
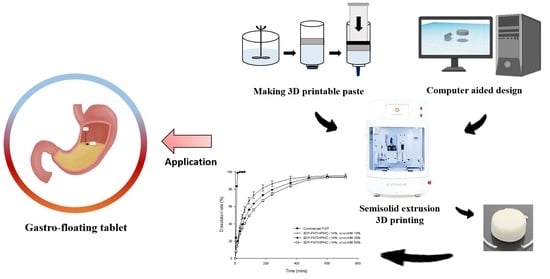
Fabrication of Gastro-Floating Famotidine Tablets: Hydroxypropyl Methylcellulose-Based Semisolid Extrusion 3D Printing

Abstract
:
1. Introduction
2. Material and Methods
2.1. Materials
2.2. Preparation of the FMT-Loaded Paste
2.3. Fabrication of 3DP-FMT Tablets Using SSE 3D Printing
2.4. Analyzing the Physicochemical Characteristics of 3DP-FMT
2.4.1. Determination of the Drug Contents of 3DP-FMT
2.4.2. Calculating the Weight and Size Variations of 3DP-FMT
2.4.3. Determination of 3DP-FMT Strength
2.4.4. Determination of Tablet Friability
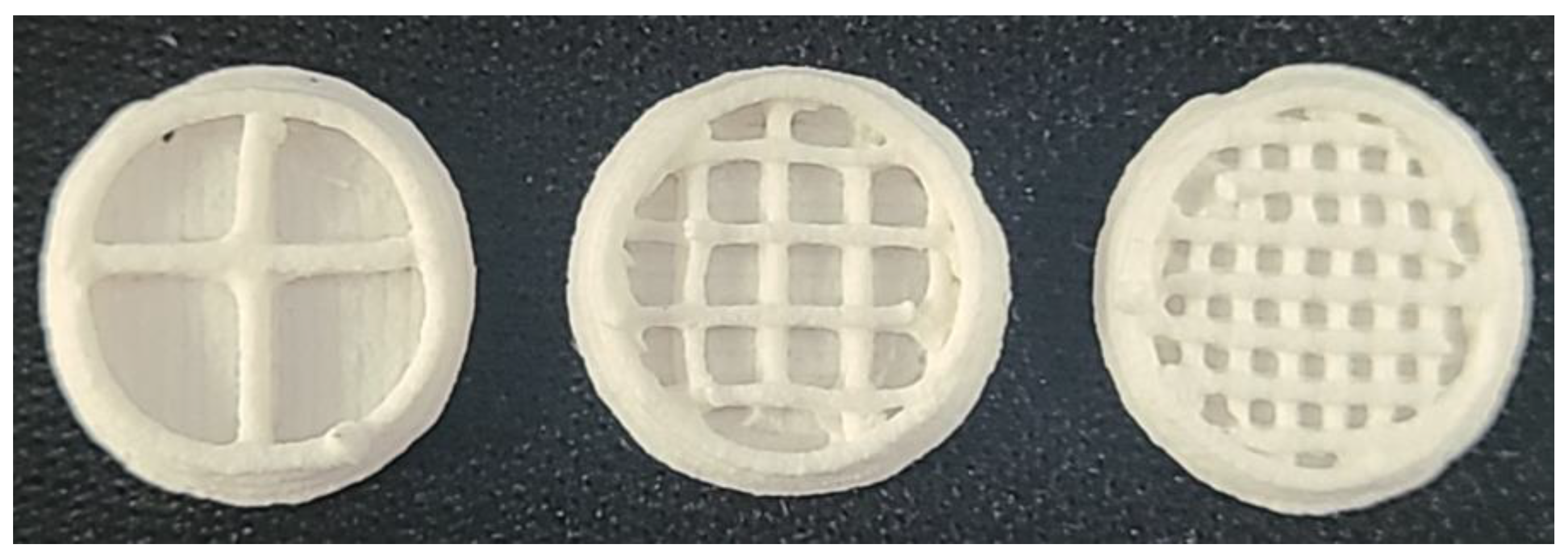
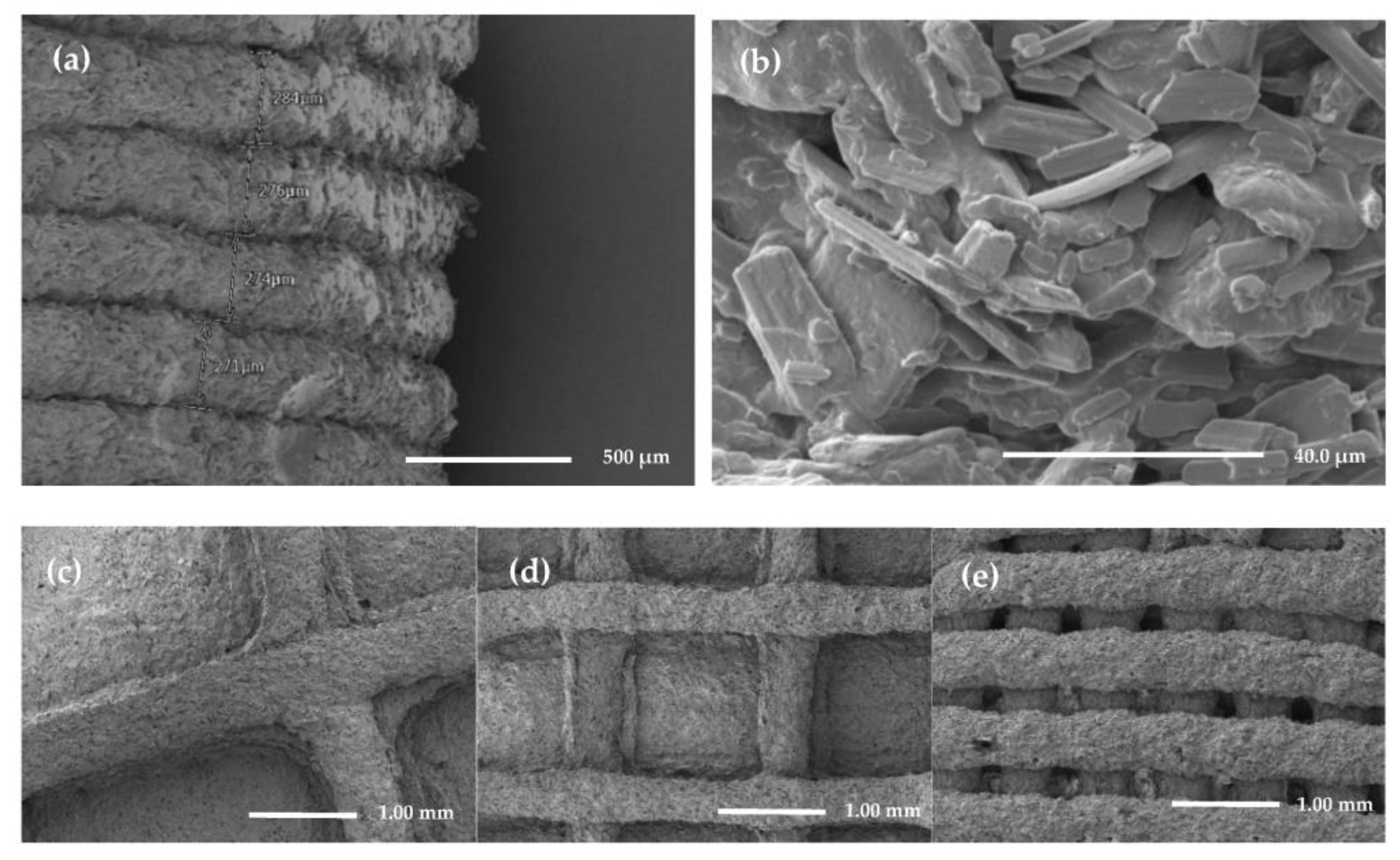
2.4.5. Scanning Electron Microscopy (SEM)
2.4.6. Differential Scanning Calorimetry (DSC)
2.4.7. Powder X-ray Diffraction (PXRD)
2.4.8. Fourier Transform Infrared Spectroscopy (FTIR)
2.5. In Vitro Dissolution and Floating Study
2.6. Dissolution Kinetics Studies
3. Results and Discussion
3.1. Preparation of FMT-Loaded Paste
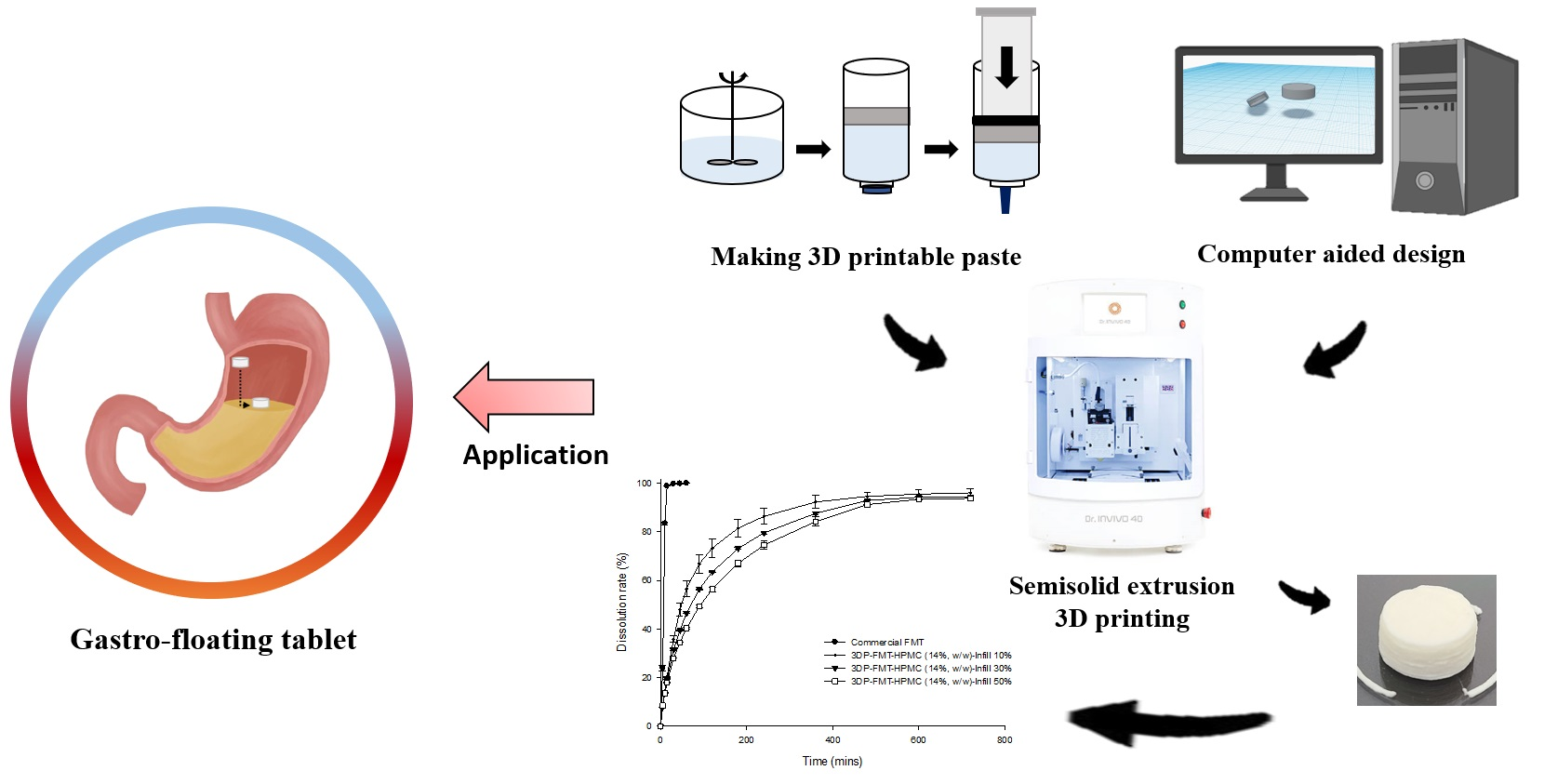
3.2. Fabrication of 3DP-FMT Tablets Using SSE 3D Printing
3.3. Analyzing the Physicochemical Characteristics of 3DP-FMT
3.3.1. Determination of the Drug Contents of 3DP-FMT
3.3.2. Geometry and Physical Properties of 3DP-FMT
3.3.3. Scanning Electron Microscopy (SEM)
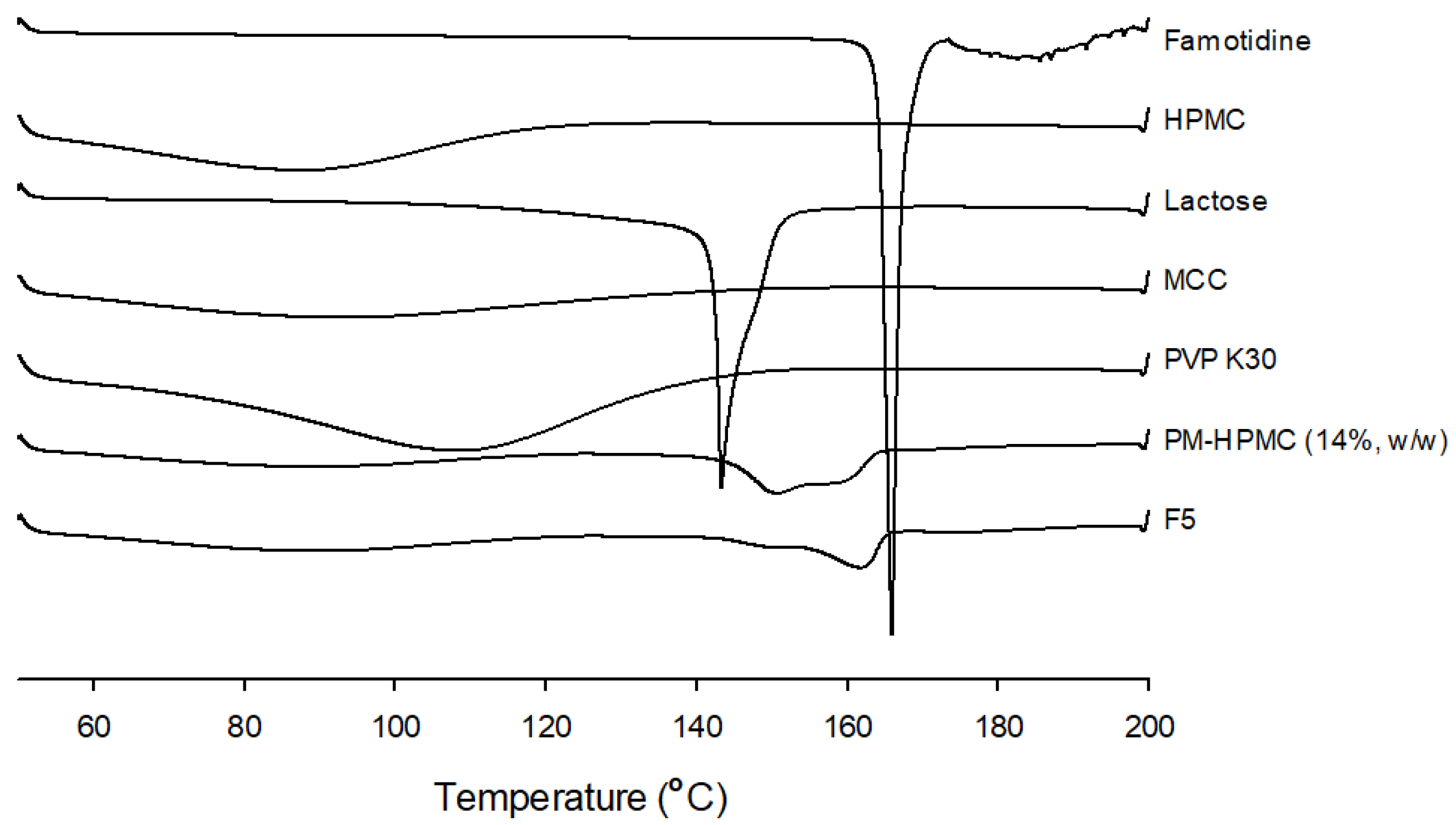
3.3.4. Differential Scanning Calorimetry (DSC)
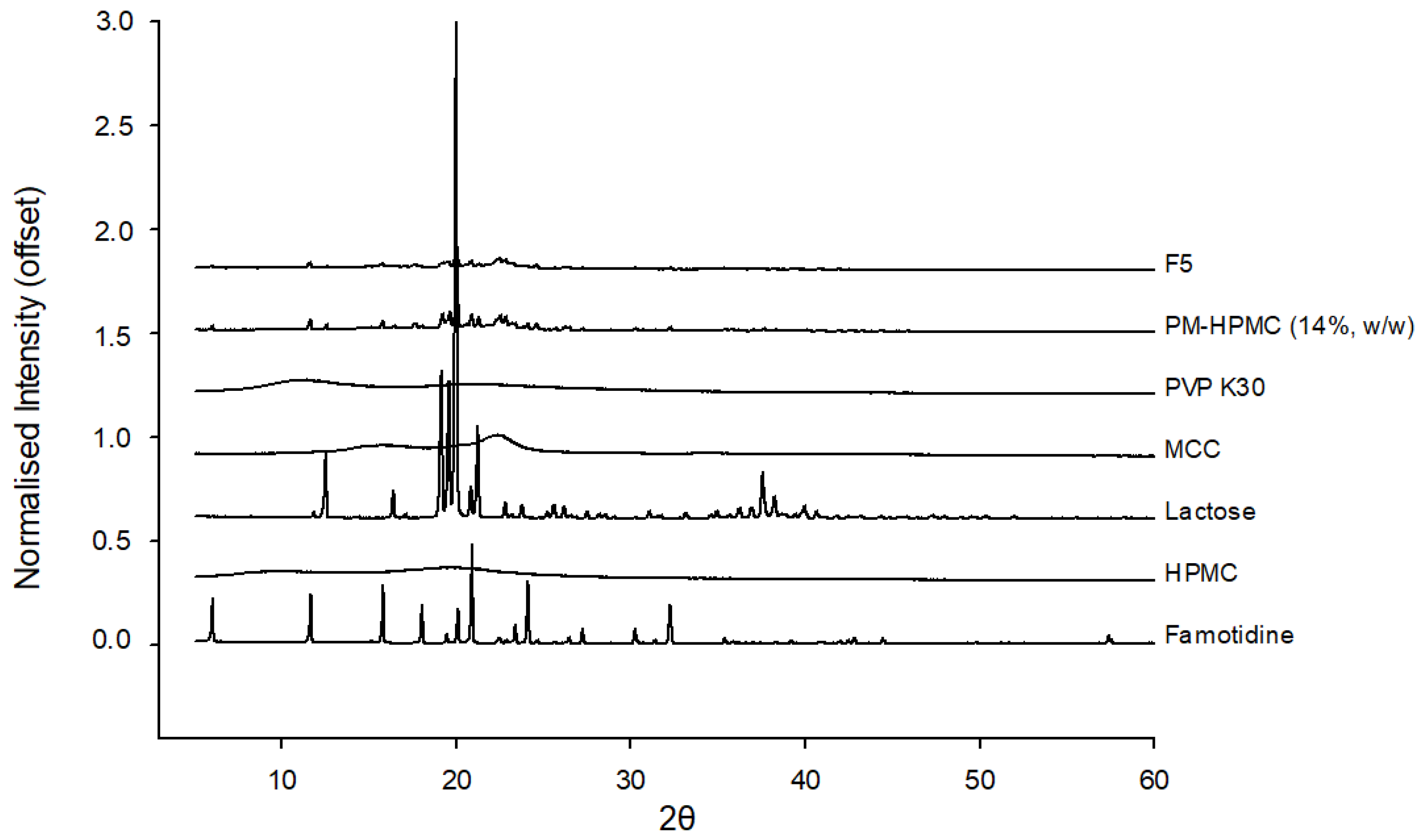
3.3.5. Powder X-ray Diffraction (PXRD)
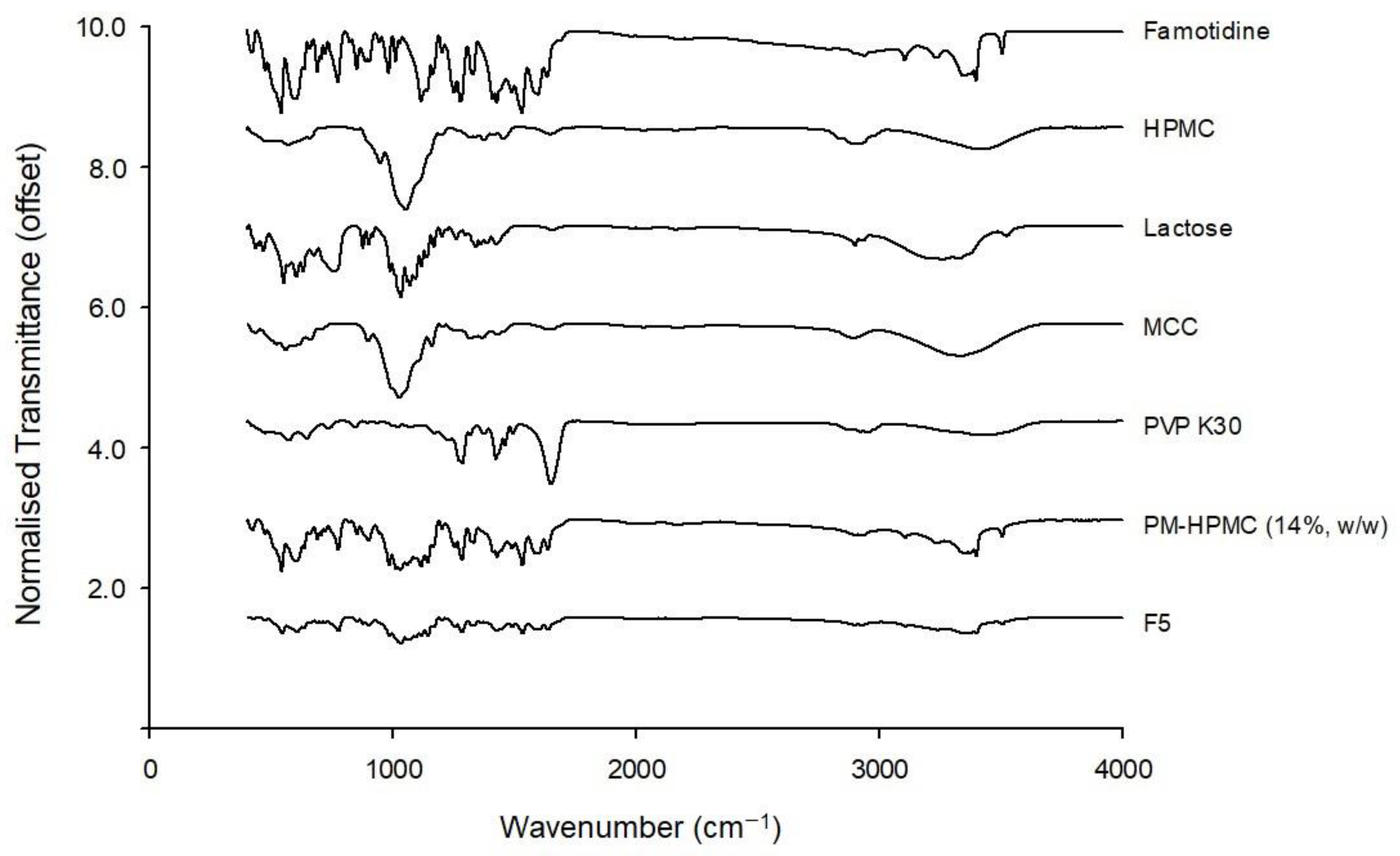
3.3.6. Fourier Transform Infrared Spectroscopy (FTIR)
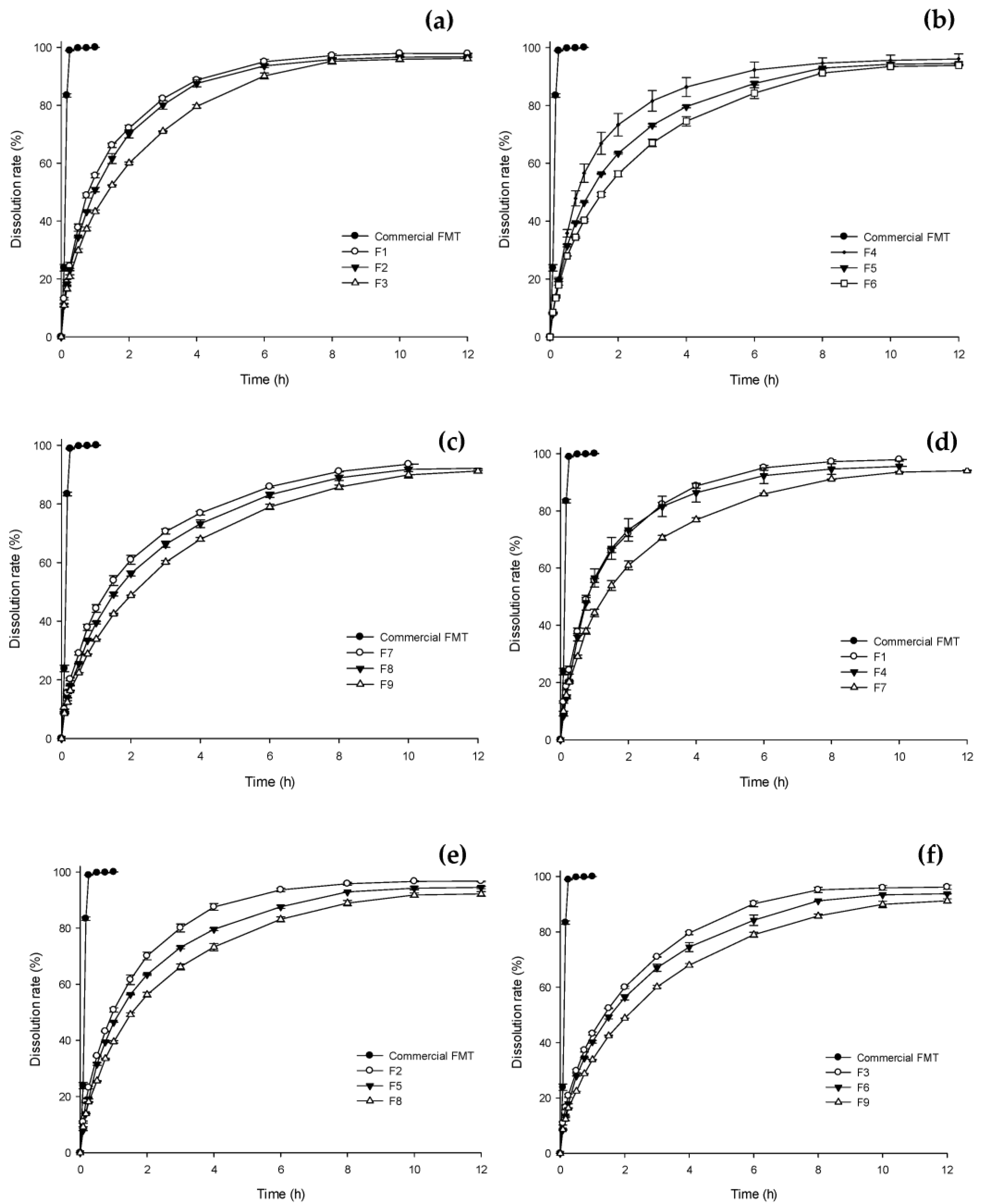
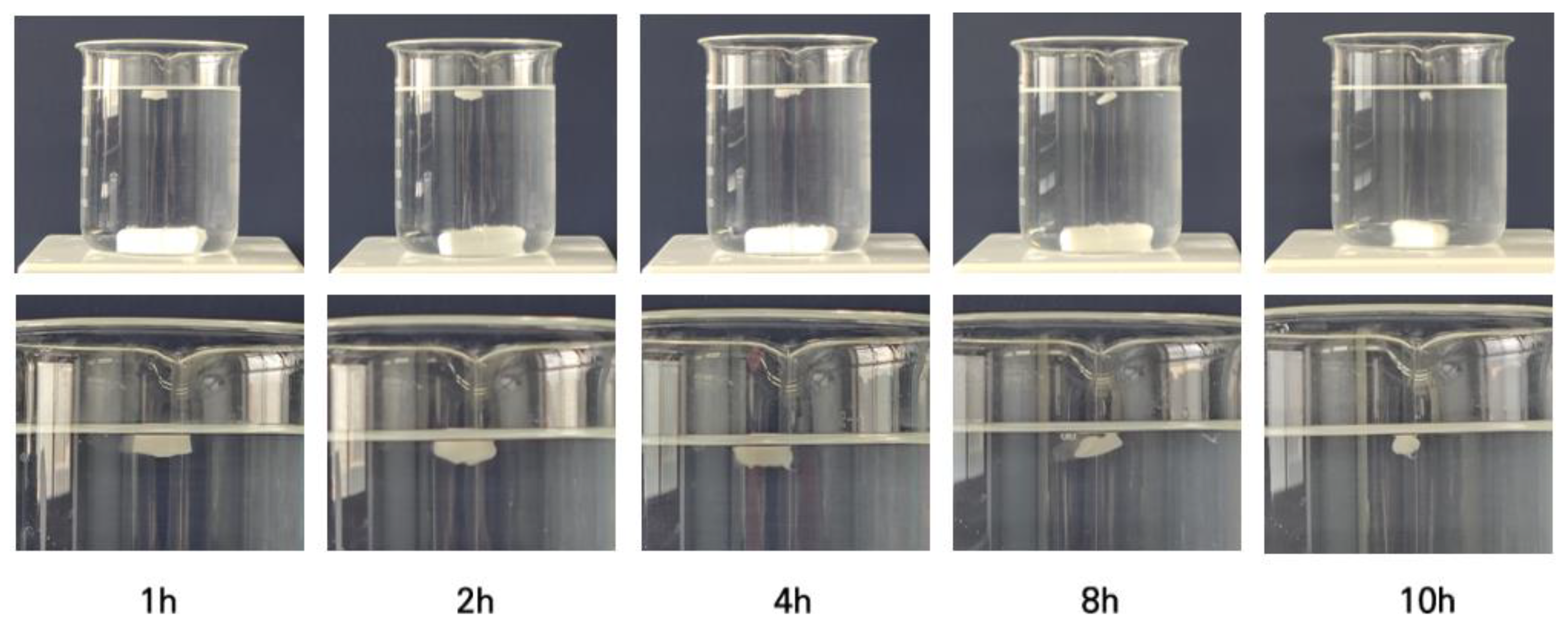
3.4. In Vitro Dissolution and Floating Study
3.5. Dissolution Kinetics Studies
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Goyanes, A.; Wang, J.; Buanz, A.; Martínez-Pacheco, R.; Telford, R.; Gaisford, S.; Basit, A.W. 3D printing of medicines: Engineering novel oral devices with unique design and drug release characteristics. Mol. Pharm. 2015, 12, 4077–4084. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Giri, B.R.; Poudel, S.; Kim, D.W. Cellulose and its derivatives for application in 3D printing of pharmaceuticals. J. Pharm. Investig. 2021, 51, 1–22. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Zhou, W.; Huang, D.; Fuh, J.Y.H.; Hong, G.S. An overview of 3D printing technologies for food fabrication. Food Bioproc. Technol. 2015, 8, 1605–1615. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro-and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 2200568. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing Encapsulated Polycaprolactone-Thermoplastic Polyurethane with High Shape Memory Performances. Adv. Eng. Mater. 2022, 2201309. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D printing of modified-release aminosalicylate (4-ASA and 5-ASA) tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, H.; Li, H.; Ou, Z.; Yang, G. 3D printed tablets with internal scaffold structure using ethyl cellulose to achieve sustained ibuprofen release. Eur. J. Pharm. Sci. 2018, 115, 11–18. [Google Scholar] [CrossRef]
- Kotta, S.; Nair, A.; Alsabeelah, N. 3D printing technology in drug delivery: Recent progress and application. Curr. Pharm. 2018, 24, 5039–5048. [Google Scholar] [CrossRef]
- Bhusnure, O.G.; Gholve, S.V.; Sugave, B.K.; Dongre, R.C.; Gore, S.A.; Giram, P.S. 3D printing & pharmaceutical manufacturing: Opportunities and challenges. Int. J. Bioassays. 2016, 5, 4723. [Google Scholar]
- Pietrzak, K.; Isreb, A.; Alhnan, M.A. A flexible-dose dispenser for immediate and extended release 3D printed tablets. Eur. J. Pharm. Biopharm. 2015, 96, 380–387. [Google Scholar] [CrossRef] [PubMed]
- Water, J.J.; Bohr, A.; Boetker, J.; Aho, J.; Sandler, N.; Nielsen, H.M.; Rantanen, J. Three-dimensional printing of drug-eluting implants: Preparation of an antimicrobial polylactide feedstock material. J. Pharm. Sci. 2015, 104, 1099–1107. [Google Scholar] [CrossRef]
- Li, Q.; Wen, H.; Jia, D.; Guan, X.; Pan, H.; Yang, Y.; Yu, S.; Zhu, Z.; Xiang, R.; Pan, W. Preparation and investigation of controlled-release glipizide novel oral device with three-dimensional printing. Int. J. Pharm. 2017, 525, 5–11. [Google Scholar] [CrossRef] [PubMed]
- A Park, B.J.; Choi, H.J.; Moon, S.J.; Kim, S.J.; Bajracharya, R.; Min, J.Y.; Han, H.K. Pharmaceutical applications of 3D printing technology: Current understanding and future perspectives. J. Pharm. Investig. 2019, 49, 575–585. [Google Scholar] [CrossRef] [Green Version]
- AnilKumar, S.; Allen, S.C.; Tasnim, N.; Akter, T.; Park, S.; Kumar, A.; Chattopadhyay, M.; Ito, Y.; Suggs, L.J.; Joddar, B. The applicability of furfuryl-gelatin as a novel bioink for tissue engineering applications. J. Biomed. Mater. Res. Part B Appl. Biomater. 2019, 107, 314–323. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.W.; Lee, J.H.; Park, S.M.; Lee, M.H.; Lee, I.W.; Doh, H.S.; Park, H.J. Effect of hydrocolloids on rheological properties and printability of vegetable inks for 3D food printing. J. Food Sci. 2018, 83, 2923–2932. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D printing of five-in-one dose combination polypill with defined immediate and sustained release profiles. J. Control. Release. 2015, 217, 308–314. [Google Scholar] [CrossRef]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Roberts, C.J. Desktop 3D printing of controlled release pharmaceutical bilayer tablets. Int. J. Pharm. 2014, 461, 105–111. [Google Scholar] [CrossRef]
- Li, Q.; Guan, X.; Cui, M.; Zhu, Z.; Chen, K.; Wen, H.; Jia, D.; Hou, J.; Xu, W.; Yang, X.; et al. Preparation and investigation of novel gastro-floating tablets with 3D extrusion-based printing. Int. J. Pharm. 2018, 535, 325–332. [Google Scholar]
- Goyanes, A.; Madla, C.M.; Umerji, A.; Piñeiro, G.D.; Montero, J.M.G.; Diaz, M.J.L.; Barcia, M.G.; Taherali, F.; Sánchez-Pintos, P.; Couce, M.L.; et al. Automated therapy preparation of isoleucine formulations using 3D printing for the treatment of MSUD: First single-centre, prospective, crossover study in patients. Int. J. Pharm. 2019, 567, 118497. [Google Scholar] [CrossRef]
- Elbl, J.; Gajdziok, J.; Kolarczyk, J. 3D printing of multilayered orodispersible films with in-process drying. Int. J. Pharm. 2020, 575, 118883. [Google Scholar] [CrossRef] [PubMed]
- Seoane-Viaño, I.; Ong, J.J.; Luzardo-Álvarez, A.; González-Barcia, M.; Basit, A.W.; Otero-Espinar, F.J.; Goyanes, A. 3D printed tacrolimus suppositories for the treatment of ulcerative colitis. Asian J. Pharm. 2021, 16, 110–119. [Google Scholar] [CrossRef]
- Yi, H.G.; Choi, Y.J.; Kang, K.S.; Hong, J.M.; Pati, R.G.; Park, M.N.; Shim, I.K.; Lee, C.M.; Kim, S.C.; Cho, D.-W. A 3D-printed local drug delivery patch for pancreatic cancer growth suppression. J. Control. Release. 2016, 238, 231–241. [Google Scholar] [CrossRef] [PubMed]
- Cui, M.; Li, Y.; Wang, S.; Chai, Y.; Lou, J.; Chen, F.; Li, Q.; Pan, W.; Ding, P. Exploration and preparation of a dose-flexible regulation system for levetiracetam tablets via novel semi-solid extrusion three-dimensional printing. J. Pharm. Sci. 2019, 108, 977–986. [Google Scholar] [CrossRef]
- Seoane-Viaño, I.; Januskaite, P.; Alvarez-Lorenzo, C.; Basit, A.W.; Goyanes, A. Semi-solid extrusion 3D printing in drug delivery and biomedicine: Personalised solutions for healthcare challenges. J. Control. Release. 2021, 332, 367–389. [Google Scholar] [CrossRef] [PubMed]
- Streubel, A.; Siepmann, J.; Bodmeier, R. Drug delivery to the upper small intestine window using gastroretentive technologies. Curr. Opin. Pharmacol. 2006, 6, 501–508. [Google Scholar] [CrossRef]
- Huanbutta, K.; Sriamornsak, P.; Kittanaphon, T.; Suwanpitak, K.; Klinkesorn, N.; Sangnim, T. Development of a zero-order kinetics drug release floating tablet with anti–flip-up design fabricated by 3D-printing technique. J. Pharm. Investig. 2021, 51, 213–222. [Google Scholar] [CrossRef]
- Lamichhane, S.; Park, J.B.; Sohn, D.H.; Lee, S. Customized Novel Design of 3D Printed Pregabalin Tablets for Intra-Gastric Floating and Controlled Release Using Fused Deposition Modeling. Pharmaceutics 2019, 11, 564. [Google Scholar] [CrossRef] [Green Version]
- Klausner, E.A.; Lavy, E.; Friedman, M.; Hoffman, A. Expandable gastroretentive dosage forms. J. Control. Release. 2003, 90, 143–162. [Google Scholar] [CrossRef]
- Li, Z.; Xu, H.; Li, S.; Li, Q.; Zhang, W.; Ye, T.; Yang, X.; Pan, W. A novel gastro-floating multiparticulate system for dipyridamole (DIP) based on a porous and low-density matrix core: In vitro and in vivo evaluation. Int. J. Pharm. 2014, 461, 540–548. [Google Scholar] [CrossRef]
- Chavanpatil, M.D.; Jain, P.; Chaudhari, S.; Shear, R.; Vavia, P.R. Novel sustained release, swellable and bioadhesive gastroretentive drug delivery system for ofloxacin. Int. J. Pharm. 2006, 316, 86–92. [Google Scholar] [CrossRef] [PubMed]
- Pawar, V.K.; Kansal, S.; Asthana, S.; Chourasia, M.K. Industrial perspective of gastroretentive drug delivery systems: Physicochemical, biopharmaceutical, technological and regulatory consideration. Expert Opin. Drug Deliv. 2012, 9, 551–565. [Google Scholar] [CrossRef] [PubMed]
- Arora, S.; Ali, J.; Ahuja, A.; Khar, R.K.; Baboota, S. Floating drug delivery systems: A review. AAPS PharmSciTech 2005, 6, 372–390. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zeenath, S.; Gannu, R.; Bandari, S.; Rao, Y.M. Development of gastroretentive systems for famotidine: In vitro characterization. Acta Pharm. Sin. B. 2010, 52, 494–504. [Google Scholar]
- Patel, D.M.; Patel, M.J.; Patel, A.N.; Patel, C.N. Formulation and evaluation of mixed matrix gastro-retentive drug delivery for famotidine. Int. J. Pharm. Investig. 2011, 1, 247. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, Y.; Wang, X.; Lin, X.; Xie, L.; Ivone, R.; Shen, J.; Yang, G. A tunable extruded 3D printing platform using thermo-sensitive pastes. Int. J. Pharm. 2020, 583, 119360. [Google Scholar] [CrossRef] [PubMed]
- Chen, P.; Luo, H.; Huang, S.; Liu, J.; Lin, M.; Yang, F.; Ban, J.; Huang, Z.; Lu, Z.; Xie, Q.; et al. Preparation of High-Drug-Loaded Clarithromycin Gastric-Floating Sustained-Release Tablets Using 3D Printing. AAPS PharmSciTech 2021, 22, 131. [Google Scholar] [CrossRef]
- Cui, M.; Yang, Y.; Jia, D.; Li, P.; Li, Q.; Chen, F.; Wang, S.; Pan, W.; Ding, P. Effect of novel internal structures on printability and drug release behavior of 3D printed tablets. J. Drug Deliv. Sci. Technol. 2019, 49, 14–23. [Google Scholar] [CrossRef]
- Remington, J.P.; Troy, D.B.; Beringer, P. Remington: The Science and Practice of Pharmacy; LWW: Philadelphia, PA, USA, 2006. [Google Scholar]
- Cheng, Y.; Qin, H.; Acevedo, N.C.; Jiang, X.; Shi, X. 3D printing of extended-release tablets of theophylline using hydroxypropyl methylcellulose (HPMC) hydrogels. Int. J. Pharm. 2020, 591, 119983. [Google Scholar] [CrossRef]
- Fox, S.C.; Li, B.; Xu, D.; Edgar, K.J. Regioselective esterification and etherification of cellulose: A review. Biomacromolecules 2011, 12, 1956–1972. [Google Scholar] [CrossRef]
- Joshi, S.C. Sol-gel behavior of hydroxypropyl methylcellulose (HPMC) in ionic media including drug release. Materials 2011, 4, 1861–1905. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abbas, G.; Irawan, S.; Memon, K.R.; Kumar, S.; Elrayah, A.A.I. Hydroxypropylmethyl cellulose as a primary viscosifying agent in cement slurry at high temperature. Int. J. Automot. Mech. Eng. 2013, 8, 1218. [Google Scholar] [CrossRef]
- Figura, L.O. The physical modification of lactose and its thermoanalytical identification. Thermochim. Acta. 1993, 222, 187–194. [Google Scholar] [CrossRef]
- Ribeiro, L.S.; Ferreira, D.C.; Veiga, F.J. Physicochemical investigation of the effects of water-soluble polymers on vinpocetine complexation with β-cyclodextrin and its sulfobutyl ether derivative in solution and solid state. Eur. J. Pharm. Sci. 2003, 20, 253–266. [Google Scholar] [CrossRef]
- El-Dakroury, W.A.; Zewail, M.B.; Elsabahy, M.; Shabana, M.E.; Asaad, G.F. Famotidine-loaded solid self-nanoemulsifying drug delivery system demonstrates exceptional efficiency in amelioration of peptic ulcer. Int. J. Pharm. 2022, 611, 121303. [Google Scholar] [CrossRef]
- Patel, A.R.; Vavia, P.R. Preparation and Evaluation of Taste Masked Famotidine Formulation Using Drug/β-cyclodextrin/Polymer Ternary Complexation Approach. AAPS PharmSciTech 2008, 9, 544–550. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.; Wang, X.J.; Yang, X.; Ching, C.B. Polymorphism and Crystallization of Famotidine. Cryst. Growth Des. 2007, 7, 1590–1598. [Google Scholar] [CrossRef]
- Shin, S.; Kim, T.H.; Jeong, S.W.; Chung, S.E.; Kim, D.H.; Shin, B.S. Development of a gastroretentive delivery system for acyclovir by 3D printing technology and Its in vivo pharmacokinetic evaluation in Beagle dogs. PLoS ONE 2019, 14, e0216875. [Google Scholar] [CrossRef]
- Giri, B.R.; Song, E.S.; Kwon, J.; Lee, J.-H.; Park, J.-B.; Kim, D.W. Fabrication of Intragastric Floating, Controlled Release 3D Printed Theophylline Tablets Using Hot-Melt Extrusion and Fused Deposition Modeling. Pharmaceutics 2020, 12, 77. [Google Scholar] [CrossRef] [Green Version]
- Tagami, T.; Ando, M.; Nagata, N.; Goto, E.; Yoshimura, N.; Takeuchi, T.; Noda, T.; Ozeki, T. Fabrication of naftopidil-loaded tablets using a semisolid extrusion type 3D printer and the characteristics of the printed hydrogel and resulting tablets. J. Pharm. Sci. 2019, 108, 907–913. [Google Scholar] [CrossRef]
- Li, L.; Thangamathesvaran, P.M.; Yue, C.Y.; Tam, K.C.; Hu, X.; Lam, Y.C. Gel network structure of methylcellulose in water. Langmuir 2001, 17, 8062–8068. [Google Scholar] [CrossRef]
- Korsmeyer, R.W.; Gurny, R.; Doelker, E.; Buri, P.; Peppas, N.A. Mechanisms of solute release from porous hydrophilic polymers. Int. J. Pharm. 1983, 15, 25–35. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, W.; Vo, A.Q.; Feng, X.; Ye, X.; Kim, D.W.; Repka, M.A. Hydroxypropyl methylcellulose-based controlledrelease dosage by melt extrusion and 3D printing: Structure and drug release correlation. Carbohydr. Polym. 2017, 177, 49–57. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Manufacturing Company |
|---|---|
| Hydroxypropyl methylcellulose (HPMC 2208) | Hanmi Pharmaceutical Co., (Hwasung, Republic of Korea) |
| α-lactose monohydrate | Daejung Chemical Co., (Siheung, Republic of Korea) |
| MCC (microcrystalline cellulose 20–100 µm) | Daejung Chemical Co., (Siheung, Republic of Korea) |
| PVP (polyvinylpyrrolidone) K30 | BASF SE. (Ludwigshafen, Germany) |
| Famotidine | Tokyo Chemical Industry Co., (Tokyo, Japan) |
| Formulation Name | Composition (w/w) | ||||
|---|---|---|---|---|---|
| Famotidine (%) | HPMC (%) | Lactose (%) | MCC (%) | PVP K30 (%) | |
| HPMC (10%, w/w) | 25 | 10 | 20 | 40 | 5 |
| HPMC (14%, w/w) | 25 | 14 | 16 | 40 | 5 |
| HPMC (18%, w/w) | 25 | 18 | 12 | 40 | 5 |
| Formulation Name | Geometry and Properties | ||||
|---|---|---|---|---|---|
| Diameter (mm) | Thickness (mm) | Weight (mg) | Hardness (N) | Friability (%) | |
| F1 (HPMC (10%, w/w)-Infill 10%) | 9.04 ± 0.29 | 3.85 ± 0.10 | 129.9 ± 7.3 | 121.5 ± 2.2 | 0.13 |
| F2 (HPMC (10%, w/w)-infill 30%) | 9.07 ± 0.26 | 3.87 ± 0.06 | 151.1 ± 8.9 | 123.5 ± 4.3 | 0.15 |
| F3 (HPMC (10%, w/w)-infill 50%) | 9.26 ± 0.33 | 4.13 ± 0.18 | 193.3 ± 9.3 | 127.3 ± 4.8 | 0.10 |
| F4 (HPMC (14%, w/w)-infill 10%) | 9.05 ± 0.08 | 3.76 ± 0.09 | 115.5 ± 2.9 | 119.3 ± 4.4 | 0.13 |
| F5 (HPMC (14%, w/w)-infill 30%) | 9.02 ± 0.13 | 3.87 ± 0.11 | 137.5 ± 4.3 | 126.8 ± 2.3 | 0.21 |
| F6 (HPMC (14%, w/w)-infill 50%) | 9.14 ± 0.09 | 3.86 ± 0.14 | 165.9 ± 4.2 | 147.5 ± 5.2 | 0.15 |
| F7 (HPMC (18%, w/w)-infill 10%) | 8.82 ± 0.12 | 3.30 ± 0.07 | 111.9 ± 4.7 | 124.8 ± 2.1 | 0.17 |
| F8 (HPMC (18%, w/w)-infill 30%) | 8.58 ± 0.13 | 3.26 ± 0.08 | 127.1 ± 7.9 | 170.8 ± 3.6 | 0.14 |
| F9 (HPMC (18%, w/w)-infill 50%) | 8.62 ± 0.15 | 3.38 ± 0.09 | 161.9 ± 4.6 | 246.1 ± 5.6 | 0.11 |
| Formulation Name | Zero Order (R2) | First Order (R2) | Higuchi (R2) | Korsmeyer-Peppas (R2) | n Value |
|---|---|---|---|---|---|
| F1 | 0.8112 | 0.9603 | 0.9912 | 0.9950 | 0.555 |
| F2 | 0.8197 | 0.9504 | 0.9933 | 0.9981 | 0.558 |
| F3 | 0.7789 | 0.9067 | 0.9984 | 0.9993 | 0.526 |
| F4 | 0.8980 | 0.9924 | 0.9606 | 0.9876 | 0.654 |
| F5 | 0.8700 | 0.9680 | 0.9777 | 0.9934 | 0.612 |
| F6 | 0.8358 | 0.9355 | 0.9898 | 0.9971 | 0.573 |
| F7 | 0.8286 | 0.9381 | 0.9926 | 0.9985 | 0.565 |
| F8 | 0.8435 | 0.9345 | 0.9914 | 0.9994 | 0.576 |
| F9 | 0.8197 | 0.9048 | 0.9950 | 0.9993 | 0.554 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.S.; Kim, D.W. Fabrication of Gastro-Floating Famotidine Tablets: Hydroxypropyl Methylcellulose-Based Semisolid Extrusion 3D Printing. Pharmaceutics 2023, 15, 316. https://doi.org/10.3390/pharmaceutics15020316
Yang HS, Kim DW. Fabrication of Gastro-Floating Famotidine Tablets: Hydroxypropyl Methylcellulose-Based Semisolid Extrusion 3D Printing. Pharmaceutics. 2023; 15(2):316. https://doi.org/10.3390/pharmaceutics15020316
Chicago/Turabian StyleYang, Hyun Seok, and Dong Wuk Kim. 2023. "Fabrication of Gastro-Floating Famotidine Tablets: Hydroxypropyl Methylcellulose-Based Semisolid Extrusion 3D Printing" Pharmaceutics 15, no. 2: 316. https://doi.org/10.3390/pharmaceutics15020316