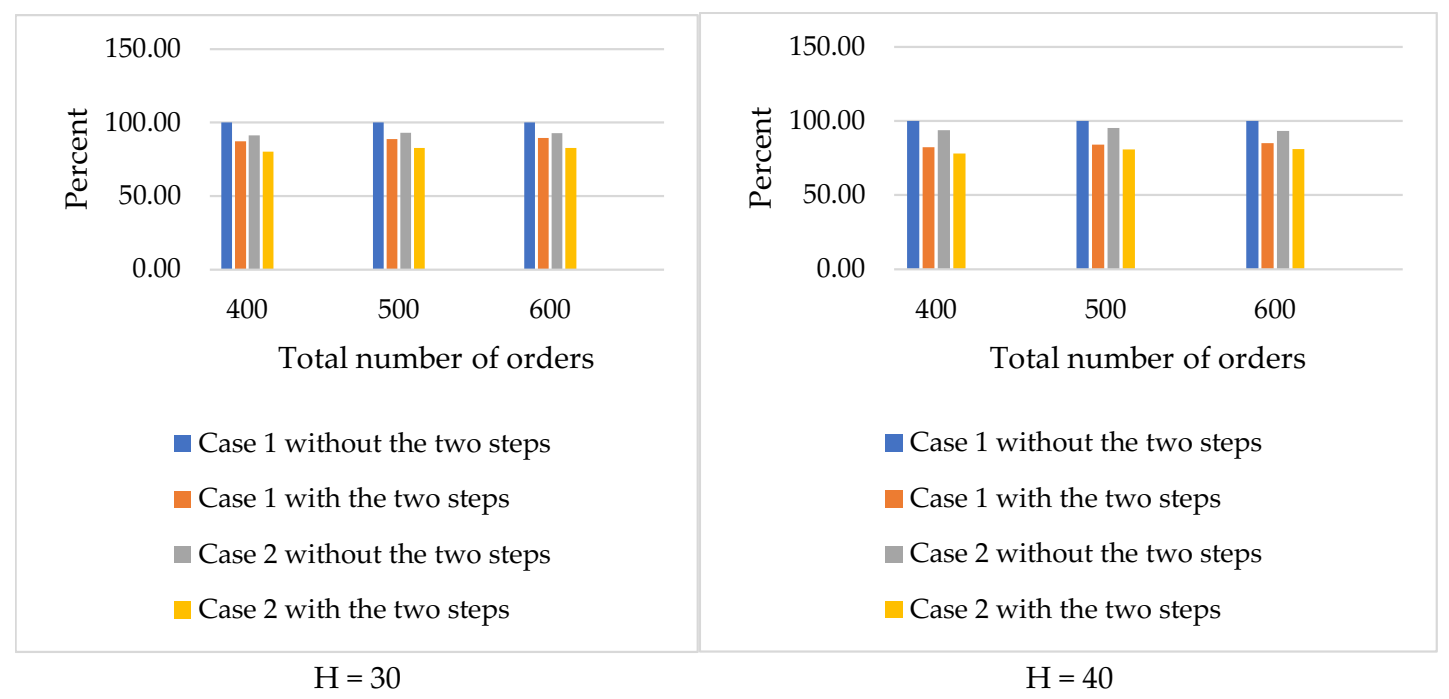
- The number of orders (400, 500, and 600);
- The height of the storage rack (30 and 40);
- The location of the I/O station (case 1: at the left down corner with coordinates of (0, 0), and case 2: under the middle of the storage rack);
- The two-step method (use it or not).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, C.N.; Dang, T.T.; Nguyen, T.N.A. A computational model for determining levels of factors in inventory management using response surface methodology. Mathematics 2020, 8, 1210. [Google Scholar] [CrossRef]
- Marchuk, V.Y.; Harmash, O.M.; Ovdiienko, O.V. World trends in warehousing logistics. Intellect. Logist. Supply Chain. Manag. 2020, 2, 32. [Google Scholar] [CrossRef]
- Hao, J.; Shi, H.; Shi, V.; Yang, C. Adoption of automatic warehousing systems in logistics firms: A technology–organization–environment framework. Sustainability 2020, 12, 5185. [Google Scholar] [CrossRef]
- Cai, J.; Li, X.; Liang, Y.; Ouyang, S. Collaborative Optimization of Storage Location Assignment and Path Planning in Robotic Mobile Fulfillment Systems. Sustainability 2021, 13, 5644. [Google Scholar] [CrossRef]
- Groover, M.P. Automation, Production Systems, and Computer-Integrated Manufacturing; Pearson Education India: London, UK, 2008; p. 290. [Google Scholar]
- Salah, B.; Alnahhal, M.; Ahmad, R. Automated Stacker Cranes: A Two-Step Storage Reallocation Process for Enhanced Service Efficiency. Processes 2022, 10, 2. [Google Scholar] [CrossRef]
- Hausman, W.H.; Schwarz, L.B.; Graves, S.C. Optimal Storage Assignment in Automatic Warehousing Systems. Manag. Sci. 1976, 22, 629–638. [Google Scholar] [CrossRef]
- ‘AS/RS Components and Terminology Assignment Help’ Experts Mind. Available online: http://www.expertsmind.com/topic/automated-storage-or-retrieval-systems/asrs-components-and-terminology-911532.aspx (accessed on 11 January 2022).
- Salah, B. The Implementation and Analysis of a Tendon-Based Stewart-Gough-Platform (SGP) for an Automated Storage and Retrieval System for Mini-Load. 2013. Available online: https://duepublico2.uni-due.de/receive/duepublico_mods_00032139 (accessed on 28 December 2021).
- Jawahar, N.; Aravindan, P.; Ponnambalam, S.G. Optimal random storage allocation for an AS/RS in an FMS. Int. J. Adv. Manuf. Technol. 1998, 14, 116–132. [Google Scholar] [CrossRef]
- Gu, J.; Goetschalckx, M.; McGinnis, L.F. Research on warehouse design and performance evaluation: A comprehensive review. Eur. J. Oper. Res. 2010, 203, 539–549. [Google Scholar] [CrossRef]
- De Koster, R.; Le-Duc, T.; Roodbergen, K.J. Design and control of warehouse order picking: A literature review. Eur. J. Oper. Res. 2007, 182, 481–501. [Google Scholar] [CrossRef]
- Roodbergen, K.J.; Vis, I.F.A. A survey of literature on automated storage and retrieval systems. Eur. J. Oper. Res. 2009, 194, 343–362. [Google Scholar] [CrossRef] [Green Version]
- Bozer, Y.A.; White, J.A. Travel-time models for automated storage/retrieval systems. IIE Trans. 1994, 16, 329–338. [Google Scholar] [CrossRef]
- Salah, B.; Janeh, O.; Noche, B.; Bruckmann, T.; Darmoul, S. Design and simulation based validation of the control architecture of a stacker crane based on an innovative wire-driven robot. Robot. Comput.-Integr. Manuf. 2017, 44, 117–128. [Google Scholar] [CrossRef]
- Potvin, J.-Y. Genetic algorithms for the traveling salesman problem. Ann. Oper. Res. 1996, 63, 337–370. [Google Scholar] [CrossRef]
- Bartolini, M.; Bottani, E.; Grosse, E.H. Green warehousing: Systematic literature review and bibliometric analysis. J. Clean. Prod. 2019, 226, 242–258. [Google Scholar] [CrossRef]
- Meneghetti, A.; Borgo, E.D.; Monti, L. Rack shape and energy efficient operations in automated storage and retrieval systems. Int. J. Prod. Res. 2015, 53, 7090–7103. [Google Scholar] [CrossRef]
- Lerher, T.; Edl, M.; Rosi, B. Energy efficiency model for the mini-load automated storage and retrieval systems. Int. J. Adv. Manuf. Technol. 2014, 70, 97–115. [Google Scholar] [CrossRef]
- Li, H.; Lyu, J.; Zhen, L.; Zhuge, D. A joint optimisation of multi-item order batching and retrieving problem for low-carbon shuttle-based storage and retrieval system. Clean. Logist. Supply Chain. 2022, 4, 100042. [Google Scholar] [CrossRef]
- Wang, W.; Yang, J.; Huang, L.; Proverbs, D.; Wei, J. Intelligent storage location allocation with multiple objectives for flood control materials. Water 2019, 11, 1537. [Google Scholar] [CrossRef] [Green Version]
- Bolaños Zuñiga, J.; Saucedo Martinez, J.A.; Salais Fierro, T.E.; Marmolejo Saucedo, J.A. Optimization of the storage location assignment and the picker-routing problem by using mathematical programming. Appl. Sci. 2020, 10, 534. [Google Scholar] [CrossRef] [Green Version]
- Lewczuk, K.; Kłodawski, M.; Gepner, P. Energy consumption in a distributional warehouse: A practical case study for different warehouse technologies. Energies 2021, 14, 2709. [Google Scholar] [CrossRef]
- Jerman, B.; Ekren, B.Y.; Küçükyaşar, M.; Lerher, T. Simulation-based performance analysis for a novel avs/rs technology with movable lifts. Appl. Sci. 2021, 11, 2283. [Google Scholar] [CrossRef]
- Medeiros, D.J.; Enscore, E.; Smith, J.A. Performance analysis of miniload systems. In Proceedings of the 18th Conference on Winter Simulation, Washington, DC, USA, 8–10 December 1986; pp. 606–612. [Google Scholar]
- Ma, Y.; Wang, J. Travel time analysis for shuttle-based storage and retrieval system with middle input/output location. In Proceedings of the 2019 16th International Conference on Service Systems and Service Management (ICSSSM), Shenzhen, China, 13–15 July 2019; pp. 1–6. [Google Scholar]
- Hao, J.; Yu, Y.; Zhang, L.L. Optimal design of a 3D compact storage system with the I/O port at the lower mid-point of the storage rack. Int. J. Prod. Res. 2015, 53, 5153–5173. [Google Scholar] [CrossRef]
- Christofides, N.; Colloff, I. The rearrangement of items in a warehouse. Oper. Res. 1973, 21, 577–589. [Google Scholar] [CrossRef]
- Yang, D.; Wu, Y.; Ma, W. Optimization of storage location assignment in automated warehouse. Microprocess. Microsyst. 2021, 80, 103356. [Google Scholar] [CrossRef]
- Chen, G.; Feng, H.; Luo, K.; Tang, Y. Retrieval-oriented storage relocation optimization of an automated storage and retrieval system. Transp. Res. Part E Logist. Transp. Rev. 2021, 155, 102508. [Google Scholar] [CrossRef]
- Muralidharan, B.; Linn, R.J.; Pandit, R. Shuffling heuristics for the storage location assignment in an AS/RS. Int. J. Prod. Res. 1995, 33, 1661–1672. [Google Scholar] [CrossRef]
- Carlo, H.J.; Giraldo, G.E. Progress in Material Handling Research, Chapter Optimizing the Rearrangement Process in a Dedicated Warehouse; Material Handling Institute: Charlotte, NC, USA, 2010; pp. 39–48. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Rack utilization (UR) | 70% | Average % retrieval orders (R) | 25% |
| Number of horizontal cells (L) | 50 | Stacker-Crane horizontal speed (vh) | 5 m/s |
| Number of vertical cells (H) | 30 | Stacker-Crane vertical speed (vh) | 2 m/s |
| Cell length (l) | 0.6 m | ABC allocation for cells | A = 50%, B = 30%, C = 20% |
| Cell height (h) | 0.4 m | ABC allocation for Demand (of orders) | A = 80%, B = 15%, C = 5% |
| Average % DCC | 50% | Storage retrieval time utilization (Usr) | 90% (stacker crane in use) |
| Average % storage orders (S) | 25% | I/O station | Below the middle of the rack or on the point (0, 0) |
| n = 9 | n = 10 | n = 11 | ||||
|---|---|---|---|---|---|---|
| j | Storage Orders − Retrieval Orders | Probability | Storage Orders − Retrieval Orders | Probability | Storage Orders − Retrieval Orders | Probability |
| 1 | 5 − 4 = 1 | 0.24609 | 64 = 2 | 0.20508 | 6 − 5 = 1 | 0.22559 |
| 2 | 6 − 3 = 3 | 0.16406 | 7 − 3 = 4 | 0.11719 | 7 − 4 = 3 | 0.16113 |
| 3 | 7 − 2 = 5 | 0.07031 | 8 − 2 = 6 | 0.04395 | 8 − 3 = 5 | 0.08057 |
| 4 | 8 − 1 = 7 | 0.01758 | 9 − 1 = 8 | 0.00977 | 9 − 2 = 7 | 0.02686 |
| 5 | 9 − 0 = 9 | 0.00195 | 10 − 0 = 10 | 0.00098 | 10 − 1 = 9 | 0.00537 |
| 6 | - | - | - | - | 11 − 0 = 11 | 0.00049 |
| Sum | 0.5 | Sum | 0.37695 | Sum | 0.5 | |
| I/O Station Is (0, 0) | I/O Station Is below the Middle of Storage Rack | |||
|---|---|---|---|---|
| Number of Orders | Scenario 1: Without the Two Steps | Scenario 2: With the Two Steps | Scenario 3: Without the Two Steps | Scenario 4: With the Two Steps |
| 400 | ST = 1.72 h TP = 232.00 orders/h | ST = 1.50 h TP = 267.34 orders/h Step 1 time = 0.47 h Step 2 time = 0.77 h | ST = 1.57 h TP = 254.34 orders/h | ST = 1.38 h TP = 289.87 orders/h Step 1 time = 0.45 h Step 2 time = 0.74 h |
| 500 | ST = 2.15 h TP = 231.92 orders/h | ST = 1.91 h TP = 262.08 orders/h Step 1 time = 0.48 h Step 2 time = 0.86 h | ST = 2.00 h TP = 249.50 orders/h | ST = 1.78 h TP = 280.36 orders/h Step 1 time = 0.46 h Step 2 time = 0.88 h |
| 600 | ST = 2.59 h TP = 231.59 orders/h | ST = 2.32 h TP = 258.29 orders/h Step 1 time = 0.48 h Step 2 time = 0.90 h | ST = 2.4 h TP = 250.53 orders/h | ST = 2.14 h TP = 280.02 orders/h Step 1 time = 0.53 h Step 2 time = 0.91 h |
| I/O Station Is (0, 0) | I/O Station is below the Middle of Storage Rack | |||
|---|---|---|---|---|
| Number of Orders | Scenario 1: Without the Two Steps | Scenario 2: With the Two Steps | Scenario 3: Without the Two Steps | Scenario 4: With the Two Steps |
| 400 | ST = 1.86 h TP = 215.21 orders/h | ST = 1.53 h TP = 261.70 orders/h Step 1 time = 0.58 h Step 2 time = 0.93 h | ST = 1.74 h TP = 229.65 orders/h | ST = 1.45 h TP = 275.79 orders/h Step 1 time = 0.59 h Step 2 time = 0.94 h |
| 500 | ST = 2.29 h TP = 217.90 orders/h | ST = 1.92 h TP = 260.03 orders/h Step 1 time = 0.67 h Step 2 time = 1.05 h | ST = 2.18 h TP = 229.31 orders/h | ST = 1.85 h TP = 269.69 orders/h Step 1 time = 0.63 h Step 2 time = 1.06 h |
| 600 | ST = 2.78 h TP = 215.91 orders/h | ST = 2.36 h TP = 254.02 orders/h Step 1 time = 0.67 h Step 2 time = 1.18 h | ST = 2.59 h TP = 231.26 orders/h | ST = 2.25 h TP = 267.14 orders/h Step 1 time = 0.64 h Step 2 time = 1.17 h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alnahhal, M.; Salah, B.; Ahmad, R. Increasing Throughput in Warehouses: The Effect of Storage Reallocation and the Location of Input/Output Station. Sustainability 2022, 14, 4611. https://doi.org/10.3390/su14084611
Alnahhal M, Salah B, Ahmad R. Increasing Throughput in Warehouses: The Effect of Storage Reallocation and the Location of Input/Output Station. Sustainability. 2022; 14(8):4611. https://doi.org/10.3390/su14084611
Chicago/Turabian StyleAlnahhal, Mohammed, Bashir Salah, and Rafiq Ahmad. 2022. "Increasing Throughput in Warehouses: The Effect of Storage Reallocation and the Location of Input/Output Station" Sustainability 14, no. 8: 4611. https://doi.org/10.3390/su14084611