
Process and Material Analysis of Laser- and Convection-Dried Silicon–Graphite Anodes for Lithium-Ion Batteries

 ,
,
Abstract
:1. Introduction
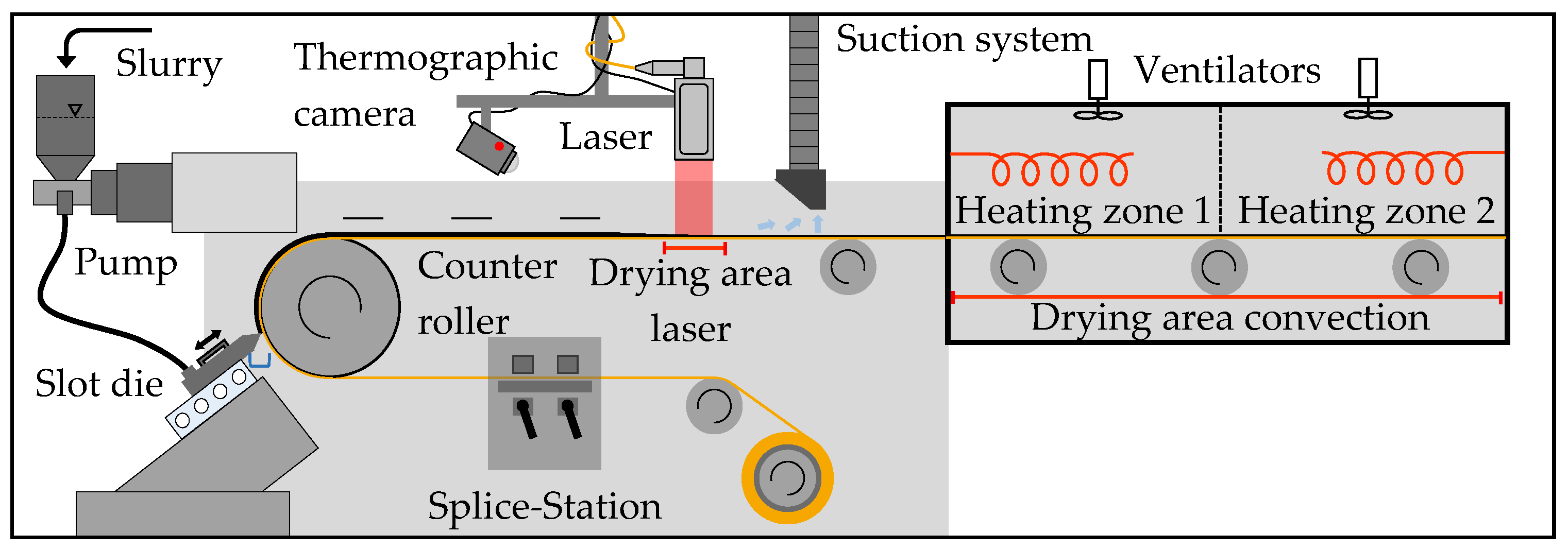
2. Experimental Set-Up
2.1. Materials
2.2. Set-Up and Process Parameters
2.3. Quality Analysis Methods
3. Results
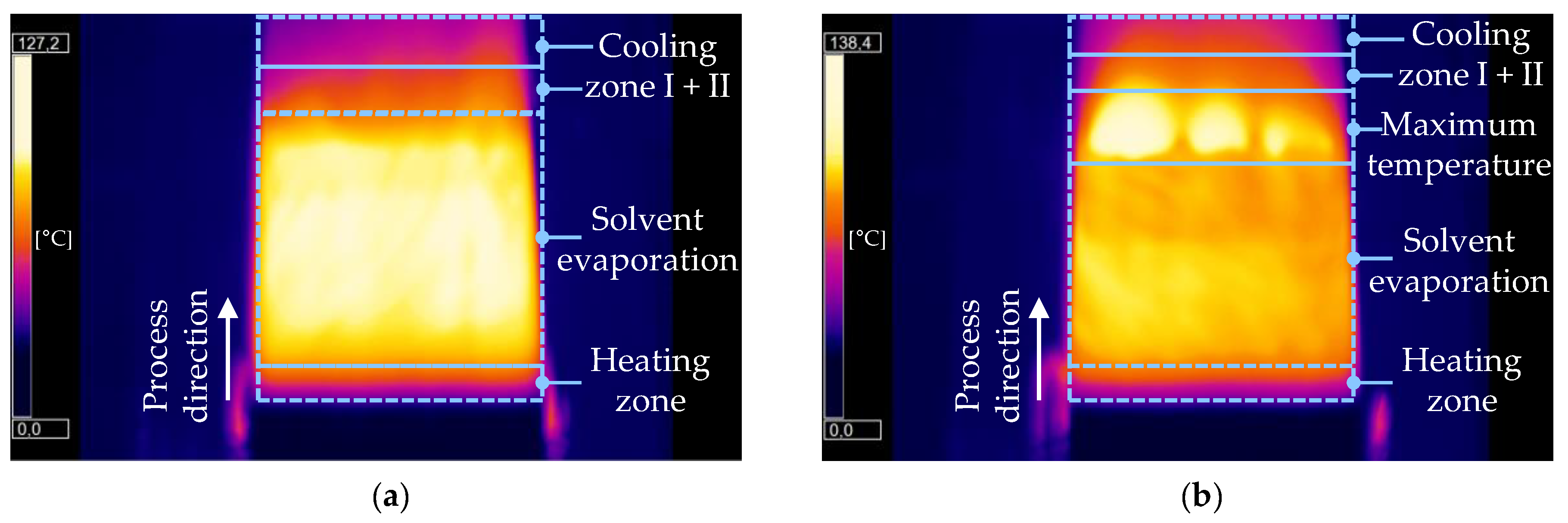
3.1. Thermographic Analysis of the Laser-Drying Process
3.2. Electrode Quality
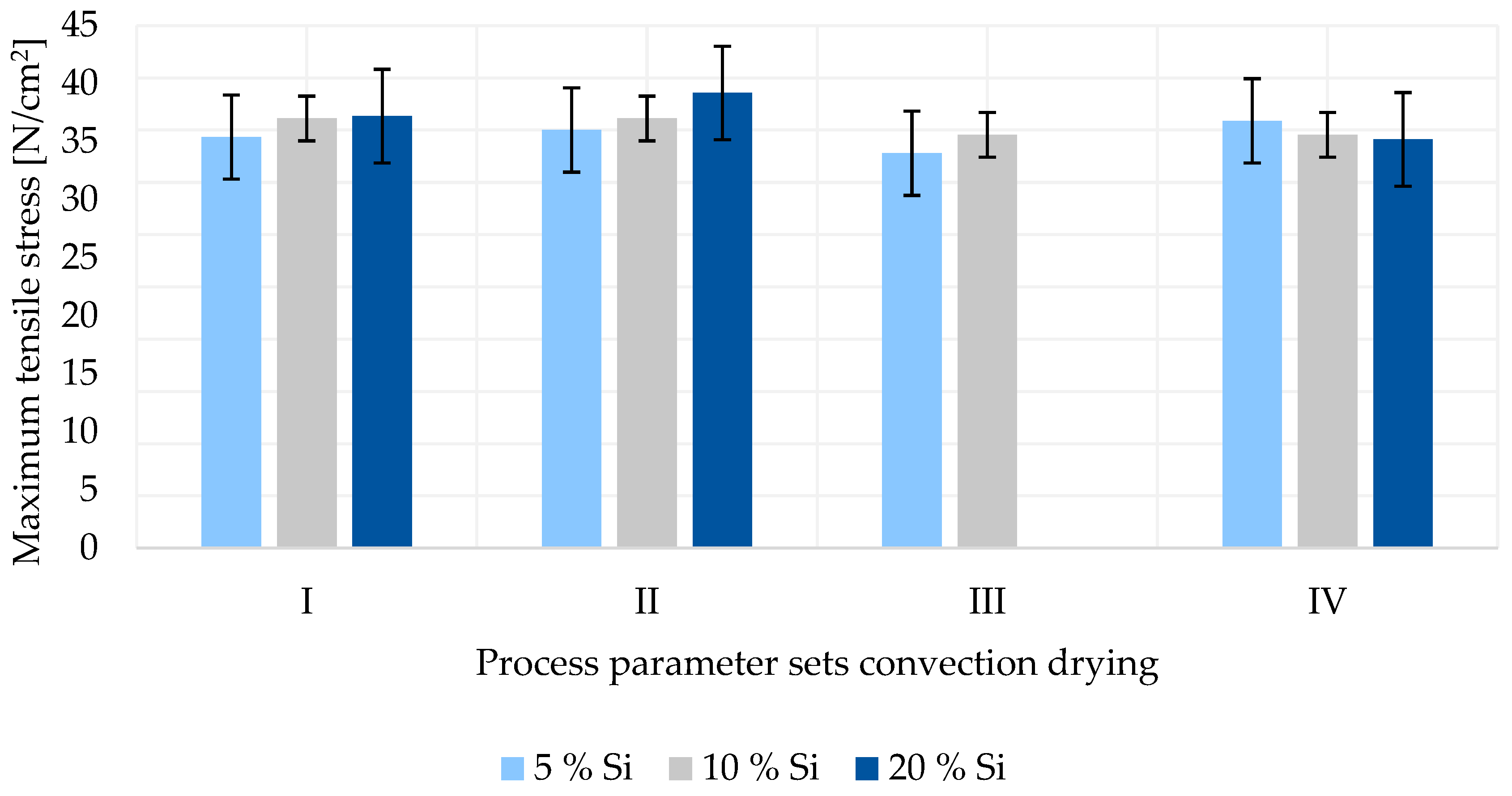
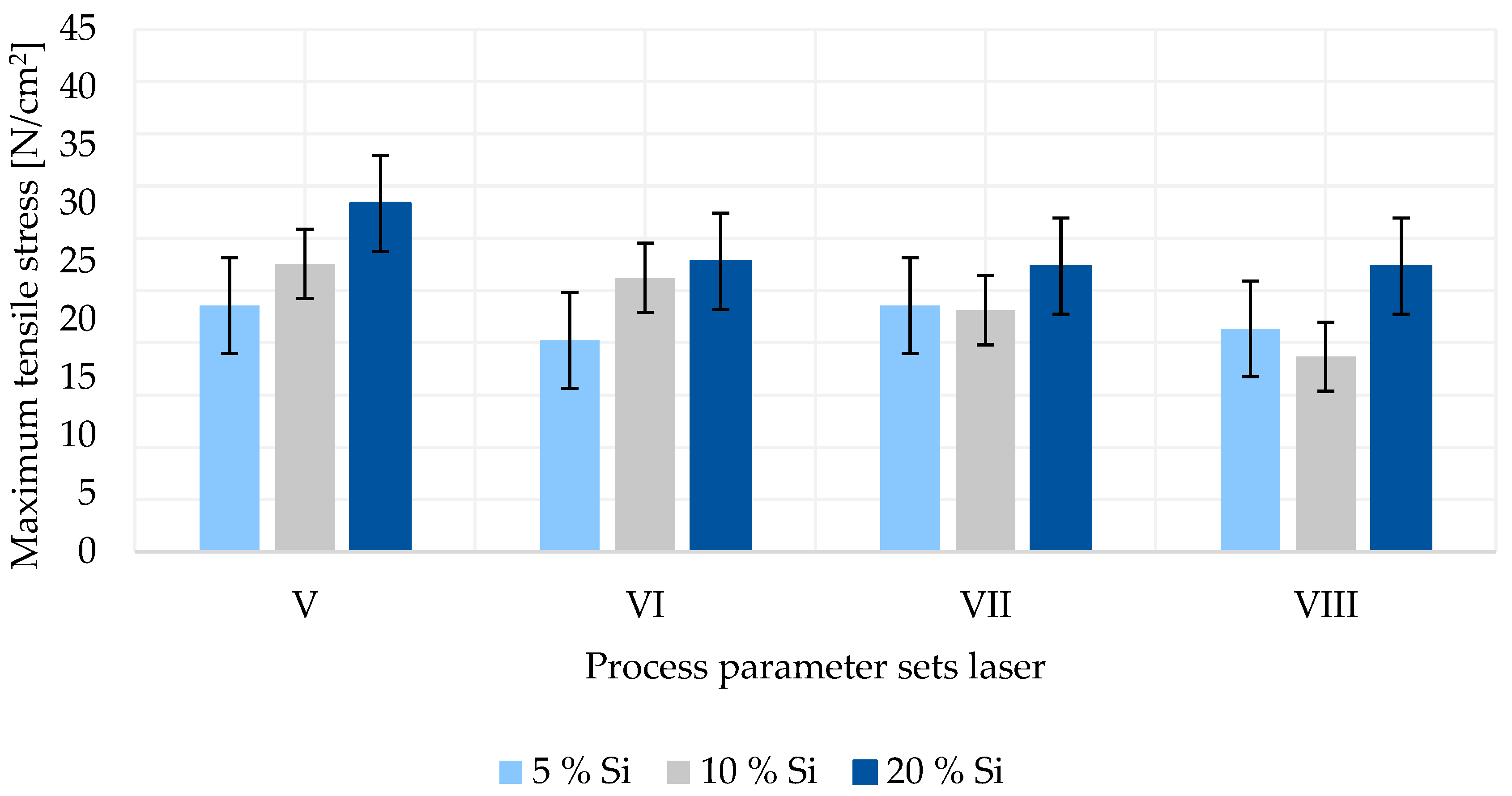
3.2.1. Adhesion
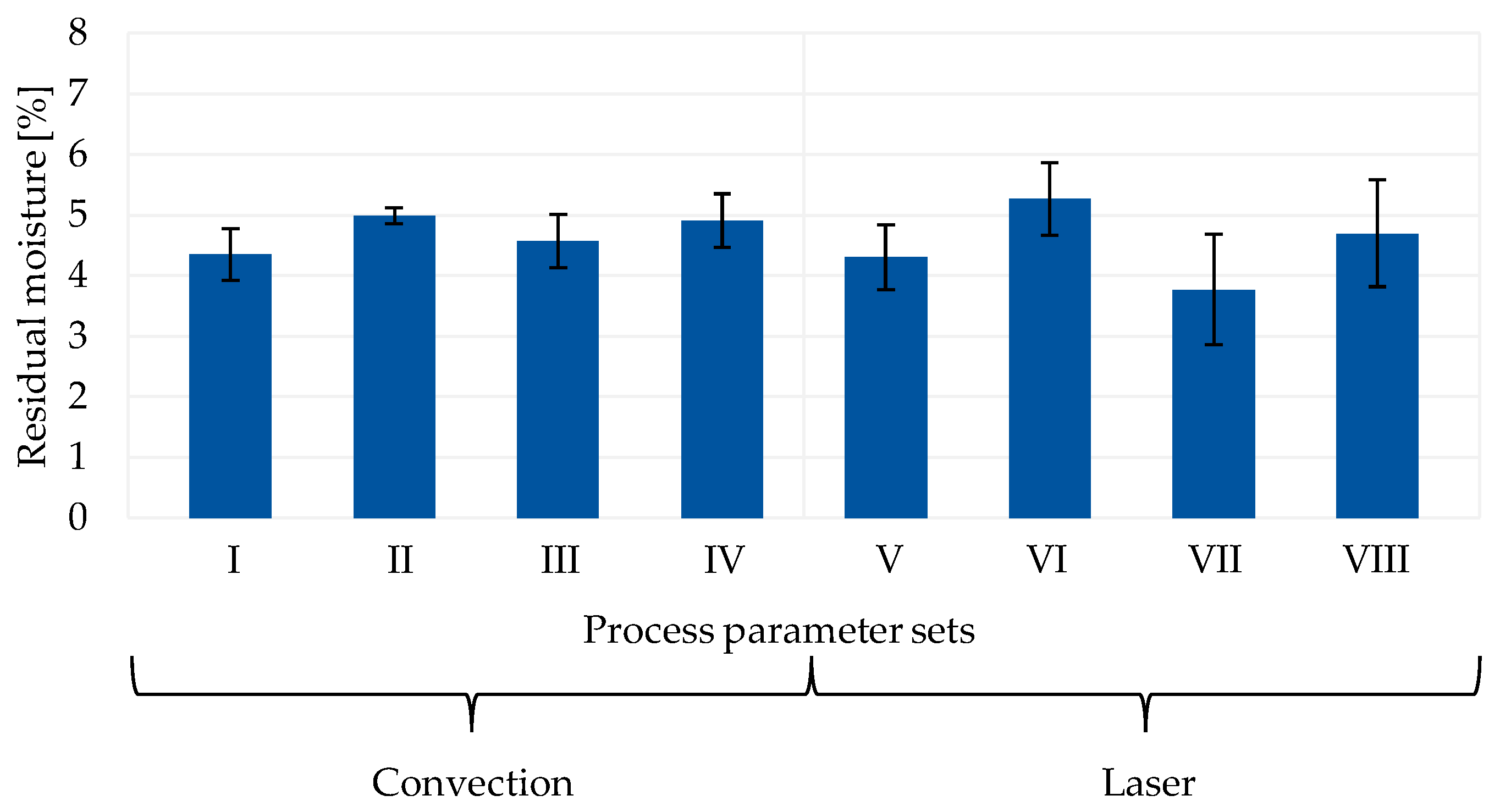
3.2.2. Residual Moisture
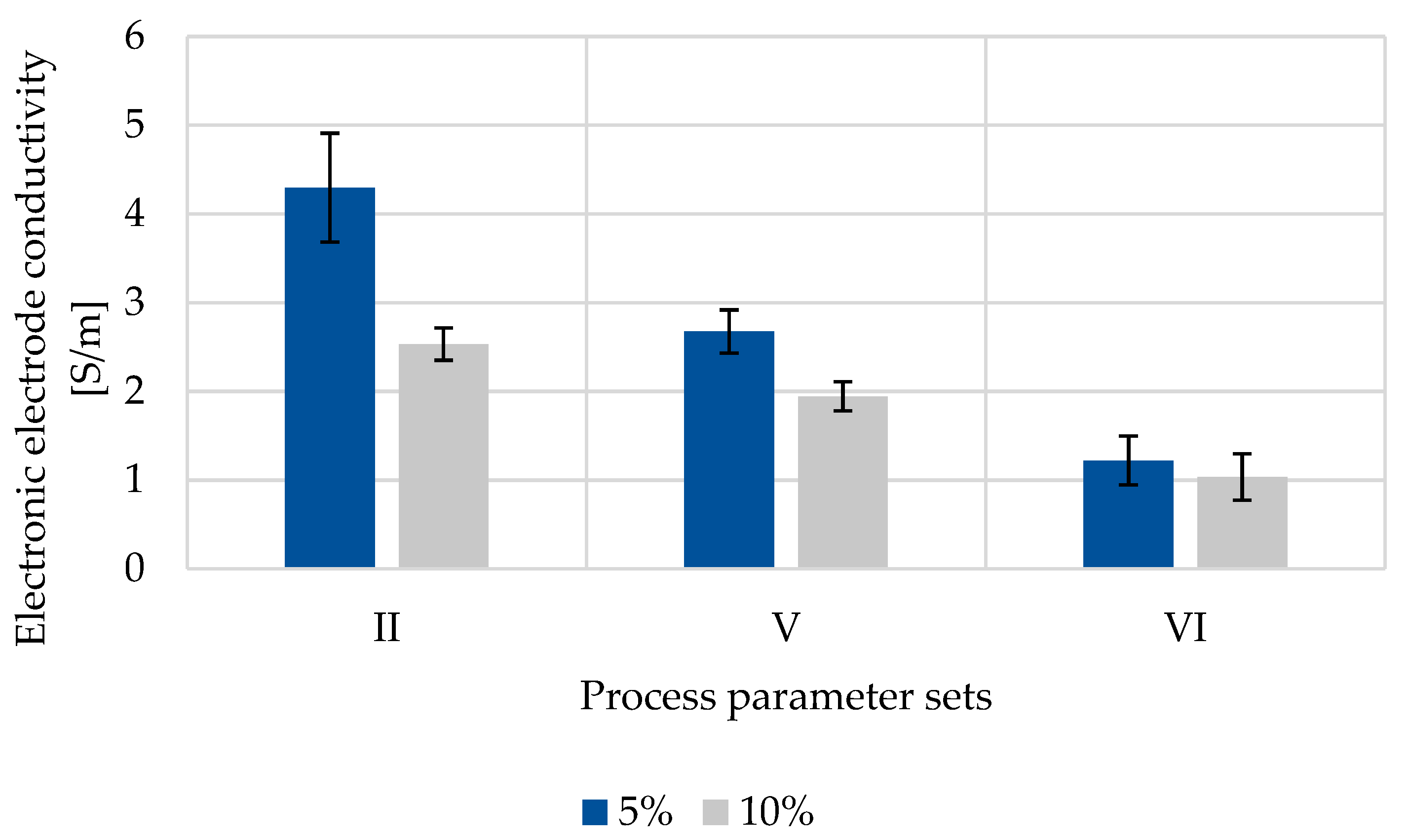
3.2.3. Electronic Conductivity
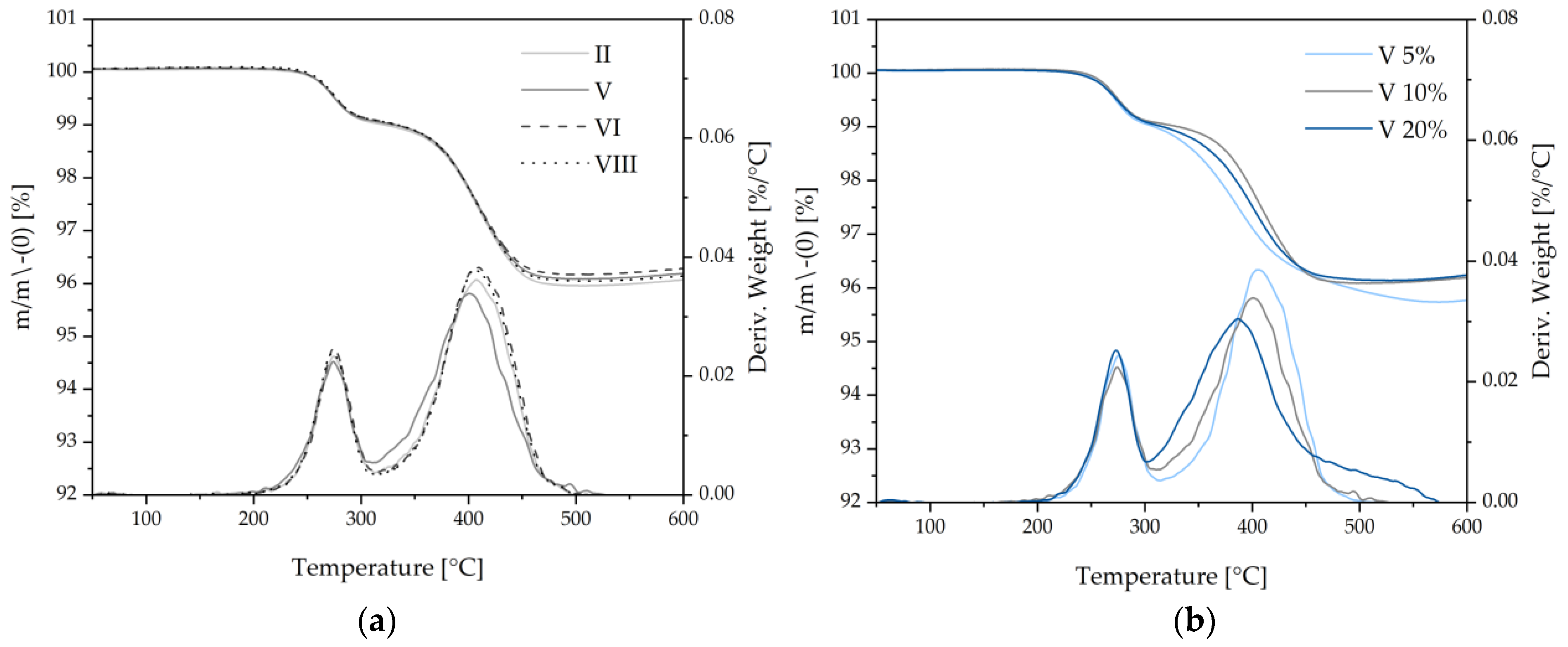
3.2.4. Thermal Stability
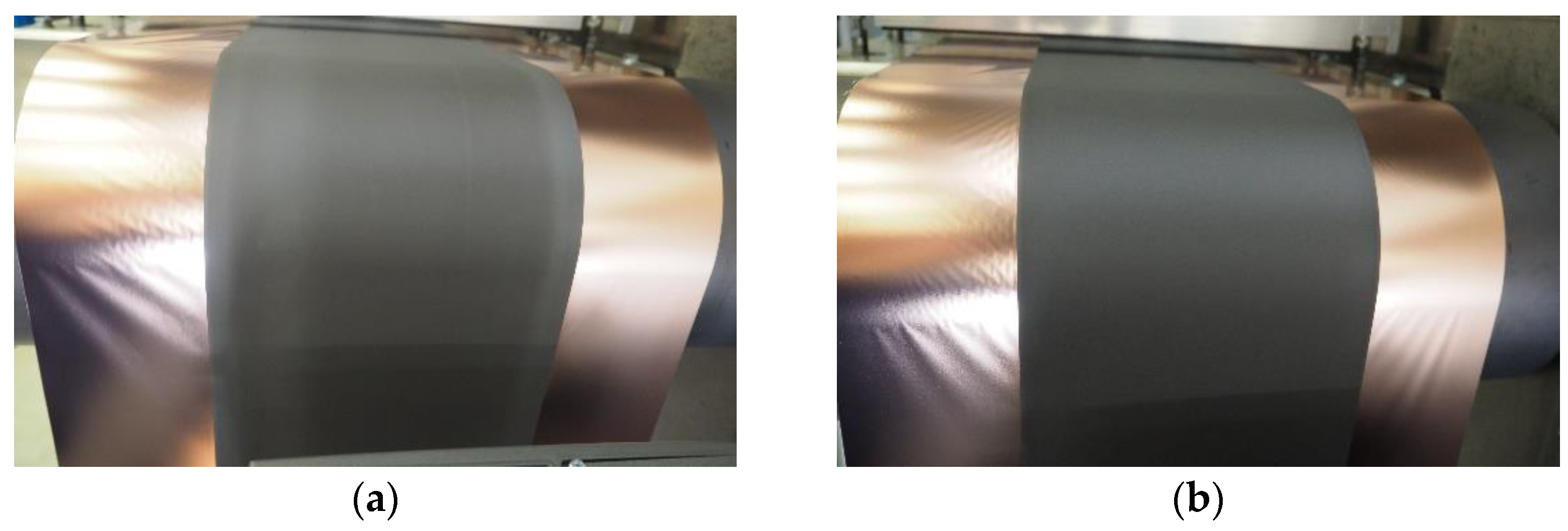
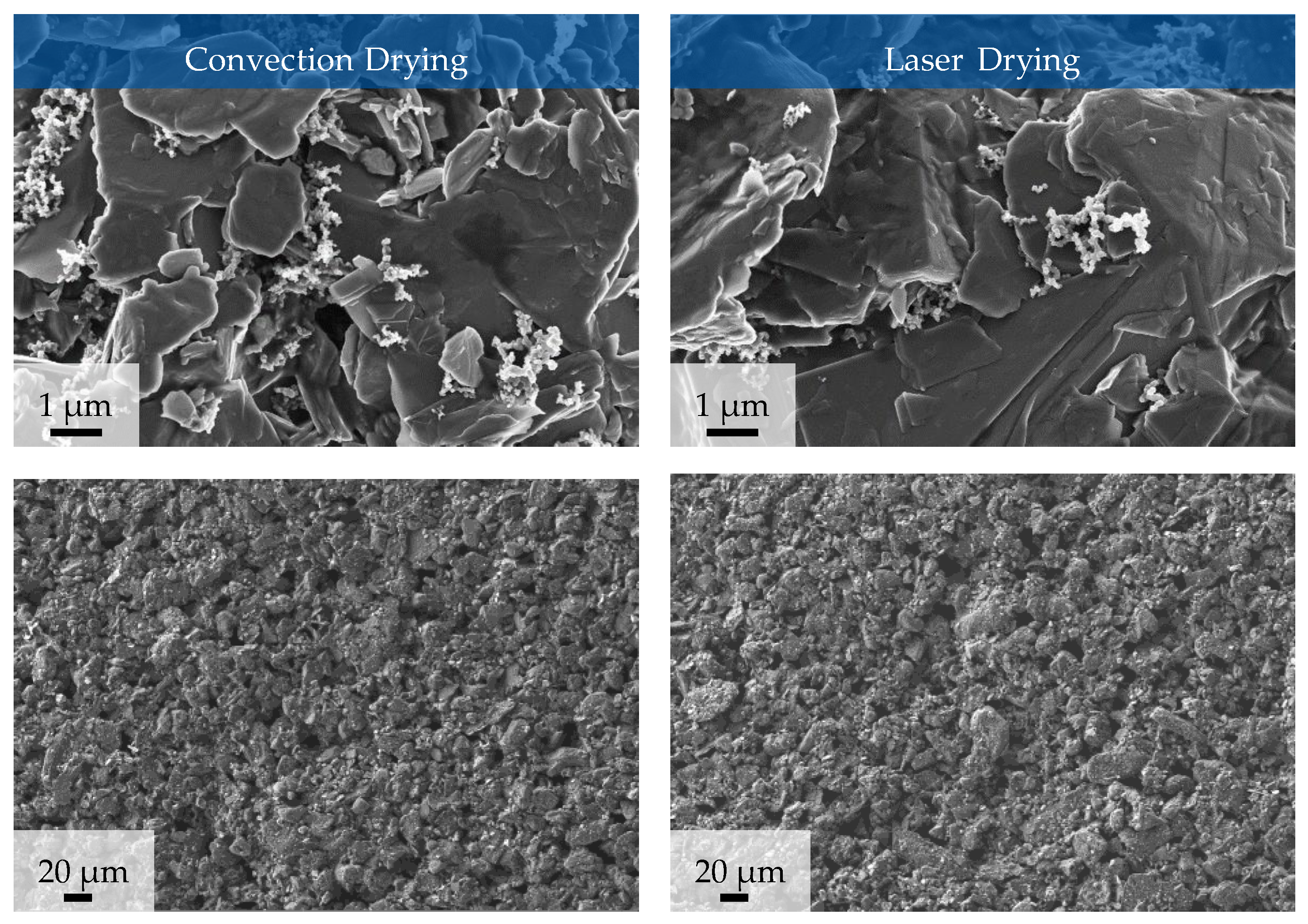
3.2.5. Morphology
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Degen, F.; Schütte, M. Life cycle assessment of the energy consumption and GHG emissions of state-of-the-art automotive battery cell production. J. Clean. Prod. 2022, 330, 1081. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, R.; Wang, J.; Wang, Y. Current and future lithium-ion battery manufacturing. iScience 2021, 24, 102332. [Google Scholar] [CrossRef] [PubMed]
- Production Process of a Lithium-Ion Battery Cell. 2023. Available online: https://www.pem.rwth-aachen.de/global/show_document.asp?id=aaaaaaaabwfmnyh (accessed on 27 March 2023).
- The Future of Battery Production for Electric Vehicles. Available online: https://www.bcg.com/publications/2018/future-battery-production-electric-vehicles (accessed on 27 March 2023).
- Horstig, M.; Schoo, A.; Loellhoeffel, T.; Mayer, J.; Kwade, A. A Perspective on Innovative Drying Methods for Energy-Efficient Solvent-Based Production of Lithium-Ion Battery Electrodes. Energy Technol. 2022, 10, 2200689. [Google Scholar] [CrossRef]
- Neb, D.; Kim, S.; Clever, H.; Dorn, B.; Kampker, A. Current advances on laser drying of electrodes for lithium-ion battery cells. Procedia CIRP 2022, 107, 1577–1587. [Google Scholar] [CrossRef]
- Ma, C.-L.; Hu, Z.-H.; Song, N.-J.; Zhao, Y.; Liu, Y.-Z.; Wang, H.-Q. Constructing mild expanded graphite microspheres by pressurized oxidation combined microwave treatment for enhanced lithium storage. Rare Met. 2021, 40, 837–847. [Google Scholar] [CrossRef]
- Westphal, B.; Mainusch, N.; Meyer, C.; Haselrieder, W.; Indrikova, M.; Titscher, P.; Bockholt, H.; Viöl, W.; Kwade, A. Influence of high intensive dry mixing and calendering on relative electrode resistivity determined via an advanced two point approach. Energy Storage 2017, 11, 76–85. [Google Scholar] [CrossRef]
- Nikpour, M.; Liu, B.; Minson, P.; Hillman, Z.; Mazzeo, B.A.; Wheeler, D.R. Li-ion Electrode Microstructure Evolution during Drying and Calendering. Batteries 2022, 8, 107. [Google Scholar] [CrossRef]
- Altvater, A.; Heckmann, T.; Eser, J.C.; Spiegel, S.; Scharfer, P.; Schabel, W. (Near-) Infrared Drying of Lithium-Ion Battery Electrodes: Influence of Energy Input on Process Speed and Electrode Adhesion. Energy Technol. 2022, 10, 2200785. [Google Scholar] [CrossRef]
- Hawley, W.B.; Li, J. Electrode manufacturing for lithium-ion batteries—Analysis of current and next generation processing. Energy Storage 2019, 25, 100862. [Google Scholar] [CrossRef]
- Haselrieder, W.; Westphal, B.; Bockholt, H.; Diener, A.; Höft, S.; Kwade, A. Measuring the coating adhesion strength of electrodes for lithium-ion batteries. Int. J. Adhes. Adhes. 2015, 60, 1–8. [Google Scholar] [CrossRef]
- Baunach, M.; Jaiser, S.; Schmelzle, S.; Nirschl, H.; Scharfer, P.; Schabel, W. Delamination Behavior of Lithium-Ion Battery Anodes: Influence of Drying Temperature during Electrode Processing. Dry. Technol. 2016, 34, 462–473. [Google Scholar] [CrossRef]
- Li, C.-C.; Wang, Y.-W. Binder Distributions in Water-Based and Organic-Based LiCoO2 Electrode Sheets and Their Effects on Cell Performance. J. Electrochem. Soc. 2011, 158, 1361–1370. [Google Scholar] [CrossRef]
- Kumberg, J.; Müller, M.; Diehm, R.; Spiegel, S.; Wachsmann, C.; Bauer, W.; Scharfer, P.; Schabel, W. Drying of Lithium-Ion Battery Anodes for Use in High-Energy Cells: Influence of Electrode Thickness on Drying Time, Adhesion, and Crack Formation. Energy Technol. 2019, 7, 1900722. [Google Scholar] [CrossRef]
- Jaiser, S.; Müller, M.; Baunach, M.; Bauer, W.; Scharfer, P.; Schabel, W. Investigation of film solidification and binder migration during drying of Li-Ion battery anodes. Power Sources 2016, 318, 210–219. [Google Scholar] [CrossRef]
- Font, F.; Protas, B.; Richardson, G.; Foster, J.M. Binder migration during drying of lithium-ion battery electrodes: Modelling and comparison to experiment. Power Sources 2018, 393, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Eser, J.; Wirsching, T.; Weidler, P.G.; Altvater, A.; Börnhorst, T.; Kumberg, J.; Schöne, G.; Müller, M.; Scharfer, P.; Schabel, W. Moisture Adsorption Behavior in Anodes for Li-Ion Batteries. Energy Technol. 2020, 8, 1801162. [Google Scholar] [CrossRef] [Green Version]
- Huang, L.-H.; Chen, D.; Li, C.-C.; Chang, Y.-L.; Lee, J.-T. Dispersion Homogeneity and Electrochemical Performance of Si Anodes with the Addition of Various Water-Based Binders. Electrochem. Soc. 2018, 165, A2239–A2246. [Google Scholar] [CrossRef]
- Westphal, B.G.; Bockholt, H.; Günther, T.; Haselrieder, W.; Kwade, A. Influence of Convective Drying Parameters on Electrode Performance and Physical Electrode Properties. ECS Trans. 2015, 64, 57. [Google Scholar] [CrossRef]
- Westphal, B.G.; Kwade, A. Critical electrode properties and drying conditions causing component segregation in graphitic anodes for lithium-ion batteries. Energy Storage 2018, 18, 509–517. [Google Scholar] [CrossRef]
- Vedder, C.; Hawelka, D.; Wolter, M.; Leiva, D.; Stollenwerk, J.; Wissenbach, K. Laser-based drying of electrode layers. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, San Francisco, CA, USA, 16–20 October 2016. [Google Scholar]
- Hagiwara, H.; Suszynski, W.J.; Francis, L.F. A Raman spectroscopic method to find binder distribution in electrodes during drying. Coat. Technol. Res. 2014, 11, 11–17. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Graphite | Silicon | SBR | CMC | Carbon Black | Solvent | |
|---|---|---|---|---|---|---|---|
| 5% Si-Conv. | wsolid (%) 1 | 89.00 | 5.00 | 3.00 | 2.00 | 1.00 | 0.00 |
| wt (%) 2 | 40.05 | 2.25 | 3.40 | 0.90 | 0.45 | 52.95 | |
| 5% Si-Laser | wsolid (%) | 89.00 | 5.00 | 3.00 | 2.00 | 1.00 | 0.00 |
| wt (%) | 39.29 | 2.21 | 3.31 | 0.88 | 0.44 | 53.91 | |
| 10% Si-Conv. | wsolid (%) | 84.00 | 10.00 | 3.00 | 2.00 | 1.00 | 0.00 |
| wt (%) | 37.80 | 4.50 | 3.40 | 0.90 | 0.45 | 52.95 | |
| 10% Si-Laser | wsolid (%) | 84.00 | 10.00 | 3.00 | 2.00 | 1.00 | 0.00 |
| wt (%) | 37.09 | 4.42 | 3.31 | 0.88 | 0.44 | 53.91 | |
| 20% Si-Conv. | wsolid (%) | 74.00 | 20.00 | 3.00 | 2.00 | 1.00 | 0.00 |
| wt (%) | 33.30 | 9.00 | 3.40 | 0.90 | 0.45 | 52.95 | |
| 20% Si-Laser | wsolid (%) | 74.00 | 20.00 | 3.00 | 2.00 | 1.00 | 0.00 |
| wt (%) | 32.67 | 8.83 | 3.31 | 0.88 | 0.44 | 53.91 |
| Process Parameters | Convection | Laser | ||||||
|---|---|---|---|---|---|---|---|---|
| I | II | III | IV | V | VI | VII | VIII | |
| Web speed (m/min) | 1.3 | 1.3 | 1.8 | 1.8 | 0.8 | 0.8 | 1.0 | 1.0 |
| Pump speed (rpm) | 220 | 220 | 290 | 290 | 120 | 120 | 140 | 140 |
| Wet film thickness (µm) | 160 | 160 | 160 | 160 | 160 | 160 | 160 | 160 |
| Temperature heating zone 1 (°C) | 150 | 160 | 150 | 160 | <25 | <25 | <25 | <25 |
| Temperature heating zone 2 (°C) | 130 | 140 | 130 | 140 | <25 | <25 | <25 | <25 |
| Laser voltage (V) | - | - | - | - | 0.7 | 0.8 | 0.85 | 0.95 |
| Laser intensity (W/cm2) | - | - | - | - | 1.894 | 2.165 | 2.300 | 2.571 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wolf, S.; Garbade, L.; Göken, V.; Tien, R.; Börner, M.; Neb, D.; Heimes, H.H. Process and Material Analysis of Laser- and Convection-Dried Silicon–Graphite Anodes for Lithium-Ion Batteries. World Electr. Veh. J. 2023, 14, 87. https://doi.org/10.3390/wevj14040087
Wolf S, Garbade L, Göken V, Tien R, Börner M, Neb D, Heimes HH. Process and Material Analysis of Laser- and Convection-Dried Silicon–Graphite Anodes for Lithium-Ion Batteries. World Electric Vehicle Journal. 2023; 14(4):87. https://doi.org/10.3390/wevj14040087
Chicago/Turabian StyleWolf, Sebastian, Laura Garbade, Vinzenz Göken, Rebekka Tien, Markus Börner, Daniel Neb, and Heiner Hans Heimes. 2023. "Process and Material Analysis of Laser- and Convection-Dried Silicon–Graphite Anodes for Lithium-Ion Batteries" World Electric Vehicle Journal 14, no. 4: 87. https://doi.org/10.3390/wevj14040087