1. Introduction
The maintenance, repair, and operating (MRO) inventory plays an important role in keeping the plant productive and reducing the downtime. In the oil and gas industry, production is highly dependable on the availability of a productive machine. In a contrary situation, companies use MRO inventory to reduce shut down and maintenance costs. In the spare parts industry, service is related to the availability of machines being supported. As the cost of Exploration and Production (E&P) of materials from earth decreases, the margin of the profit increases. One of the main sources of production cost is the maintenance cost which consumes spare parts, especially in the energy and transportation industries, holding spare parts for maintenance requires huge capital investment. Therefore, the management schedules both plant maintenance and spare parts in the warehouse in order to reduce production costs [
1,
2].
The most important decision in the oil and gas business is the decision of the spare parts inventory. Spare parts inventory of drilling and production are very expensive and difficult to manage as compared to the raw materials’ inventory which is demand-dependent and their managerial improvements can easily be achieved through better master production scheduling (MPS) in manufacturing industries [
3]. Therefore, the oil and gas business focuses highly on managing spare parts inventory. Additionally, in the case of the plant’s shut down for at least five minutes due to the non-availability of emergency repair parts, it will cost the oil and gas companies massively in comparison with other discrete manufacturing industries. Hence, managing spare parts in the oil and gas industry has a great importance [
4].
Most of the oil and gas companies use different policies and strategies for the spare parts management in order to increase service level and parts availability with minimum inventory investment. Some companies use a continuous review policy and others use a periodic review policy for checking inventory status for replenishment purposes. To determine the ordering quantity, Economic Order Quantity model (EOQ) is used more often, and for defining inventory maximum l and minimum level (
Q,
r), the Min–Max approach is used. The spare parts inventory management is a special case due to its characteristics of slow-moving and erratic demands. To model the erratic demand, researchers recommend Poisson distribution [
5,
6,
7,
8].
The raw materials, finished goods, and work-in-process (WIP) inventory are often kept in the manufacturing environment, due to which its consumption is known. Hence, there is less uncertainty in managing and forecasting their demand. In contrast, the MRO inventory has irregular demand due to which forecasting its demand is a difficult task compared to the regular demand inventory [
9] and therefore, it has great uncertainty because its consumption only depends only on maintenance phenomena which are unpredictable events. Hence, MRO inventory management is a great challenge for businesses with respect to reducing access inventory and increasing service level towards maintenance phenomena [
10].
One of the main reasons for the spare parts demand irregularity is the supplier lead time variability [
11] and this demand fluctuation can be reduced by age-based replacement of spare parts in plant maintenance [
12,
13]. The inventory and demand management of spare parts is more critical than the components used in the assembly of finished products, due to rapid technological innovations, time or responsiveness (because of the responsive product support process, 23% of spares become obsolete every year) and the demand for spare parts (which tends to show a lumpy pattern) [
14]. One of the main sources of production cost is maintenance cost which consumes spare parts. However, particularly in the energy and transportation industries, holding spare parts for maintenance requires huge capital investment. Therefore, management schedules both plant maintenance and spare parts in the warehouse in order to reduce production costs [
1].
Supply chain management (SCM) supports companies to better manage demand, carry the right amount of inventory, deal with uncertainty, keep costs to a minimum and meet customer demand by providing enough service level [
15]. Inventory management is the collection of techniques, tools, and strategies to keep the right inventory, at the right time, at the right place, at the right cost, and in the right quantity. Thus, the demand forecast is critical in supply chain management [
16,
17,
18]. Inventory management is not an easy task, as when its level is not managed properly, it disturbs the company supply chain in terms of low productivity (due to lack of inventory) and more investment (due to access inventory). Therefore, inventory control and management are the tradeoffs between investment and service level.
In material management, spare parts channel the focus of the researchers to a separate field of spare parts management (SPM) due to its primary role in reducing plant downtimes and achieving companies’ planned goals of production and meet market demands. The total cost associated with spare parts supply chain networks cannot be controlled only by traditional material management policies and models, but considering the warehouse location optimizing and policy integration is the leading path to total cost reduction [
19,
20]. In the inventory management system, one of the critical inventory levels controlling parameters regarding total cost reduction is the optimal ordering quantity (Q). For that, Harris developed the first economic ordering quantity model (EOQ) with assumptions of constant and known demand. However, in a real industrial scenario (spare parts system), the demand pattern is interrupted due to unexpected equipment breakdown, and researchers extend the Harris assumptions to cope with real-life situations [
21]. The performance of the inventory management system is highly dependable on the quality of demand prediction. Traditionally for demand forecasting, the consumption history is used, but in the case of the spare parts inventory system, the equipment failure behavior and useful life of the equipment are a core factor to increase demand forecasting quality. The Remaining Useful Life (RUL) predictions of monitored components obtained from a Prognostics and Health Monitoring (PHM) system are used to predict future demands for non-repairable spare parts [
22]. Willman’s bootstrap inventory management method with Laplace demand distribution also provides excellent results towards saving of spare parts inventory investment [
23]. Jingyao Gu proved an iterative non-linear model with a demand shortages period of mean time to failure (MTF) effective in spare parts inventory cost reduction in the aviation industry [
24]. Then, Sergio Afonso [
25] proposed a spare parts management optimization model based on the genetic algorithm and the physical asset life cycle, which works on the principles of activity-based costing and helps the managers identify the optimal inventory management policy. The Weibull-based failure rate behaviors along the life cycle are considered to have a more realistic representation of the demand and more accurate computation of the logistics costs associated with the different types of spare parts [
26]. Internet of Things (IoT) also reduces the inventory cost and improves the service level by real-time monitoring of the manufacturing process. It also helps in the traceability of the faulty equipment. The increased collaboration among the inventory suppliers also minimizes the bullwhip effect [
27]. Due to the spare parts inventory demand uncertainty of the aviation industry, traditional demand forecasting models do not perform well. This happens due to the variation in demand time and quantity. Merve and Fahrettin developed a novel inventory model to forecast the quantity and reorder point for the spare parts inventory. The comparison with the traditional models shows better results. Because of this, the overall maintenance and operational cost of the aviation industry are reduced. A total of 630 spare-part items of the Turkish Airline were selected. The developed model by was applied for the Q-R estimation. Better results were achieved as compared to the traditional models [
28]. For the critical manufacturing systems, a service contract with the equipment supplier is essential. This ensures increased system reliability and availability. Timely availability of the spare parts inventory by the supplier is critical to ensure the system performance. To cater to this need, a Bill of Material (BOM) is available with the supplier. The BOM helps suppliers in forecasting the spare parts inventory requirement. Because of the complexity of the systems, the BOM is usually not in line with the different machine configurations. This leads to the inaccurate spare parts inventory estimation. Stip and Houtum developed a method to solve this issue. With the implementation of the developed method in a semi-conductor industry, a service level of 95% is ensured [
29]. The inventory items segmentation concept is used to model multi-echelon spare parts. As a result, an optimum inventory grouping solution is obtained. The model comprises a mixed-integer non-linear problem (MINLP) which is solved by a greedy heuristic. The proposed model also helps management to perform sensitivity analysis, test different real-time scenarios and implement the best-suited solution to the organization [
30]. For the spare parts (Q,R) calculation, the expected orders during a specific time are calculated using Bayesian estimates. This has further improved the demand estimation accuracy [
31]. The multi-echelon technique for the recoverable item control (METRIC) is a mathematical model in which the average spare part item demand is estimated using the Bayesian estimation process. The objective of the METRIC is to estimate the optimal values of the multi-item’s spare parts inventory in a warehouse, warranting minimum backordering and holding costs [
32]. The discrete Weibull Distribution (WD) is used to predict the demand of the spare parts in a multi-item demand scenario. The WD is used in combination with the multi-echelon technique for the recoverable item control (METRIC). In the multi-item spare parts scenario, the stochastic nature of the demand is modeled. The developed model is applied to an industry as a case study considering 97 items. It is found that the combination of WD along with the METRIC yields better demand estimation for the multi-item spare parts. This helps in the operational sustainability of the plant and helps in reducing the maintenance costs [
33]. The spare parts inventory demand forecast in METRIC is based on the Poisson Distribution. The demand forecast is further improved by Costantino (authors) by employing Zero-Inflated Poisson (ZIP) distribution. The novel ZIP-METRIC model is applied on 1739 spare parts items of an airline as a case study. The result indicates that the ZIP-METRIC outperforms the traditional METRIC in terms of spare parts demand estimation [
34].
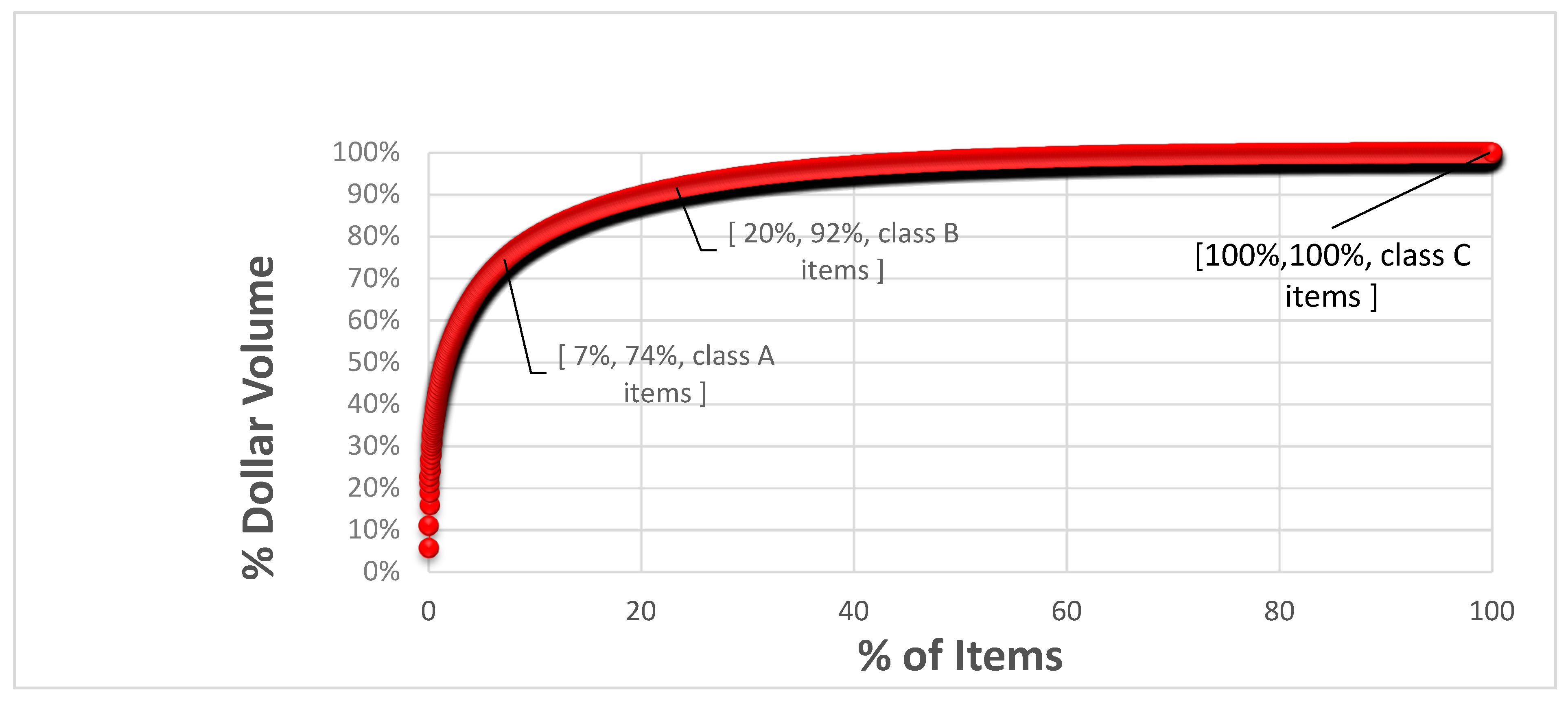
In this paper, the spare parts inventory of an oil and gas company is studied. A single storeroom inventory is focused that comprises drilling, production, and project inventory. In total, 4200 items of the storeroom are divided into three classes using ABC analysis. The ABC method is a popular method used in inventory management for the inventory classification in three different classes, i.e., A, B, and C. The class A items are usually in a lower quantity (about 20% of the product volume) but their inventory worth is much higher (about 80% of the total product worth). The class B items show worth of about 15% but their quantity is approximately 30% of the total inventory. The class C items are less expensive items (usually of the worth of about 5% of the total product worth) but their quantity is about 50%. Indonesia spare parts company used this technique for its inventory classification and as a result, increased its inventory turnover ratio and decreased its inventory cost [
35]. Management of stock by accurate demand forecasting and stock classification is important for an organization to maximize profit and reduce cost [
36]. The purpose of the ABC analysis in this research is:
To find out the expensive spare parts based on annual dollar volume criteria;
To keep its inventory in tight control;
To reduce average inventory investment and,
To increase spare parts providing service level to the production plant of an oil and gas company.
The classical ABC analysis (Annual Dollar Volume-Based Analysis) does not work properly in case of multi-criteria discrimination of all the potential parameters of the various items in the inventory. Therefore, in such a case, multi-criteria ABC classification is used which classifies inventory based on multiple factors consideration at a time. The existing criteria in the literature for the classification of spare parts inventory are: criticality, lead time, inventory cost, commonality, and the number of requests for an item per year, etc. [
37].
The targeted company currently uses a Min–Max inventory control system with an inventory periodic review policy for the entire inventory while in this paper, the ABC analysis and (Q, r) model are used for the inventory controlling purpose with continuous reviewing of the stock level. This helps in the reduction of average inventory investment with a sufficient increase in service level. The (Q, r) model simply defines the two inventory controlling parameters which are Q (ordering quantity) and r (reorder point). Hence, the objective includes the provision of the optimum value of Q and r to oil and gas companies for each item in the MRO inventory warehouse, with minimum average inventory investment and an increase in the service level of order fill rate. The spare parts inventory management is challenging due to the unstable demand pattern. Therefore, the novelty of this work rests in estimating the optimum values of MRO inventory. A comprehensive framework for the estimation of optimum values is presented in the methodology section. The proposed approach is applied to real organizational data and the results are verified, validated and implemented. The same approach can be adopted by the other oil and gas E&P plants.
The remainder of the article is outlined as follows. In
Section 2, the methodology is illustrated while results are explained and discussed in
Section 3. In
Section 4, some concluding remarks are presented.
3. Results, Discussion and Validation
The (Q, r) model is analyzed in this paper on a real dataset based on the SCA and BCA. The purpose of this model is to provide a satisfactory service level to the company with a minimum average inventory investment than the company’s existing policy. The following results are obtained from the (Q, r) model in comparison with the company existing Min–Max method:
The (Q, r) model defines the lower service level, minimum safety stock, and small ordering quantity in both stock-out (SCA) and backorder (BCA) cost approach for all those items in the inventory which are most expensive and their annual demand is minimum than the other items in the warehouse. Thus, the (Q, r) model is the best-suited model for defining inventory controlling parameters for slow-moving and expensive items.
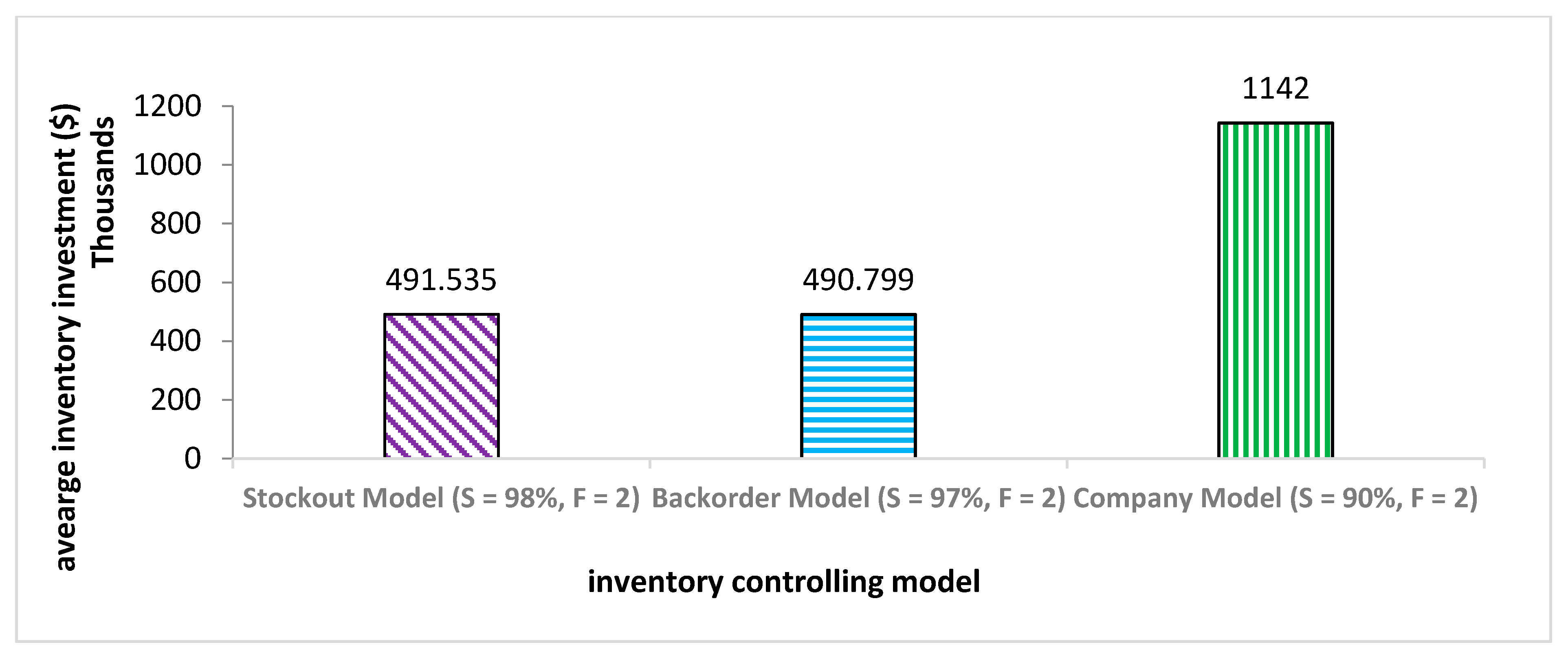
The (Q, r) model based on the stock-out cost approach and continuous inventory level review policy results in a total average inventory investment of USD 491,535 for the ten selected items of class A and an average service level of 98% for inventory ordering frequency of two orders per year. The company’s existing model has a total average inventory investment of USD 1,142,459 for the average annual inventory ordering frequency of two and a service level of 90% for each item in the inventory. The stock-out cost model reduced the inventory investment by 56.9% and increased the service level by 8.88% for the same ordering frequency of two orders per year. The main reason for this achievement of the stock-out cost model is allocating minimum safety stock and service level to low annual demand and expensive items in the inventory. On the other hand, the company Min–Max model based on periodic inventory level review policy defines 90% service level for each item (low demand and high demand) in the warehouse which results in high average inventory investment.
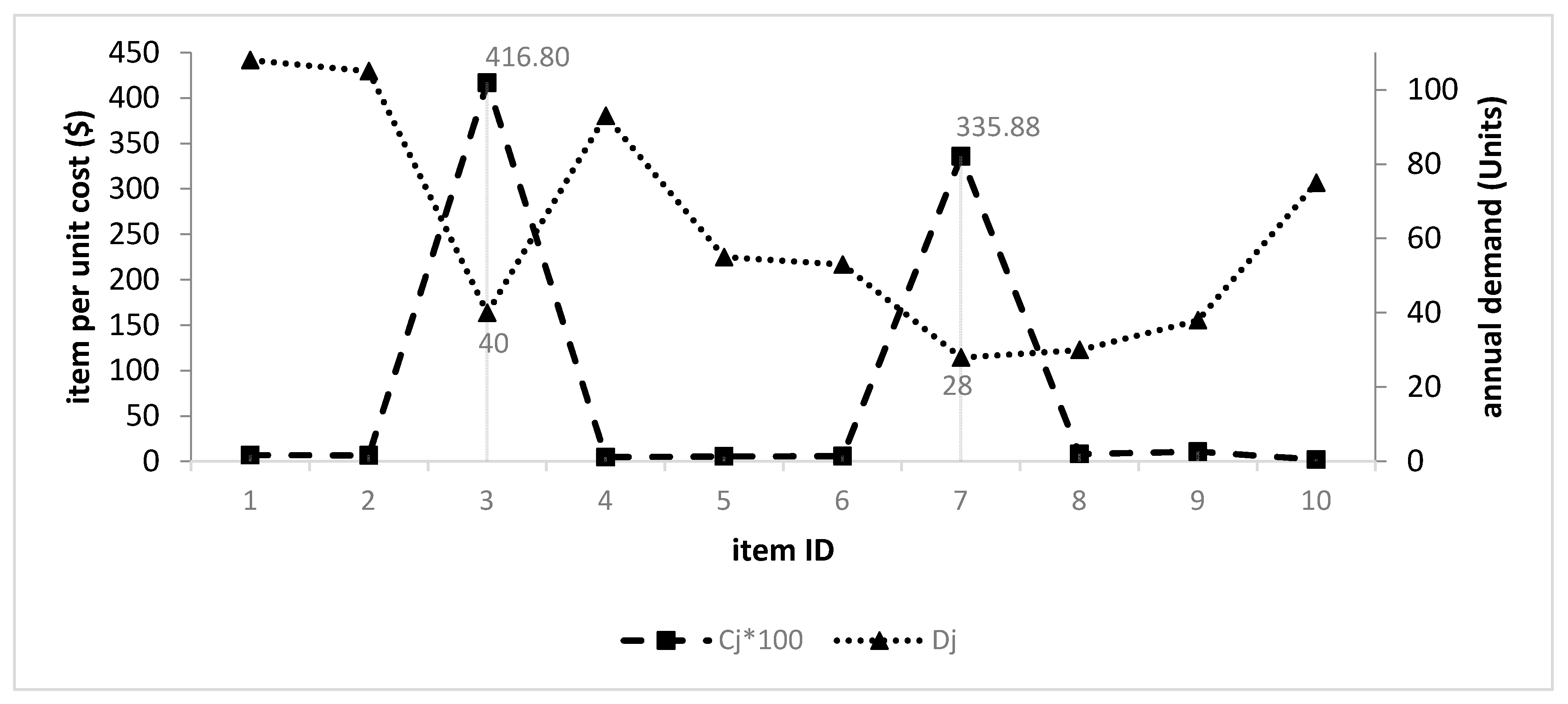
In
Figure 4, the 3rd (Gate valve) and 7th items (Weighbridge) have a minimum annual demand of 40 units and 28 units, respectively. However, their per-unit cost is too high, at USD 41,680 and USD 33,588, respectively. The company Min–Max method allocate to both of these item 90% service level but the (
Q,
r) stock-out cost model allocates to these items low service levels of 88% and 89%, respectively. Due to this, the safety stock of these items is reduced, and hence, the average inventory investment is decreased. The remaining seven items are less expansive and they have high annual demand. Thus, the (
Q,
r) stock-out cost model allocates to each of these items a service level of 100% to achieve an average 98% service level instead of the company Min–Max method which allocates to these high annual demanded items a service level of 90%. Hence, in this way, the (
Q,
r) stock-out model gives an average service of 98% for an average annual order frequency of 2 with a reduction in average inventory investment of 56.9% which is a considerable financial saving.
The (Q, r) backorder cost model also assigned lower safety stock and low service level to the above mentioned expensive and low annual demand items. The average inventory investment acquired by the (Q, r) backorder cost model for the ten selected items is USD 490,799 and an average service level of 97% for an average order frequency of 2 orders per year. This is 57% less than the average inventory investment and the service level is 7.77% greater than the company’s existing Min–Max method.
The relation between average order frequency per year and average inventory investment is inversely proportional. When the average order frequency increases, the average inventory investment decreases and vice versa. However, when the service level increases, the average inventory investment also increases and vice versa. So, the (Q, r) model in both approaches (stock-out cost and backorder cost) assigned higher order frequency and lower service level to low annual demand and highly expensive Items.
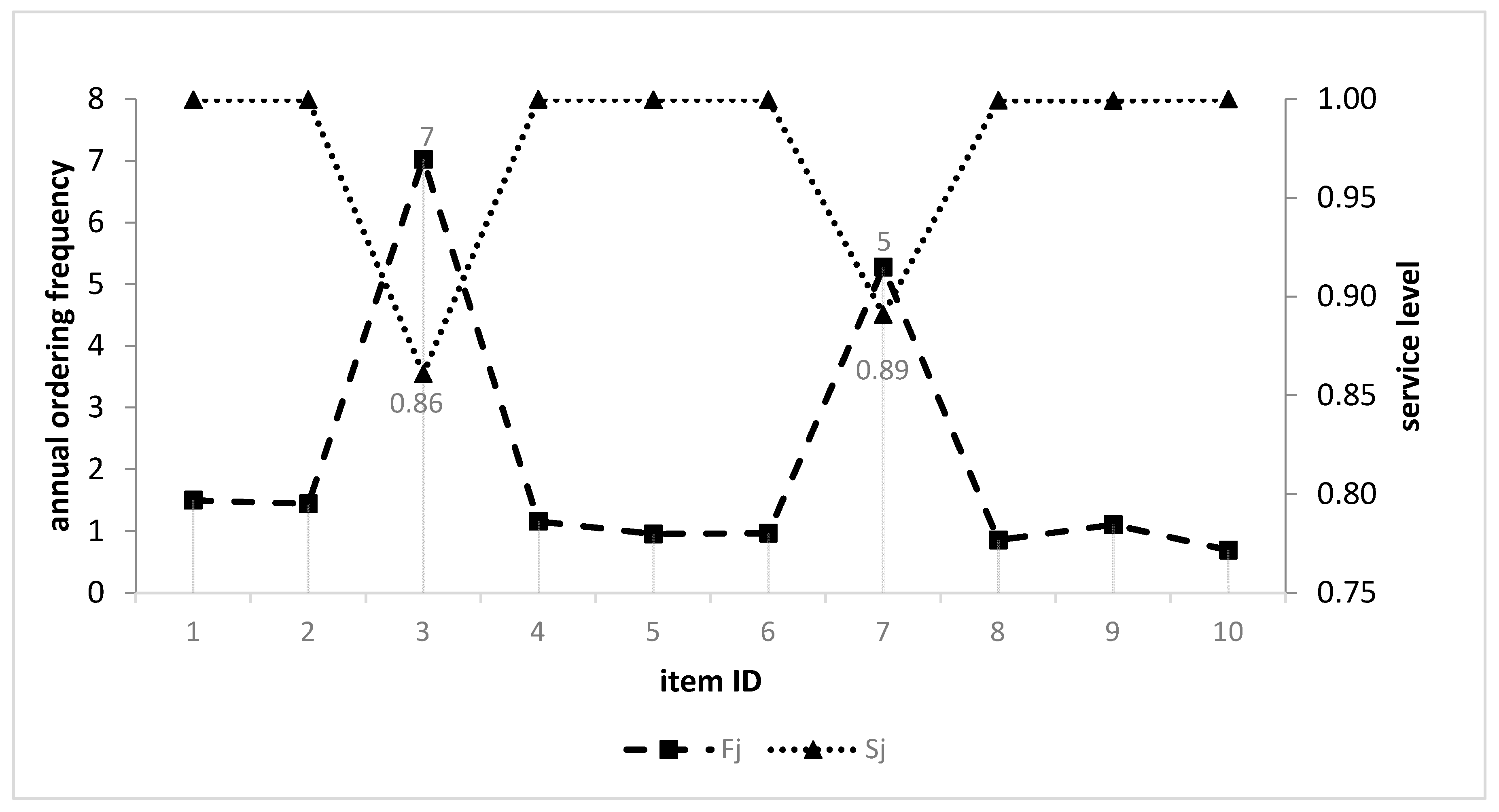
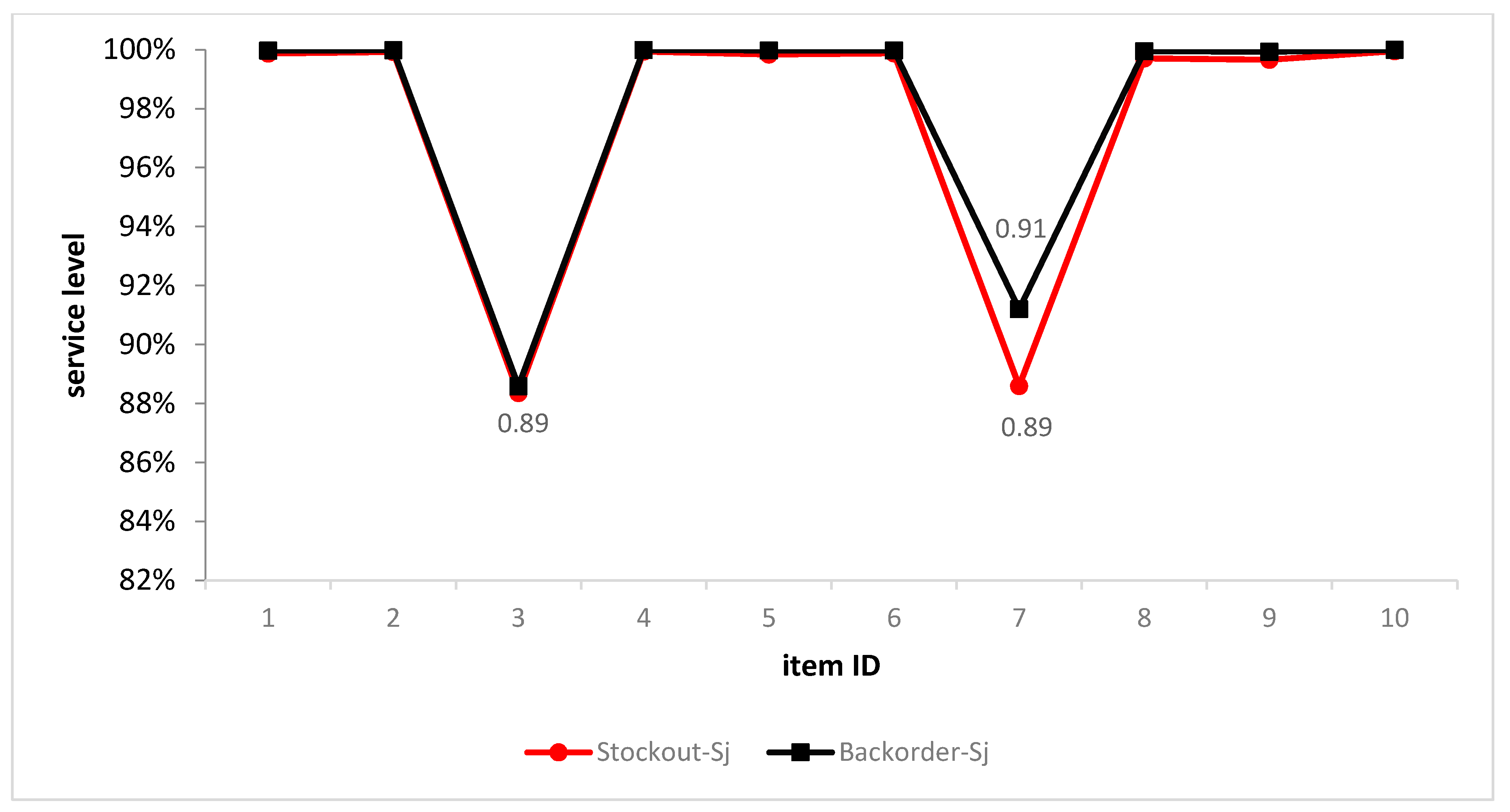
In
Figure 5,
Fj shows order frequency and
Sj shows the service level for each item. From
Figure 4, items 3 and 7 are expensive items out of all ten selected items and they have a low annual demand. Hence, it is apparent that due to high unit cost and low annual demand, the (
Q,
r) model based on the stock-out cost approach assigned to these two items low service level of 86%, 89%, and order frequency of 7 and 5 orders per year respectively in achieving average service level of 97% and average order frequency of 2. Therefore, the advantage in low service is that when the service level is low, safety stock will be minimum, and hence, the average inventory investment will be minimum.
The high-order frequency allocation of (
Q,
r) model to items 3 and 7 implies that as the order frequency increases, the average inventory investment decreases. In
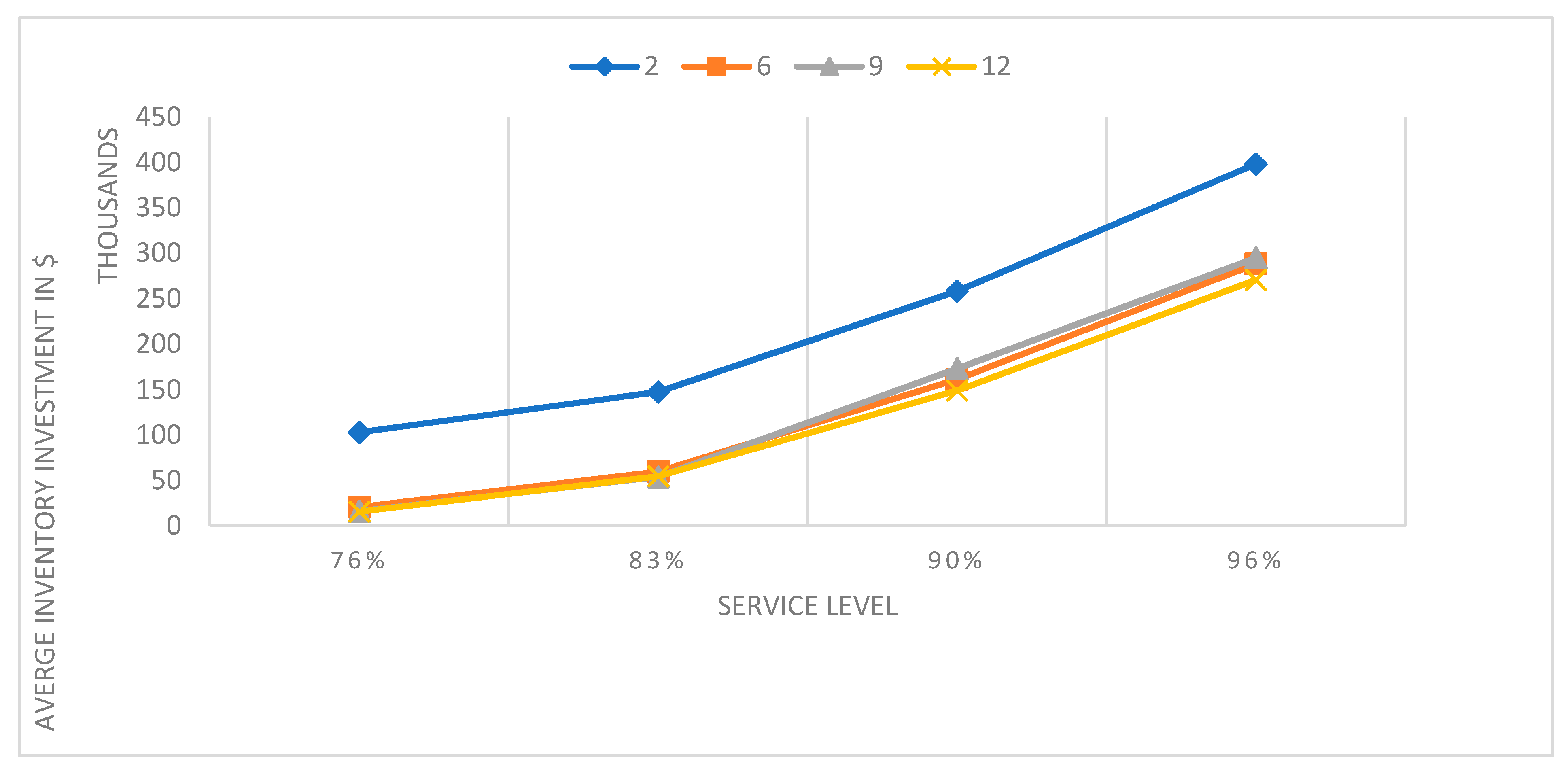
Figure 3, the lines show the order frequency of 2, 6, 9, and 12, the x-axis shows service level, and the y-axis shows the average inventory investment. For the same service level, when the order frequency increases, the inventory average investment decreases.
Similarly, for the same order frequency, when the service level increases, the average inventory investment increases. Hence, the (Q, r) model attempts to reduce average inventory investment by allocating low service level and high order frequency to expensive and slow-moving items in the inventory.
The stock-out model results in USD 491,535 total average inventory investment for the ten selected items which is greater than the average investment of the backorder model as shown in
Figure 6.
Hence, the backorder model performs better in reducing the average inventory investment. However, in the case of service level improvement, the stock-out model (SCA) performs better as it provides a greater service level of 98% to the inventory availability than the service level 97% of the backorder model. The stock-out cost model (SCA) controls the inventory by penalizing poor service each time when the end-user demand is not filled from the available stock (stock-out cost). The backorder cost model (BCA) manages the inventory by penalty cost (back-ordering cost) being considered proportional to the length of the time an end-user demand waits to be filled. A comparison of the results of the company model from
Figure 6 shows failure in both the service and average inventory investment performance from either the stock-out model or backorder model. Thus, the results of the proposed (
Q,
r) models show improvement and justification for their use. In other words, from
Figure 3, it is clear that there is an inverse relation between annual ordering frequency (F) and average inventory investment (I) for the same service level (S). For the same value of service level, when the value of F increases, the value of I decreases. In the future, if the company increases the value of F, the (
Q,
r) model will still be valid with respect to increasing service level and reducing average inventory investment. In the present research, on the critical lowest value of ordering frequency (F), the (
Q,
r) model shows improved results. Thus, for the highest value of F, a comparison with the company’s existing model will be needed in future analysis.
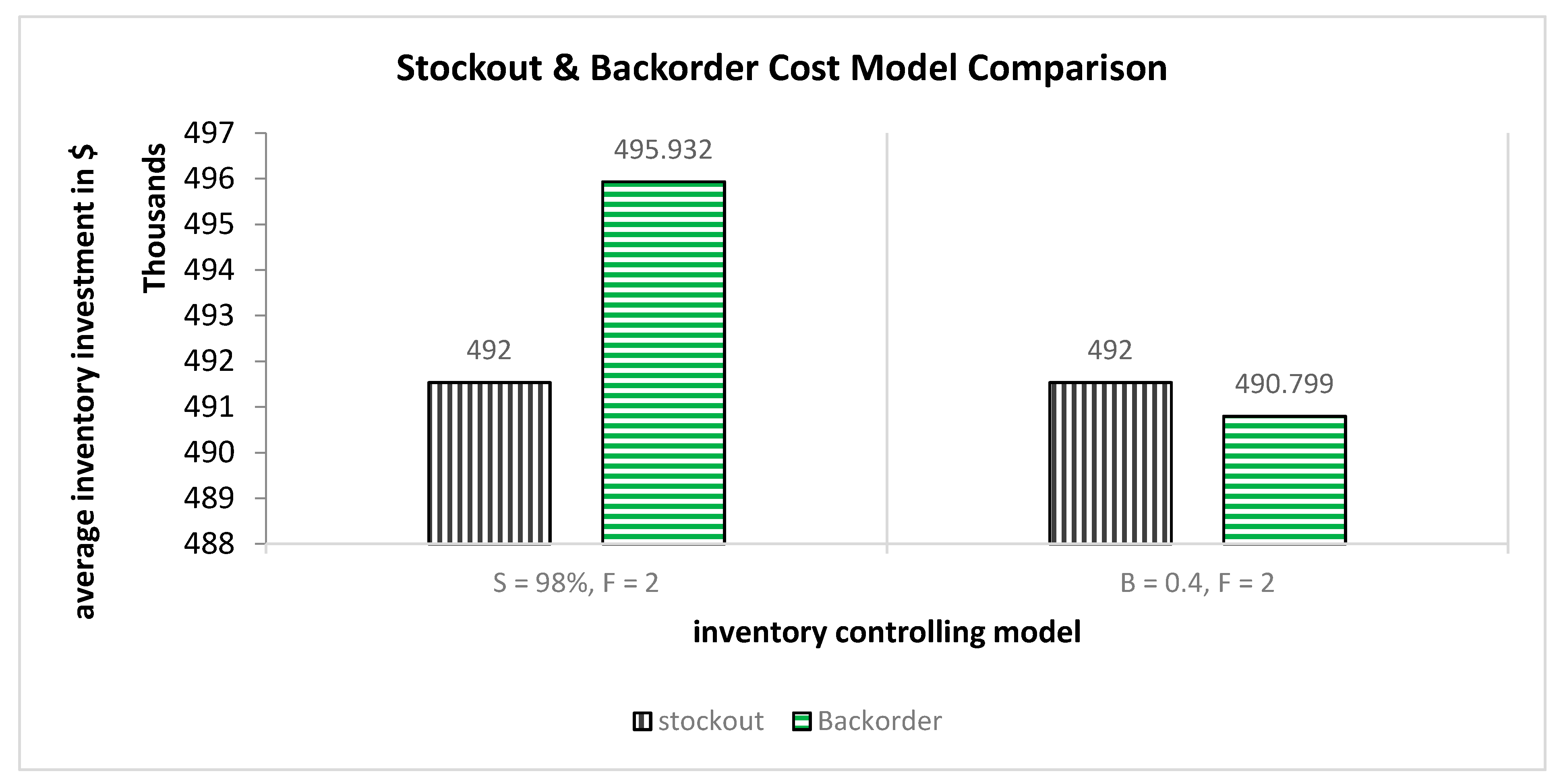
The comparison of the stock-out SCA model and backorder BCA model is graphically represented in
Figure 7 with respect to average inventory investment for 98% service level, 0.4 back-ordering units, and order frequency of two orders per year. The service level shows the fraction of orders filled from the available stock. For example, if 100 orders are placed per year by the end-user, by a 98% service level, 98 orders will be fulfilled. The backorder level (0.4 units) is the critical measurement of the inventory management effectiveness and quality of service towards the customer. When the total backorder level increases, the customers wait more for the demand fulfilment than the lower backorder level per annum. Therefore, the more units at the backorder level, the greater the back-ordering cost will be. When the waiting time of the customer order fulfilment decreases, there must be an increase in the service level which is achieved by minimizing the average backorder level per year. As the focus in this research is to reduce average inventory investment with a satisfactory increase in service level, the backorder model is a tradeoff between backorder level and service level. According to Little’s law, the average backorder level of 0.4 units equals to an average waiting time of 6.3 h, which means that on average, any part out of the ten items will experience 6.3 h of delay due to the unavailability of on-time stock. The delay hours from the average backorder level is calculated by using Equation (18) (Little’s law).
where
B is the total backorder level,
D is the sum of average demand per year and
W is average waiting time of the customer request in hours (
h) for a single inventory item.
Figure 7 shows that the backorder model performs better in achieving an average of 0.4 units of backorder level due to less inventory investment of USD 490,799 than the stock-out model. In the case of achieving an average service level of 98%, the stock-out cost model is the best option due to low inventory investment than the backorder model.
Figure 8 shows the graph based on achieving an average of 0.4 units’ backorder level while
Figure 9 shows the graph based on achieving an average service level of 98%.
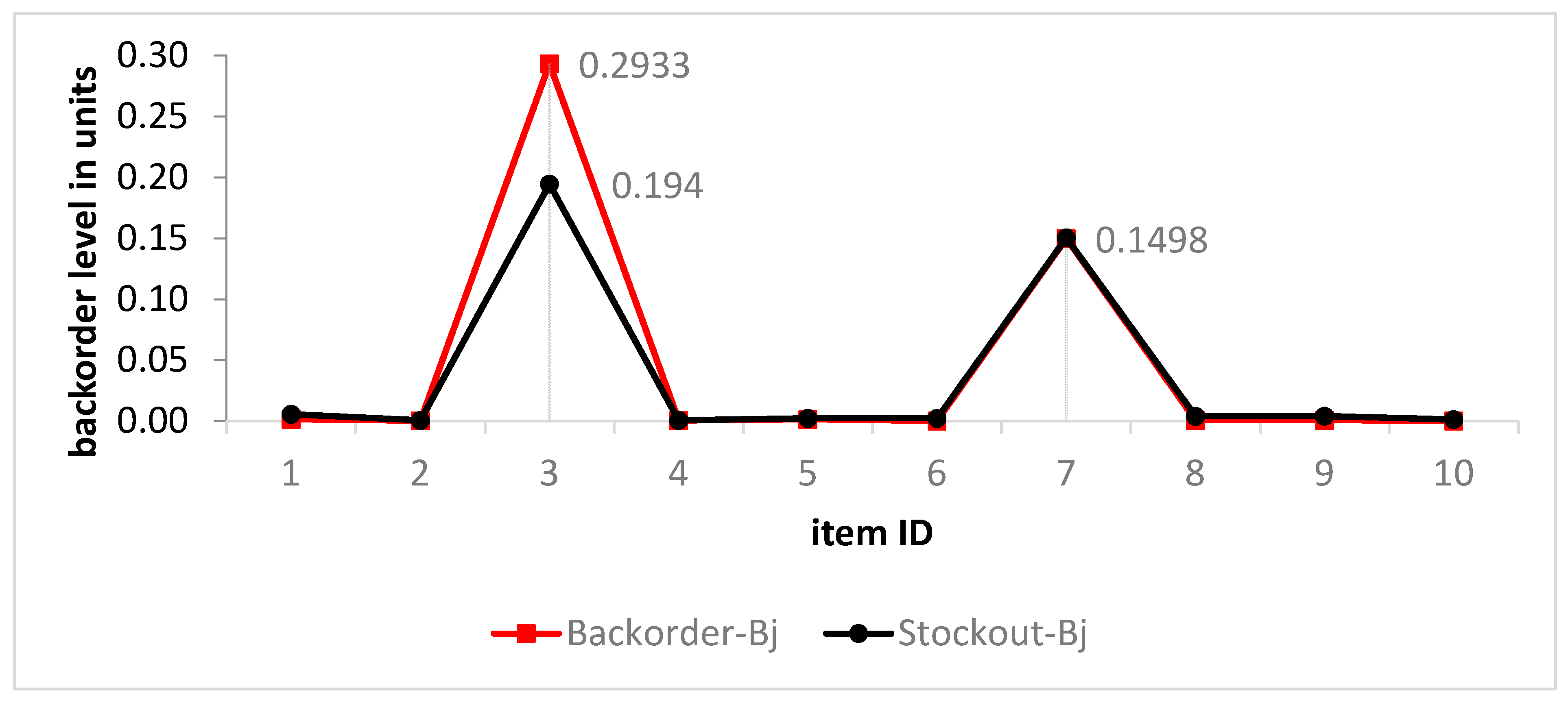
From
Figure 4, it is clear that items 3 and 7 are critical in the ten items inventory and have low annual consumption history. The (
Q,
r) stock-out and backorder cost approach both focuses on the expensive inventory and low demand items to provide minimum inventory investment by assigning them low service level and high backorder level. The backorder cost model results in average inventory investment of USD 490,709 compared to the USD 491,535 value of the stock-out model. This is because of the different treatment of item number 3 in both models. For instance, the backorder model assigns the back order level of 0.2993 units to item 3 compared to the 0.194 units of backorder level in the stockout cost model. When the backorder level increases, the average inventory investment decreases.
The superiority of the stock-out model over the backorder model in achieving an average 98% service level with a minimum average inventory investment of USD 491,535 is because of assignment of low service level of 0.89% to item number 7 instead of assigning 91% service level as allocated by backorder model to item number 7 which results in high average inventory investment of USD 495,932. Both these models perform well in minimizing average inventory investment but selecting one of them depends on the company business nature. If the customer service is defined by the average fill rate, then the stock-out model is a better option and if the customer service is characterized by average backorder, then the best choice is the backorder model. This is because the stock-out cost model effectively utilizes the inventory to achieve the target fill rate (fraction of order filled from available stock) and the backorder cost model effectively uses the inventory in order to obtain the target level of the backorder.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}