

Controlled Release of Felodipine from 3D-Printed Tablets with Constant Surface Area: Influence of Surface Geometry
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of FDP-Loaded Filaments
2.3. Design and Fabrication of FDP-Loaded 3D-Printed Tablets
2.4. Characterization of FDP-Loaded 3D-Printed Tablets
2.4.1. Morphological Characteristics of Tablets
2.4.2. Differential Scanning Calorimetry (DSC)
2.4.3. Thermogravimetric Analysis (TGA)
2.4.4. Powder X-ray Diffractometry (PXRD)
2.4.5. Synchrotron Radiation X-ray Tomographic Microscopy (SRXTM)
2.5. Drug Content of FDP-Loaded Filaments and 3D-Printed Tablets
2.6. In Vitro Drug Release of 3D-Printed Tablets
2.7. Mathematical Description of Drug Release
2.7.1. Drug Release Kinetics Modeling
2.7.2. Comparison of Drug Release Profiles
2.8. Stability Studies
3. Results and Discussion
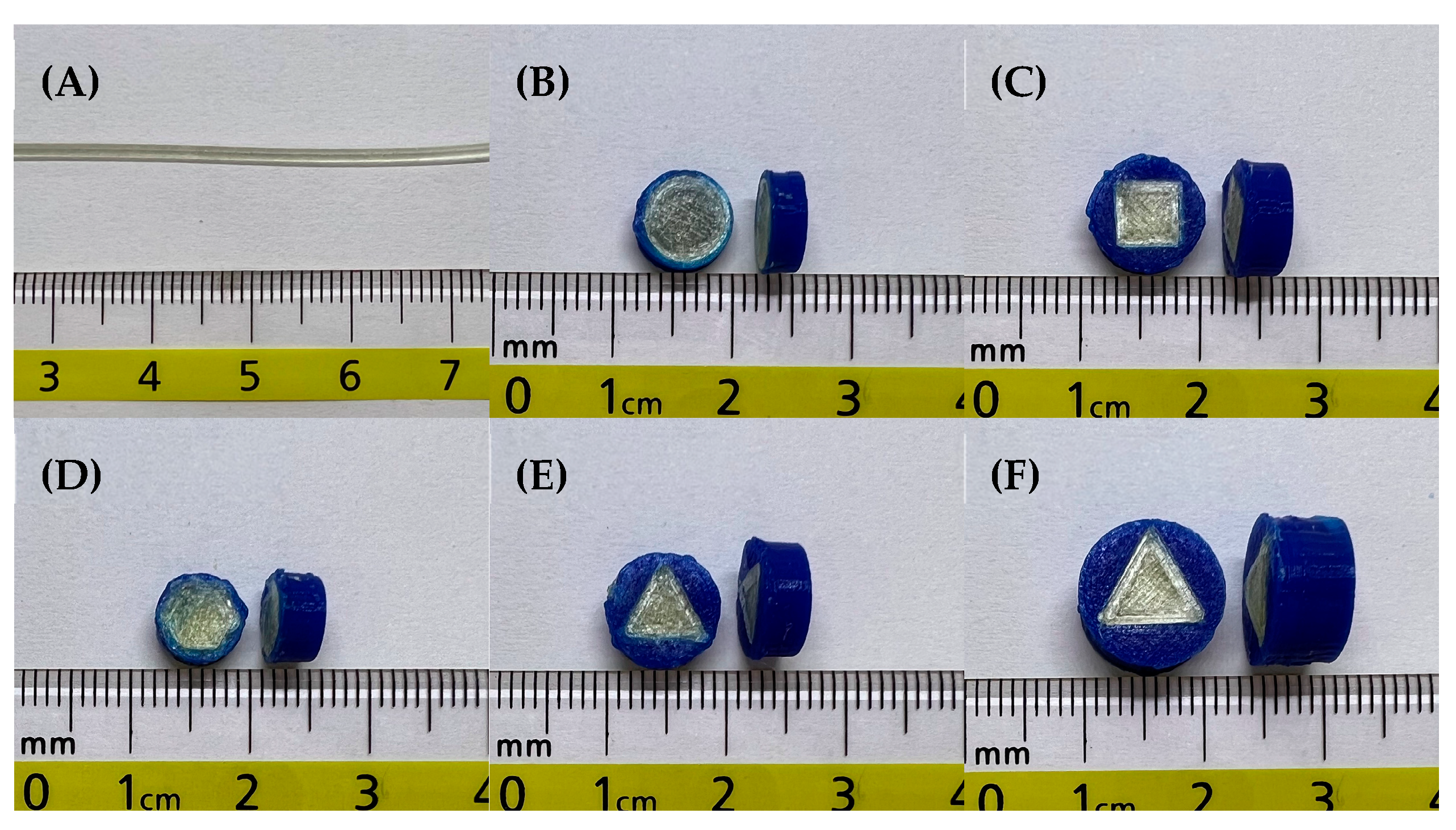
3.1. Preparation of FDP-Loaded Filaments
3.2. Design and Fabrication of FDP-Loaded 3D-Printed Tablets
3.3. Characterization of FDP-Loaded Filaments and 3D-Printed Tablets
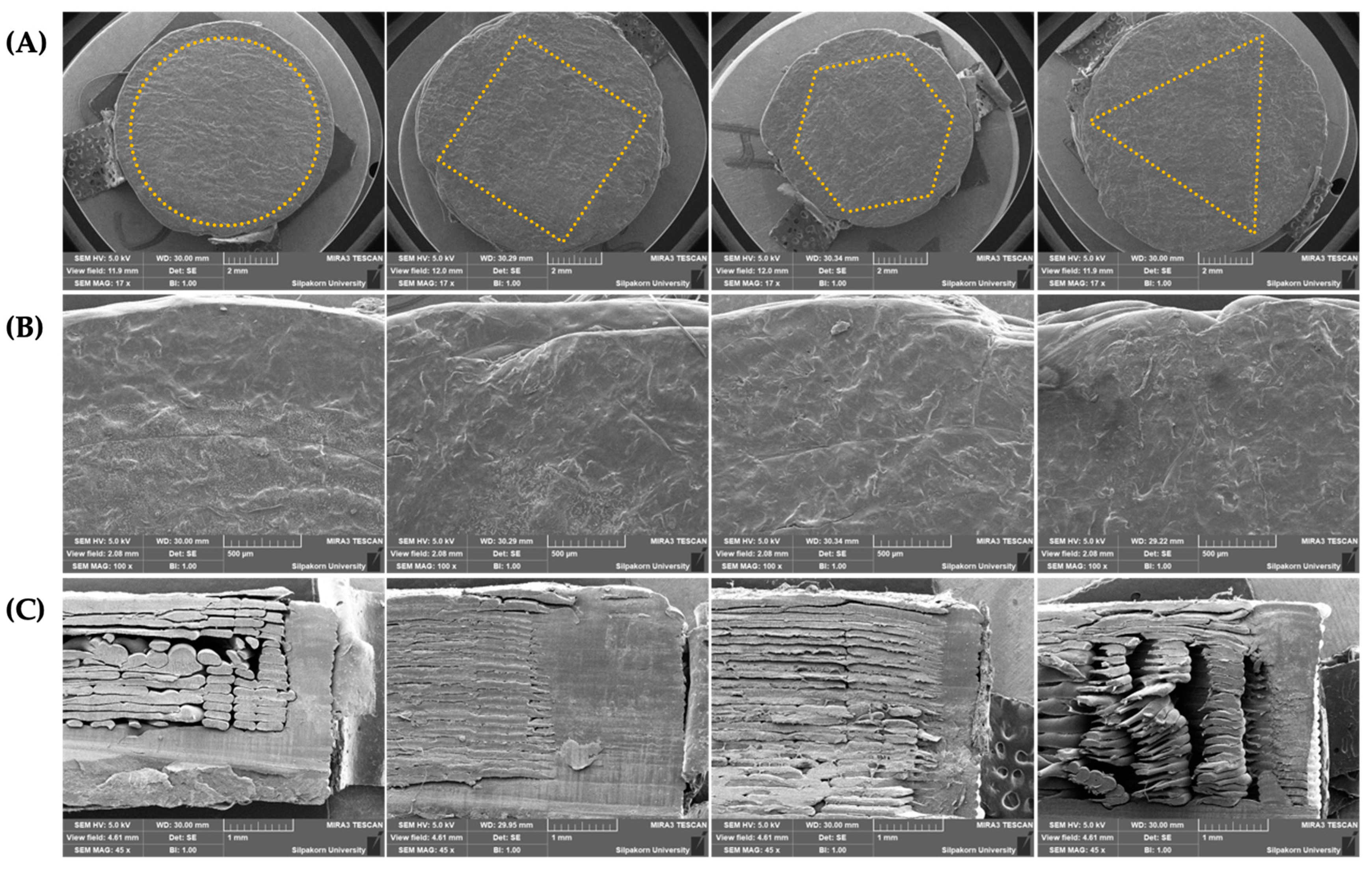
3.3.1. The Morphological Characteristics of Tablets
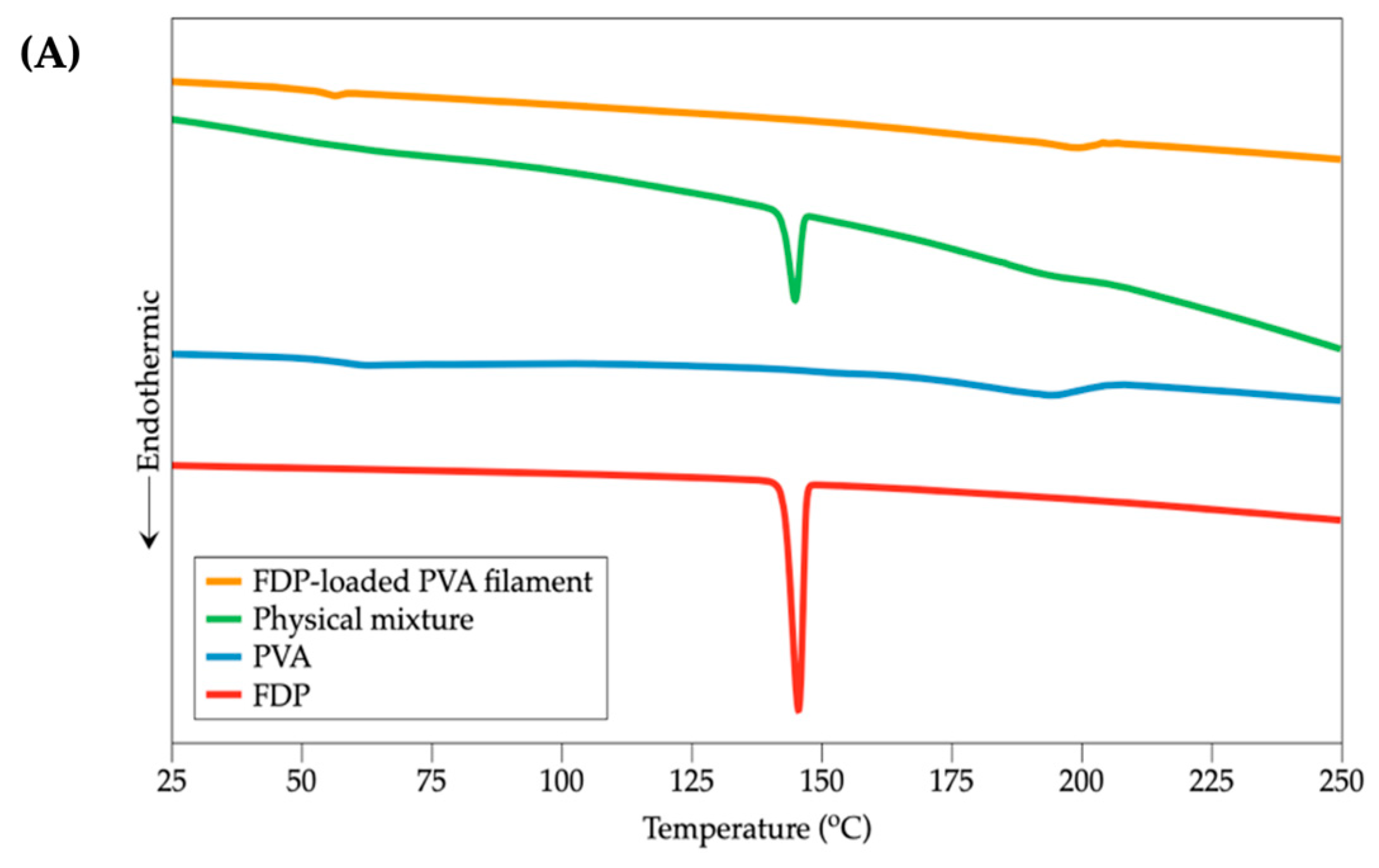
3.3.2. Differential Scanning Calorimetry
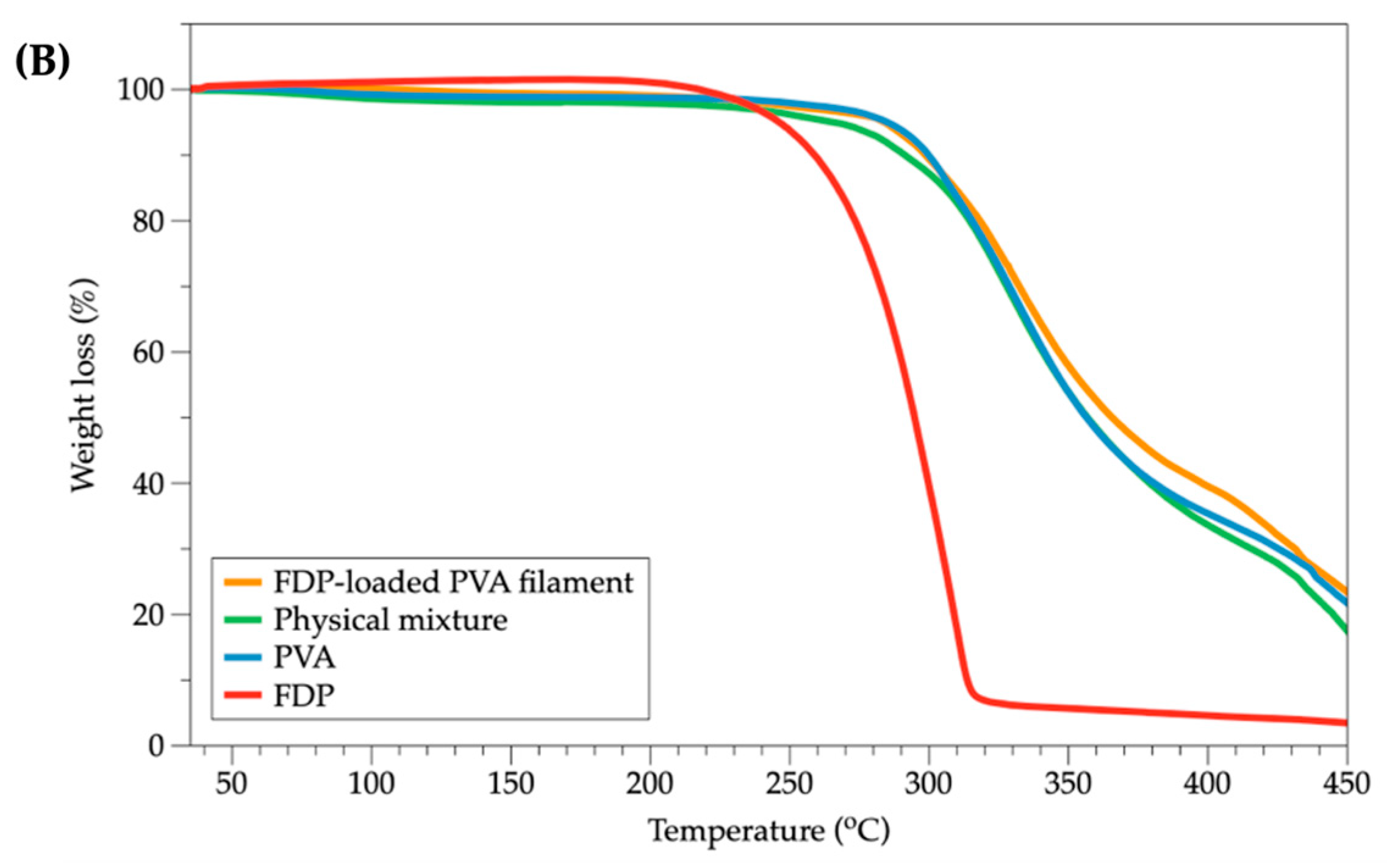
3.3.3. Thermogravimetric Analysis
3.3.4. Powder X-ray Diffractometry
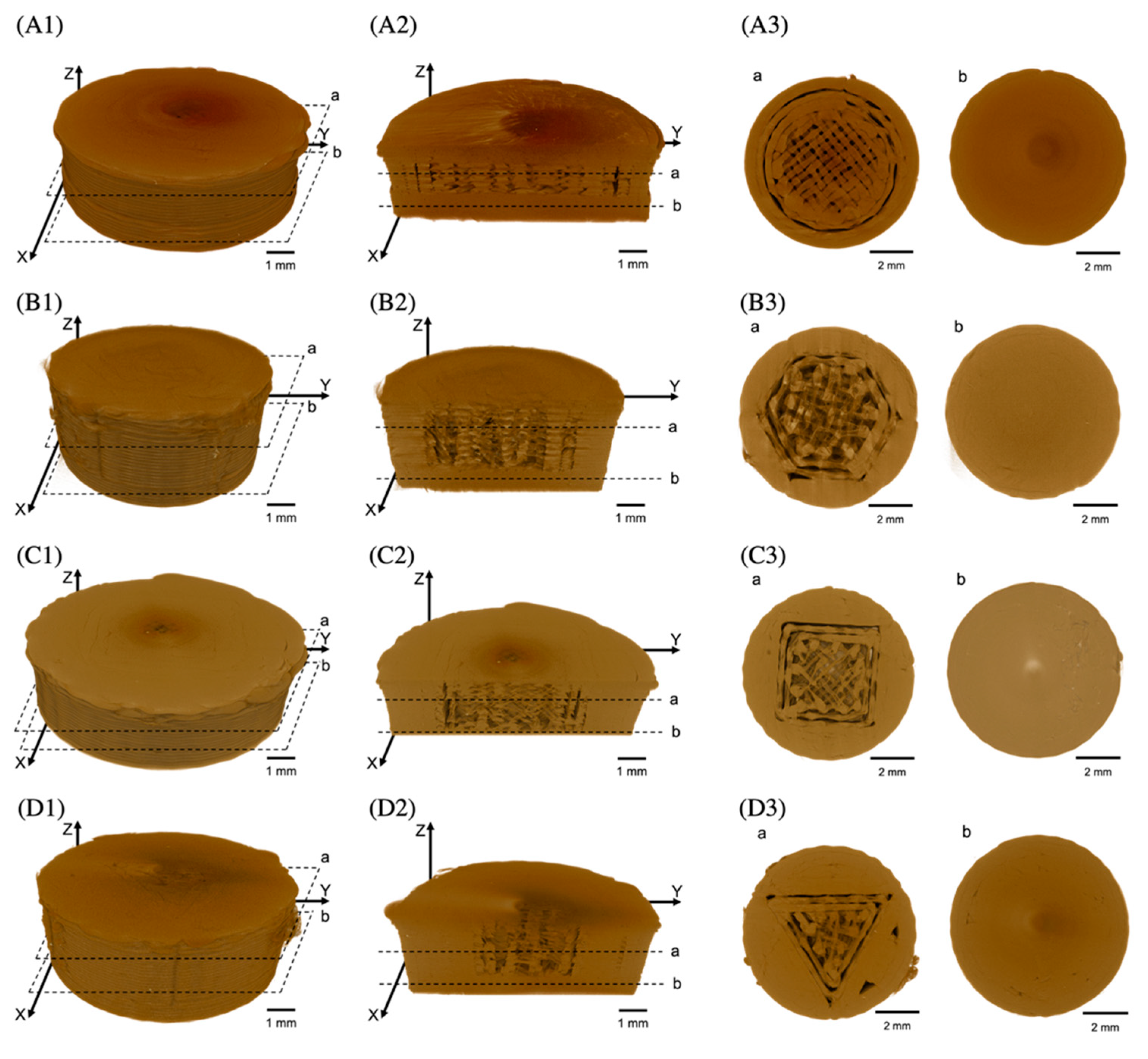
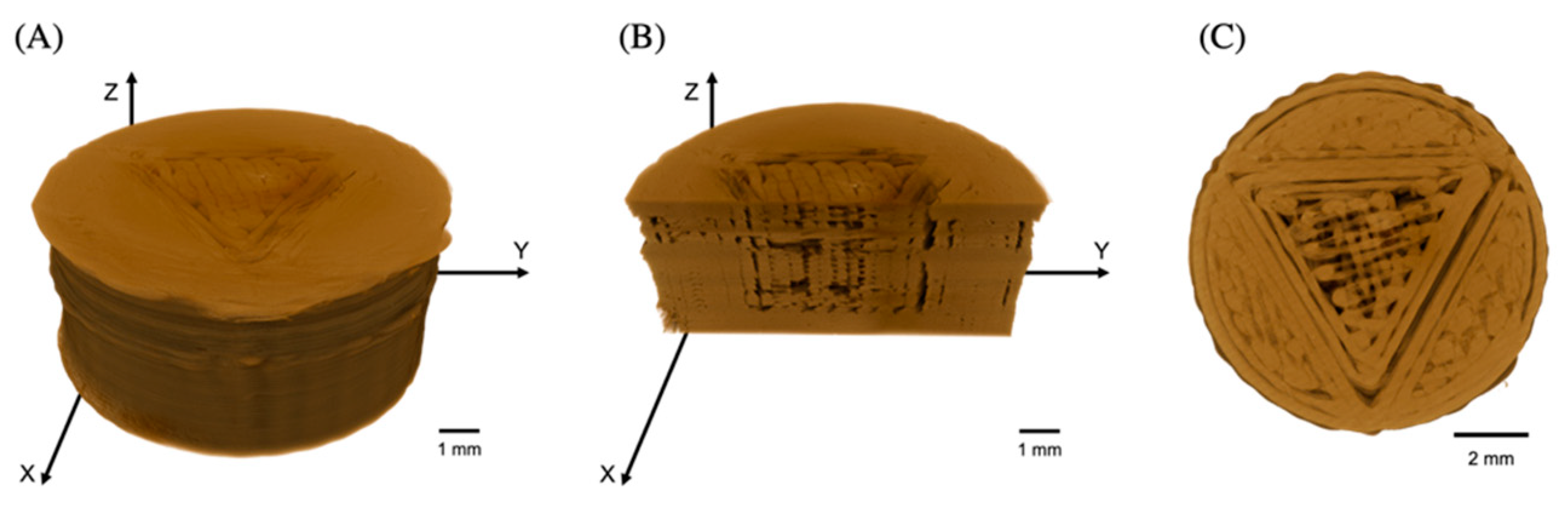
3.3.5. Synchrotron Radiation X-ray Tomographic Microscopy
3.3.6. Drug Content of FDP Filament and 3D-Printed Tablets
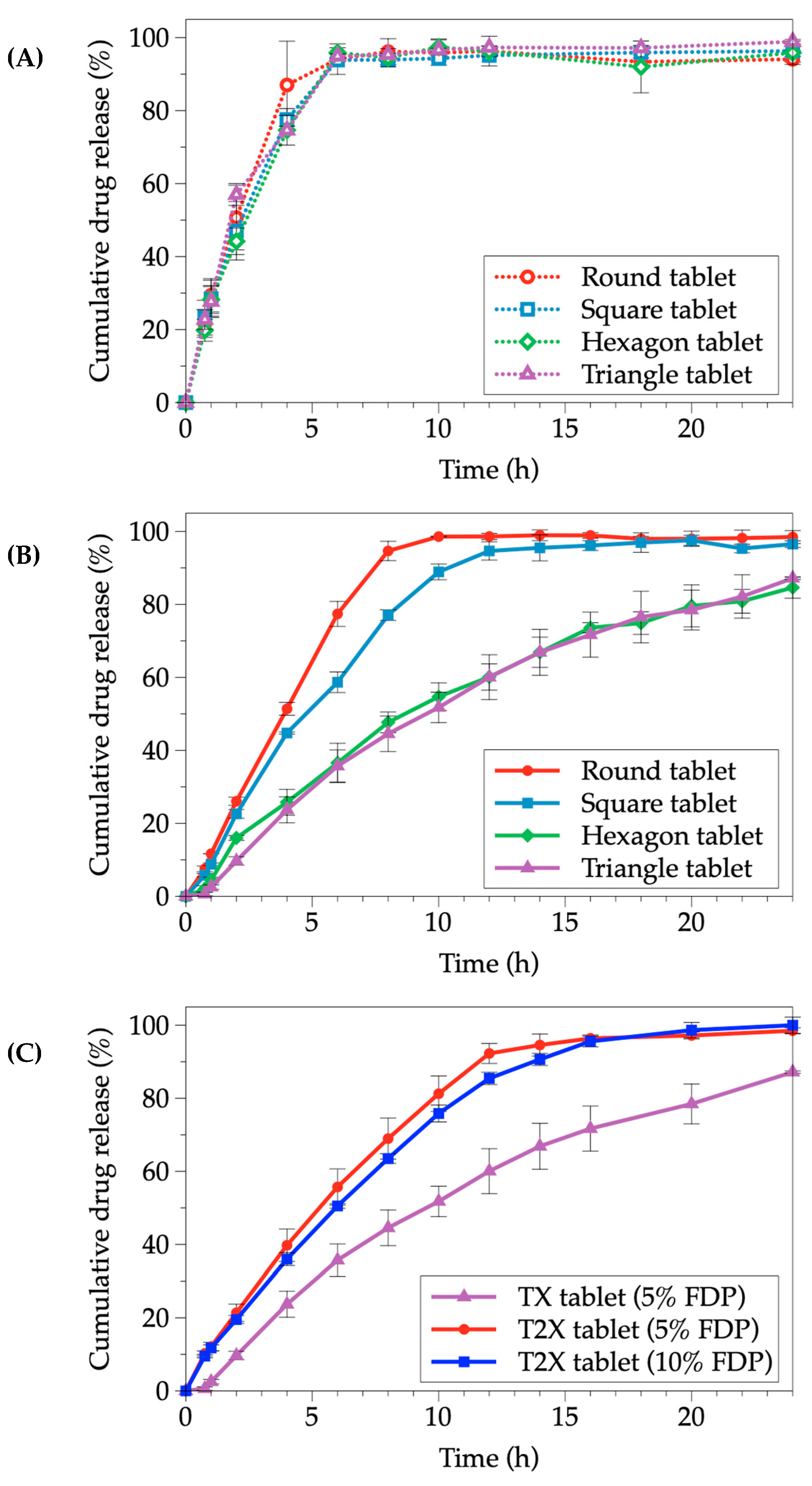
3.3.7. In Vitro Drug Release of FDP-Loaded 3D-Printed Tablets
3.3.8. Comparison of Drug Release Profiles
3.3.9. Stability Studies
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reddy, R.D.P.; Sharma, V. Additive manufacturing in drug delivery applications: A review. Int. J. Pharm. 2020, 589, 119820. [Google Scholar] [CrossRef] [PubMed]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Norman, J.; Madurawe, R.D.; Moore, C.M.V.; Khan, M.A.; Khairuzzaman, A. A new chapter in pharmaceutical manufacturing: 3D-printed drug products. Adv. Drug Deliv. Rev. 2017, 108, 39–50. [Google Scholar] [CrossRef]
- Pereira, G.G.; Figueiredo, S.; Fernandes, A.I.; Pinto, J.F. Polymer Selection for Hot-Melt Extrusion Coupled to Fused Deposition Modelling in Pharmaceutics. Pharmaceutics 2020, 12, 795. [Google Scholar] [CrossRef] [PubMed]
- Patel, S.K.; Khoder, M.; Peak, M.; Alhnan, M.A. Controlling drug release with additive manufacturing-based solutions. Adv. Drug Deliv. Rev. 2021, 174, 369–386. [Google Scholar] [CrossRef]
- Information, N.C.f.B. PubChem Compound Summary for CID 3333, Felodipine. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Felodipine (accessed on 17 January 2023).
- Shadambikar, G.; Kipping, T.; Di-Gallo, N.; Elia, A.G.; Knüttel, A.N.; Treffer, D.; Repka, M.A. Vacuum Compression Molding as a Screening Tool to Investigate Carrier Suitability for Hot-Melt Extrusion Formulations. Pharmaceutics 2020, 12, 1019. [Google Scholar] [CrossRef]
- Sigma, M. 14146 Parteck® MXP Technical Information. Available online: https://www.emdmillipore.com/Web-CA-Site/en_CA/-/CAD/ShowDocument-Pronet?id=201611.232 (accessed on 17 January 2023).
- Paarakh, M.P.; Jose, P.A.; Setty, C.; Christoper, G. Release kinetics–concepts and applications. Int. J. Pharm. Res. Technol. 2018, 8, 12–20. [Google Scholar]
- Bruschi, M.L. 5—Mathematical models of drug release. In Strategies to Modify the Drug Release from Pharmaceutical Systems; Bruschi, M.L., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 63–86. [Google Scholar]
- Zhang, Y.; Huo, M.; Zhou, J.; Zou, A.; Li, W.; Yao, C.; Xie, S. DDSolver: An add-in program for modeling and comparison of drug dissolution profiles. Aaps J. 2010, 12, 263–271. [Google Scholar] [CrossRef] [Green Version]
- Guidance for Industry [Electronic Resource]: Dissolution Testing of Immediate Release Solid Oral Dosage Forms. U.S. Dept. of Health and Human Services; Food and Drug Administration; Center for Drug Evaluation and Research: Rockville, MD, USA, 1997. Available online: https://www.gmp-compliance.org/guidelines/gmp-guideline/fda-guidance-for-industry-dissolution-testing-of-immediate-release-solid-oral-dosage-forms-issued-8-1997-posed-8-25-1997 (accessed on 17 January 2023).
- Zhang, J.; Xu, P.; Vo, A.Q.; Bandari, S.; Yang, F.; Durig, T.; Repka, M.A. Development and evaluation of pharmaceutical 3D printability for hot melt extruded cellulose-based filaments. J. Drug Deliv. Sci. Technol. 2019, 52, 292–302. [Google Scholar] [CrossRef]
- Crișan, A.G.; Porfire, A.; Ambrus, R.; Katona, G.; Rus, L.M.; Porav, A.S.; Ilyés, K.; Tomuță, I. Polyvinyl Alcohol-Based 3D Printed Tablets: Novel Insight into the Influence of Polymer Particle Size on Filament Preparation and Drug Release Performance. Pharmaceuticals 2021, 14, 418. [Google Scholar] [CrossRef]
- Li, Q.; Wen, H.; Jia, D.; Guan, X.; Pan, H.; Yang, Y.; Yu, S.; Zhu, Z.; Xiang, R.; Pan, W. Preparation and investigation of controlled-release glipizide novel oral device with three-dimensional printing. Int. J. Pharm. 2017, 525, 5–11. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Buanz, A.B.M.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D printing of modified-release aminosalicylate (4-ASA and 5-ASA) tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [Google Scholar] [CrossRef]
- Li, R.; Pan, Y.; Chen, D.; Xu, X.; Yan, G.; Fan, T. Design, Preparation and In Vitro Evaluation of Core-Shell Fused Deposition Modelling 3D-Printed Verapamil Hydrochloride Pulsatile Tablets. Pharmaceutics 2022, 14, 437. [Google Scholar] [CrossRef]
- Gupta, S.; Pramanik, A.K.; Kailath, A.; Mishra, T.; Guha, A.; Nayar, S.; Sinha, A. Composition dependent structural modulations in transparent poly(vinyl alcohol) hydrogels. Colloids Surf. B Biointerfaces 2009, 74, 186–190. [Google Scholar] [CrossRef]
- He, Y.; Zhan, C.; Pi, C.; Zuo, Y.; Yang, S.; Hu, M.; Bai, Y.; Zhao, L.; Wei, Y. Enhanced Oral Bioavailability of Felodipine from Solid Lipid Nanoparticles Prepared Through Effervescent Dispersion Technique. AAPS PharmSciTech. 2020, 21, 170. [Google Scholar] [CrossRef] [PubMed]
- Tapas, A.R.; Kawtikwar, P.S.; Sakarkar, D.M. Enhanced dissolution rate of felodipine using spherical agglomeration with Inutec SP1 by quasi emulsion solvent diffusion method. Res. Pharm. Sci. 2009, 4, 77–84. [Google Scholar] [PubMed]
- Du Plessis, A.; Yadroitsev, I.; Yadroitsava, I.; Le Roux, S. X-Ray Microcomputed Tomography in Additive Manufacturing: A Review of the Current Technology and Applications. 3D Print. Addit. Manuf. 2018, 5, 227–247. [Google Scholar] [CrossRef] [Green Version]
- Utz, J.; Zubizarreta, J.; Geis, N.; Immonen, K.; Kangas, H.; Ruckdäschel, H. 3D Printed Cellulose-Based Filaments—Processing and Mechanical Properties. Materials 2022, 15, 6582. [Google Scholar] [CrossRef] [PubMed]
- Cano Cano, S.; Lube, T.; Huber, P.; Gallego, A.; Naranjo, J.; Berges, C.; Schuschnigg, S.; Herranz, G.; Kukla, C.; Holzer, C.; et al. Influence of the Infill Orientation on the Properties of Zirconia Parts Produced by Fused Filament Fabrication. Materials 2020, 13, 3158. [Google Scholar] [CrossRef]
- Quodbach, J.; Bogdahn, M.; Breitkreutz, J.; Chamberlain, R.; Eggenreich, K.; Elia, A.G.; Gottschalk, N.; Gunkel-Grabole, G.; Hoffmann, L.; Kapote, D.; et al. Quality of FDM 3D Printed Medicines for Pediatrics: Considerations for Formulation Development, Filament Extrusion, Printing Process and Printer Design. Ther. Innov. Regul. Sci. 2022, 56, 910–928. [Google Scholar] [CrossRef]
- Goyanes, A.; Kobayashi, M.; Martínez-Pacheco, R.; Gaisford, S.; Basit, A.W. Fused-filament 3D printing of drug products: Microstructure analysis and drug release characteristics of PVA-based caplets. Int. J. Pharm. 2016, 514, 290–295. [Google Scholar] [CrossRef] [PubMed]
- Kadry, H.; Al-Hilal, T.A.; Keshavarz, A.; Alam, F.; Xu, C.; Joy, A.; Ahsan, F. Multi-purposable filaments of HPMC for 3D printing of medications with tailored drug release and timed-absorption. Int. J. Pharm. 2018, 544, 285–296. [Google Scholar] [CrossRef]
- Sriamornsak, P.; Nunthanid, J.; Cheewatanakornkool, K.; Manchun, S. Effect of drug loading method on drug content and drug release from calcium pectinate gel beads. AAPS PharmSciTech. 2010, 11, 1315–1319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Windolf, H.; Chamberlain, R.; Quodbach, J. Predicting drug release from 3D printed oral medicines based on the surface area to volumeratio of tablet geometry. Pharmaceutics 2021, 13, 1453. [Google Scholar] [CrossRef] [PubMed]
- Bacaita, E.S.; Ciobanu, B.C.; Popa, M.; Agop, M.; Desbrieres, J. Phases in the temporal multiscale evolution of the drug release mechanism in IPN-type chitosan based hydrogels. Phys. Chem. Chem. Phys. 2014, 16, 25896–25905. [Google Scholar] [CrossRef] [PubMed]
- Baggi, R.; Kilaru, N. Calculation of predominant drug release mechanism using Peppas-Sahlin model, Part-I (substitution method): A linear regression approach. Asian J. Pharm. Technol. 2016, 6, 223. [Google Scholar] [CrossRef]
- Thanawuth, K.; Sutthapitaksakul, L.; Konthong, S.; Suttiruengwong, S.; Huanbutta, K.; Dass, C.R.; Sriamornsak, P. Impact of drug loading method on drug release from 3D-printed tablets made from filaments fabricated by hot-melt extrusion and impregnation processes. Pharmaceutics 2021, 13, 1607. [Google Scholar] [CrossRef]
- Colombo, P.; Bettini, R.; Santi, P.; De Ascentiis, A.; Peppas, N.A. Analysis of the swelling and release mechanisms from drug delivery systems with emphasis on drug solubility and water transport. J. Control. Release 1996, 39, 231–237. [Google Scholar] [CrossRef]
- Goyanes, A.; Robles Martinez, P.; Buanz, A.; Basit, A.W.; Gaisford, S. Effect of geometry on drug release from 3D printed tablets. Int. J. Pharm. 2015, 494, 657–663. [Google Scholar] [CrossRef]
- Gorkem Buyukgoz, G.; Soffer, D.; Defendre, J.; Pizzano, G.M.; Davé, R.N. Exploring tablet design options for tailoring drug release and dose via fused deposition modeling (FDM) 3D printing. Int. J. Pharm. 2020, 591, 119987. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Geometry of Inner Tablet | Volume Equation | Inner Tablet Dimensions (mm) | Inner Tablet Volume (mm3) | Surface Area (mm2) | FDP-Loaded 3D-Printed Tablets | |
|---|---|---|---|---|---|---|
| Diameter (mm) | Thickness (mm) | |||||
| Round | v = | r = 3.50, h = 2.00 | 79.97 | 38.48 | 8.23 ± 0.12 | 2.92 ± 0.01 |
| Square | v = , h = | l = 5.36, h = 2.38 | 79.97 | 28.72 | 9.26 ± 0.15 | 3.92 ± 0.07 |
| Hexagon | v = | s = 3.09 | 79.97 | 24.88 | 7.53 ± 0.16 | 3.81 ± 0.01 |
| Triangle (TX) | v = y = | x = 7.08, y = 6.13 | 79.97 | 21.73 | 9.12 ± 0.03 | 3.84 ± 0.05 |
| Triangle (T2X) | v =y = | x = 8.93, y = 7.73 | 159.94 | 34.49 | 11.53 ± 0.14 | 6.05 ± 0.10 |
| Surface Geometry of Inner Tablet | Top Surface Area (mm2) = TSA | Pore Surface Area (mm2) = PSA | Total Surface Area (mm2) [TSA + PSA] = TA | Inner Tablet Volume = V | TA/V Ratio | Porosity (%) |
|---|---|---|---|---|---|---|
| Round | 38.48 | 5.31 ± 1.27 | 43.79 ± 1.27 | 79.97 | 0.55 ± 0.02 | 5.37 ± 2.89 |
| Square | 28.72 | 12.29 ± 1.03 | 41.01 ± 1.03 | 79.97 | 0.51 ± 0.01 | 30.78 ± 4.30 |
| Hexagon | 24.88 | 9.52 ± 0.16 | 34.40 ± 0.16 | 79.97 | 0.43 ± 0.01 | 22.12 ± 1.00 |
| Triangle (TX) | 21.73 | 11.01 ± 0.71 | 32.74 ± 0.71 | 79.97 | 0.41 ± 0.01 | 14.68 ± 2.89 |
| Triangle (T2X) | 34.49 | 7.68 ± 1.96 | 42.17 ± 1.96 | 159.94 | 0.26 ± 0.01 | 5.83 ± 1.48 |
| Model | Surface Geometry of Inner Tablet | R2 | AIC | Parameters |
|---|---|---|---|---|
| Zero-order | Round | 0.9982 | 11.0060 | k0 = 12.842 |
| Square | 0.9894 | 24.6174 | k0 = 9.921 | |
| Hexagon | 0.9631 | 48.3447 | k0 = 5.247 | |
| Triangle (TX) | 0.9818 | 42.5807 | k0 = 5.097 | |
| Triangle (T2X) | 0.9800 | 26.4023 | k0 = 9.112 | |
| First-order | Round | 0.9457 | 28.1522 | k1 = 0.189 |
| Square | 0.9725 | 30.3707 | k1 = 0.151 | |
| Hexagon | 0.9937 | 32.4024 | k1 = 0.078 | |
| Triangle (TX) | 0.9864 | 39.3414 | k1 = 0.015 | |
| Triangle (T2X) | 0.9938 | 19.4127 | k1 = 0.135 | |
| Korsmeyer–Peppas | Round | 0.9988 | 10.8932 | K = 12.140, n = 1.036 |
| Square | 0.9922 | 24.7875 | K = 11.356, n = 0.926 | |
| Hexagon | 0.9866 | 41.2467 | K = 8.475, n = 0.796 | |
| Triangle (TX) | 0.9953 | 31.8733 | K = 1.894, n = 0.846 | |
| Triangle (T2X) | 0.9992 | 8.8577 | K = 12.521, n = 0.825 | |
| Hopfenberg | Round | 0.9985 | 12.2633 | kHB = 0.132 |
| Square | 0.9943 | 22.8770 | kHB = 0.081 | |
| Hexagon | 0.9941 | 33.8798 | kHB = 0.008 | |
| Triangle (TX) | 0.9918 | 37.3964 | kHB = 0.030 | |
| Triangle (T2X) | 0.9986 | 12.5552 | kHB = 0.044 | |
| Peppas–Sahlin | Round | 0.9997 | 5.8503 | k1 = −11.427, k2 = 22.922, m = 0.414 |
| Square | 0.9981 | 18.2374 | k1 = −35.371, k2 = 44.718, m = 0.272 | |
| Hexagon | 0.9977 | 27.2436 | k1 = −42.867, k2 = 47.858, m = 0.204 | |
| Triangle (TX) | 0.9993 | 17.7354 | k1 = −34.537, k2 = 37.006, m = 0.242 | |
| Triangle (T2X) | 0.9993 | 10.1858 | k1 = −3.153, k2 = 15.494, m = 0.384 |
| Comparison | Similarity Factors (f2) | Interpretation |
|---|---|---|
| Round vs. square | 51.82 | Accept |
| Round vs. hexagon | 32.48 | Not accept |
| Round vs. triangle | 30.89 | Not accept |
| Square vs. hexagon | 38.09 | Not accept |
| Square vs. triangle | 35.56 | Not accept |
| Hexagon vs. triangle | 76.51 | Accept |
| Triangle (TX) vs. triangle (T2X) | 39.47 | Not accept |
| Sample | Drug Content (mg) | Significance between before and after Stability Tests (Paired-Samples t Test) | |
|---|---|---|---|
| 0 Month | 12 Months | ||
| TX | 4.23 ± 0.03 | 4.01 ± 0.13 | No |
| T2X (5% FDP) | 4.53 ± 0.36 | 4.25 ± 0.16 | No |
| T2X (10% FDP) | 8.59 ± 0.17 | 8.25 ± 0.05 | No |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thanawuth, K.; Limmatvapirat, S.; Rojviriya, C.; Sriamornsak, P. Controlled Release of Felodipine from 3D-Printed Tablets with Constant Surface Area: Influence of Surface Geometry. Pharmaceutics 2023, 15, 467. https://doi.org/10.3390/pharmaceutics15020467
Thanawuth K, Limmatvapirat S, Rojviriya C, Sriamornsak P. Controlled Release of Felodipine from 3D-Printed Tablets with Constant Surface Area: Influence of Surface Geometry. Pharmaceutics. 2023; 15(2):467. https://doi.org/10.3390/pharmaceutics15020467
Chicago/Turabian StyleThanawuth, Kasitpong, Sontaya Limmatvapirat, Catleya Rojviriya, and Pornsak Sriamornsak. 2023. "Controlled Release of Felodipine from 3D-Printed Tablets with Constant Surface Area: Influence of Surface Geometry" Pharmaceutics 15, no. 2: 467. https://doi.org/10.3390/pharmaceutics15020467