
Bulk Flow Optimisation of Amorphous Solid Dispersion Excipient Powders through Surface Modification

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Formulation and Spray Drying
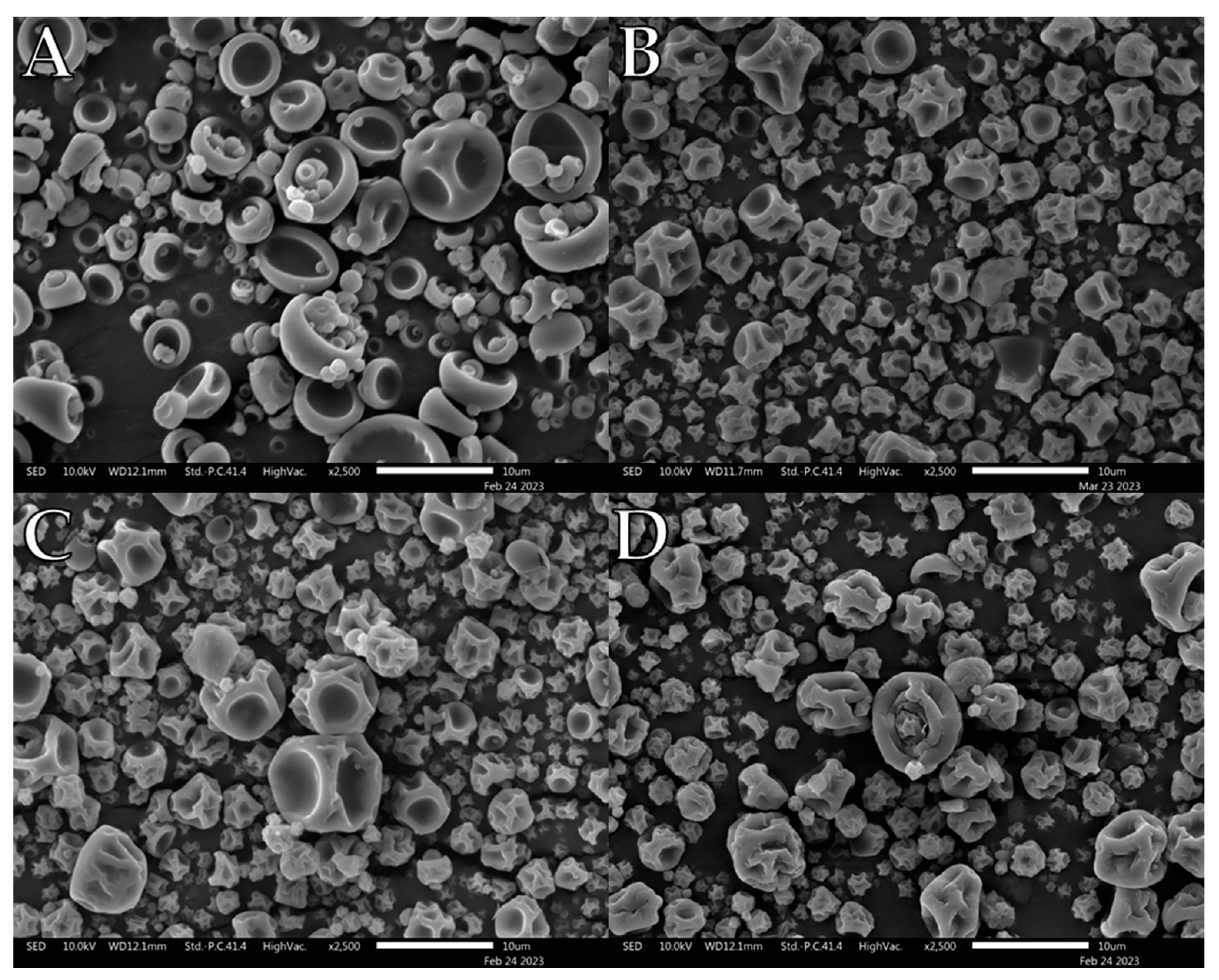
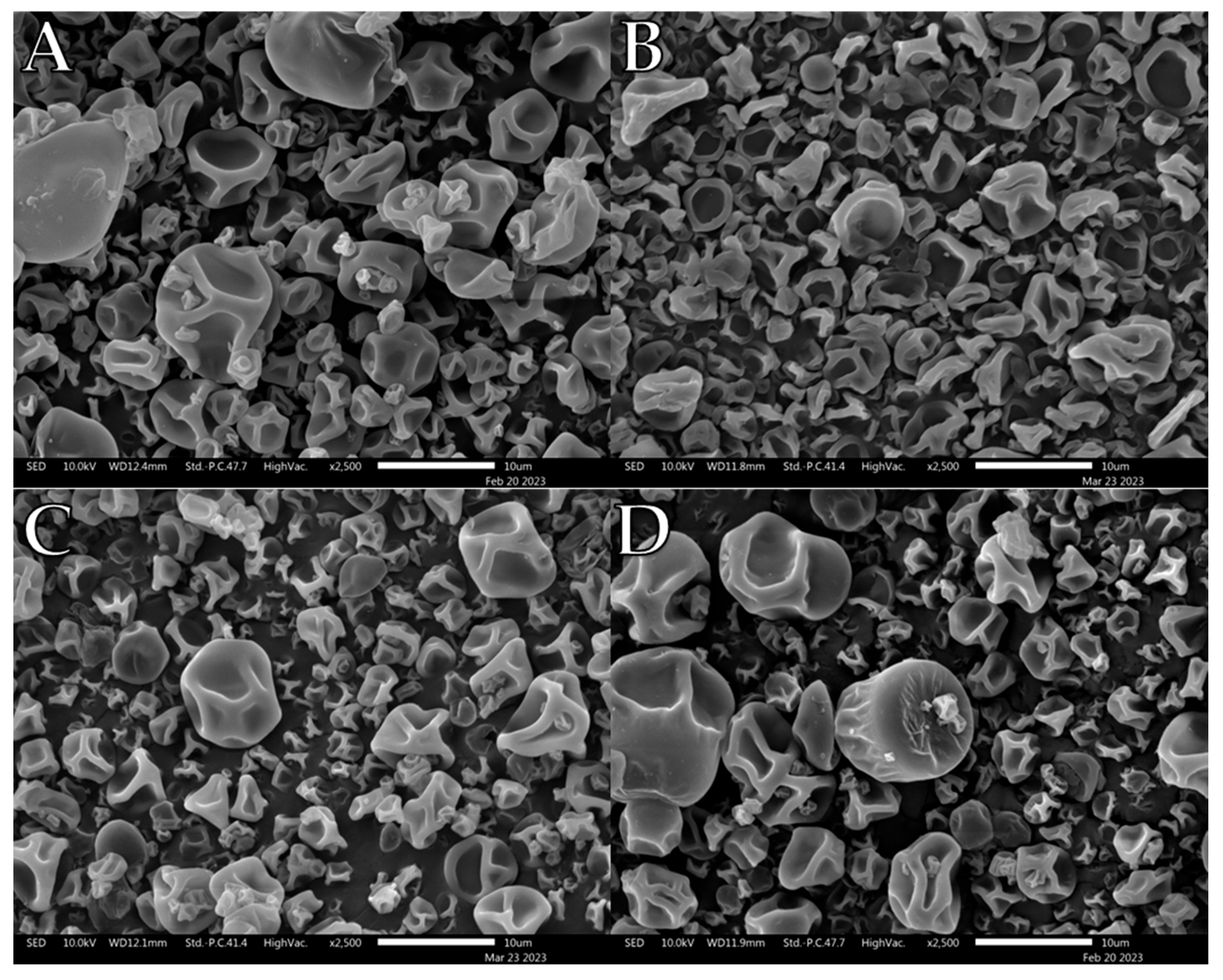
2.3. Scanning Electron Microscopy
2.4. Particle Size Analysis
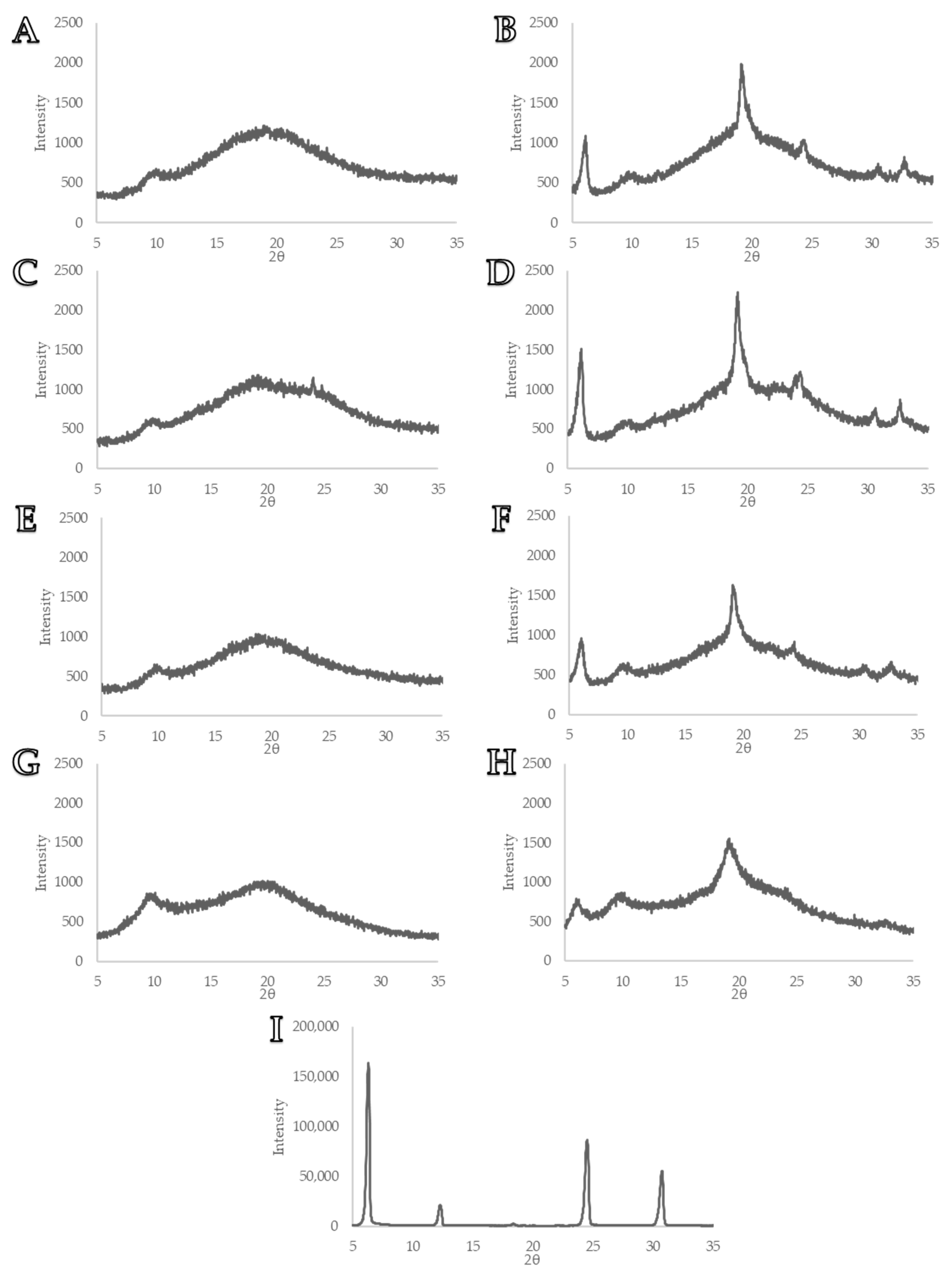
2.5. Powder X-ray Diffraction
2.6. Powder Bulk Flowability Characterization
2.6.1. Shear Cell Testing
2.6.2. Stability and Variable Flow Rate Testing
2.6.3. Modified Stability Testing
2.6.4. Permeability Testing
2.6.5. Statistical Analysis
3. Results
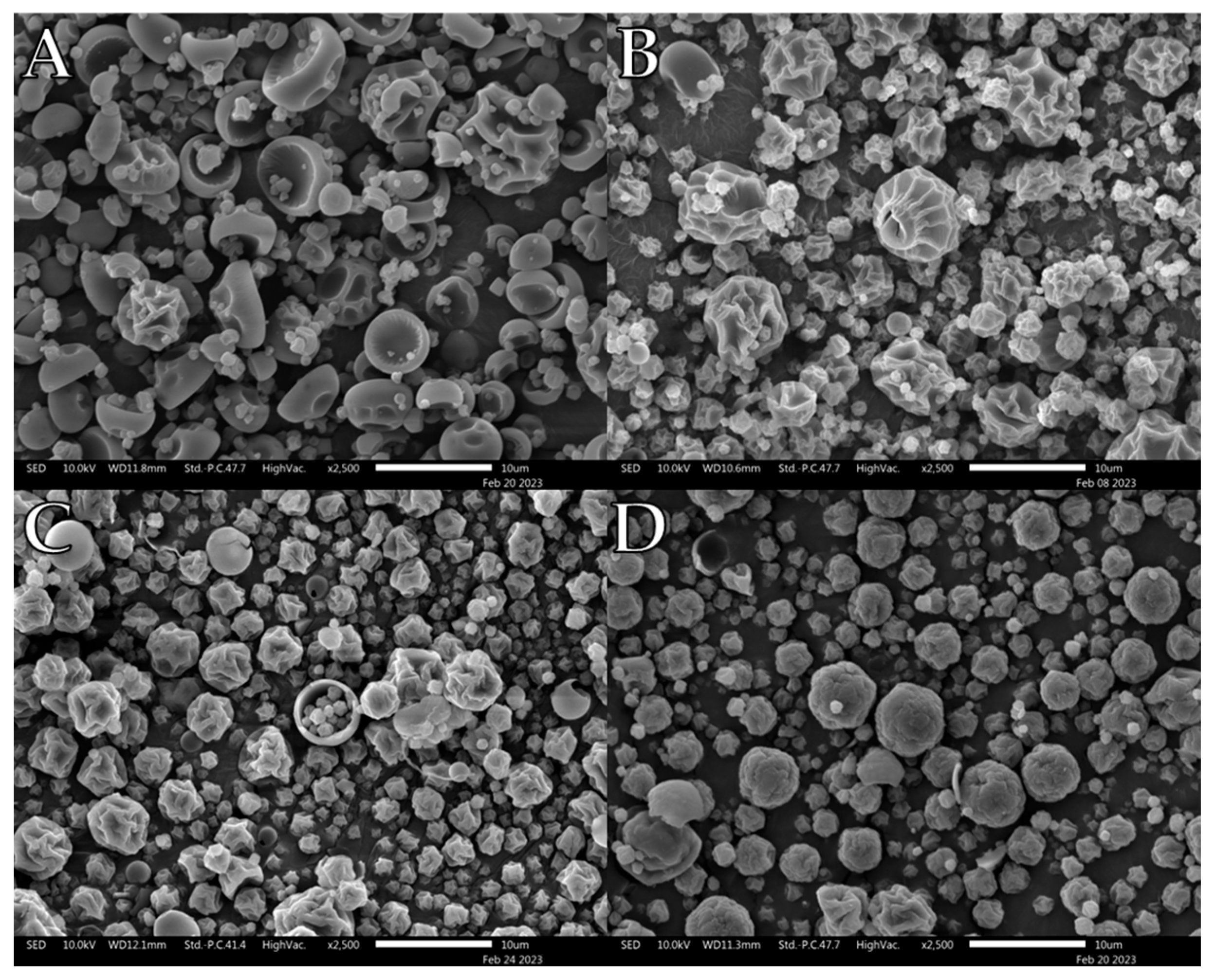
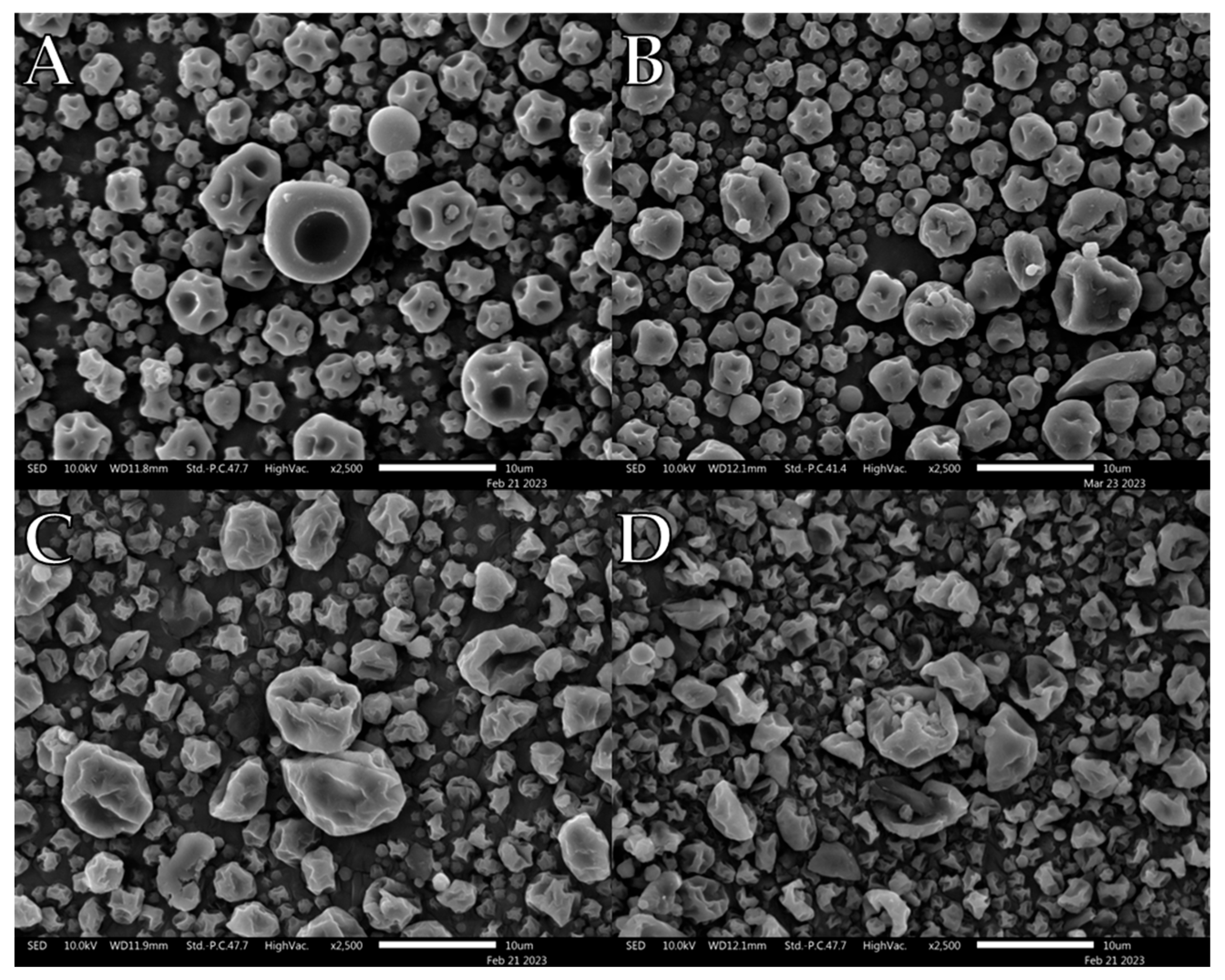
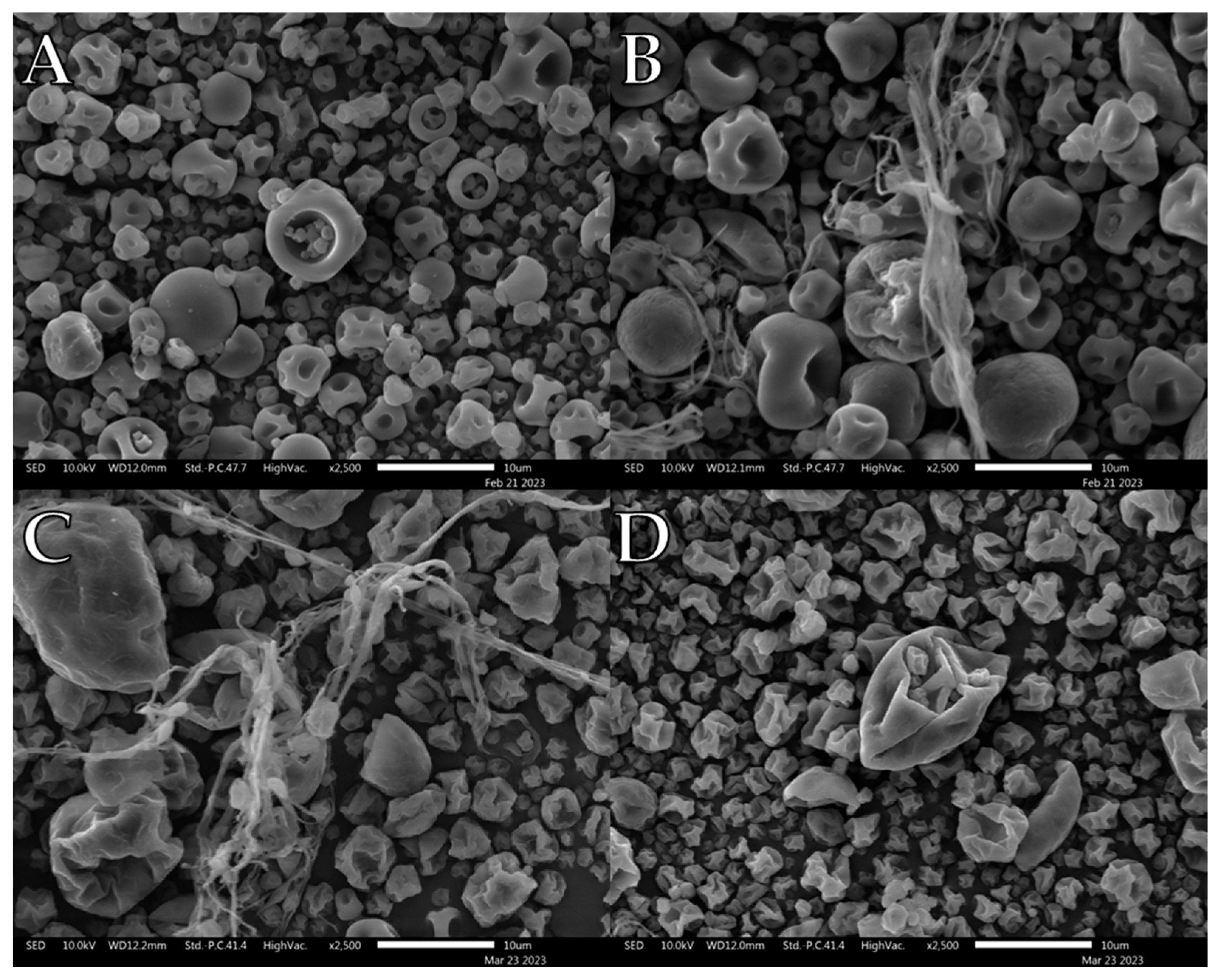
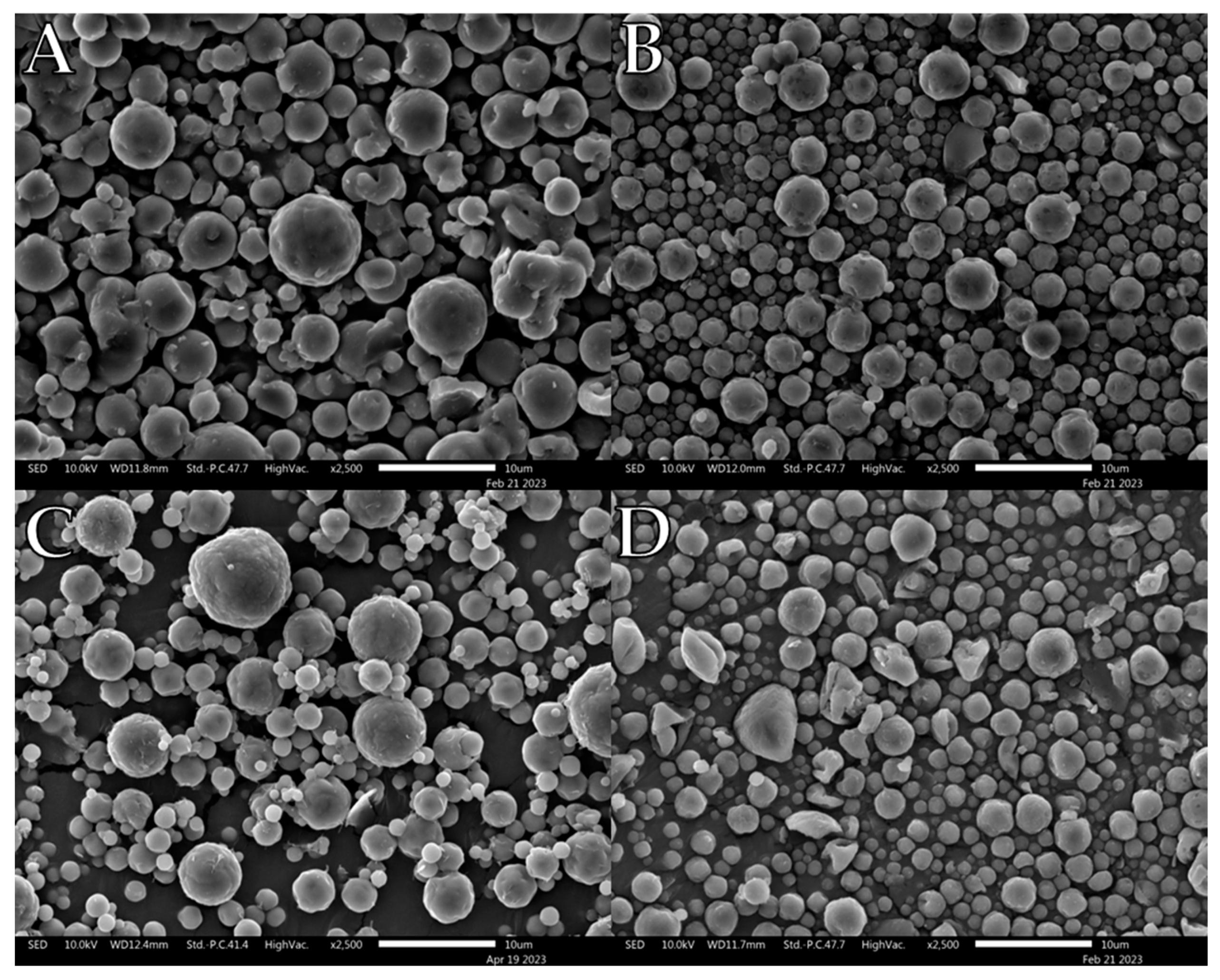
3.1. Scanning Electron Microscopy
3.2. Particle Size and Size Distribution
3.3. Powder X-ray Diffraction
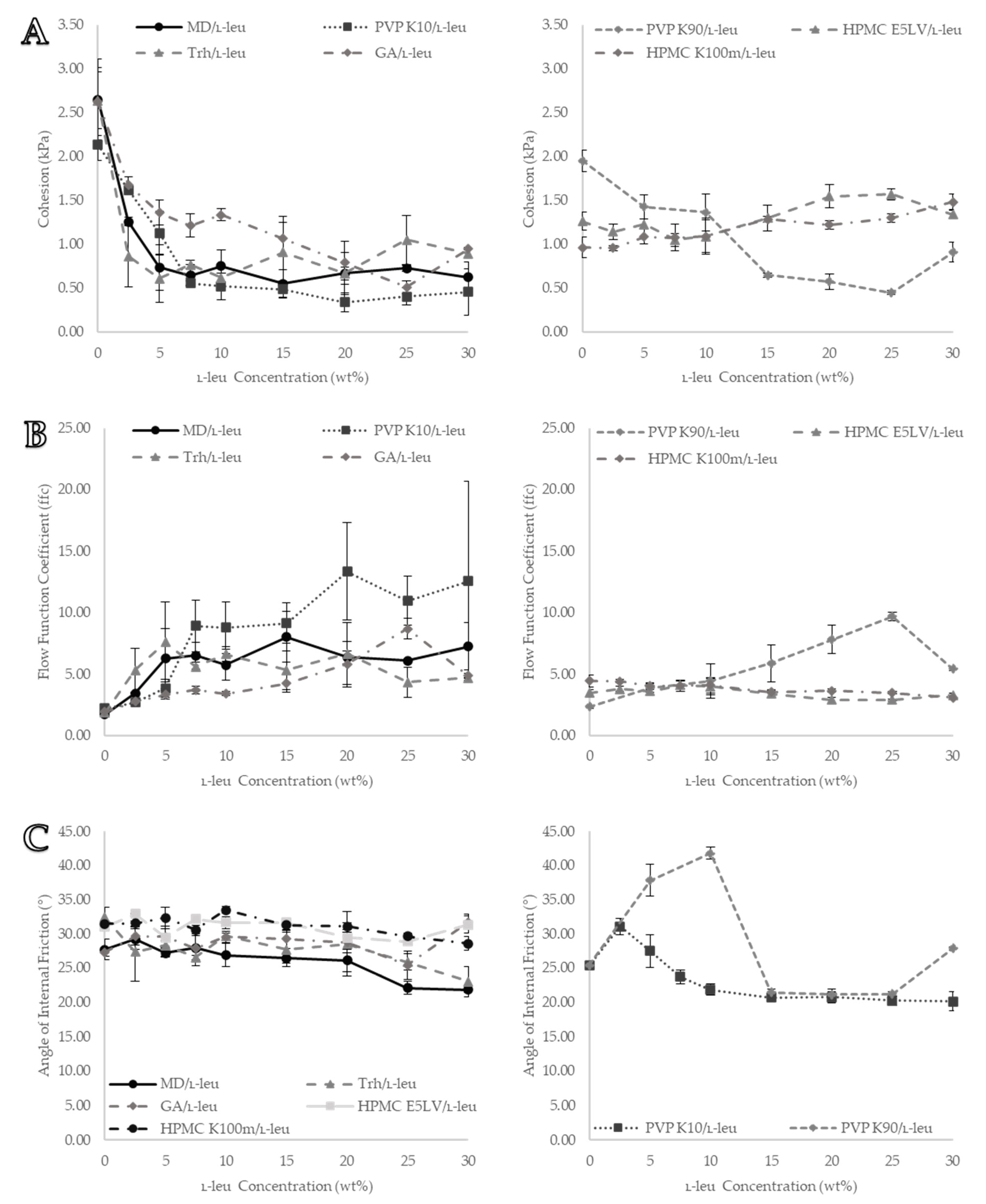
3.4. Shear Cell
3.4.1. Cohesion Data
3.4.2. Flow Function Coefficient (ffc)
3.4.3. Angle of Internal Friction (AIF)
3.5. Stability and Variable Flow Rate
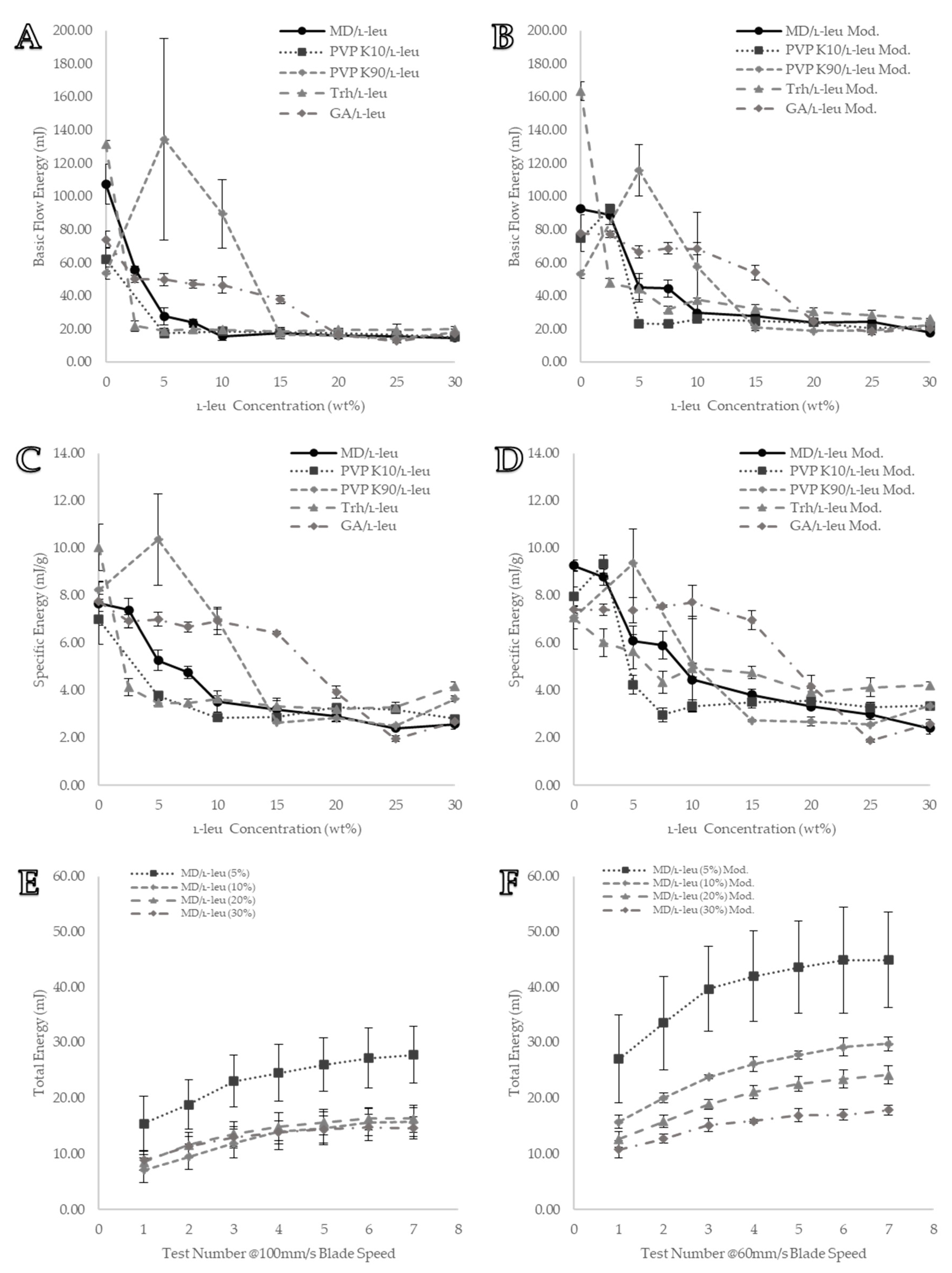
3.5.1. Basic Flow Energy (BFE)
3.5.2. Specific Energy (SE)
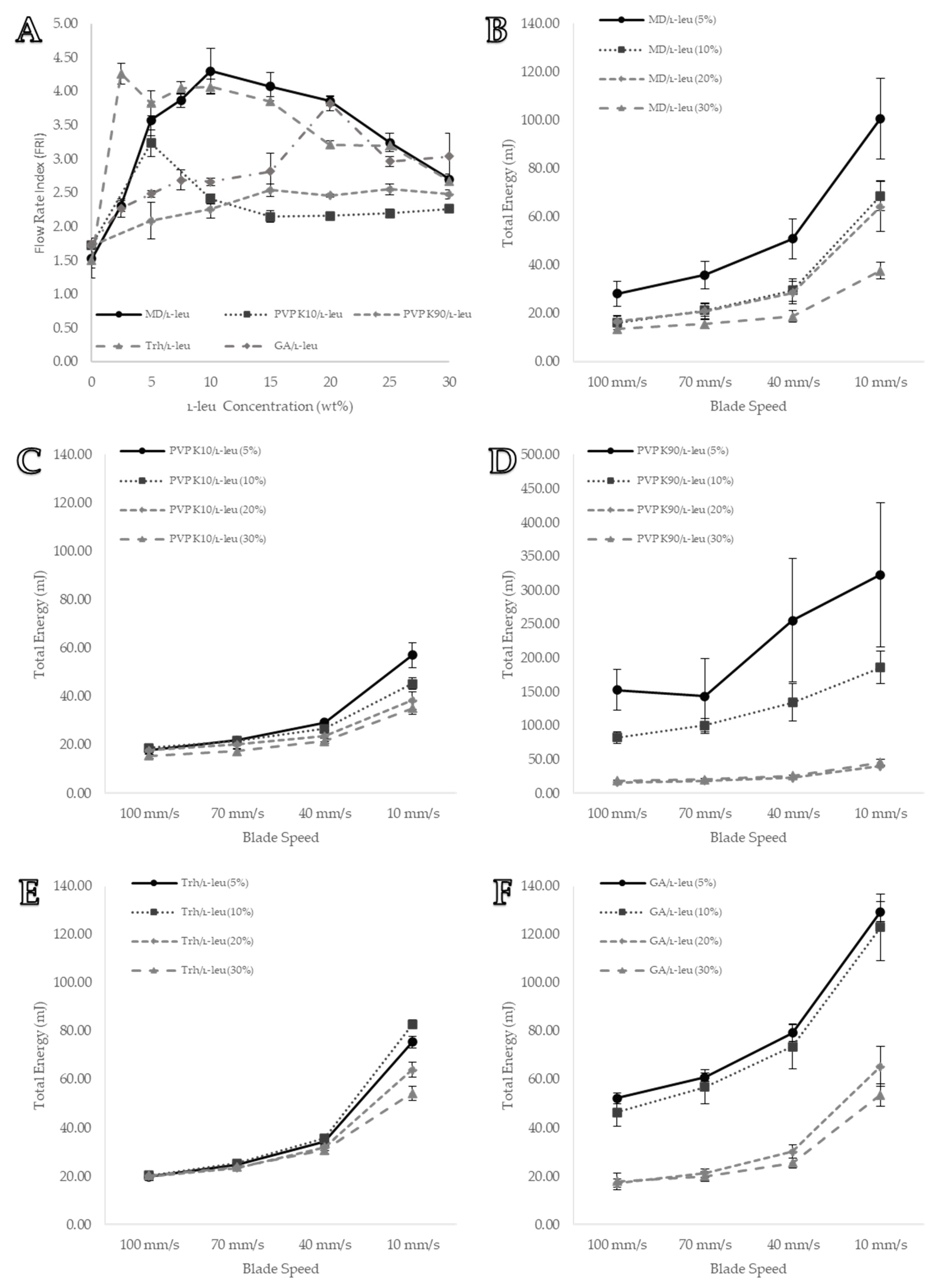
3.5.3. Flow Rate Index (FRI)
3.6. Modified Stability
3.7. Permeability
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Pourshahab, P.S.; Gilani, K.; Moazeni, E.; Eslahi, H.; Fazeli, M.R.; Jamalifar, H. Preparation and Characterization of Spray Dried Inhalable Powders Containing Chitosan Nanoparticles for Pulmonary Delivery of Isoniazid. J. Microencapsul. 2011, 28, 605–613. [Google Scholar] [CrossRef] [PubMed]
- Mehanna, M.M.; Mohyeldin, S.M.; Elgindy, N.A. Rifampicin-Carbohydrate Spray-Dried Nanocomposite: A Futuristic Multiparticulate Platform for Pulmonary Delivery. Int. J. Nanomed. 2019, 14, 9089–9112. [Google Scholar] [CrossRef] [PubMed]
- Sou, T.; Forbes, R.T.; Gray, J.; Prankerd, R.J.; Kaminskas, L.M.; McIntosh, M.P.; Morton, D.A.V. Designing a Multi-Component Spray-Dried Formulation Platform for Pulmonary Delivery of Biopharmaceuticals: The Use of Polyol, Disaccharide, Polysaccharide and Synthetic Polymer to Modify Solid-State Properties for Glassy Stabilisation. Powder Technol. 2016, 287, 248–255. [Google Scholar] [CrossRef]
- Mangal, S.; Nie, H.; Xu, R.; Guo, R.; Cavallaro, A.; Zemlyanov, D.; Zhou, Q. (Tony) Physico-Chemical Properties, Aerosolization and Dissolution of Co-Spray Dried Azithromycin Particles with L-Leucine for Inhalation. Pharm. Res. 2018, 35, 28. [Google Scholar] [CrossRef]
- Shetty, N.; Park, H.; Zemlyanov, D.; Mangal, S.; Bhujbal, S.; Zhou, Q. (Tony) Influence of Excipients on Physical and Aerosolization Stability of Spray Dried High-Dose Powder Formulations for Inhalation. Int. J. Pharm. 2018, 544, 222–234. [Google Scholar] [CrossRef]
- Shi, H.; Mohanty, R.; Chakravarty, S.; Cabiscol, R.; Morgeneyer, M.; Zetzener, H.; Ooi, J.Y.; Kwade, A.; Luding, S.; Magnanimo, V. Effect of Particle Size and Cohesion on Powder Yielding and Flow. KONA Powder Part. J. 2018, 2018, 226–250. [Google Scholar] [CrossRef]
- Démuth, B.; Nagy, Z.K.; Balogh, A.; Vigh, T.; Marosi, G.; Verreck, G.; Van Assche, I.; Brewster, M.E. Downstream Processing of Polymer-Based Amorphous Solid Dispersions to Generate Tablet Formulations. Int. J. Pharm. 2015, 486, 268–286. [Google Scholar] [CrossRef]
- Tabor, D. Surface Forces and Surface Interactions; Academic Press, Inc.: New York, NY, USA, 1977. [Google Scholar]
- Jain, S. Mechanical Properties of Powders. Bulk Solids Handl. 1988, 8, 615–624. [Google Scholar]
- Singh, A.; Van den Mooter, G. Spray Drying Formulation of Amorphous Solid Dispersions. Adv. Drug Deliv. Rev. 2016, 100, 27–50. [Google Scholar] [CrossRef]
- Qu, L.; Zhou, Q.; Denman, J.A.; Stewart, P.J.; Hapgood, K.P.; Morton, D.A.V. Influence of Coating Material on the Flowability and Dissolution of Dry-Coated Fine Ibuprofen Powders. Eur. J. Pharm. Sci. 2015, 78, 264–272. [Google Scholar] [CrossRef]
- Ariyasu, A.; Hattori, Y.; Otsuka, M. Delay Effect of Magnesium Stearate on Tablet Dissolution in Acidic Medium. Int. J. Pharm. 2016, 511, 757–764. [Google Scholar] [CrossRef] [PubMed]
- Seville, P.C.; Learoyd, T.P.; Li, H.Y.; Williamson, I.J.; Birchall, J.C. Amino Acid-Modified Spray-Dried Powders with Enhanced Aerosolisation Properties for Pulmonary Drug Delivery. Powder Technol. 2007, 178, 40–50. [Google Scholar] [CrossRef]
- Mah, P.T.; O’Connell, P.; Focaroli, S.; Lundy, R.; O’Mahony, T.F.; Hastedt, J.E.; Gitlin, I.; Oscarson, S.; Fahy, J.V.; Healy, A.M. The Use of Hydrophobic Amino Acids in Protecting Spray Dried Trehalose Formulations against Moisture-Induced Changes. Eur. J. Pharm. Biopharm. 2019, 144, 139–153. [Google Scholar] [CrossRef]
- Alhajj, N.; O’Reilly, N.J.; Cathcart, H. Leucine as an Excipient in Spray Dried Powder for Inhalation. Drug Discov. Today 2021, 26, 2384–2396. [Google Scholar] [CrossRef] [PubMed]
- Feng, A.L.; Boraey, M.A.; Gwin, M.A.; Finlay, P.R.; Kuehl, P.J.; Vehring, R. Mechanistic Models Facilitate Efficient Development of Leucine Containing Microparticles for Pulmonary Drug Delivery. Int. J. Pharm. 2011, 409, 156–163. [Google Scholar] [CrossRef] [PubMed]
- Sou, T.; Kaminskas, L.M.; Nguyen, T.H.; Carlberg, R.; McIntosh, M.P.; Morton, D.A.V. The Effect of Amino Acid Excipients on Morphology and Solid-State Properties of Multi-Component Spray-Dried Formulations for Pulmonary Delivery of Biomacromolecules. Eur. J. Pharm. Biopharm. 2013, 83, 234–243. [Google Scholar] [CrossRef]
- Vehring, R. Pharmaceutical Particle Engineering via Spray Drying. Pharm. Res. 2008, 25, 999–1022. [Google Scholar] [CrossRef]
- Lu, W.; Rades, T.; Rantanen, J.; Chan, H.K.; Yang, M. Amino Acids as Stabilizers for Spray-Dried Simvastatin Powder for Inhalation. Int. J. Pharm. 2019, 572, 118724. [Google Scholar] [CrossRef]
- Chang, R.Y.K.; Chan, H.K. Advancements in Particle Engineering for Inhalation Delivery of Small Molecules and Biotherapeutics. Pharm. Res. 2022, 39, 3047–3061. [Google Scholar] [CrossRef]
- Ordoubadi, M.; Shepard, K.B.; Wang, H.; Wang, Z.; Pluntze, A.M.; Churchman, J.P.; Vehring, R. On the Physical Stability of Leucine-Containing Spray-Dried Powders for Respiratory Drug Delivery. Pharmaceutics 2023, 15, 435. [Google Scholar] [CrossRef]
- Mangal, S.; Meiser, F.; Tan, G.; Gengenbach, T.; Denman, J.; Rowles, M.R.; Larson, I.; Morton, D.A.V. Relationship between Surface Concentration of L-Leucine and Bulk Powder Properties in Spray Dried Formulations. Eur. J. Pharm. Biopharm. 2015, 94, 160–169. [Google Scholar] [CrossRef] [PubMed]
- Malamatari, M.; Somavarapu, S.; Kachrimanis, K.; Buckton, G.; Taylor, K.M.G. Preparation of Respirable Nanoparticle Agglomerates of the Low Melting and Ductile Drug Ibuprofen: Impact of Formulation Parameters. Powder Technol. 2017, 308, 123–134. [Google Scholar] [CrossRef]
- Sou, T.; Orlando, L.; McIntosh, M.P.; Kaminskas, L.M.; Morton, D.A.V. Investigating the Interactions of Amino Acid Components on a Mannitol-Based Spray-Dried Powder Formulation for Pulmonary Delivery: A Design of Experiment Approach. Int. J. Pharm. 2011, 421, 220–229. [Google Scholar] [CrossRef]
- Hofman, D.L.; van Buul, V.J.; Brouns, F.J.P.H. Nutrition, Health, and Regulatory Aspects of Digestible Maltodextrins. Crit. Rev. Food Sci. Nutr. 2016, 56, 2091–2100. [Google Scholar] [CrossRef] [PubMed]
- Sansone, F.; Mencherini, T.; Picerno, P.; D’Amore, M.; Aquino, R.P.; Lauro, M.R. Maltodextrin/Pectin Microparticles by Spray Drying as Carrier for Nutraceutical Extracts. J. Food Eng. 2011, 105, 468–476. [Google Scholar] [CrossRef]
- Caliskan, G.; Nur Dirim, S. The Effects of the Different Drying Conditions and the Amounts of Maltodextrin Addition during Spray Drying of Sumac Extract. Food Bioprod. Process. 2013, 91, 539–548. [Google Scholar] [CrossRef]
- Ohtake, S.; Wang, Y.J. Trehalose: Current Use and Future Applications. J. Pharm. Sci. 2011, 100, 2020–2053. [Google Scholar] [CrossRef]
- Maury, M.; Murphy, K.; Kumar, S.; Shi, L.; Lee, G. Effects of Process Variables on the Powder Yield of Spray-Dried Trehalose on a Laboratory Spray-Dryer. Eur. J. Pharm. Biopharm. 2005, 59, 565–573. [Google Scholar] [CrossRef]
- Focaroli, S.; Mah, P.T.; Hastedt, J.E.; Gitlin, I.; Oscarson, S.; Fahy, J.V.; Healy, A.M. A Design of Experiment (DoE) Approach to Optimise Spray Drying Process Conditions for the Production of Trehalose/Leucine Formulations with Application in Pulmonary Delivery. Int. J. Pharm. 2019, 562, 228–240. [Google Scholar] [CrossRef]
- Sou, T.; Morton, D.A.V.; Williamson, M.; Meeusen, E.N.; Kaminskas, L.M.; McIntosh, M.P. Spray-Dried Influenza Antigen with Trehalose and Leucine Produces an Aerosolizable Powder Vaccine Formulation That Induces Strong Systemic and Mucosal Immunity after Pulmonary Administration. J. Aerosol Med. Pulm. Drug Deliv. 2015, 28, 361–371. [Google Scholar] [CrossRef]
- Osman, M.E.; Williams, P.A.; Menzies, A.R.; Phillips, G. Characterization of Commercial Samples of Gum Arabic. J. Agric. Food Chem. 1993, 41, 71–77. [Google Scholar] [CrossRef]
- Ali, B.H.; Ziada, A.; Blunden, G. Biological Effects of Gum Arabic: A Review of Some Recent Research. Food Chem. Toxicol. 2009, 47, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Kurakula, M.; Rao, G.S.N.K. Pharmaceutical Assessment of Polyvinylpyrrolidone (PVP): As Excipient from Conventional to Controlled Delivery Systems with a Spotlight on COVID-19 Inhibition. J. Drug Deliv. Sci. Technol. 2020, 60, 102046. [Google Scholar] [CrossRef] [PubMed]
- De Caro, V.; Murgia, D.; Seidita, F.; Bologna, E.; Alotta, G.; Zingales, M.; Campisi, G. Enhanced in Situ Availability of Aphanizomenon Flos-Aquae Constituents Entrapped in Buccal Films for the Treatment of Oxidative Stress-Related Oral Diseases: Biomechanical Characterization and In Vitro/Ex Vivo Evaluation. Pharmaceutics 2019, 11, 35. [Google Scholar] [CrossRef] [PubMed]
- Malik, S.; Kumar, A.; Ahuja, M. Synthesis of Gum Kondagogu-g-Poly(N-Vinyl-2-Pyrrolidone) and Its Evaluation as a Mucoadhesive Polymer. Int. J. Biol. Macromol. 2012, 51, 756–762. [Google Scholar] [CrossRef] [PubMed]
- Deshmukh, K.; Basheer Ahamed, M.; Deshmukh, R.R.; Khadheer Pasha, S.K.; Bhagat, P.R.; Chidambaram, K. Biopolymer Composites with High Dielectric Performance: Interface Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2017; ISBN 9780081009741. [Google Scholar]
- Chowhan, Z.T. Role of Binders in Moisture-induced Hardness Increase in Compressed Tablets and Its Effect on In Vitro Disintegration and Dissolution. J. Pharm. Sci. 1980, 69, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Oh, C.M.; Heng, P.W.S.; Chan, L.W. A Study on the Impact of Hydroxypropyl Methylcellulose on the Viscosity of PEG Melt Suspensions Using Surface Plots and Principal Component Analysis. AAPS PharmSciTech 2015, 16, 466–477. [Google Scholar] [CrossRef]
- Ma, X.; Williams, R.O. Characterization of Amorphous Solid Dispersions: An Update. J. Drug Deliv. Sci. Technol. 2019, 50, 113–124. [Google Scholar] [CrossRef]
- Pandi, P.; Bulusu, R.; Kommineni, N.; Khan, W.; Singh, M. Amorphous Solid Dispersions: An Update for Preparation, Characterization, Mechanism on Bioavailability, Stability, Regulatory Considerations and Marketed Products. Int. J. Pharm. 2020, 586, 119560. [Google Scholar] [CrossRef]
- Freeman, R. Measuring the Flow Properties of Consolidated, Conditioned and Aerated Powders—A Comparative Study Using a Powder Rheometer and a Rotational Shear Cell. Powder Technol. 2007, 174, 25–33. [Google Scholar] [CrossRef]
- Freeman, R.E.; Cooke, J.R.; Schneider, L.C.R. Measuring Shear Properties and Normal Stresses Generated within a Rotational Shear Cell for Consolidated and Non-Consolidated Powders. Powder Technol. 2009, 190, 65–69. [Google Scholar] [CrossRef]
- Jin, C.; Wu, F.; Hong, Y.; Shen, L.; Lin, X.; Zhao, L.; Feng, Y. Updates on Applications of Low-Viscosity Grade Hydroxypropyl Methylcellulose in Coprocessing for Improvement of Physical Properties of Pharmaceutical Powders. Carbohydr. Polym. 2023, 311, 120731. [Google Scholar] [CrossRef] [PubMed]
- Ferdynand, M.S.; Nokhodchi, A. Co-Spraying of Carriers (Mannitol-Lactose) as a Method to Improve Aerosolization Performance of Salbutamol Sulfate Dry Powder Inhaler. Drug Deliv. Transl. Res. 2020, 10, 1418–1427. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Z.; Bai, X. Effects of Polysaccharide Concentrations on the Formation and Physical Properties of Emulsion-Templated Oleogels. Molecules 2022, 27, 5391. [Google Scholar] [CrossRef]
- Schulze, D. Powders and Bulk Solids; Springer: Berlin/Heidelberg, Germany, 2007; Volume 13, ISBN 978-3-540-73767-4. [Google Scholar]
- Wang, Y.; Koynov, S.; Glasser, B.J.; Muzzio, F.J. A Method to Analyze Shear Cell Data of Powders Measured under Different Initial Consolidation Stresses. Powder Technol. 2016, 294, 105–112. [Google Scholar] [CrossRef]
- Ordoubadi, M.; Gregson, F.K.A.; Wang, H.; Nicholas, M.; Gracin, S.; Lechuga-Ballesteros, D.; Reid, J.P.; Finlay, W.H.; Vehring, R. On the Particle Formation of Leucine in Spray Drying of Inhalable Microparticles. Int. J. Pharm. 2021, 592, 120102. [Google Scholar] [CrossRef]
- Franco, P.; De Marco, I. The Use of Poly(N-Vinyl Pyrrolidone) in the Delivery of Drugs: A Review. Polymers 2020, 12, 1114. [Google Scholar] [CrossRef]
- Williams, P.A.; Phillips, G.O. Gum Arabic. In Handbook of Hydrocolloids; Elsevier: Amsterdam, The Netherlands, 2021; pp. 627–652. [Google Scholar]
- Lin, X.; Chyi, C.W.; Ruan, K.F.; Feng, Y.; Heng, P.W.S. Development of Potential Novel Cushioning Agents for the Compaction of Coated Multi-Particulates by Co-Processing Micronized Lactose with Polymers. Eur. J. Pharm. Biopharm. 2011, 79, 406–415. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Excipient | Abbreviation | Formulation (Excipient/L-Leu Mixture) | L-leucine Content Percentage (L-Leu wt% Dry Basis) |
|---|---|---|---|
| Maltodextrin | MD | MD/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Polyvinylpyrrolidone K10 | PVP K10 | PVP K10/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Polyvinylpyrrolidone K90 | PVP K90 | PVP K90/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Trehalose | Trh | Trh/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Gum Arabic | GA | GA/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Hydroxypropyl methylcellulose E5LV | HPMC E5LV | HPMC E5LV/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Hydroxypropyl methylcellulose K100M | HPMC K100M | HPMC K100M/L-leu | 0, 2.5, 5, 7.5, 10, 15, 20, 30% |
| Formulation Code | D10 (µm) | D50 (µm) | D90 (µm) | Span | Formulation Code | D10 (µm) | D50 (µm) | D90 (µm) | Span |
|---|---|---|---|---|---|---|---|---|---|
| MD/L-leu (0%) | 3.17 ± 0.01 | 4.69 ± 0.03 | 8.79 ± 0.42 | 1.2 ± 0.15 | GA/L-leu (0%) | 3.78 ± 0.02 | 6.55 ± 0.04 | 11.61 ± 0.21 | 1.2 ± 0.09 |
| MD/L-leu (2.5%) | 3.55 ± 0.01 | 5.94 ± 0.01 | 11.07 ± 0.25 | 1.27 ± 0.09 | GA/L-leu (2.5%) | 3.74 ± 0.01 | 6.52 ± 0.02 | 11.54 ± 0.09 | 1.2 ± 0.04 |
| MD/L-leu (5%) | 3.14 ± 0.02 | 4.72 ± 0.01 | 8.72 ± 0.11 | 1.18 ± 0.04 | GA/L-leu (5%) | 3.67 ± 0.03 | 6.17 ± 0.07 | 10.76 ± 0.15 | 1.15 ± 0.08 |
| MD/L-leu (7.5%) | 3.49 ± 0.01 | 5.62 ± 0.07 | 10.2 ± 0.11 | 1.2 ± 0.06 | GA/L-leu (7.5%) | 3.78 ± 0.02 | 6.57 ± 0.06 | 11.27 ± 0.14 | 1.14 ± 0.08 |
| MD/L-leu (10%) | 3.52 ± 0.01 | 5.83 ± 0.05 | 10.46 ± 0.21 | 1.19 ± 0.09 | GA/L-leu (10%) | 3.48 ± 0.03 | 5.38 ± 0.06 | 9.55 ± 0.08 | 1.13 ± 0.05 |
| MD/L-leu (15%) | 2.92 ± 0 | 4.49 ± 0.01 | 7.96 ± 0.13 | 1.12 ± 0.05 | GA/L-leu (15%) | 3.49 ± 0.01 | 5.45 ± 0.01 | 9.66 ± 0.06 | 1.13 ± 0.03 |
| MD/L-leu (20%) | 2.95 ± 0.01 | 4.54 ± 0.02 | 8.47 ± 0.26 | 1.21 ± 0.09 | GA/L-leu (20%) | 3.58 ± 0.01 | 6.28 ± 0.03 | 11.23 ± 0.13 | 1.22 ± 0.05 |
| MD/L-leu (25%) | 3.08 ± 0.04 | 4.71 ± 0.01 | 9.23 ± 0.04 | 1.31 ± 0.03 | GA/L-leu (25%) | 3.42 ± 0.01 | 5.4 ± 0.02 | 10.23 ± 0.08 | 1.26 ± 0.04 |
| MD/L-leu (30%) | 3.42 ± 0.02 | 5.78 ± 0.11 | 10.87 ± 0.22 | 1.29 ± 0.12 | GA/L-leu (30%) | 3.66 ± 0.02 | 6.63 ± 0.02 | 16.38 ± 0.79 | 1.92 ± 0.27 |
| PVP K10/L-leu (0%) | 3.69 ± 0.02 | 6.12 ± 0.06 | 10.38 ± 0.1 | 1.09 ± 0.06 | HPMC E5LV/L-leu (0%) | 4.05 ± 0.03 | 8.1 ± 0.14 | 17.77 ± 0.69 | 1.69 ± 0.29 |
| PVP K10/L-leu (2.5%) | 3.49 ± 0.02 | 5.48 ± 0.04 | 9.84 ± 0.05 | 1.16 ± 0.03 | HPMC E5LV/L-leu (2.5%) | 4 ± 0.02 | 7.95 ± 0.06 | 17.01 ± 0.54 | 1.63 ± 0.21 |
| PVP K10/L-leu (5%) | 3.19 ± 0 | 4.75 ± 0.02 | 8.88 ± 0.07 | 1.2 ± 0.03 | HPMC E5LV/L-leu (5%) | 4.18 ± 0.01 | 9.13 ± 0.1 | 19.74 ± 0.71 | 1.7 ± 0.27 |
| PVP K10/L-leu (7.5%) | 3.67 ± 0.03 | 6.13 ± 0.02 | 10.4 ± 0.06 | 1.1 ± 0.04 | HPMC E5LV/L-leu (7.5%) | 4.16 ± 0.06 | 9.09 ± 0.13 | 22.11 ± 0.94 | 1.98 ± 0.38 |
| PVP K10/L-leu (10%) | 3.41 ± 0.02 | 5.02 ± 0.05 | 8.98 ± 0.08 | 1.11 ± 0.05 | HPMC E5LV/L-leu (10%) | 3.93 ± 0.02 | 7.77 ± 0.07 | 17.64 ± 0.59 | 1.76 ± 0.23 |
| PVP K10/L-leu (15%) | 3.37 ± 0.01 | 5.01 ± 0.04 | 9.01 ± 0.06 | 1.12 ± 0.04 | HPMC E5LV/L-leu (15%) | 4.08 ± 0.01 | 8.33 ± 0.07 | 18.82 ± 0.76 | 1.77 ± 0.28 |
| PVP K10/L-leu (20%) | 3.42 ± 0.01 | 5.02 ± 0.04 | 9.04 ± 0.14 | 1.12 ± 0.06 | HPMC E5LV/L-leu (20%) | 3.95 ± 0.02 | 7.91 ± 0.1 | 17.43 ± 0.42 | 1.7 ± 0.18 |
| PVP K10/L-leu (25%) | 3.29 ± 0.01 | 4.75 ± 0.01 | 8.47 ± 0.12 | 1.09 ± 0.05 | HPMC E5LV/L-leu (25%) | 3.97 ± 0.01 | 7.84 ± 0.01 | 17.93 ± 0.29 | 1.78 ± 0.1 |
| PVP K10/L-leu (30%) | 3.39 ± 0.02 | 4.88 ± 0.02 | 8.75 ± 0.08 | 1.1 ± 0.04 | HPMC E5LV/L-leu (30%) | 3.89 ± 0.03 | 7.57 ± 0.12 | 17.66 ± 1.35 | 1.82 ± 0.5 |
| Trh/L-leu (0%) | 3.77 ± 0.09 | 6.21 ± 0.15 | 12.64 ± 0.54 | 1.43 ± 0.26 | HPMC K100M/L-leu (0%) | 4.29 ± 0.01 | 11.43 ± 0.15 | 26.4 ± 0.49 | 1.93 ± 0.22 |
| Trh/L-leu (2.5%) | 3.57 ± 0.04 | 6.06 ± 0.07 | 11.93 ± 0.48 | 1.38 ± 0.19 | HPMC K100M/L-leu (2.5%) | 4.39 ± 0.02 | 11.01 ± 0.17 | 24.97 ± 0.48 | 1.87 ± 0.22 |
| Trh/L-leu (5%) | 3.15 ± 0.03 | 4.72 ± 0.04 | 9.71 ± 0.53 | 1.39 ± 0.2 | HPMC K100M/L-leu (5%) | 3.94 ± 0.01 | 8.71 ± 0.11 | 20.79 ± 0.33 | 1.93 ± 0.15 |
| Trh/L-leu (7.5%) | 3.13 ± 0.06 | 4.68 ± 0.04 | 8.99 ± 0.14 | 1.25 ± 0.08 | HPMC K100M/L-leu (7.5%) | 4.29 ± 0.02 | 10.75 ± 0.3 | 25.28 ± 1.34 | 1.95 ± 0.55 |
| Trh/L-leu (10%) | 3.14 ± 0.02 | 4.72 ± 0.01 | 9.82 ± 0.22 | 1.42 ± 0.08 | HPMC K100M/L-leu (10%) | 3.76 ± 0.02 | 8.38 ± 0.19 | 20.99 ± 0.95 | 2.06 ± 0.39 |
| Trh/L-leu (15%) | 3.07 ± 0.11 | 4.88 ± 0.36 | 13.33 ± 4.13 | 2.1 ± 1.53 | HPMC K100M/L-leu (15%) | 4.1 ± 0.02 | 9.82 ± 0.22 | 24.12 ± 0.81 | 2.04 ± 0.35 |
| Trh/L-leu (20%) | 3.36 ± 0.03 | 5.28 ± 0.03 | 11.11 ± 0.18 | 1.47 ± 0.08 | HPMC K100M/L-leu (20%) | 4.07 ± 0.03 | 8.99 ± 0.11 | 20.62 ± 1.3 | 1.84 ± 0.48 |
| Trh/L-leu (25%) | 3.64 ± 0.03 | 6.37 ± 0.06 | 12.49 ± 0.24 | 1.39 ± 0.11 | HPMC K100M/L-leu (25%) | 4.14 ± 0.02 | 9.49 ± 0.09 | 21.62 ± 0.47 | 1.84 ± 0.19 |
| Trh/L-leu (30%) | 3.76 ± 0.03 | 6.37 ± 0.05 | 11.07 ± 0.06 | 1.15 ± 0.04 | HPMC K100M/L-leu (30%) | 4.09 ± 0.02 | 9.08 ± 0.13 | 20.11 ± 0.22 | 1.76 ± 0.12 |
| PVP K90/L-leu (0%) | 3.96 ± 0.03 | 7.99 ± 0.07 | 16.3 ± 0.12 | 1.54 ± 0.07 | |||||
| PVP K90/L-leu (5%) | 4.32 ± 0.04 | 8.93 ± 0.04 | 18.13 ± 0.31 | 1.55 ± 0.13 | |||||
| PVP K90/L-leu (10%) | 4.06 ± 0.66 | 8.96 ± 0.62 | 18.41 ± 0.91 | 1.6 ± 0.73 | |||||
| PVP K90/L-leu (15%) | 3.98 ± 0.01 | 8.19 ± 0.02 | 16.18 ± 0.15 | 1.49 ± 0.06 | |||||
| PVP K90/L-leu (20%) | 3.98 ± 0.02 | 8 ± 0.04 | 15.72 ± 0.23 | 1.47 ± 0.09 | |||||
| PVP K90/L-leu (25%) | 4.16 ± 0.02 | 8.89 ± 0.11 | 18.12 ± 0.53 | 1.57 ± 0.22 | |||||
| PVP K90/L-leu (30%) | 4.09 ± 0.02 | 8.27 ± 0.05 | 16.41 ± 0.53 | 1.49 ± 0.2 |
| Flow Function Coefficient | |
|---|---|
| Ratio | Flowability |
| <2 | Very Cohesive |
| 2–4 | Cohesive |
| 4–10 | Easy-flowing |
| >10 | Free-flowing |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suhaidi, D.; Dong, Y.-D.; Wynne, P.; Hapgood, K.P.; Morton, D.A.V. Bulk Flow Optimisation of Amorphous Solid Dispersion Excipient Powders through Surface Modification. Pharmaceutics 2023, 15, 1447. https://doi.org/10.3390/pharmaceutics15051447
Suhaidi D, Dong Y-D, Wynne P, Hapgood KP, Morton DAV. Bulk Flow Optimisation of Amorphous Solid Dispersion Excipient Powders through Surface Modification. Pharmaceutics. 2023; 15(5):1447. https://doi.org/10.3390/pharmaceutics15051447
Chicago/Turabian StyleSuhaidi, Danni, Yao-Da Dong, Paul Wynne, Karen P. Hapgood, and David A. V. Morton. 2023. "Bulk Flow Optimisation of Amorphous Solid Dispersion Excipient Powders through Surface Modification" Pharmaceutics 15, no. 5: 1447. https://doi.org/10.3390/pharmaceutics15051447