
Impact of Leucine and Magnesium Stearate on the Physicochemical Properties and Aerosolization Behavior of Wet Milled Inhalable Ibuprofen Microparticles for Developing Dry Powder Inhaler Formulation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals Used in This Study
2.2. Methods
2.2.1. Preparation of Inhalable Sized IBF Microparticles by Wet and Dry Milling Process
2.2.2. Lyophilization
2.2.3. Development and Composition of DPI Formulations by Beads Blending Method
2.2.4. Content Homogeneity Test
2.2.5. Characterization of the Prepared DPI Formulations
Particle Sizing and Size Distribution by Laser Diffraction
The Short-Term Stability Studies
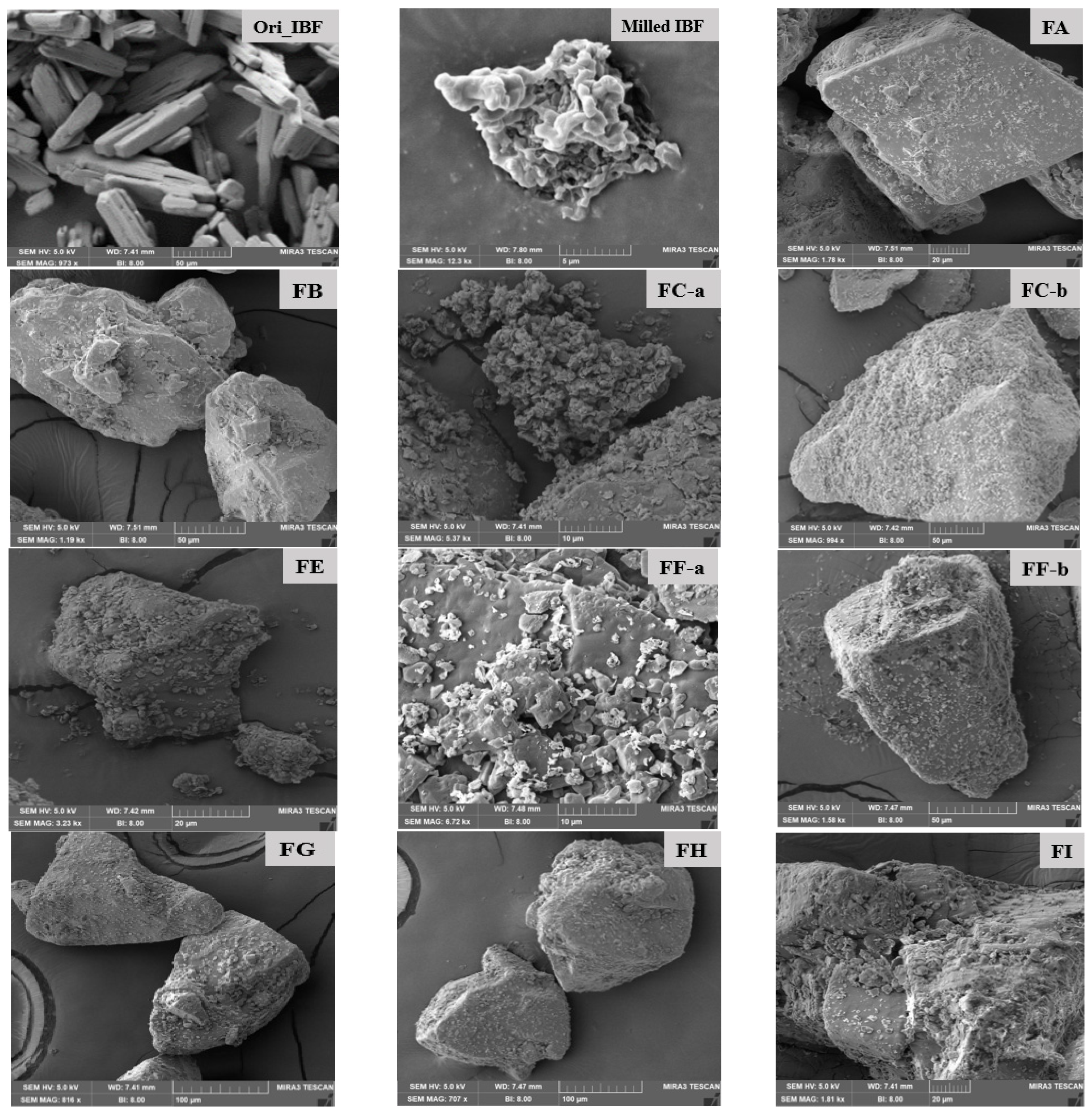
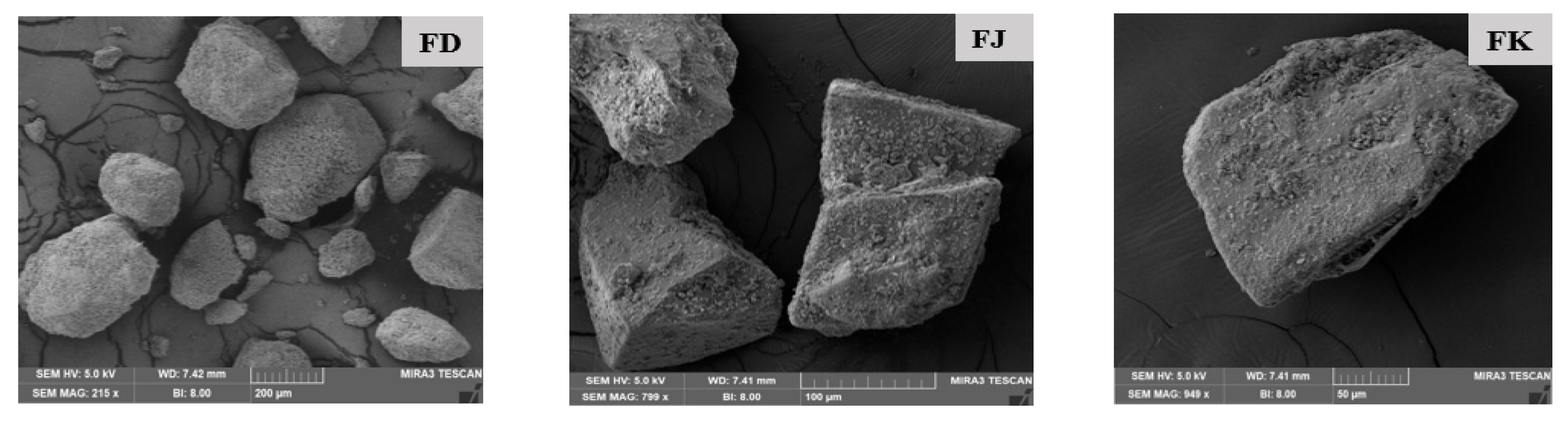
Surface Morphology by Scanning Electron Microscopy (SEM)
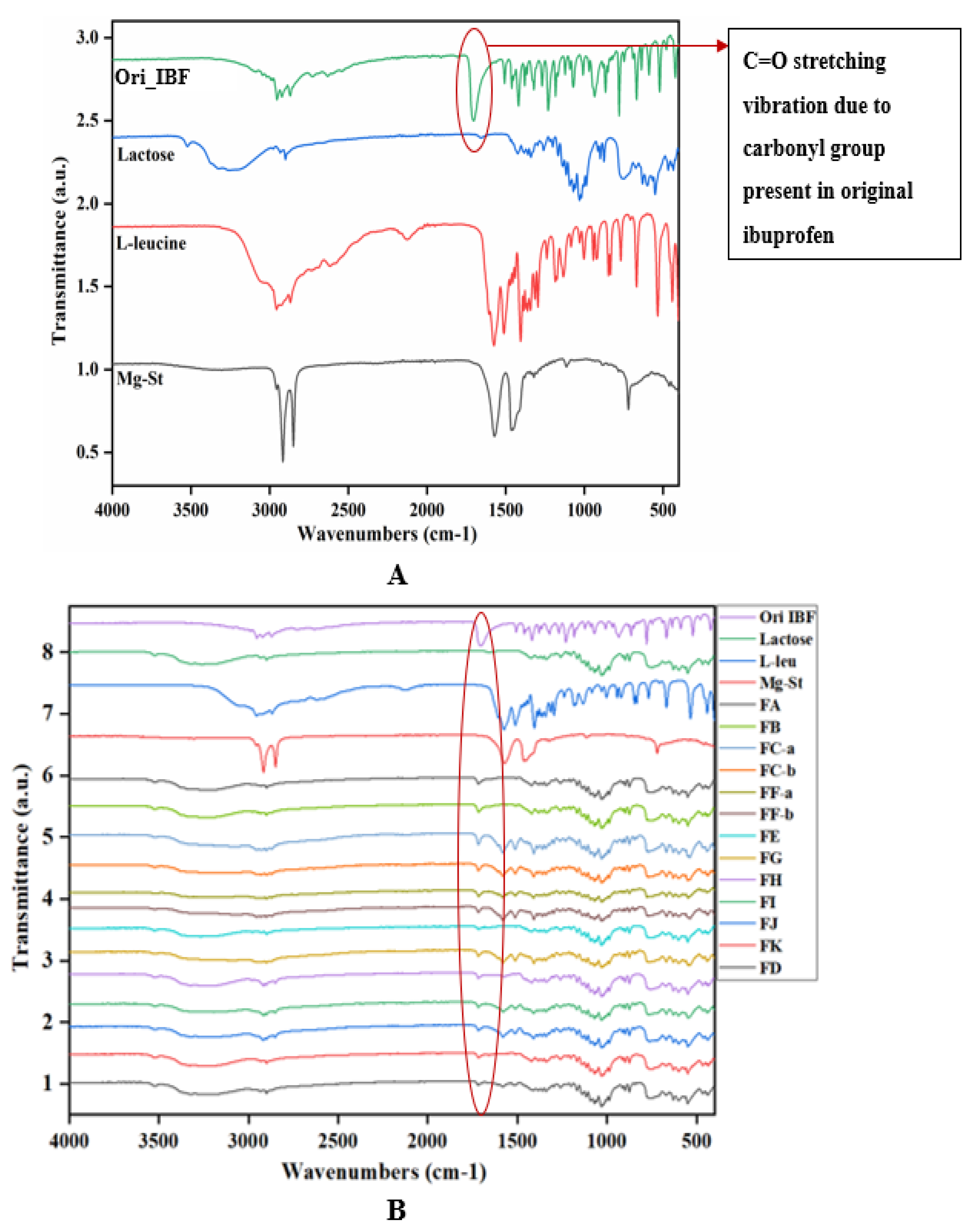
ATR-FTIR
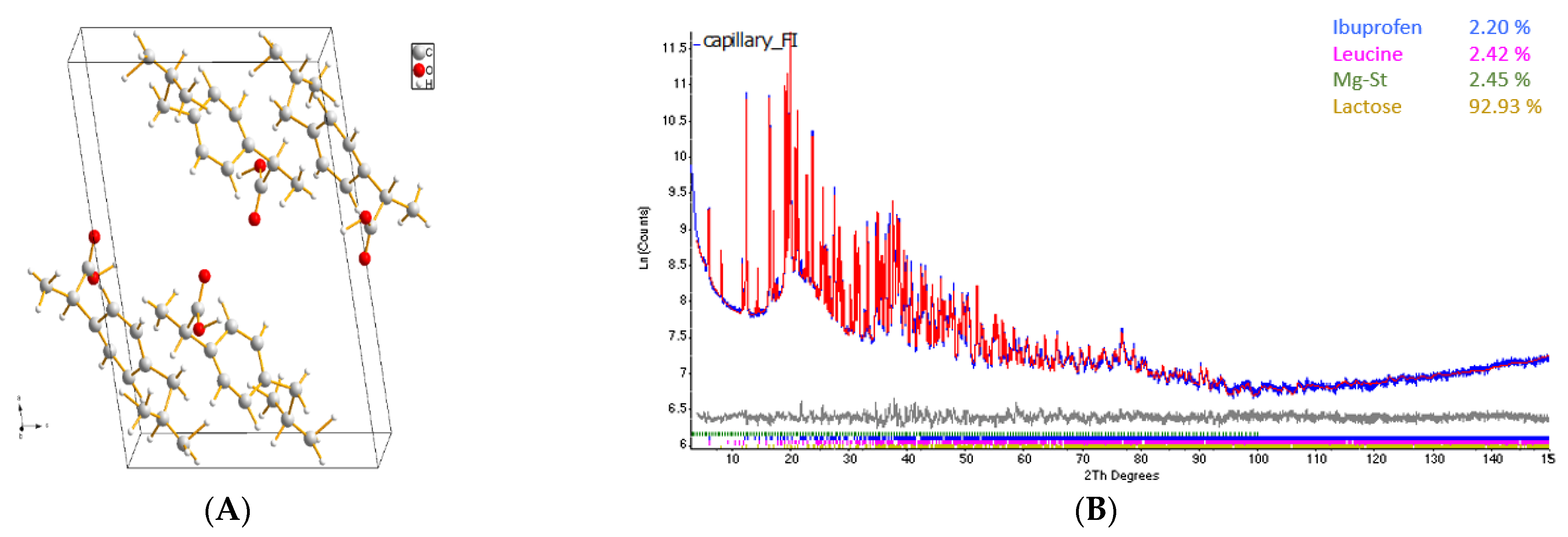
X-ray Powder Diffraction (XPRD)
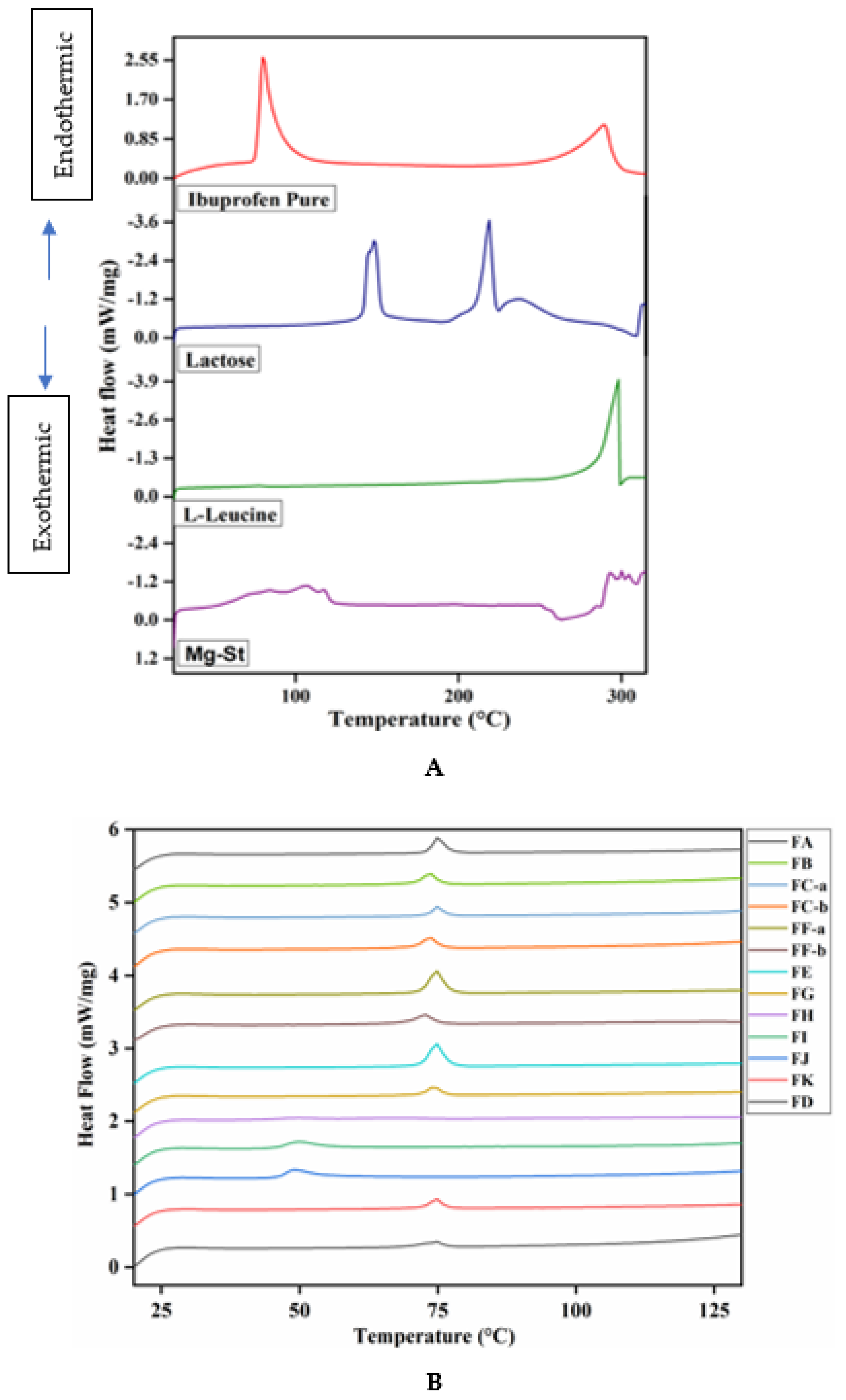
Differential Scanning Calorimetry (DSC)
Thermogravimetric Analysis (TGA)
Powder Flow Property Measurement
Angle of Repose (θ) Measurement for Powder Cohesion and Flowability
Ibuprofen Quantification Analysis by HPLC
In Vitro Aerosolization Performance by TSI
Saturated Solubility Studies in PBS
In Vitro Dissolution of the IBF from the Formulations
Statistical Analysis and Graphical Representation
3. Results and Discussion
3.1. Particle Sizing and Size Distribution by Laser Diffraction
3.2. Short-Term Stability Studies
3.3. Surface Morphology by Scanning Electron Microscopy (SEM)
3.4. ATR-FTIR Spectral Analysis
3.5. XPRD Analysis
3.6. DSC Analysis
3.7. TGA Analysis
3.8. Powder Density and Flow Property Measurement
3.9. In Vitro Aerosolization Performance by TSI
3.10. Saturated Solubility Studies
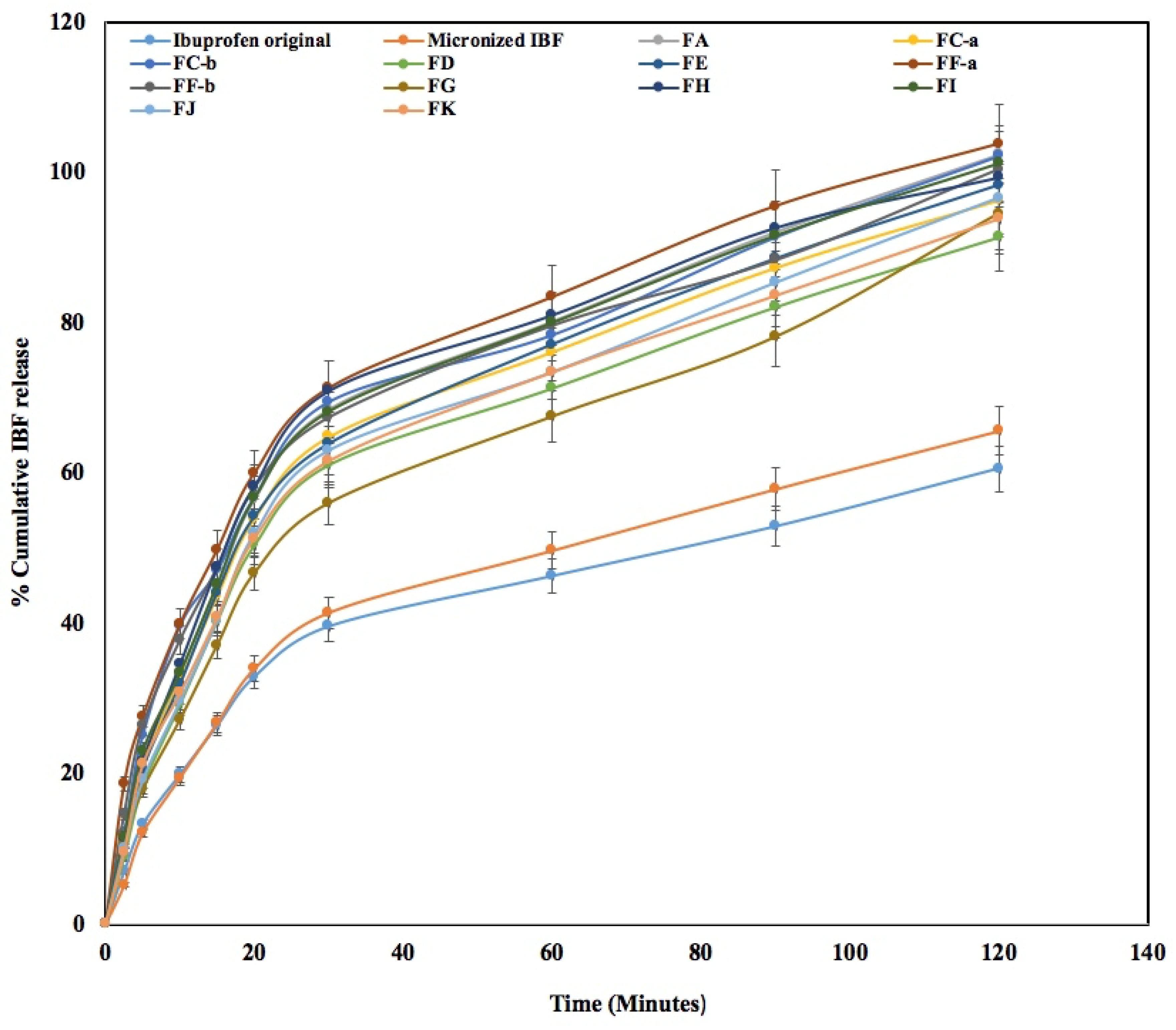
3.11. In Vitro Dissolution of Ibuprofen
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Rashid, M.A.; Muneer, S.; Wang, T.; Alhamhoom, Y.; Rintoul, L.; Izake, E.L.; Islam, N. Puerarin dry powder inhaler formulations for pulmonary delivery: Development and characterization. PLoS ONE 2021, 16, e0249683. [Google Scholar] [CrossRef] [PubMed]
- Islam, N.; Gladki, E. Dry powder inhalers (DPIs)—A review of device reliability and innovation. Int. J. Pharm. 2008, 360, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Muneer, S.; Wang, T.; Rintoul, L.; Ayoko, G.A.; Islam, N.; Izake, E.L. Development and characterization of meropenem dry powder inhaler formulation for pulmonary drug delivery. Int. J. Pharm. 2020, 587, 119684. [Google Scholar] [CrossRef]
- Rashid, M.A.; Elgied, A.A.; Alhamhoom, Y.; Chan, E.; Rintoul, L.; Allahham, A.; Islam, N. Excipient Interactions in Glucagon Dry Powder Inhaler Formulation for Pulmonary Delivery. Pharmaceutics 2019, 11, 207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pornputtapitak, W.; El-Gendy, N.; Berkland, C. NanoCluster itraconazole formulations provide a potential engineered drug particle approach to generate effective dry powder aerosols. J. Aerosol Med. Pulm. Drug Deliv. 2015, 28, 341–352. [Google Scholar] [CrossRef] [PubMed]
- Pornputtapitak, W.; El-Gendy, N.; Berkland, C. Nanocluster budesonide formulations enhance drug delivery through endotracheal tubes. J. Pharm. Sci. 2012, 101, 1063–1072. [Google Scholar] [CrossRef]
- El-Gendy, N.; Selvam, P.; Soni, P.; Berkland, C. Development of budesonide nanocluster dry powder aerosols: Preformulation. J. Pharm. Sci. 2012, 101, 3434–3444. [Google Scholar] [CrossRef]
- Mangal, S.; Nie, H.; Xu, R.; Guo, R.; Cavallaro, A.; Zemlyanov, D.; Zhou, Q.T. Physico-chemical properties, aerosolization and dissolution of co-spray dried azithromycin particles with l-leucine for inhalation. J. Pharm. Res. 2018, 35, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Hezave, A.Z.; Esmaeilzadeh, F. Micronization of drug particles via RESS process. J. Supercrit. Fluids 2010, 52, 84–98. [Google Scholar] [CrossRef]
- Chow, A.H.; Tong, H.H.; Chattopadhyay, P.; Shekunov, B.Y. Particle engineering for pulmonary drug delivery. Pharm. Res. 2007, 24, 411–437. [Google Scholar] [CrossRef]
- Afrose, A.; White, E.T.; Howes, T.; George, G.; Rashid, A.; Rintoul, L.; Islam, N. Preparation of ibuprofen microparticles by antisolvent precipitation crystallization technique: Characterization, formulation, and in vitro performance. J. Pharm. Sci. 2018, 107, 3060–3069. [Google Scholar] [CrossRef] [PubMed]
- Lindfors, L.; Skantze, P.; Skantze, U.; Rasmusson, M.; Zackrisson, A.; Olsson, U.J.L. Amorphous drug nanosuspensions. 1. Inhibition of Ostwald ripening. Langmuir 2006, 22, 906–910. [Google Scholar] [CrossRef] [PubMed]
- Sharif, S.; Muneer, S.; Wang, T.; Izake, E.L.; Islam, N. Robust Wet Milling Technique for Producing Micronized Ibuprofen Particles with Improved Solubility and Dissolution. AAPS PharmSciTech 2023, 24, 16. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; George, G.; Islam, N. Nicotine-loaded chitosan nanoparticles for dry powder inhaler (DPI) formulations–Impact of nanoparticle surface charge on powder aerosolization. Adv. Powder Technol. 2018, 29, 3079–3086. [Google Scholar] [CrossRef]
- Crooks, M.J.; Ho, R. Ordered mixing in direct compression of tablets. Powder Technol. 1976, 14, 161–167. [Google Scholar] [CrossRef]
- Saritha, D.; Bose, P.S.C.; Ravoru, N. Formulation and evaluation of self-nanoemulsifying drug delivery system of Naproxen. Nanotechnology 2015, 8, 2715–2722. [Google Scholar]
- Momin, M.A.M.; Tucker, I.G.; Das, S.C. The influence of storage relative humidity on aerosolization of co-spray dried powders of hygroscopic kanamycin with the hydrophobic drug rifampicin. Drug Dev. Ind. Pharm. 2019, 45, 1205–1213. [Google Scholar] [CrossRef]
- Muhsin, M.D.; George, G.; Beagley, K.; Ferro, V.; Wang, H.; Islam, N. Effects of chemical conjugation of L-leucine to chitosan on dispersibility and controlled release of drug from a nanoparticulate dry powder inhaler formulation. Mol. Pharm. 2016, 13, 1455–1466. [Google Scholar] [CrossRef] [Green Version]
- Adeleke, I.; Okafor, I.; Alebiowu, G.; Technology. Studies on the Micromeritic Properties of Ibuprofen Microcapsules. Pac. J Sci Tech 2012, 13, 469–472. [Google Scholar]
- Nokhodchi, A.; Amire, O.; Jelvehgari, M. Physico-mechanical and dissolution behaviours of ibuprofen crystals crystallized in the presence of various additives. Daru 2010, 18, 74. [Google Scholar]
- Yazdi, A.K.; Smyth, H.D. Carrier-free high-dose dry powder inhaler formulation of ibuprofen: Physicochemical characterization and in vitro aerodynamic performance. Int. J. Pharm. 2016, 511, 403–414. [Google Scholar] [CrossRef] [PubMed]
- Wang, H. Development of Nicotine Loaded Chitosan Nanoparticles for Lung Delivery. Ph.D. Thesis, Queensland University of Technology, Brisbane, Australia, 2017. [Google Scholar]
- Yazdi, A.K.; Smyth, H.D. Hollow crystalline straws of diclofenac for high-dose and carrier-free dry powder inhaler formulations. Int. J. Pharm. 2016, 502, 170–180. [Google Scholar] [CrossRef] [PubMed]
- Ramukutty, S.; Ramachandran, E. Growth, spectral and thermal studies of ibuprofen crystals. Cryst. Res. Technol. 2012, 47, 31–38. [Google Scholar] [CrossRef]
- Dinte, E.; Bodoki, E.; Leucuta, S.; Iuga, C.A. Compatibility studies between drugs and excipients in the preformulation phase of buccal mucoadhesive systems. Farmacia 2013, 61, 703–712. [Google Scholar]
- Bashyal, S. Ibuprofen and its Different Analytical and Manufacturing Methods: A Review. Asian J. Pharm. Clin. Res. 2018, 11, 25–29. [Google Scholar] [CrossRef]
- Kararli, T.T.; Needham, T.E.; Seul, C.J.; Finnegan, P.M. Solid-state interaction of magnesium oxide and ibuprofen to form a salt. Pharm. Res. 1989, 6, 804. [Google Scholar] [CrossRef] [PubMed]
- Sabuj, M.Z.R.; Dargaville, T.R.; Nissen, L.; Islam, N. Inhaled ciprofloxacin-loaded poly(2-ethyl-2-oxazoline) nanoparticles from dry powder inhaler formulation for the potential treatment of lower respiratory tract infections. PLoS ONE 2021, 16, e0261720. [Google Scholar] [CrossRef] [PubMed]
- Huang, Z.; Kunnath, K.T.; Han, X.; Deng, X.; Chen, L.; Dave, R.N. Two step processing to produce dispersible powders coated with leucine. Adv. Powder Technol. 2018, 29, 2957–2965. [Google Scholar] [CrossRef]
- Jetzer, M.W.; Schneider, M.; Morrical, B.D.; Imanidis, G. Investigations on the Mechanism of Magnesium Stearate to Modify Aerosol Performance in Dry Powder Inhaled Formulations. J. Pharm. Sci. 2018, 107, 984–998. [Google Scholar] [CrossRef]
- Islam, N.; Tuli, R.A.; George, G.A.; Dargaville, T.R. Colloidal drug probe: Method development and validation for adhesion force measurement using Atomic Force Microscopy. Adv. Powder Technol. 2014, 25, 1240–1248. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.; Worku, Z.A.; Gao, Y.; Kamaraju, V.K.; Glennon, B.; Babu, R.P.; Healy, A.M. Comparison of wet milling and dry milling routes for ibuprofen pharmaceutical crystals and their impact on pharmaceutical and biopharmaceutical properties. Powder Technol. 2018, 330, 228–238. [Google Scholar] [CrossRef]
- Young, P.M.; Kwok, P.; Adi, H.; Chan, H.-K.; Traini, D. Lactose composite carriers for respiratory delivery. Pharm. Res. 2009, 26, 802–810. [Google Scholar] [CrossRef] [PubMed]
- Mehta, P.; Bothiraja, C.; Mahadik, K.; Kadam, S.; Pawar, A. Phytoconstituent based dry powder inhalers as biomedicine for the management of pulmonary diseases. Biomed. Pharmacother. 2018, 108, 828–837. [Google Scholar] [CrossRef] [PubMed]
- Marriott, C.; Frijlink, H.W. Lactose as a carrier for inhalation products: Breathing new life into an old carrier. Preface. Adv. Drug Deliv. Rev. 2011, 64, 217–219. [Google Scholar] [CrossRef]
- Aquino, R.; Prota, L.; Auriemma, G.; Santoro, A.; Mencherini, T.; Colombo, G.; Russo, P. Dry powder inhalers of gentamicin and leucine: Formulation parameters, aerosol performance and in vitro toxicity on CuFi1 cells. Int. J. Pharm. 2012, 426, 100–107. [Google Scholar] [CrossRef]
- Dahmash, E.Z.; Mohammed, A.R. Functionalised particles using dry powder coating in pharmaceutical drug delivery: Promises and challenges. Expert Opin. Drug Deliv. 2015, 12, 1867–1879. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.; Van den Mooter, G. Spray drying formulation of amorphous solid dispersions. Adv. Drug Deliv. Rev. 2016, 100, 27–50. [Google Scholar] [CrossRef]
- Stojanovska Pecova, M.; Geskovski, N.; Petrushevski, G.; Chachorovska, M.; Krsteska, L.; Ugarkovic, S.; Makreski, P. Solid-state interaction of ibuprofen with magnesium stearate and product characterization thereof. Drug Dev. Ind. Pharm. 2020, 46, 1308–1317. [Google Scholar] [CrossRef]
- Ariyasu, A.; Hattori, Y.; Otsuka, M. Delay effect of magnesium stearate on tablet dissolution in acidic medium. Int. J. Pharm. 2016, 511, 757–764. [Google Scholar] [CrossRef]
- Amirinejad, M.; Davoodi, J.; Abbaspour, M.R.; Akhgari, A.; Hadizadeh, F.; Badiee, A. Preparation, characterization and improved release profile of ibuprofen-phospholipid association. J. Drug Deliv. Sci. Technol. 2020, 60, 101951. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DPI Formulations | Amount in ‘%’ | % Coefficient Variation | |||
|---|---|---|---|---|---|
| API | Leucine | MgSt | Lactose | ||
| Ibuprofen (Original) | 2.5 | - | - | 97.5 | - |
| FA | 2.5 | - | - | 97.5 | 2.21 ± 0.41 |
| FB | 2.5 | - | - | 97.5 | 0.38 ± 0.05 |
| FC-a | 2.5 | 2.5 | - | 95 | 2.37 ± 0.29 |
| FC-b | 2.5 | 5.0 | - | 92.5 | 2.55 ± 0.52 |
| FE | 2.5 | 2.5 | - | 95 | 2.20 ± 0.30 |
| FF-a | 2.5 | 6.25 | - | 91.25 | 1.05 ± 0.20 |
| FF-b | 2.5 | 4 | - | 93.5 | 0.96 ± 0.14 |
| FG | 2.5 | 5 | - | 92.5 | 1.74 ± 0.17 |
| FH | 2.5 | - | 2.5 | 95 | 1.50 ± 0.28 |
| FI | 2.5 | 2.5 | 2.5 | 92.5 | 1.49 ± 0.14 |
| FD | 2.5 | 2.5 | - | 95 | 4.62 ± 0.26 |
| FJ | 2.5 | 2.5 | 2.5 | 92.5 | 1.92 ± 0.14 |
| FK | 2.5 | - | - | 97.5 | 2.92 ± 0.32 |
| Name of Micronized Sample | Particle Size (µm) before Freeze-Drying | Particle Size (µm) after Freeze-Drying | ||||
|---|---|---|---|---|---|---|
| D50 | D[4,3] | Span | D50 | D[4,3] | Span | |
| Ibuprofen original | 71.3 ± 6.96 | 81.6 | 3.93 | - | - | - |
| IBF wet milled homogenized | 4.02 ± 0.28 | 4.75 | 1.66 | 4.59 ± 0.05 | 4.93 | 1.99 |
| IBF wet milled homogenized with leucine (4–5%) | 2.03 ± 0.03 | 2.39 | 1.80 | 2.56 ± 0.03 | 3.85 | 1.61 |
| IBF wet paste milled homogenized | 4.20 ± 0.06 | 4.58 | 1.22 | 4.97 ± 0.03 | 5.30 | 1.20 |
| IBF wet paste milled homogenized with leucine (2.5–6.25%) | 1.71 ± 0.12 | 2.15 | 1.83 | 1.75 ± 0.14 | 3.65 | 0.85 |
| Formulation Code | Bulk Density (g/mL) | Tapped Density (g/mL) | Carr’s Index (%) | Hausner Ratio | Angle of Repose, θ | Flowability |
|---|---|---|---|---|---|---|
| FA | 0.147 ± 0.02 | 0.172 ± 0.01 | 14.5 ± 0.8 | 1.17 ± 0.02 | 34.6 ± 0.1 | Good |
| FB | 0.149 ± 0.01 | 0.173 ± 0.01 | 13.9 ± 0.6 | 1.16 ± 0.01 | 34.2 ± 0.1 | Good |
| FC-a | 0.159 ± 0.02 | 0.181 ± 0.01 | 12.2 ± 0.2 | 1.14 ± 0.01 | 32.6 ± 0.1 | Good |
| FC-b | 0.162 ± 0.03 | 0.181 ± 0.02 | 10.5 ± 0.3 | 1.11 ± 0.02 | 28.7 ± 0.1 | Excellent |
| FE | 0.156 ± 0.04 | 0.179 ± 0.01 | 12.9 ± 0.4 | 1.15 ± 0.02 | 34.3 ± 0.1 | Good |
| FF-a | 0.186 ± 0.05 | 0.205 ± 0.03 | 9.3 ± 0.7 | 1.10 ± 0.03 | 30.4 ± 0.1 | Excellent |
| FF-b | 0.191 ± 0.04 | 0.211 ± 0.04 | 9.5 ± 0.8 | 1.10 ± 0.02 | 27.2 ± 0.1 | Excellent |
| FG | 0.178 ± 0.02 | 0.198 ± 0.02 | 10.1 ± 0.9 | 1.11 ± 0.01 | 28.7 ± 0.1 | Excellent |
| FH | 0.185 ± 0.03 | 0.206 ± 0.02 | 10.2 ± 0.6 | 1.11 ± 0.01 | 27.2 ± 0.2 | Excellent |
| FI | 0.153 ± 0.02 | 0.179 ± 0.01 | 14.5 ± 0.5 | 1.17 ± 0.02 | 34.5 ± 0.3 | Good |
| FD | 0.151 ± 0.02 | 0.175 ± 0.01 | 13.7 ± 0.5 | 1.16 ± 0.02 | 32.9 ± 0.1 | Good |
| FJ | 0.161 ± 0.04 | 0.189 ± 0.02 | 14.8 ± 0.7 | 1.17 ± 0.02 | 32.7 ± 0.4 | Good |
| FK | 0.195 ± 0.05 | 0.241 ± 0.05 | 19.1 ± 1.0 | 1.24 ± 0.03 | 39.9 ± 0.5 | Fair |
| Formulations | Particle Size (µm) | RD (%) | ED (%) | FPF (%) | FPD (µg) |
|---|---|---|---|---|---|
| Ibu Original | 71.3 | 96.6 ± 0.8 | 16.9 ± 1.5 | 3.7 ± 0.9 | 4.7 ± 1.1 |
| Wet milled formulations | |||||
| FA | 4.75 | 94.8 ± 4.7 | 80.7 ± 3.5 | 15.9 ± 1.4 | 99.4± 6.8 |
| FB | 4.20 | 96.1 ±1.7 | 83.2 ± 3.4 | 16.2 ± 2.2 | 100.4 ± 5.4 |
| FC-a | 3.94 | 94.3 ± 2.8 | 80.1 ± 3.0 | 33.2 ± 4.7 | 233.3 ± 8.3 |
| FC-b | 2.56 | 96.5 ± 2.6 | 87.5 ± 2.0 | 27.8 ± 2.0 | 144.1 ± 5.4 |
| FE | 4.75 | 82.6 ± 2.6 | 81.8 ± 3.6 | 6.1 ± 1.9 | 25.8 ± 8.2 |
| FF-a | 3.65 | 97.5 ± 0.9 | 90.3 ± 0.6 | 37.1 ± 3.8 | 262.4 ± 7.4 |
| FF-b | 4.58 | 99.6 ± 0.7 | 89.3 ± 1.3 | 28.8 ± 1.3 | 266.9 ± 9.5 |
| FG | 3.85 | 89.6 ± 4.5 | 79.2 ± 6.5 | 28.8 ± 3.8 | 139.8 ± 7.9 |
| FH | 4.97 | 87.1 ± 7.5 | 79.4 ± 4.1 | 19.0 ± 1.0 | 90.7 ± 6.3 |
| FI | 4.26 | 92.5 ± 2.8 | 83.0 ± 1.8 | 24.8 ± 0.9 | 144.8 ± 5.9 |
| Dry milled formulations | |||||
| FD | 4.40 | 93.9 ± 3.7 | 80.3 ± 0.6 | 6.8 ± 2.5 | 33.9 ± 7.9 |
| FJ | 92.2 ± 4.9 | 80.8 ± 6.0 | 17.1 ± 1.8 | 93.4 ± 9.3 | |
| FK | 89.8 ± 1.9 | 79.8 ± 4.2 | 10.6 ± 0.7 | 52.1 ± 3.4 | |
| Name of the Formulations | Amount in % | Saturated Solubility of Ibuprofen (µg/mL) | |||
|---|---|---|---|---|---|
| API | Leucine | MgSt | Carrier | ||
| Original and Micronized IBF | |||||
| IBF Original | 147.4 ± 1.6 | ||||
| IBF Wet milled | 159.1 ± 1.1 | ||||
| IBF Dry milled | 149.0 ± 0.1 | ||||
| DPI formulation with Wet milled IBF | |||||
| FA | 2.5 | - | - | 97.5 | 157.8 ± 1.1 |
| FB | 2.5 | - | - | 97.5 | 157.6 ± 0.3 |
| FC-a | 2.5 | 2.5 | - | 95 | 162.8 ± 0.1 |
| FC-b | 2.5 | 5.0 | - | 92.5 | 167.5 ± 0.1 |
| FF-a | 2.5 | 6.25 | - | 91.25 | 167.5 ± 0.7 |
| FF-b | 2.5 | 4 | - | 93.5 | 164.1 ± 0.3 |
| FG | 2.5 | 5 | - | 92.5 | 162.9 ± 0.1 |
| FH | 2.5 | - | 2.5 | 95 | 247.8 ± 1.1 |
| FI | 2.5 | 2.5 | 2.5 | 92.5 | 247.2 ± 0.4 |
| DPI formulation with Dry milled IBF | |||||
| FD | 2.5 | 2.5 | - | 95 | 146.5 ± 0.1 |
| FJ FK | 2.5 2.5 | 2.5 - | 2.5 - | 92.5 97.5 | 252.8 ±0.6 149.4 ±2.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharif, S.; Muneer, S.; Izake, E.L.; Islam, N. Impact of Leucine and Magnesium Stearate on the Physicochemical Properties and Aerosolization Behavior of Wet Milled Inhalable Ibuprofen Microparticles for Developing Dry Powder Inhaler Formulation. Pharmaceutics 2023, 15, 674. https://doi.org/10.3390/pharmaceutics15020674
Sharif S, Muneer S, Izake EL, Islam N. Impact of Leucine and Magnesium Stearate on the Physicochemical Properties and Aerosolization Behavior of Wet Milled Inhalable Ibuprofen Microparticles for Developing Dry Powder Inhaler Formulation. Pharmaceutics. 2023; 15(2):674. https://doi.org/10.3390/pharmaceutics15020674
Chicago/Turabian StyleSharif, Shahjabeen, Saiqa Muneer, Emad L. Izake, and Nazrul Islam. 2023. "Impact of Leucine and Magnesium Stearate on the Physicochemical Properties and Aerosolization Behavior of Wet Milled Inhalable Ibuprofen Microparticles for Developing Dry Powder Inhaler Formulation" Pharmaceutics 15, no. 2: 674. https://doi.org/10.3390/pharmaceutics15020674